任务书2供料站安装调试与编程
- 格式:pdf
- 大小:264.91 KB
- 文档页数:6


一、项目名称;供料站的实践与调试
二、目的、准备及要求:
1)供料站实现供料气动回路设计。
2)供料站电气控制回路的设计。
3)供料站实现顺序控制过程。
4)调试方法及注意事项。
三、设备与器材
YL-335B实训台,万用表,计算机一台及S7-200编程软件已安装,PLC 程序下载线一条。
四、步骤与内容:
1)根据设计要求,画出气动回路图,并完成气路连接。
2)安装完成后接通气源,气缸应处于初始缩回状态。
3)根据上次输入输出元件,对其进行I/O分配,列出分配表。
4)根据I/O分配表,画出PLC接线图。
5)根据接线图,完成PLC接线工作。
确保接线安全可靠,通信良好。
6)列出顺序功能图,并就此进行顺序程序设计。
参照给定程序,进行程序编写,并通过编译,下载PLC进行运行测试。
7)完成供料站的安装与调试工作。
使系统工作正常。
8)实训完成后,整理好实训台。
确保实训台整洁,有序。
五、实训结果
1、本站气动回路设计图(标明元件名称)。
2、列出I/O分配表,画出PLC接线图。
3、编写顺序控制供料子程序。

学习领域项目1:供料站安装与调试学习情境传感器、电磁阀、气缸、气动回路、机械安装、电气接线、编程调试班级指导教师学习团队第组工作时间18学时工作目标系统启动后,若供料站的物料台上没有工件,则应把工件推到物料台上,并向系统发出物料台上有工件信号。
若供料站的料仓内没有工件或工件不足,则向系统发出报警或预警信号。
物料台上的工件被输送站机械手取出后,若系统启动信号仍然为ON,则进行下一次推出工件操作。
供料站各部件的具体工作顺序,请自行设计,但应保证推料过程的可靠性。
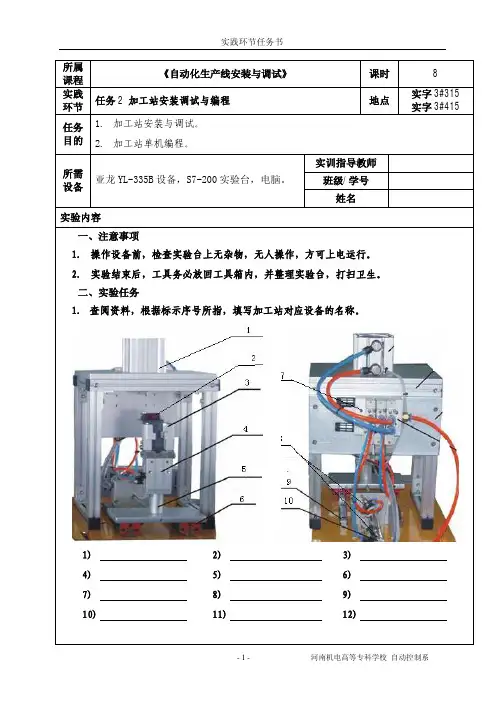
工作过程描述完成供料单元的机械组装(如下图所示)、气路连接、电气接线等工作,并能够按照如下控制要求实现供料单元的的控制。
本项目只考虑供料单元作为独立设备运行时的情况,单元工作的主令信号和工作状态显示信号来自PLC 旁的按钮/指示灯模块。
并且,按钮/指示灯模块上的工作方式选择开关SA 应置于“单站方式”位置。
控制要求如下:①设备上电和气源接通后,若工作单元的两个气缸均处于缩回位置,且料仓内有足够的待加工工件,则“正常工作”指示灯HL1 常亮,表示设备准备好。
否则,该指示灯以1Hz 频率闪烁。
②若设备准备好,按下启动按钮,工作单元启动,“设备运行”指示灯HL2 常亮。
启动后,若出料台上没有工件,则应把工件推到出料台上。
出料台上的工件被人工取出后,若没有停止信号,则进行下一次推出工件操作。
③若在运行中按下停止按钮,则在完成本工作周期任务后,各工作单元停止工作,HL2 指示灯熄灭。
④若在运行中料仓内工件不足,则工作单元继续工作,但“正常工作”指示灯HL1以1Hz 的频率闪烁,“设备运行”指示灯HL2 保持常亮。
若料仓内没有工件,则HL1 指示灯和HL2 指示灯均以2Hz 频率闪烁。
工作站在完成本周期任务后停止。
除非向料仓补充足够的工件,工作站不能再启动。
教学和学习资源学习资料学习软件实训设备教材、实训手册、任务书、工作单、课程网站Step7-Micro/Win