兰州石化公司“2006.12.11”爆炸事故
- 格式:docx
- 大小:12.11 KB
- 文档页数:4
兰州石化工酸性水罐拆除仪表时爆燃事故2006年5月29日15时28分兰州石油化工公司有机厂苯胺车间废酸提浓单元一楼发生爆燃,过火面积112.5平方米,造成4人死亡,11人受伤的重大火灾事故。
一、事故经过2006年5月2日9时许,根据公司大检修计划安排,有机厂苯胺车间分单元停车,经过倒空、清洗至28日,逐步开始办理当日检修设备交出手续。
5月29日上午甘肃临夏兴临建安公司在废酸提浓单元室内一楼东南角进行落水管理预制作业和建筑物维护作业,下午13:30甘肃临夏兴临建筑安装有限公司粉刷班安排15人在1-4层进行建筑物维护作业,14:20兴临建安公司第五分公司8人在1楼室内北侧进行酸性水罐(R5104)拆除更换作业,同时维达电仪分公司2人在酸性水罐(R5104)顶部平台拆除该罐雷达液位表,15:28一楼发生爆燃引发事故。
二、事故原因经调查证实:维达维修五分公司在废酸提浓单元拆除5立方米酸性水罐(R5104)过程中,松开下封头出口管法兰时,从该法兰流出含苯酸性水,水中的苯在该罐围堰内累积,达到一定浓度后扩散,在北风的作用下遇到甘肃兴临建筑工程有限公司在东南角预制落水管电焊作业,产生的明火发生瞬间爆燃。
在发生瞬间爆燃时,产生的热量将装置一楼的电缆、门窗以及处在吊装口建筑物维护作业,搭设在架子上的竹跳板等可燃物引燃。
引燃产生的大量有毒浓烟和竹跳板等的燃烧,造成在架子四层系安全带作业的甘肃兴临建筑工程有限公司4名粉刷工窒息死亡,厂房内1-4楼作业人员中有11人不同程度被烧伤。
三、事故分析1、酸冷凝液(R-5104)中苯的来源分析,经查阅废酸提浓单元流程,岗位操作方法及相关资料后,分析酸冷凝液贮罐(R-5104)中含有水、酸和部分有机物(主要是苯和硝基本苯等)。
《废酸提浓单元岗位操作法》中描述:经闪蒸罐(R5101)闪蒸分离的气相(NxOY)及硝基苯和苯等有机物进入除雾塔(T5101),酸蒸发浓缩器(H-5102)蒸发生产的气相也进入除雾塔(T5101),在除雾塔(T5101)中与通过冷凝液循环泵(B-5103A/B)形成的喷淋接触,使过热蒸汽降温除去夹带的酸雾滴,减少酸损失,离开除雾塔(T5101)的不凝气(水蒸气、NxOY及硝基苯和苯等有机物)经蒸气冷凝冷却器(H-5103)和蒸汽尾气冷凝冷却器(H-5106)冷却,水蒸气、部分有机物气体和酸性气体被冷凝后进入酸冷凝液贮罐(H-5104)。
2006年12月11日,兰州石化公司助剂厂顺酐车间常压凝结水储罐发生爆炸事故。
事故造成3人死亡。
一、事故装置简介兰州石化公司2万t/a顺酐装置2006年8月30日中交,9月15日吹扫试压结束,进行水联运、油联运,11月8日原料与处理工段开车成功,11月19日氧化反应工段正式进料,11月29日装置的工艺流程全线贯通,生产出了合格产品。
二、事故经过2006年12月11日,根据助剂厂的安排,借装置停工机会更改丁烷蒸发器(E-1301)蒸汽凝结水管线,即将丁烷蒸发器蒸汽冷凝水管线接到常压凝结水储罐顶(TK-1808)备用口,13时45分某建第一分公司3名员工在常压凝水储罐(TK-1808)顶部进行配管焊接作业,14时21分,电焊工在焊口打火,凝结水罐爆炸,罐体在底板焊缝母材处断开飞起,落在距原位东南方约71m处,在罐上工作的3名员工遇难。
