(日本标准)焊接符号标注说明
- 格式:xls
- 大小:1.78 MB
- 文档页数:13

焊接符号焊接符号提供了表述图纸上完整的焊接信息。
它们能迅速提供给设计者,绘图员,工长,焊接人员,包括焊接检验员每个接头须用何种焊接方法才能达到满意的材料强度和满足使用条件。
对于焊接生产人员,焊接符号经常能转达影响所要生产件的最终尺寸的信息。
例如,根部间隙的变化会实际改变工件尺寸导致与图纸上提供的设计尺寸不符。
检验师必须知道这些要求及改变的指定参数。
焊接生产人员必须了解装配焊的尺寸及位置。
超尺寸的定位焊,及不在指定焊接区域布置定位焊会导致过多步骤完成一项工作。
典型的例子有在指定的交错角焊缝区域外布置定位焊。
另外一个例子是焊工将过量的定位焊熔在所需焊缝处得到的焊缝外观。
这些例子通常是在检验师的检验职责的要求下,因此焊接检验员必须要熟悉焊接符号的含义,以便完成其职责。
在这一段中,焊接检验员须基本了解在焊接符号信息的含义,基本焊缝符号的标识,辅助符号的使用,及对关联于基本焊接符号的术语的理解。
焊缝及焊接符号的相关细节和对应术语在AWS A2.4“焊接,钎焊和无损检测标准术语”现行版本中。
这一标准见图 4.36,由美国焊接学会出版。
焊缝符号及焊接符号AWS给出了焊缝符号及焊接符号区别,焊缝符号(见图4.38)标识了焊缝的指定类型,它仅是焊接符号的一部分,焊缝符号标注在焊接符号参考线的上部或下部。
焊接符号(见图4.39) 表示出了全部符号,包括标识焊缝所需的全部信息。
所有焊接符号须有参考线和箭头,见图4.37。
焊接符号要素除非有特殊说明,否则除了参考线和箭头外,其它的要素并不是都要使用的。
一个焊接符号可以包含下列要素:∙参考线(必要要素)∙箭头(必要要素)∙尾巴∙基本焊缝符号∙尺寸和其它数据∙辅助符号∙外形符号∙技术要求,工艺,其它参考线总是划成水平线。
它用来表示焊缝符号和其它数据,对在其上标识的任何要素都有其具体的含义。
参考线以下被称为箭头端,参考线以上称为另一端。
在图4.40表示了这一惯例。
箭头方向不改变参考线的含义。

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载焊接符号标注及详细表示方法地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容焊接符号标注及表示方法—详版什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载 HYPERLINK "/zt-hanjiefuhao/%E7%84%8A%E6%8E%A5%E7%AC%A6%E5%8F%B7%E8%AF%B4%E6%98%8E%E5 %A4%A7%E5%85%A8.xls" 焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) HYPERLINK"/biaozhun/showbz_915.html" \t "_blank" GB324一2008《焊缝代号》。
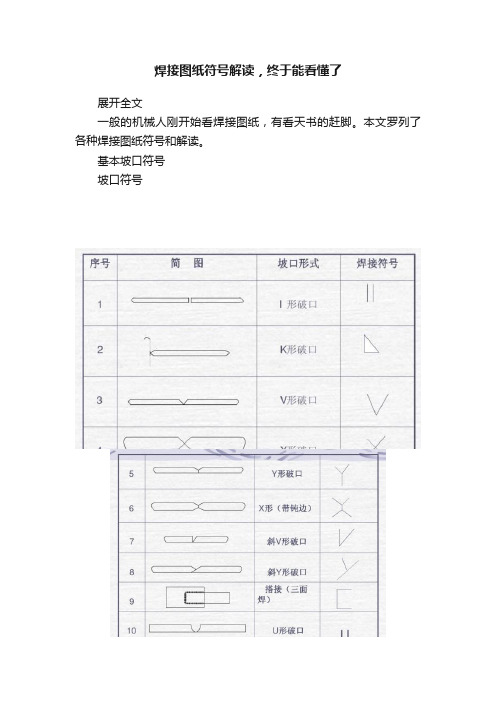
焊接图纸符号解读,终于能看懂了展开全文一般的机械人刚开始看焊接图纸,有看天书的赶脚。
本文罗列了各种焊接图纸符号和解读。
基本坡口符号坡口符号焊接图纸符号标注图解示例焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
焊接方式代号焊接符号表示方法钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
4、当为双面对称焊缝时。
基准线可不加虚线。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。