V4.0编程软件自动化生产线安装与调试实训室教学组织教师指导学生分组,下发任务书与工作单,阐述本次任务,并对相关知识进行讲解指导学生制定学习计划、与学生讨论确定最终的学习和制作方案指导学生利用新学指令编程调试考核学生对本项目中指令的掌握情况,并进行归纳总结请学生分组演示自己制作的作品,并进行讲解,学生互评考核要点机械安装牢固可靠、电气接线无松动、电气图纸绘制标准、供料站动作正确无误软件的使用:上传、下载、运行、通讯设置、I/O地址分配、硬件接线、程序的编写、调试考核方式小组的自我评价、教师对小组的评价、教师对个人的评价其他说明所有团队及成员务必严格遵守任务书的时间安排进行,按时完成学习任务学习领域项目2:加工站安装与调试学习情境传感器、电磁阀、气缸、气动回路、机械安装、电气接线、编程调试班级指导教师学习团队第组工作时间12学时工作目标加工单元的功能是完成把待加工工件从物料台移送到加工区域冲压气缸的正下方;完成对工件的冲压加工,然后把加工好的工件重新送回物料台的过程。
上下料工作站搭建与编程调试介绍上下料工作站是一种自动化设备,用于实现物品的上下料、搬运和装配等工作。
本文档将介绍如何搭建和编程调试一个上下料工作站。
搭建步骤1:选择硬件设备在搭建上下料工作站之前,需要先选择适合的硬件设备。
这些设备包括:机器人臂、传感器、控制器等。
步骤2:安装机器人臂首先,将机器人臂安装在工作站设备上的支架上。
确保机器人臂的安装位置合适,并且固定牢固。
步骤3:连接传感器和控制器接下来,需要将传感器和控制器与机器人臂连接起来。
根据硬件设备的说明书,将传感器和控制器的电缆插入对应的接口。
步骤4:安装软件在搭建上下料工作站之前,还需要安装相应的软件。
根据硬件设备的说明书,下载并安装机器人臂和控制器的驱动程序。
步骤5:调试完成以上步骤后,上下料工作站的搭建就基本完成了。
接下来,需要进行调试。
首先,确保各个硬件设备的连接正常。
然后,打开控制器的软件,在软件界面上设置相关参数,使机器人臂能够准确执行上下料的动作。
编程调试步骤1:选择编程语言在编程调试上下料工作站时,需要选择合适的编程语言。
常用的编程语言包括C++、Python等。
步骤2:编写程序根据上下料工作站的功能需求,编写相应的程序。
程序主要包括机器人控制、传感器数据处理、上下料动作等部分。
步骤3:调试程序编写完程序后,需要进行调试。
通过调试程序,可以检查程序的逻辑是否正确,机器人的动作是否准确。
如果发现问题,需要及时修改程序。
步骤4:优化程序在调试的过程中,可能会发现一些问题或改进的地方。
根据实际情况,对程序进行优化,提高上下料工作站的效率和精度。
步骤5:测试完成编程调试后,需要进行全面的测试。
测试包括模拟实际工作环境,检查机器人的动作是否满足要求。
如果测试通过,就可以正式投入使用。
总结上下料工作站是一种自动化设备,通过机器人臂和传感器实现物品的上下料、搬运和装配等工作。
搭建和编程调试一个上下料工作站需要选择适合的硬件设备、安装和连接设备、安装软件、进行调试和测试等步骤。
上下料工作站搭建与编程调试1. 简介上下料工作站是一种自动化设备,用于在工业生产中对待加工物料进行上料和下料操作。
本文将介绍上下料工作站的搭建和编程调试过程,通过以下步骤来完成工作站的建立和正常运行。
2. 设备选购与组装在搭建上下料工作站之前,我们需要选购与组装所需的设备。
常见的设备包括机械结构、电机、传感器和控制器等。
以下是具体的设备选购和组装步骤:2.1 机械结构选择合适的机械结构是搭建上下料工作站的第一步。
机械结构需要具备稳定性和可靠性,以确保工作站的正常运行。
可以选择标准化的铝合金型材和配件,通过组装来构建机械结构。
2.2 电机与传动装置电机和传动装置是工作站上下料动作的驱动部分。
选择电机需要考虑负载能力和动作速度等因素。
常见的电机选型包括步进电机和伺服电机。
传动装置可以选择皮带传动或者滚珠丝杠传动等。
2.3 传感器传感器用于感知工作站的状态和位置信息,以实现自动化操作。
例如,光电传感器用于检测物料的位置和到位情况,接近开关用于感知工作站的起停状态等。
根据实际需求选择合适的传感器。
2.4 控制器控制器是工作站的核心部件,用于控制和协调各个部件的运动和工作。