三、事故原因1.直接原因某建第一分公司在顺酐车间常压凝水储罐(TK-1808)顶部,用电焊焊接从正丁烷蒸发器(E-1301)引入常压凝水储罐(TK-1808)的蒸汽凝液管线作业过程中,遇到从脱丁烷塔进料加热器(E-1111)管程漏到壳程随蒸汽凝液进入常压凝水储罐(T K-1808)内积聚的碳四馏分,发生闪爆。
根据12月11日23时公司环境检测站检测发现丁烷蒸发器(E-1111)蒸汽排空口可燃气浓度达到可燃气体检测报警仪的满量程的迹象。
12月13日对向凝水储罐(TK-1808)排冷凝液的6台换热器进行通氮检漏试验。
其中发现丁烷蒸发器(E-1111)试验开始冲压至0.23MPa,经2h保压试验,压力降至0.202MPa,经测量数据计算丁烷蒸发器(E-1111)的泄漏率达 6.09%/h。
从而断定爆炸可燃物丁烷是从丁烷蒸发器(E-1111)管程漏入壳程随蒸汽凝液串到常压凝水储罐(T K-1808)。
因丁烷蒸发器(E-1111)内漏,丁烷由管程泄漏到壳程,随蒸汽凝液进入常压凝水储罐(TK-1808)内积聚,丁烷蒸汽与空气形成了爆炸性混合气体。
兰州石化分公司“6.28”火灾事故情况汇报2006年6月28日8时05分,兰州石化炼油厂40万吨/年气体分馏装置在检修后复工开车过程中,发生一起火灾事故。
兰州石化立即启动了事故应急预案,全力组织灭火抢险。
上午9时40分,现场火势得到控制。
因泄漏介质为气相可燃物,为了防止次生事故,现场采取不熄灭明火、控制设备中残存的可燃物稳定燃烧、周边冷却保护的方法。
最后,余火于当晚9时35分全部熄灭。
事故发生后,兰州石化同时启动了环境保护应急预案,组织人员封堵雨排,设立现场围堰,将消防水引入炼油污水处理厂进行处理,并启用3万立方米应急调节池。
同时,进一步加大监测力度,经省、市及兰州石化环保部门对水质和大气监测,周边大气和黄河水质没有受到污染。
在事故抢险过程中,兰州石化消防支队消防队员1名牺牲,10名受伤,其中:6名重度烧伤,4名中度烧伤。
目前,由甘肃省消防局组织的事故调查组正在调查中。
现将兰州石化自行组织调查的有关情况汇报如下:一、装置基本情况兰州石化40万吨/年气体分馏装置始建于2001年10月1日,2003年7月1日建成投产。
该装置是300万吨/年重油催化的中间加工装置,生产工艺采用7塔精馏流程,以300万吨/年重油催化装置生产的经精制装置脱硫后的液态烃为原料,生产丙烯、丙烷、异丁烯、异丁烷等中间产品,为下游装置提供原料。
主要工艺流程如下:脱硫后的液态烃送入本装置的进料罐(D501),通过脱丙烷塔进料泵(P501),经脱丙烷塔进料加热器(E501)加热后进入脱丙烷塔(C501),脱丙烷塔底重沸器(E502)用热水供热。
脱丙烷塔(C501)顶碳二、碳三馏分经塔顶空冷器(A-501)冷凝冷却后进入回流罐(D502),冷凝液自回流罐抽出,一部分由回流泵(P502)送入塔顶回流,另一部分用脱乙烷塔进料泵(P503)抽出,送入脱乙烷塔(C502)。
脱丙烷塔底碳四、碳五馏分依次进入碳四馏分塔(C505)、脱戊烷塔(C506)、脱异丁烷塔(C507)分离出异丁烷、异丁烯和戊烷等馏分。
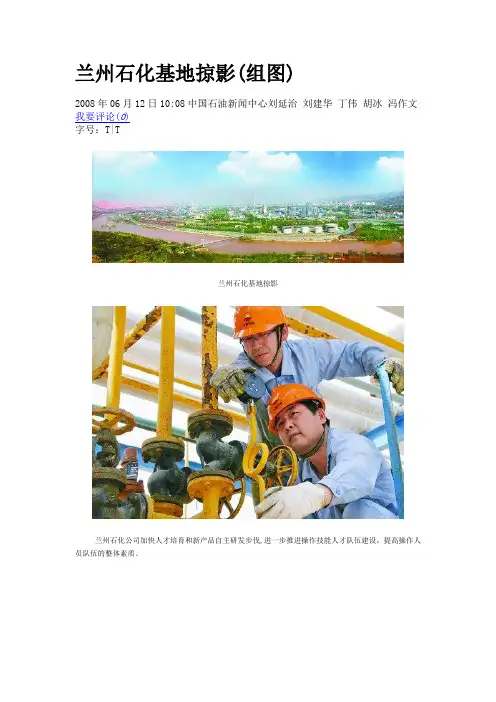