JIS焊接符号说明参考JIS-Z3021标准一,双法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向二,单法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向三,I型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面板材间距2mm板材间距2mm闪光焊接摩擦压接四,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板厚19mm坡口深度16mm坡口开口角度60°板材间距2mm完全熔透焊接板厚12mm坡口开口角度45°使用垫板板材间距4.8mm焊后表面突出部分要机加处理平整部分熔透焊接板厚12mm坡口深度5mm坡口开口角度60°板材间距为0五,X型焊接焊接位置形状表示记号两面该部位机加磨平处理闪光焊接闪光焊接 闪光焊接 闪光焊接摩擦压接箭头对面方向9mm坡口开口角度箭头方向60°箭头对面方向90°板材间距3mm闪光焊接坡口深度3mm坡口开口角度90°板材间距为0闪光焊接闪光焊接摩擦压接坡口深度3mm坡口开口角度90°板材间距为0摩擦压接六,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向T连接坡口角度45°板材间距6.4mm使用垫板角连接板厚25mm坡口角度45°坡口深度10mm板材间距为0七,K型焊接焊接位置形状表示记号箭头所指方向坡口开口角度45°箭头相反方向坡口深度9mm坡口开口角度45° 板材间距2mmT连接坡口深度7mm坡口角度45°板材间距为0角连接坡口深度7mm坡口角度45°板材间距为0闪光焊接坡口深度3mm坡口角度45°摩擦压接T连接坡口深度7mm坡口角度45°八,J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度28mm坡口角度35°板材根部半径12mm板材间距2mm 摩擦压接闪光焊接闪光焊接九,双J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度24mm坡口角度35°板材根部半径12mm板材间距3mm十,U型焊接焊接位置形状表示记号箭头所指方向箭头相反方向部分熔透焊接坡口深度27mm完全熔透焊接坡口角度25°板材根部半径6mm板材间距为0十一,H型焊接焊接位置形状表示记号两面部分熔透焊接坡口深度25mm坡口角度25°板材根部半径6mm板材间距为0十二,喇叭V型,喇叭X型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两侧十三,喇叭 型,喇叭K型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面十四,角焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面焊缝高度6mm焊缝高度不同时先标注小的尺寸,再标准大的尺寸用()括起表示另外这种焊高不同的场合,要表示清楚方向焊缝长度为500mm十五,角焊接(双面)焊接位置形状表示记号两面焊缝高度为6mm焊缝两侧高度不同时一边连续焊接一边是段焊两边焊缝高度为6mm段焊侧面图上没有记号表示 焊接长度为50mm焊接3处段焊间距为250mm十六,角焊接(间断)焊接位置形状表示记号箭头所指方向箭头相反方向两面并列焊接焊缝长度50mm焊接3处焊缝间距150mm锯齿型焊接正面焊接高度6mm对面焊接高度9mm焊缝长度50mm焊缝数量正反各2处焊缝间距300mm锯齿型焊接两面焊缝高度6mm焊缝长度为50mm焊缝数量箭头侧3处箭头对面2处焊缝间距300mm十七,塞型,槽型焊接焊接位置形状表示记号箭头所指方向箭头相反方向孔直径22mm焊接4处焊缝间距100mm坡口角度60°焊接深度6mm箭头所指方向箭头相反方向宽度22mm长度50mm焊接4处焊缝间距150mm坡口角度0°焊接深度6mm十八,拍子型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板材间距为0十九,堆焊焊接位置形状表示记号堆焊厚度为6mm宽度为50mm长度100mm二十,点焊,发散型焊接焊接位置形状表示记号箭头所指方向平面必须平坦,并使用电极焊接焊缝间距75mm点焊2处箭头相反方向平面必须平坦,并使用电极焊接焊缝间距25mm点焊5处箭头所指方向平面箭头相反方向二十一,填充焊接焊接位置形状表示记号二十二,焊接部位表面形状焊接位置形状表示记号对接焊,角焊表面平坦对接焊,角焊表面凸起点焊发散型焊接 