宝钢工程RH精炼炉设备与工艺技术介绍
- 格式:ppt
- 大小:14.15 MB
- 文档页数:39

RH精炼炉工艺摘要:介绍了RH的发展历史,对RH中最关键的真空系统原理进行了说明,介绍了莱钢RH的功能、设备及工艺,针对莱钢情况,对莱钢品种开发进行了探讨。
关键词: RH 原理工艺品种1 RH的历史与发展RH精炼全称为RH真空循环脱气精炼法。
于1959年由德国人发明,其中RH为当时德国采用RH精炼技术的两个厂家的第一个字母。
真空技术在炼钢上开始应用起始于1952年,当时人们在生产含硅量在2%左右的硅钢时在浇注过程中经常出现冒渣现象,经过各种试验,终于发现钢水中的氢和氮是产生冒渣无法浇注或轧制后产生废品的主要原因,随之各种真空精炼技术开始出现,如真空铸锭法、钢包滴流脱气法、钢包脱气法等,从而开创了工业规模的钢水真空处理方法,特别是蒸汽喷射泵的出现,更是加速了真空炼钢技术的发展。
随着真空炼钢技术的开发与发展,最终RH和VD因为处理时间短、成本低、可以大量处理钢水等优点而成为真空炼钢技术的主流,70年代开始随着全连铸车间的出现,RH因为采用钢水在真空槽环流的技术从而达到处理时间短、效率高、能够与转炉连铸匹配的优点而被转炉工序大量采用。
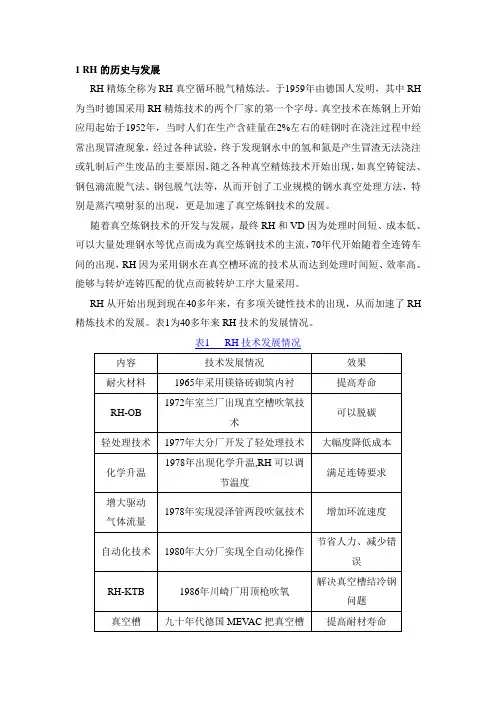
RH从开始出现到现在40多年来,有多项关键性技术的出现,从而加速了RH精炼技术的发展。
表1为40多年来RH技术的发展情况。
表1 RH技术发展情况2 RH系统概述RH系统设备是一种用于生产优质钢的钢水二次精炼工艺装备。
整个钢水冶金反应是在砌有耐火衬的真空槽内进行的。
真空槽的下部是两个带耐火衬的浸渍管,上部装有热弯管。
被抽气体由热弯管经气体冷却器至真空泵系统排到厂房外。
钢水处理前,先将浸渍管浸入待处理的钢包钢水中。
当真空槽抽真空时,钢水表面的大气压力迫使钢水从浸渍管流入真空槽内(真空槽内大约0.67mbar时可使钢水上升1.48m高度)。
与真空槽连通的两个浸渍管,一个为上升管,一个为下降管。
由于上升管不断向钢液吹入氩气,相对没有吹氩的下降管产生了一个较高的静压差,使钢水从上升管进入并通过真空槽下部流向下降管,如此不断循环反复。
炼钢厂RH精炼炉项目技术规格书附件二设备技术规格书1.工艺设备技术规格书1.1钢包运输车(顶升钢包托盘)钢包运输车将钢包从钢水接收跨的承接位置输送到真空槽下脱气工位进行真空处理,然后送往保温剂添加工位。
本钢包运输台车最大承受输送钢包钢水的设计能力为320吨,钢包与钢水总重450吨。
该车采用电机驱动,可由机旁操作箱或主控室控制。
该车车体由框梁配高强度螺栓连成一体。
钢包放置在托盘上。
真空处理时,钢包与托盘一起被顶升。
该车两端装有紧急用拖钩,并设有车端缓冲器。
紧急情况下,可用一钢丝绳系在该车上,借助跨间的桥式起重机进行移动。
为此在该跨间需配有一钢绳滑轮。
车体内砌有耐火衬砖,万一发生跑钢可避免毁坏台车、轨道及液压升降设备。
在真空槽去渣壳时,可采用一专用支承构件,把渣罐放置钢包车上。
钢包运输台车有八个轮子,其中4个驱动轮,4个从动轮。
所用轨道型号为QU120起重机轨道。
这些轮子由锻钢制成。
该车轴承的润滑采用手动集中润滑系统。
该系统通过一手动给脂机把润滑脂由车上的分配器(它通过硬管和软管同每一轴承相连)注入到润滑点。
车子的两端各装有一闪光警灯并配备一个电子报警器。
每当车子运行时,这些报警装置进行报警。
钢包运输台车由两台鼠笼式电机驱动,电机连接联轴器、减速器和驱动轴。
速度通过变频控制。
刹车器设置位置安装在易于操作和维护之处,该刹车器的线圈与电机的控制要联锁。
钢包运输台车的电源由电缆卷筒(自动卷绕系统)来提供。