兰州石化基地掠影(组图)2008年06月12日10:08中国石油新闻中心刘延治刘建华丁伟胡冰冯作文我要评论(0)字号:T|T兰州石化基地掠影兰州石化公司加快人才培育和新产品自主研发步伐,进一步推进操作技能人才队伍建设,提高操作人员队伍的整体素质。
兰州石化目前具备年1050万吨炼油能力,是我国西部最大的炼厂,成为保障西北、西南地区成品油供应的重要基地。
九曲黄河,宁静金城。
兰州石化公司坐落于此。
近日,西北地区首套丙烯酸及酯装置在兰州石化公司建成投产,并产出合格的丙烯酸和丙烯酸丁酯产品。
这意味着兰州石化向着“建设具有国际竞争力炼油化工基地”的目标又迈出了坚实的一步。
兰州石化公司是我国“一五”期间的156项重点工程之一,是保障西北、西南广大地区油品和化工产品供应的重要基地。
近年来,兰州石化先后建成了年70万吨乙烯改扩建工程、年40万吨芳烃抽提装置、年10万吨丁苯橡胶装置等一批重点项目,已具备千万吨炼油、70万吨乙烯生产规模,形成目前我国西部集炼油、化工、化肥生产以及机械仪表制造、工程技术、建安维修、物流仓储等生产和社会服务为一体的大型综合炼化企业。
兰州石化公司在新的发展思路上,继续深化改革,持续自主创新,着力转变发展方式和提高发展质量,切实加强安全环保和节能减排,更加注重文化建设和员工发展,实施技术进步、资源节约、员工发展、人员转移和企业文化建设五大战略,全面提升炼油化工业务的竞争能力,大力发展机械仪表制造、工程技术、建安维修、物流仓储等生产和社会服务,努力建设具有国际竞争力的炼油化工基地。
兰州石化基地掠影(组图)2008年06月12日10:08中国石油新闻中心刘延治刘建华丁伟胡冰冯作文我要评论(0)字号:T|T年70万吨乙烯改扩建工程建成投产。
催化干气、液化气脱硫装置项目建设将于6月30日建成中交,两套装置的建成将使催化干气、液化气的品质更高更环保。
兰州石化公司不断夯实管理基础,通过细化检查标准,拓宽检查内容,将集中检查与日常抽检相结合,推进岗位责任制大检查、达标创奖和五型班组创建活动。
2006年5月29日15时28分,兰州石化公司有机厂苯胺车间废酸提浓单元,在检修过程中发生闪爆着火事故。
事故导致4人死亡、4人重伤、7人轻伤。
一、事故单位简介兰州石化公司有机厂始建于1965年,主要有促进剂M、促进剂DM、促进剂CBS、环己胺和苯胺等5套生产装置。
苯胺生产装置设计生产能力为7万t/a苯胺和10万t/a硝基苯,2003年投资建设,2005年1月开始投产运行。
苯胺装置由4个化工生产单元(天然气制氢单元、硝基苯单元、苯胺单元、废酸提浓单元)和辅助单元(罐区单元、铁路栈台单元)组成。
工艺流程为天然气经过造气、脱硫转化、变压吸附等生产出99.9%的氢气;浓硝酸、浓硫酸配制的混酸与石油苯经过硝化反应釜进行硝化反应,分离出精硝基苯;氢气与硝基苯在流化床反应器中,在催化剂作用下生成苯胺,经精馏得到成品苯胺。
废酸提浓单元工艺流程为硝基苯单元产生的67%~70%的废酸,经浓缩器在真空条件下浓缩为浓度大于83%的硫酸,供硝化单元重复使用。
废酸浓缩单元浓缩后产生的轻组分经换热冷却后进入酸冷凝液储罐(V-5104),主要成分是小于0.5%硫酸和小于0.5%硝酸的水溶液及少量有机物(苯、硝基苯)。
二、事故经过2006年5月25日9时,根据兰州石化公司大检修计划安排,有机厂苯胺车间分单元停车,经过倒空、清洗,至28日开始办理当日检修设备交出手续。
5月29日上午,有机厂安排甘肃某公司在废酸提浓单元室内一楼东南角进行落水管预制作业和建筑物维护作业。