常见的控制器包括PLC(可编程逻辑控制器)和单片机等。
根据需求选择合适的控制器,并进行编程调试。
3. 编程调试编程调试是上下料工作站搭建的最后一个环节。
在编程调试过程中,需要编写控制程序,设置参数,并进行联动测试。
3.1 编写控制程序控制程序的编写需要根据实际的工作站功能和工作流程来设计。
可以使用编程语言如C、C++或者PLC编程语言来实现控制程序。
具体的编写步骤和调试方法可以参考控制器的操作手册或者相关技术文档。
3.2 设置参数在编程调试过程中,需要设置一些参数来适配不同的工作需求。
例如,设定上下料动作的速度、位置和延时等参数。
根据实际的工作情况进行参数设定,并进行调试测试。
3.3 联动测试进行编程调试后,需要进行联动测试以验证工作站的正常运行。

工作任务单班级组别组长成员项目一YL-335B自动线认识实训内容1、现场认识YL-335B自动线的整体结构,包括哪些工作站?各工作站的基本结成结构?熟悉整个生产线的整体运行工艺流程。
2、现场认识YL-335B的供电系统结构,正确理解其电路原理,熟悉各个开关的控制功能。
实训报告1、简述YL-335B自动线的整体结构,各工作站的基本组成结构?2、写出整个生产线的整体运行工艺流程。
完成时间完成情况(评分)其它班级组别组长成员项目2 供料站的原理、安装与调试实训内容1. 安装机械部件;2. 安装光电传感器、金属传感器和磁性开关、电磁阀;3. 安装、调试气路;4. 根据电气原理图连接电气线路;5. 编写、下载、调试与运行程序。
实训报告1. 写出安装机械部件的方法及要点;2. 写出安装、调试光电传感器、金属传感器和磁性开关的方法及要点;3. 写出安装、调试气路的方法及要点;4. 用CAD画出供料站的电气控制线路图;5. 写出供料站的I/O分配表;6. 根据工艺流程、顺序功能图、I/O分配表编写程序;7. 写出调试供料站的过程及心得体会。
完成时间完成情况(评分)序号实训内容评价要点配分教师评分1 机械部分安装与调试安装正确、动作顺畅、紧固件无松动102 气路安装与调试气路连接正确、美观、无漏气现象、运行平稳103 电路设计电路设计符合要求104 电路接线接线正确、布线整齐美观105 程序编制及调试根据工艺要求完成程序编制和调试,运行正确。
506 职业素养与安全意识操作是否符合安全操作规程和岗位职业要求;工具摆放是否整齐;团队合作精神是否好;是否保持工位清洁,爱惜实训设备等。
10合计100其它班级组别组长成员项目3 加工站的原理、安装与调试实训内容1. 安装机械部件;2. 安装光电传感器和磁性开关、电磁阀;3. 安装、调试气路;4. 根据电气原理图连接电气线路。
5. 编写、下载、调试与运行程序。
实训报告1. 写出安装机械部件的方法及要点;2. 写出安装、调试光电传感器和磁性开关的方法及要点;3. 写出安装、调试气路的方法及要点;4. 用CAD画出加工站的电气控制线路图;5. 写出加工站的I/O分配表。
工业机器人编程与调试项目四工业机器人综合训练任务4 上下料工作站编程与调试3 1 2 目录contents402上下料工作站机器人编程与调试1、机器人的工作任务工装托盘到达工位1后,上位机系统发出启动命令。
PLC首先向机床发出调用程序命令;当数控车床返回已就绪命令后,PLC给机器人发出启动命令;机器人抓取工件1到达卡盘位置后,返回到位命令;PLC通知机床卡盘夹持;机器人推出到安全位置后PLC发出机床加工启动命令;加工完成后,PLC通知机器人夹持工件,夹持完成后命令机床卡盘松开;机器人将工件送至吹气清理位置,到达后PLC控制吹气顶销气缸顶出;机器人气爪松开移至安全位置后开始吹气;吹气完成后机器人返回夹持工件,夹持完成后PLC控制顶销气缸缩回;机器人将工件送至激光检测平台;平台夹持机构伸出、气爪夹紧,进行尺寸检测;检测完成后PLC通知机器人将工件放回工装托盘。