发散熔接 发散熔接 发散熔接发散熔接角焊表面凹型二十三,焊接部位处理方法焊接位置形状表示记号对接焊接突出部位进行削平处理不等高的角焊部位打磨下凹2mm 园管对接突出焊接部位进行机加磨平全周焊接的辅助记号省略场合二十四,现场焊接,全周焊接,全周现场焊接焊接位置形状表示记号现场连续角焊接全周连续角焊接圆管场合全周现场连续角焊接二十五,记号组合焊接位置形状表示记号型焊接与拍子型焊接K型焊接与角焊接该部位进行削平处理 该部位进行打磨处理该部位进行机加磨平处理型焊接与角焊接J型焊接与角焊接以及拍子型焊接组合双面J型焊接与角焊接以及进行凹型打磨组合二十六---1,射线探伤记号焊接位置形状表示记号射线探伤一般场合部分(抽检)射线探伤全部进行射线探伤场合园管对接焊接部位双管面射线探伤二十六---2,超声波探伤焊接位置形状表示记号对接焊接部位进行超声波探伤一般场合对接焊接部位进行垂直超声波探伤对接焊接部位进行斜角超音波探伤二十六---3,磁粉探伤,渗透探伤焊接位置形状表示记号磁粉探伤一般场合磁粉探伤荧光探伤场合渗透探伤一般场合渗透探伤荧光探伤场合渗透探伤非荧光探伤场合。

日本焊接符号简介焊接符号是焊接工程中非常重要的一部分,它们用于表示焊接接头的类型、尺寸、形状和其他相关信息。
在不同的国家和地区,使用的焊接符号可能会有所不同,这篇文档将重点介绍日本焊接符号的相关内容。
1. 焊接接头类型符号日本焊接符号集中使用了几种常见的焊接接头类型符号,以下是其中一些常见的符号及其含义:•直缝焊接符号(|)这个符号表示直缝焊接,焊缝为直线型。
•角缝焊接符号(∟)这个符号表示角缝焊接,焊缝为直角型。
•对接焊接符号(〈⊥〉)这个符号表示对接焊接,焊缝为直缝,以及焊接时所使用的焊接方法。
•环焊接符号(○)这个符号表示环状焊接,一般用于管道或圆形工件的连接。
2. 焊缝尺寸和形状符号在日本焊接符号中,焊接缝的尺寸和形状也是非常重要的信息。
以下是几种常见的焊缝尺寸和形状符号及其含义:•焊缝轮廓符号(J)这个符号表示焊缝的轮廓形状,例如平面焊缝、凸缝焊缝等。
•焊缝宽度符号(B)这个符号表示焊缝的宽度。
•焊缝深度符号(D)这个符号表示焊缝的深度。
3. 焊缝加工方法符号焊缝的加工方法对焊接接头的强度和质量起着重要的影响。
以下是几种常见的焊缝加工方法符号及其含义:•熔化楔形符号(V)这个符号表示焊缝的加工方式为熔化楔形。
•熔化切割符号(M)这个符号表示焊缝的加工方式为熔化切割。
•非熔化楔形符号(G)这个符号表示焊缝的加工方式为非熔化楔形。
4. 焊接材料符号焊接材料对焊接质量和接头的强度至关重要。
以下是几种常见的焊接材料符号及其含义:•焊缝金属符号(F)这个符号表示用于填充焊缝的金属材料。
•母材符号(W)这个符号表示母材的材料。
5. 其他符号除了以上提到的符号外,日本焊接符号中还有其他一些符号用于表示附加信息,例如:•焊缝方向符号这个符号用于表示焊缝的方向。
•焊接方向箭头符号这个符号用于表示焊接的方向。
•焊接位置符号这个符号用于表示焊接的位置。
结论日本焊接符号是理解和解读焊接工程图纸非常重要的工具。

焊接符号标注及表示方法—详版什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) 。
(2) 。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
常用焊接符号介绍1. 引言在焊接行业中,焊接符号是非常重要的一部分。
焊接符号是一种图形化的表示方法,用于指示焊缝几何形状和焊接方法。
理解和掌握常用的焊接符号是进行焊接工作的基础,对于提高焊接质量和提高生产效率具有重要意义。
本文将介绍一些常用的焊接符号,帮助读者更好地理解和应用。
2. 直角焊缝符号直角焊缝符号是最常见的焊接符号之一,用于表示直角焊缝的几何形状和焊缝尺寸。