13时30分,甘肃某公司粉刷班安排16人在1~4层进行建筑物维护作业;14时20分,甘肃某公司综合班3人在一楼东南角进行落水管预制作业;15时,兰州石化公司维达公司维修五分公司(以下简称维修五分公司)8人在一楼室内北侧进行酸冷凝液储罐(V-5104)拆除更换作业,维达公司电气仪表分公司2人在酸冷凝液储罐(V-5104)顶部平台拆除该罐雷达液位表。
在拆卸酸冷凝液储罐下封头出口法兰时,发现有黄色液体流出,检修人员随即派人找废酸提浓单元负责人了解情况。
2003年4月18日上午8时,橡胶厂SAN车间主任张守汉安排本车间包装班清扫车间办公楼至装置厂房间露天天桥上前一天下雪后的积雪,并把天桥傍护栏外边南北走向能够得着的管线也擦一下。
因为清扫范围是人们日常行走的通道,不需要翻过天桥栏杆工作,所以就没有办理高处作业证。
杜盈洲等7 人在班长陈莉的带领下,搞完包装班门前的走廊卫生,上午9 时左右来到天桥扫雪搞卫生,包装工梁迎军想要翻栏杆去把天桥南端东西向德管线和尘土也擦一下,结果被班长陈莉制止拉了回来,并安排民工王鹏去仓库取安全带。
就在班长陈莉制止梁迎军翻栏杆、并掏钥匙让王鹏到仓库去取安全带的时候(约9 时05 分)杜盈洲自己翻过栏杆,想站在天桥侧下方约0.5米处的电缆汇线槽(宽300mm距地面高度约5m)上把汇槽和管线上的积雪尘土擦一下。
当陈莉掏完钥匙、安排完王鹏拿安全带的事而转过头来的时候即发现杜盈洲踩在电缆汇线槽上滑倒了、不慎失足从5 米高处的电缆汇线槽处坠落。
陈莉和梁迎军赶紧跑到楼下把杜盈洲抬上正好来车间进行例行工作检查的厂部面包车上,并由陈莉等人陪同送到兰花职工医院抢救。
2003 年4 月18 日11 时30 分杜盈洲因伤势过重抢救无效而死亡。
事故发生时包装班的刘永红正在天桥的北端蹲着铲雪、张晓燕正在办公楼二楼卫生间洗抹布、邱梅在天桥的中部干活。
事故发生以后,兰州石化公司非常重视,立即成立了由公司安全环保处副处长、科长、橡胶厂厂长、安环科、人事科、厂办、工会、纪监科、生产运行科、机动科、保卫科等部门人员参加的事故现场调查处理小组,积极进行现场保护、勘察和调查分析。
、事故原因1、S AN车间包装岗位包装工杜盈洲在天桥南侧搞卫生扫雪过程中,在班长陈莉制止了梁迎军翻栏杆的行为后、他自己仍然不系安全带就翻过天桥栏杆去擦东西向的管线,违反了《兰州石化公司高处作业安全管理规定》“ 5.3 高处作业人员必须系好安全带、戴好安全帽,……”的规定,是造成这次事故的直接原因2、S AN车间主任张守汉作为车间安全第一责任人,对车间职工存在的安全意识差、风险识别防范能力低、安全素质不高等问题抓得不力,对日常工作安排中的安全要求不到位,在工作布置没有明确要求不准翻过栏杆擦管线,是事故的主要原因之一3、S AN车间包装班班长陈莉带领班里人员清扫天桥积雪、擦天桥傍的管线,在有人提出翻越栏杆擦栏杆尘土时,进行了制止,但态度不坚决,在派人去取安全带时,杜盈洲翻越栏杆,班长监督不到位、未能及时阻止,临时改变了车间布置的工作内容,措施要求不到位。
兰州石化闪爆着火事故1企业概况兰州石化分公司现有总资产约340亿,员工2.74万人,下属9个生产分厂,90套炼化生产装置,原油加工能力1050万吨/年,乙烯生产能力70万吨/年。