技术参数:* 车身总长约 10000mm总宽约 4800mm* 轨距 4200mm* 轮距 6700mm轮子直径约1000mm* 钢轨型号 QU120* 承载能力约255 t(包括钢水、钢包、接渣盘及冷钢) * 走行速度最大约 30m/min* 定位精度±15mm* 速度控制由变频器(VVVF)* 电源供给型式电缆卷筒、滑环转矩电动机减速机生产厂家SEW/FULANDE轴承生产厂家NSK/SKF设备估重170吨(含接渣盘)1.2钢包液压升降系统1.2.1 概述钢包升降系统用于在真空处理位,顶升钢包台车及盛有钢水的钢包,使RH真空浸渍管浸入钢水一定深度,待钢水处理结束后,再将钢包车及钢包降落在轨道上。
RH真空精炼原理及工艺简介孙利顺(唐山钢铁股份有限公司技术中心唐山邮编063016)摘要:本文简要分析了RH真空处理的钢水循环“气泡泵”原理、真空脱气原理、真空脱氧原理、真空脱碳原理与合金化原理,介绍了本处理、轻处理、深脱碳处理等处理模式。
关键词:真空精炼;气体;夹杂物1 钢中的气体、非金属夹杂物及其对钢质量的影响钢中除了含有各种常规元素和合金元素外,还含有微量的气体(氢、氮和氧)及非金属夹杂物。
由于氧在钢中与合金元素结合成各种类型的氧化物以非金属夹杂物形式存在于钢中,所以钢中的气体通常是指溶解在钢中的氢和氮,其含量大致波动在1—100ppm之间。
虽然钢中气体和非金属夹杂物的含量不高,但对钢的质量和性能会产生较大影响,甚至导致钢材报废。
1.1氢对钢质量的影响钢中含氢有害无利,它对钢的不良影响主要表现在以下几个方面;(1)氢脆。
氢脆是氢对钢的机械性能不良影响的重要表现。
随着钢中含氢量的增加,钢的强度特别是塑性和韧性将显著下降,使钢变脆,称为氢脆。
氢脆随钢强度的增高而加剧,因此对高强度钢来说,氢脆尤为突出,高强度钢平均含氢量不到1ppm就可能出现氢脆。
(2)白点。
氢以氢原子形式溶解在钢中,在钢液中的溶解度比在固态钢中大得多。
当温度下降时,氢在钢中的溶解度降低,氢原子便扩散到显微孔隙、夹杂物附近或晶界间,结合成氢分子(2[H]={H2})。
氢分子在该处不断地聚集,同时产生巨大的压力,当其聚集压力超过该处钢的强度极限时,产生裂纹,使钢的机械性能(特别是塑性)降低,甚至断裂。
裂纹的部位常呈银白色圆点,称为白点。
(3)钢中含有较多的氢还会使钢锭产生点状偏析,以及使钢锭上涨或产生内部疏松。
1.2氮对钢质量的影响氮对钢质量的影啊表现为不良和有益两个方面。
不良影响主要表现在以下几个方面:(1)氮使钢产生时效硬化。
氮在低温下它是过饱和状态,必然从钢中析出。
但是钢中的氮不是以气体存在,而是呈弥散的固态氮化物缓慢地从钢中析出,逐渐地改变着钢地性能,使钢的强度和硬度增加,塑性和冲击韧性显著降低,这种现象称为老化或时效。
R H炼炉工程主体平台钢结构制造技术附件目录1 概述2 制作的规范、规程及规定3 钢结构制作4 钢结构除锈与涂装5 构件编号标注6 成品保护及发运1结构体系概述RH设备平台位于主厂房内平台大小约为21.4m×54.0m。
主要设备平台共十一层,分别为+6.300、+7.000、+7.600、+11.100、+15.100、+19.500、+21.800、+24.000、+25.000、+28.500、+34.000。
本工程钢结构主要为工艺钢结构部分。
钢结构主要由工艺钢柱、钢梁、钢平台等组成。