直角焊缝符号由一条横线和两条竖直线组成,横线位于两条竖直线之上。
横线的长度表示焊缝的长度,横线与竖直线的交点表示焊缝的位置。
例如,一个横线长10mm,位于两条竖直线的交点上方2mm的直角焊缝可以表示为:[20 mm(10+10)].焊缝形状符号用于表示焊缝的形状,例如直角焊缝、V型焊缝、U型焊缝等。
这些符号通过特定的图形表示焊缝的形状。
例如,垂直于水平线的两条倾斜线表示V型焊缝,两条平行线表示U型焊缝。
使用焊缝形状符号时,要注意符号的指向。
指向符号的箭头表示焊缝所在的一侧,箭头的方向表示焊缝的位置。
例如,一个倾斜向上的箭头表示焊缝在上侧,倾斜向下的箭头表示焊缝在下侧。
4. 焊缝尺寸符号焊缝尺寸符号用于表示焊缝的尺寸。
焊缝尺寸符号通常由两个数字组成,分别表示“焊缝的宽度”和“焊缝的深度”。
宽度表示焊缝的外侧尺寸,深度表示焊缝的内部深度。
焊缝尺寸符号的表示方法有多种,常见的有直线和箭头组成的符号。
直线的长度表示焊缝的宽度,箭头表示焊缝的深度。
下面是一些常见的焊缝符号示例:•直角焊缝:[20 mm]•V型焊缝:V(90°)•U型焊缝:U(10 mm)•焊缝尺寸示例:12 mm↑-20 mm↓这些示例只是常见的符号示例,实际应用中的焊缝符号还有很多种类,需要根据具体情况进行选择和绘制。
6. 总结常用焊接符号是熟悉焊接工艺和图纸阅读的关键。
本文介绍了一些常用的焊接符号,包括直角焊缝符号、焊缝形状符号和焊缝尺寸符号。
理解和掌握这些符号将有助于读者更好地应用于焊接工作中。
JIS焊接符号说明
角焊表面凹型二十三,焊接部位处理方法焊接位置对接焊接突出部位进行削平处理形状该部位进行削平处理表示记号不等高的角焊部位打磨下凹2mm 该部位进行打磨处理园管对接突出焊接部位进行机加磨平全周焊接的辅助记号省略场合该部位进行机加磨平处理二十四,现场焊接,全周焊接,全周现场焊接焊接位置现场连续角焊接形状表示记号全周连续角焊接圆管场合全周现场连续角焊接二十五,记号组合焊接位置型焊接与拍子型焊接形状表示记号 K型焊接与角焊接
型焊接与角焊接 J型焊接与角焊接以及拍子型焊接组合双面J型焊接与角焊接以及进行凹型打磨组合二十六---1,射线探伤记号焊接位置射线探伤一般场合形状表示记号部分(抽检)射线探伤全部进行射线探伤场合园管对接焊接部位双管面射线探伤
二十六---2,超声波探伤焊接位置对接焊接部位进行超声波探伤一般场合形状表示记号对接焊接部位进行垂直超声波探伤对接焊接部位进行斜角超音波探伤二十六---3,磁粉探伤,渗透探伤焊接位置磁粉探伤一般场合形状表示记号磁粉探伤荧光探伤场合渗透探伤一般场合渗透探伤荧光探伤场合渗透探伤非荧光探伤场合。
焊缝标注符号的含义
焊缝(join)是指金属在制造过程中,通过加热或加工形成的一种连接点。
在焊接过程中,焊缝通常由气体、熔池和金属固体组成。
焊缝的形态和位置对焊接质量有重要影响,因此,在焊接过程中需要特别注意焊缝的质量和位置。
在金属制造和工程中,焊缝标注符号是一种常用的标识符号。
焊缝标注符号通常包括以下信息:
1. 焊缝位置:通常用符号“J”表示,表示焊缝位于产品表面的指定位置。
2. 焊缝类型:用符号“L”或“N”表示,分别表示平焊缝和竖焊缝。
3. 焊缝宽度:用符号“w”表示,表示焊缝的宽度。
4. 焊缝长度:用符号“d”表示,表示焊缝的长度。
5. 焊缝高度:用符号“h”表示,表示焊缝的高度。
焊缝标注符号的含义还取决于焊缝所处的上下文和用途。
例如,在焊接管道时,焊缝标注符号通常表示管道某处的连接点,而在焊接接头时,焊缝标注符号则可能表示接头处的密封性。
焊缝标注符号的拓展阅读包括:
1. 焊缝符号的基础知识:焊缝符号是一种用于标识焊缝位置、类型和宽度的符号,其种类繁多,包括各种国家和地区的焊缝符号。
2. 焊缝符号的实际应用:焊缝符号在金属制造和工程中广泛应用,用于标识焊缝的位置、类型和质量等方面。
3. 焊缝符号的国际标准:根据国际焊接协会(ISSF)的建议,焊缝符号应符合ISSF标准和规则,以确保焊缝符号的准确性和一致性。
4. 焊缝符号的质量评估:焊缝符号的质量评估是焊接质量控制的重要环节