这次事故涉及的合成橡胶厂有10套生产装置,主要包括10万吨/年和5.5万吨/年丁苯橡胶装置、5万吨/年和1.5万吨/年丁腈橡胶装置等;石油化工厂有6套生产装置,主要包括25万吨/年乙烯装置、6万吨/年线性低密度聚乙烯装置、14万吨/年高密度聚乙烯装置等。
???发生事故的316号罐区始建于1969年,共有29个中间物料储罐,分属于兰州石化分公司石油化工厂和合成橡胶厂。
合成橡胶厂负责管理4个裂解碳四球罐和3个丁二烯球罐,7个球罐容积均为120M3。
石油化工厂负责管理的22个储罐中,有10个为立式储罐(属压力容器),储存拔头油、丙烯、丙烷和1-丁烯;另外12个为常压立式罐,分别储存碳九、抽余油、加氢汽油等重组分。
2事故概述兰州石化公司石油化工厂316罐区发生爆炸着火事故爆炸事故发生在2010年1月7日下午17时30分许,地点距离兰州市中心30公里,爆炸中心距居民区500余米。
3事故经过1月7日17时16分左右,合成橡胶厂316罐区操作工在巡检中发现裂解碳四球罐(R202)出口管路弯头处泄漏,立即报告当班班长。
17时18分,当班班长打电话向合成橡胶厂生产调度室报告现场发生泄漏,并要求派消防队现场监护。
17时20分,位于泄漏点北面约50米的丙烯腈装置焚烧炉操作工向石油化工厂生产调度室报告R202所在罐区产生白雾,接着又报告白雾迅速扩大。
17时21分,合成橡胶厂316罐区当班班长再次向生产调度室报告现场泄漏严重。
17时24分,现场即发生爆炸。
之后又接连发生数次爆炸,爆炸导致316号罐区四个区域引发大火。
??事故发生后,企业和地方消防部门调集460余名消防官兵、86台各类消防车辆迅速赶到现场,展开扑救。
鉴于着火物料多为轻质烃类,扑救十分困难,现场抢险灭火指挥部决定,对4个着火区实行控制燃烧,同时对周边罐采取隔离冷却保护措施。
国家安全监管总局关于中国石油天然气股份有限公司兰州石化分公司“1·7”爆炸火灾事故的通报安监总管三〔2010〕8号各省、自治区、直辖市及新疆生产建设兵团安全生产监督管理局,有关中央企业:2010年1月7日17时24分,位于甘肃省兰州市的中国石油天然气股份有限公司兰州石化分公司(以下简称兰州石化分公司)316号罐区发生一起爆炸火灾事故,造成6人死亡、6人受伤(其中1人重伤)。
事故发生后,国务院领导同志高度重视并作出重要批示,甘肃省省委、省政府主要负责同志和省政府分管负责同志迅速赶赴事故现场,协调指挥应急抢险工作。
国家安全监管总局局长骆琳,副局长王德学、孙华山立即对事故应急处置和处理作出部署,派员赶赴现场,指导协助事故抢险和调查处理工作。
中国石油天然气集团公司有关领导及时赶赴现场组织抢险。
为认真落实国务院领导重要批示精神,深刻吸取事故教训,举一反三,防止类似事故发生,现将事故有关情况通报如下:一、事故企业概况兰州石化分公司现有总资产约340亿,员工2.74万人,下属9个生产分厂,90套炼化生产装置,原油加工能力1050万吨/年,乙烯生产能力70万吨/年。
这次事故涉及的合成橡胶厂有10套生产装置,主要包括10万吨/年和5.5万吨/年丁苯橡胶装置、5万吨/年和1.5万吨/年丁腈橡胶装置等;石油化工厂有6套生产装置,主要包括25万吨/年乙烯装置、6万吨/年线性低密度聚乙烯装置、14万吨/年高密度聚乙烯装置等。
发生事故的316号罐区始建于1969年,共有29个中间物料储罐,分属于兰州石化分公司石油化工厂和合成橡胶厂。
合成橡胶厂负责管理4个裂解碳四球罐和3个丁二烯球罐,7个球罐容积均为120M3。