2、制作的规范、规程及规定和要求2.1工艺钢结构制作应符合下列规范要求:RH精炼炉主体平台钢结构设计总说明《钢结构工程施工质量验收规范》GB50205-2001《钢结构、管理涂装技术规程》YB/T9256-96《建筑钢结构焊接技术规程》JG81-2001《钢结构高强度螺栓连接的设计、施工及验收规程》JGJ82-1988《气焊、手动电弧焊机气体保护焊接缝剖口的基本型式与尺寸》GB/T985-1988《埋弧焊焊缝剖口的基本型式与尺寸》GB/T986-1988《焊接H型钢》YB3301-19922.2供方提供需方平台钢结构拆分零、部件图电子板本,以满足施工及设备点交的需要。
3 钢结构制作3.1材料要求:3.1.1钢材、焊材和油漆必须有质量证明书,并符合设计文件和有关国家标准的要求,钢材应按设计要求及有关规定进行复检,严禁使用不合格的材料。
3.1.2钢材应严格按设计文件要求的材质选用材料;所有材料代用必须经需方报请设计部门同意后方可使用。
3.1.3钢材表面锈蚀、划痕等缺陷不得超过钢材允许负偏差的1/2,否则严禁使用。
3.1.4焊接材料的选用应与结构材质相匹配,以“等强度”原则采用。
3.1.5焊材应满足设计要求及有关规定。
3.1.5结构的制作,制作单位应严格按由低到高的顺序,加工各层平台,并配套送到现场。
3.2材料性能:Q345B钢:其质量应符合《低合金高强度结构钢(GB/T1591-1994)的要求,应具有抗拉强度,伸长率,屈服强度,冷弯试验以及碳、硫、磷、锰含量的合格保证,并保证可焊性和合格冲击韧性。
1 RH的历史与发展RH精炼全称为RH真空循环脱气精炼法。
于1959年由德国人发明,其中RH 为当时德国采用RH精炼技术的两个厂家的第一个字母。
真空技术在炼钢上开始应用起始于1952年,当时人们在生产含硅量在2%左右的硅钢时在浇注过程中经常出现冒渣现象,经过各种试验,终于发现钢水中的氢和氮是产生冒渣无法浇注或轧制后产生废品的主要原因,随之各种真空精炼技术开始出现,如真空铸锭法、钢包滴流脱气法、钢包脱气法等,从而开创了工业规模的钢水真空处理方法,特别是蒸汽喷射泵的出现,更是加速了真空炼钢技术的发展。
随着真空炼钢技术的开发与发展,最终RH和VD因为处理时间短、成本低、可以大量处理钢水等优点而成为真空炼钢技术的主流,70年代开始随着全连铸车间的出现,RH因为采用钢水在真空槽环流的技术从而达到处理时间短、效率高、能够与转炉连铸匹配的优点而被转炉工序大量采用。
RH从开始出现到现在40多年来,有多项关键性技术的出现,从而加速了RH 精炼技术的发展。
表1为40多年来RH技术的发展情况。
表1RH技术发展情况2 RH系统概述RH系统设备是一种用于生产优质钢的钢水二次精炼工艺装备。
整个钢水冶金反应是在砌有耐火衬的真空槽内进行的。
真空槽的下部是两个带耐火衬的浸渍管,上部装有热弯管。
被抽气体由热弯管经气体冷却器至真空泵系统排到厂房外。
钢水处理前,先将浸渍管浸入待处理的钢包钢水中。
当真空槽抽真空时,钢水表面的大气压力迫使钢水从浸渍管流入真空槽内(真空槽内大约0.67mbar时可使钢水上升1.48m高度)。
与真空槽连通的两个浸渍管,一个为上升管,一个为下降管。
由于上升管不断向钢液吹入氩气,相对没有吹氩的下降管产生了一个较高的静压差,使钢水从上升管进入并通过真空槽下部流向下降管,如此不断循环反复。
在真空状态下,流经真空槽钢水中的氩气、氢气、一氧化碳等气体在钢液循环过程中被抽走。
同时,进入真空槽内的钢水还进行一系列的冶金反应,比如碳氧反应等;如此循环脱气精炼使钢液得到净化。

一、前言1、RH的历史与发展RH精炼全称为:RH真空循环脱气精炼法。
于1959年由德国人发明,其中RH为当时德国采用RH精炼技术的两个厂家的第一个字母。
真空技术在炼钢上开始应用起始于1952年,当时人们在生产含硅量在2%左右的硅钢时在浇注过程中经常出现冒渣现象,经过各种试验,终于发现钢水中的氢和氮是产生冒渣无法浇注或轧制后产生废品的主要原因,随之各种真空精炼技术开始出现,如真空铸锭法、钢包滴流脱气法、钢包脱气法等,从而开创了工业规模的钢水真空处理方法,特别是蒸汽喷射泵的出现,更是加速了真空炼钢技术的发展。