之一。
焊缝符号的质量评估可以包括符号的清晰度、对称性、尺寸公差等方面。
JIS焊接符号说明参考JIS-Z3021标准一,双法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向二,单法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向三,I型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面板材间距2mm板材间距2mm闪光焊接摩擦压接四,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板厚19mm坡口深度16mm坡口开口角度60°板材间距2mm完全熔透焊接板厚12mm坡口开口角度45°使用垫板板材间距4.8mm焊后表面突出部分要机加处理平整部分熔透焊接板厚12mm坡口深度5mm坡口开口角度60°板材间距为0五,X型焊接焊接位置形状表示记号两面该部位机加磨平处理闪光焊接闪光焊接 闪光焊接 闪光焊接摩擦压接箭头对面方向9mm坡口开口角度箭头方向60°箭头对面方向90°板材间距3mm闪光焊接坡口深度3mm坡口开口角度90°板材间距为0闪光焊接闪光焊接摩擦压接坡口深度3mm坡口开口角度90°板材间距为0摩擦压接六,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向T连接坡口角度45°板材间距6.4mm使用垫板角连接板厚25mm坡口角度45°坡口深度10mm板材间距为0七,K型焊接焊接位置形状表示记号箭头所指方向坡口开口角度45°箭头相反方向坡口深度9mm坡口开口角度45° 板材间距2mmT连接坡口深度7mm坡口角度45°板材间距为0角连接坡口深度7mm坡口角度45°板材间距为0闪光焊接坡口深度3mm坡口角度45°摩擦压接T连接坡口深度7mm坡口角度45°八,J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度28mm坡口角度35°板材根部半径12mm板材间距2mm 摩擦压接闪光焊接闪光焊接九,双J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度24mm坡口角度35°板材根部半径12mm板材间距3mm十,U型焊接焊接位置形状表示记号箭头所指方向箭头相反方向部分熔透焊接坡口深度27mm完全熔透焊接坡口角度25°板材根部半径6mm板材间距为0十一,H型焊接焊接位置形状表示记号两面部分熔透焊接坡口深度25mm坡口角度25°板材根部半径6mm板材间距为0十二,喇叭V型,喇叭X型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两侧十三,喇叭 型,喇叭K型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面十四,角焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面焊缝高度6mm焊缝高度不同时先标注小的尺寸,再标准大的尺寸用()括起表示另外这种焊高不同的场合,要表示清楚方向焊缝长度为500mm十五,角焊接(双面)焊接位置形状表示记号两面焊缝高度为6mm焊缝两侧高度不同时一边连续焊接一边是段焊两边焊缝高度为6mm段焊侧面图上没有记号表示 焊接长度为50mm焊接3处段焊间距为250mm十六,角焊接(间断)焊接位置形状表示记号箭头所指方向箭头相反方向两面并列焊接焊缝长度50mm焊接3处焊缝间距150mm锯齿型焊接正面焊接高度6mm对面焊接高度9mm焊缝长度50mm焊缝数量正反各2处焊缝间距300mm锯齿型焊接两面焊缝高度6mm焊缝长度为50mm焊缝数量箭头侧3处箭头对面2处焊缝间距300mm十七,塞型,槽型焊接焊接位置形状表示记号箭头所指方向箭头相反方向孔直径22mm焊接4处焊缝间距100mm坡口角度60°焊接深度6mm箭头所指方向箭头相反方向宽度22mm长度50mm焊接4处焊缝间距150