石油化工厂负责管理的22个储罐中,有10个为立式储罐(属压力容器),储存拔头油、丙烯、丙烷和1-丁烯;另外12个为常压立式罐,分别储存碳九、抽余油、加氢汽油等重组分。
二、事故简要经过1月7日17时16分左右,合成橡胶厂316罐区操作工在巡检中发现裂解碳四球罐(R202)出口管路弯头处泄漏,立即报告当班班长。
健康安全环境(HSE)知识百题竞赛单位:姓名:日期:成绩:一、单选题:(每题1分)1、2002年2月23日,辽阳石化公司烯烃厂聚乙烯装置B线发生爆炸事故,此次事故共造成8人死亡,1人重伤,18人轻伤,直接损失452.78万元。
请问下列哪项是这起事故的直接原因?()A.执行“三同时”制度不严B.盲目选用非标准视镜C.物资采购环节存在问题D.聚合釜反应异常,导致系统压力突然升高,造成与悬浮物接收罐11305X连接的两条管线上的DN200的伪劣视镜破裂,破裂处泄漏的大量的乙烯气体与聚丙烯粉末空气混合产生静电火花引爆2、2006年10月28日19时16分左右,独山子石化公司在建原油罐进行防腐作业时,施工人员在浮顶舱第三环舱第八舱内进行作业时,使用了()挥发性更大的有机溶剂,形成爆炸性混合性气体,遇照明设备产生的火花发生爆炸。
A.含苯及甲苯B.稀料C.正丁醇3、2006年12月11日下午14时21分,兰州石化公司助剂厂2万吨/年顺酐装置(),对装置内常压凝水储罐(TK-1808)顶部进行焊接作业时发生闪爆,造成3人死亡,直接损失68万元。
A.试运行紧急停工期间B.开工期间C.正常运行4、2006年11月28日,吉林石化聚乙烯厂油品车间液态烃罐区裂解碳四储罐岗位操作人员在对V-9301罐进行脱水作业时,在两道脱水阀开启的情况下,用蒸汽对脱水阀进行化冻,导致沉积在脱水阀门上的()流出遇空气引燃物料着火。
A.液化石油气B.过氧化物C.丁二烯过氧化自聚物5、1985年7月10日,锦州石化公司炼油厂油品车间在清罐中,违反“打开设备人孔时,应先打开底部阀门,并()依次打开”的规定,造成一名职工瓦斯窒息死亡。
A、从下而上B、先中间后上下C、自上而下6、2006年8月14日18时16分,大庆炼化公司炼油二厂180万吨/年ARGG装置吸收稳定系统塔顶阀门内漏,塔压上升后,进入到塔内的()被压入D10306中,与罐内的油气形成爆炸性混合气体,并达到爆炸极限,遇到罐内壁上的硫化亚铁自燃产生的火源引起爆炸,同时引起与之相连的D10201及相应管道发生爆炸。
2006年12月11日,兰州石化公司助剂厂顺酐车间常压凝结水储罐发生爆炸事故。
事故造成3人死亡。
一、事故装置简介
兰州石化公司2万t/a顺酐装置2006年8月30日中交,9月15日吹扫试压结束,进行水联运、油联运,11月8日原料与处理工段开车成功,11月19日氧化反应工段正式进料,11月29日装置的工艺流程全线贯通,生产出了合格产品。
二、事故经过
2006年12月11日,根据助剂厂的安排,借装置停工机会更改丁烷蒸发器(E-1301)蒸汽凝结水管线,即将丁烷蒸发器蒸汽冷凝水管线接到常压凝结水储罐顶(TK-1808)备用口,13时45分某建第一分公司3名员工在常压凝水储罐(TK-1808)顶部进行配管焊接作业,14时21分,电焊工在焊口打火,凝结水罐爆炸,罐体在底板焊缝母材处断开飞起,落在距原位东南方约
71m处,在罐上工作的3名员工遇难。
三、事故原因
1.直接原因