开始工件判断机器人为数控车床上下料机器人为清理单元上下料机器人为检测单元上下料铝制圆柱水晶机器人为视觉检测单元上下料启动抓取工件到达机床卡盘的位置,并向机床发出到位命令YN机床卡盘夹紧了加工完成机床卡盘松开可以清理清理完成铝制圆柱水晶机器人退至安全位置机器人人夹取工件,通知机床卡盘松开机器人夹取工件,退回安全位置,通知PLC 将机器人移动到清理单元将工件送到清理单元支撑台,气爪松开退回安全位置,通知清理机器人夹取工件,通知PLC 将机器人移动到检测单元机器人将工件送至激光检测平台,气爪松开移至安全位置,通知检测可以检测检测完成等待调用水晶工件的处理子程序调用铝制圆柱工件的处理子程序抓取水晶到达视觉检测点,气爪松开,退回安全位置,通知检测检测完成将工件放回工装托盘,退回安全位置,完成启动抓取工件到达机床卡盘的位置,并向机床发出到位命令YN机床卡盘夹紧了加工完成机床卡盘松开可以清理清理完成铝制圆柱水晶机器人退至安全位置机器人人夹取工件,通知机床卡盘松开机器人夹取工件,退回安全位置,通知PLC 将机器人移动到清理单元将工件送到清理单元支撑台,气爪松开退回安全位置,通知清理机器人夹取工件,通知PLC 将机器人移动到检测单元机器人将工件送至激光检测平台,气爪松开移至安全位置,通知检测可以检测检测完成等待调用水晶工件的处理子程序调用铝制圆柱工件的处理子程序抓取水晶到达视觉检测点,气爪松开,退回安全位置,通知检测检测完成将工件放回工装托盘,退回安全位置,完成(1)配置I/O板DSQC652(2)配置I/O信号(2)配置I/O信号机器人输入端子PLC输出端子功能DI10_1 Y410 启动DI10_2 Y411 判断铝座还是水晶DI10_3 Y412 机床卡盘卡紧,通知机器人松开工件并退回安全位置DI10_4 Y413 机床加工完毕,通知机器人下料DI10_5 Y414 机床卡盘松开,通知机器人可以取走工件DI10_6 Y415 机器人等待可以清理信号(机器人需到达清理单元前)DI10_7 Y416 等待清理完毕信号DI10_8 Y417 等待可以将工件放至检测处(机器人需到达检测单元前)DI10_9 Y418 等待工件尺寸检测完毕信号DI10_10 Y419 等待视觉检测完毕信号(2)配置I/O信号机器人输出端子PLC输入端子功能DO10_1,DO10_2 无机器人夹具控制DO10_3 X310 机器人准备就绪(在原位)DO10_4 X311 通知机床,机器人已经到了机床上料位置DO10_5 X312 机器人已经退回到安全位置,通知机床可以加工DO10_6 X313 机器人到达下料位置,通知机床卡盘需松开DO10_7 X314 通知PLC驱动行走轴让机器人走到清理单元前DO10_8 X315 机器人到达安全位置,发出通知,可以清理DO10_9 X316 通知PLC驱动行走轴让机器人走到检测单元前DO10_10 X317 机器人已经退至安全位置,通知可以进行工件尺寸检测DO10_11 X318 工件又放至托盘,完成DO10_12 X319 机器人到达安全位置,发出通知,可以进行视觉检测PROC main() Initialize; 初始化 WHILE TRUE DO ;进入循环 WaitDI DI10_1, 1; 等待启动命令 WaitTime 3;等待3s IF DI10_3 = 1 THEN yuanzhu; 调用铝制圆柱处理子程序 ELSE WaitTime 1; 等待1s shuijing; 调用水晶处理子程序 ENDIF ENDWHILE(1)主程序本程序中有初始化子程序、铝制圆柱处理子程序及水晶处理子程序。