mm坡口角度0°焊接深度6mm十八,拍子型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板材间距为0十九,堆焊焊接位置形状表示记号堆焊厚度为6mm宽度为50mm长度100mm二十,点焊,发散型焊接焊接位置形状表示记号箭头所指方向平面必须平坦,并使用电极焊接焊缝间距75mm点焊2处箭头相反方向平面必须平坦,并使用电极焊接焊缝间距25mm点焊5处箭头所指方向平面箭头相反方向二十一,填充焊接焊接位置形状表示记号二十二,焊接部位表面形状焊接位置形状表示记号对接焊,角焊表面平坦对接焊,角焊表面凸起点焊发散型焊接 发散熔接 发散熔接 发散熔接发散熔接角焊表面凹型二十三,焊接部位处理方法焊接位置形状表示记号对接焊接突出部位进行削平处理不等高的角焊部位打磨下凹2mm 园管对接突出焊接部位进行机加磨平全周焊接的辅助记号省略场合二十四,现场焊接,全周焊接,全周现场焊接焊接位置形状表示记号现场连续角焊接全周连续角焊接圆管场合全周现场连续角焊接二十五,记号组合焊接位置形状表示记号型焊接与拍子型焊接K型焊接与角焊接该部位进行削平处理 该部位进行打磨处理该部位进行机加磨平处理型焊接与角焊接J型焊接与角焊接以及拍子型焊接组合双面J型焊接与角焊接以及进行凹型打磨组合二十六---1,射线探伤记号焊接位置形状表示记号射线探伤一般场合部分(抽检)射线探伤全部进行射线探伤场合园管对接焊接部位双管面射线探伤二十六---2,超声波探伤焊接位置形状表示记号对接焊接部位进行超声波探伤一般场合对接焊接部位进行垂直超声波探伤对接焊接部位进行斜角超音波探伤二十六---3,磁粉探伤,渗透探伤焊接位置形状表示记号磁粉探伤一般场合磁粉探伤荧光探伤场合渗透探伤一般场合渗透探伤荧光探伤场合渗透探伤非荧光探伤场合。
JIS焊接符号说明
参考JIS-Z3021标准一,双法兰型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
二,单法兰型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
三,I型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
两面
板材间距2mm
板材间距2mm
闪光焊接摩擦压接
四,V型焊接
焊接位置
形状表示记号
箭头所指方向箭头相反方向
板厚19mm
坡口深度16mm
坡口开口角度60°
板材间距2mm
完全熔透焊接
板厚12mm
坡口开口角度45°
使用垫板
板材间距4.8mm
焊后表面突出部分
要机加处理平整部分熔透焊接
板厚12mm
坡口深度5mm
坡口开口角度60°
板材间距为0
五,X型焊接
焊接位置
形状表示记号
两面该部位机加磨平处理
闪光焊接
闪光焊接闪光焊接闪光焊接
摩擦压接
箭头对面方向9mm
坡口开口角度
箭头方向60°
箭头对面方向90°
板材间距3mm
闪光焊接
坡口深度3mm
坡口开口角度90°
板材间距为0摩擦压接
坡口深度3mm
坡口开口角度90°
板材间距为0六,V型焊接
焊接位置
形状表示记号
箭头所指方向箭头相反方向
T连接
坡口角度45°
板材间距6.4mm
使用垫板
角连接
板厚25mm
坡口角度45°
坡口深度10mm
板材间距为0
七,K型焊接
焊接位置
形状表示记号
箭头所指方向闪光焊接闪光焊接
摩擦压接
坡口开口角度45°箭头相反方向
坡口深度9mm
坡口开口角度45° 板材间距2mm
T连接
坡口深度7mm
坡口角度45°
板材间距为0
角连接
坡口深度7mm
坡口角度45°
板材间距为0
闪光焊接
坡口深度3mm
坡口角度45°
摩擦压接
T连接
坡口深度7mm
坡口角度45°
八,J型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
坡口深度28mm
坡口角度35°
板材根部半径12mm
板材间距2mm 摩擦压接
闪光焊接闪光焊接
九,双J型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