某建第一分公司在顺酐车间常压凝水储罐(TK-1808)顶部,用电焊焊接从正丁烷蒸发器(E-1301)引入常压凝水储罐(TK-1808)的蒸汽凝液管线作业过程中,遇到从脱丁烷塔进料加热器(E-1111)管程漏到壳程随蒸汽凝液进入常压凝水储罐(TK-1808)内积聚的碳四馏分,发生闪爆。
根据12月11日23时公司环境检测站检测发现丁烷蒸发器(E-1111)蒸汽排空口可燃气浓度达到可燃气体检测报警仪的满量程的迹象。
12月13日对向凝水储罐(TK-1808)排冷凝液的6台换热器进行通氮检漏试验。
其中发现丁烷蒸发器(E-1111)试验开始冲压至0.23MPa,经2h保压试验,压力降至0.202MPa,经测量数据计算丁烷蒸发器(E-1111)的泄漏率达6.09%/h。
从而断定爆炸可燃物丁烷是从丁烷蒸发器(E-1111)管程漏入壳程随蒸汽凝液串到常压凝水储罐(TK-1808)。
因丁烷蒸发器(E-1111)内漏,丁烷由管程泄漏到壳程,随蒸汽凝液进入常压凝水储罐(TK-1808)内积聚,丁烷蒸汽与空气形成了爆炸性混合气体。
动火时将常压凝水储罐(TK-1808)内的爆炸性气体引爆。
2.间接原因
(1)风险认识不到位。
助剂厂顺酐车间、某建第一分公司丁烷蒸发器(E-1301)蒸汽回水接到常压凝水储罐(TK-1808)顶备用口的计划改造项目没有进行风险辨识,没有认识到可能发生冷凝液带可燃物料的风险,从而预见检修作业可能出现的燃烧爆炸的危险。
虽然助剂厂顺酐车间职能人员向作业人员进行了口头技术交底,但作业危险性与防范措施不明确。
某建第一分公司作业人员也没有采取有针对性的隔离措施。
(2)违反动火管理制度,执行动火管理制度不严。
违反动火票审批程序,助剂厂安全部门负责人代替厂主管领导审批签发了一级动火票,审批程序不符合规定。
违反动火管理制度,违规开具动火票。
在2万t/a顺酐装置正丁烷蒸发器(E-1301)冷凝液管线改造中,办理了一级动火作业票,但动火前未对动火点周围可燃气体进行分析,在动火期内中也未按规定每间隔2h进行一次可燃气体分析;顺酐车间开具的火票用火地点模糊不清,火票动火地点为E-1301蒸汽凝液,而14时21分事故发生前的实际动火作业地点为常压凝水储罐顶。
动火执行人在生产单位动火监督人离开动火现场要求停止动火作业的情况下,仍然继续实施动火作业。
违反了处于运行状态的装置内,凡可动可不动的火应一律不动,动火部件能拆下的,一律要拆下移到安全地方动火的规定。
(3)顺酐车间现场生产组织和管理不符合安全要求。
助剂厂2万t/a顺酐自8月30日中交后试车过程中出现一些影响试车的问题。
在处理现场暴露出现场管理比较乱。
事故当天在半开车半停车的状态下,就安排了6处动火作业,在装置内安排多点高危作业,但施工的安全措施落实不到位。
经检查多个项目没有生产单位的派工单,施工单位没有施工方案。
管理层和员工认为这些都是“小活”,不需要开派工单。
(4)装置存在缺陷较多。
顺酐装置从中交到出合格产品试车3个月,主要原因是设计、施工、安装和材料供应中存在问题。
如鼓风机制造、氢压机调试、熔盐试热、伴热系统等。
本次停车小修的原因是吸收塔
(T-1401)尾气中带液,影响安全生产,因为浮阀塔降液板没有按设计进行安装;氧化工段丁烷蒸发器(E-1301)存在凝水压力低于凝水管网的压力,导致丁烷蒸发器的凝水无法进入系统管网,易产生水锤,影响正常操作。