随着真空炼钢技术的开发与发展,最终RH和VD因为处理时间短、成本低、可以大量处理钢水等优点而成为真空炼钢技术的主流,70年代开始随着全连铸车间的出现,RH因为采用钢水在真空槽环流的技术从而达到处理时间短、效率高、能够与转炉连铸匹配的优点而被转炉工序大量采用。
RH从开始出现到现在40多年来,有多项关键性技术的出现,从而加速了RH精炼技术的发展。
2、RH系统概述RH系统设备是一种用于生产优质钢的钢水二次精炼工艺装备。
整个钢水冶金反应是在砌有耐火衬的真空槽内进行的。
真空槽的下部是两个带耐火衬的浸渍管,上部装有热弯管。
被抽气体由热弯管经气体冷却器至真空泵系统排到厂房外。
钢水处理前,先将浸渍管浸入待处理的钢包钢水中。
当真空槽抽真空时,钢水表面的大气压力迫使钢水从浸渍管流入真空槽内。
与真空槽连通的两个浸渍管,一个为上升管,一个为下降管。
由于上升管不断向钢液吹入氩气,相对没有吹氩的下降管产生了一个较高的静压差,使钢水从上升管进入并通过真空槽下部流向下降管,如此不断循环反复。
在真空状态下,流经真空槽钢水中的氩气、氢气、一氧化碳等气体在钢液循环过程中被抽走。
同时,进入真空槽内的钢水还进行一系列的冶金反应,比如碳氧反应等;如此循环脱气精炼使钢液得到净化。
经RH处理的钢水优点明显:合金基本不与炉渣反应,合金直接加入钢水之中,收得率高;钢水能快速均匀混合;合金成分可控制在狭窄的范围之内;气体含量低,夹杂物少,钢水纯净度高;还可以用顶枪进行化学升温的温度调整,为连铸机提供流动性好、纯净度高、符合浇铸温度的钢水,以利于连铸生产的多炉连浇。
空槽内的钢水还进行一系列的冶金反应,比如碳氧反应等;如此循环脱气精炼使钢液得到净化。
经RH处理的钢水优点明显:合金基本不与炉渣反应,合金直接加入钢水之中,收得率高;钢水能快速均匀混合;合金成分可控制在狭窄的范围之内;气体含量低,夹杂物少,钢水纯净度高;还可以用顶枪进行化学升温的温度调整,为连铸机提供流动性好、纯净度高、符合浇铸温度的钢水,以利于连铸生产的多炉连浇。
3真空泵工作原理在工业炼钢生产中,现经常采用的抽真空设备主要有罗茨泵、水环泵和蒸汽喷射泵,其中以水环泵和蒸汽喷射泵最为常见。
1)水环泵工作原理水环泵中带有叶片的转了被偏心的与泵的壳体相配合,在泵体中装有适量的水作为工作液。
当叶轮顺时针方向旋转时,水被叶轮抛向四周,由于离心力的作用,水形成了一个决定于泵腔形状的近似于等厚度的封闭圆环。
水环的下部分内表面恰好与叶轮轮毂相切,水环的上部内表面刚好与叶片顶端接触(实际上叶片在水环内有一定的插入深度)。
此时叶轮轮毂与水环之间形成一个月牙形空间,而这一空间又被叶轮分成和叶片数目相等的若干个小腔。
如果以叶轮的下部0°为起点,那么叶轮在旋转前180°时小腔的容积由小变大,且与端面上的吸气口相通,此时气体被吸入,当吸气终了时小腔则与吸气口隔绝;当叶轮继续旋转时,小腔由大变小,使气体被压缩;当小腔与排气口相通时,气体便被排出泵外。
2)蒸汽喷射泵工作原理喷射泵是由工作喷嘴和扩压器及混合室相联而组成。
工作喷嘴和扩压器这两个部件组成了一条断面变化的特殊气流管道。
气流通过喷嘴可将压力能转变为动能。
工作蒸汽压强和泵的出口压强之间的压力差,使工作蒸汽在管道中流动。
在这个特殊的管道中,蒸汽经过喷嘴的出口到扩压器入口之间的这个区域(混合室),由于蒸汽流处于高速而出现一个负压区。
此处的负压要比工作蒸汽压强和反压强低得多。
此时,被抽气体吸进混合室,工作蒸汽和被抽气体相互混合并进行能量交换,把工作蒸汽由压力能转变来的动能传给被抽气体。