坡口深度24mm
坡口角度35°
板材根部半径12mm
板材间距3mm
十,U型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
部分熔透焊接
坡口深度27mm
完全熔透焊接
坡口角度25°
板材根部半径6mm
板材间距为0
十一,H型焊接
焊接位置形状表示记号两面
部分熔透焊接
坡口深度25mm
坡口角度25°
板材根部半径6mm
板材间距为0
十二,喇叭V型,喇叭X型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
两侧
十三,喇叭 型,喇叭K型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
两面
十四,角焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
两面
焊缝高度6mm
焊缝高度不同时
先标注小的尺寸,
再标准大的尺寸
用()括起表示
另外这种焊高不同
的场合,要表示清
楚方向
焊缝长度为500mm
十五,角焊接(双面)
焊接位置形状表示记号两面焊缝高度为6mm
焊缝两侧高度不同时
一边连续焊接
一边是段焊
两边焊缝高度为6mm
段焊
侧面图上没有记号表示 焊接长度为50mm
焊接3处
段焊间距为250mm
十六,角焊接(间断)
焊接位置形状表示记号箭头所指方向
箭头相反方向
两面
并列焊接
焊缝长度50mm
焊接3处
焊缝间距150mm
锯齿型焊接
正面焊接高度6mm
对面焊接高度9mm
焊缝长度50mm
焊缝数量正反各2处
焊缝间距300mm
锯齿型焊接
两面焊缝高度6mm
焊缝长度为50mm
焊缝数量
箭头侧3处
箭头对面2处
焊缝间距300mm
十七,塞型,槽型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
孔直径22mm
焊接4处
焊缝间距100mm
坡口角度60°
焊接深度6mm
箭头所指方向
箭头相反方向
宽度22mm
长度50mm
焊接4处
焊缝间距150mm
坡口角度0°
焊接深度6mm
十八,拍子型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
板材间距为0
十九,堆焊
焊接位置形状表示记号堆焊厚度为6mm
宽度为50mm
长度100mm
二十,点焊,发散型焊接
焊接位置
形状表示记号
箭头所指方向平面
必须平坦,并使用
电极焊接
焊缝间距75mm
点焊2处箭头相反方向平面
必须平坦,并使用
电极焊接
焊缝间距25mm
点焊5处
箭头所指方向平面
箭头相反方向二十一,填充焊接
焊接位置形状表示记号
二十二,焊接部位表面形状
焊接位置
形状表示记号
对接焊,角焊表面
平坦对接焊,角焊表面
凸起点
焊发
散
型
焊
接发散熔接发散熔接发散熔接
角焊表面凹型
二十三,焊接部位处理方法
焊接位置
形状表示记号
对接焊接突出部位
进行削平处理不等高的角焊部位
打磨下凹2mm 园管对接突出焊接
部位进行机加磨平
全周焊接的辅助
记号省略场合二十四,现场焊接,全周焊接,全周现场焊接
焊接位置
形状表示记号
现场连续角焊接全周连续角焊接
圆管场合
全周现场连续角焊
接
二十五,记号组合
焊接位置
形状表示记号
型焊接与拍子型
焊接K型焊接与角焊接
该部位进行削平处理该部位进行打磨处理
该部位进行机加磨平处理
型焊接与角焊接
J型焊接与角焊接
以及拍子型焊接组合
双面J型焊接与角焊
接以及进行凹型打磨
组合
二十六---1,射线探伤记号
焊接位置形状表示记号射线探伤
一般场合
部分(抽检)射线
探伤
全部进行射线探伤
场合
园管对接焊接部位
双管面射线探伤
二十六---2,超声波探伤
焊接位置形状表示记号对接焊接部位进行
超声波探伤
一般场合
对接焊接部位进行
垂直超声波探伤
对接焊接部位进行
斜角超音波探伤
二十六---3,磁粉探伤,渗透探伤
焊接位置形状表示记号磁粉探伤
一般场合
磁粉探伤
荧光探伤场合
渗透探伤
一般场合
渗透探伤
荧光探伤场合
渗透探伤
非荧光探伤场合。