加热炉操作规程
- 格式:doc
- 大小:23.47 KB
- 文档页数:9
恒 德 材 加 热 炉 操 作 规 程
- -
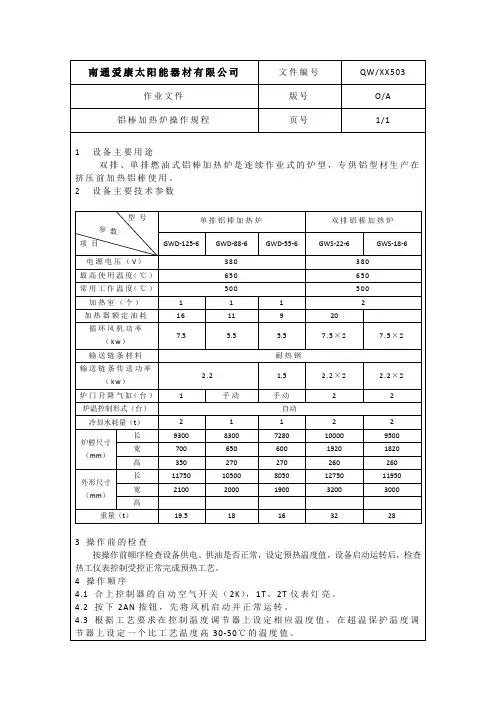
— 加热炉技术性能
1、炉子形式:蓄热推钢式连续加热炉
2、装出料方式:端进侧出
3、用途:钢坯轧制前加热
4、钢坯规格:断面:150×150 60×160 165×225 165×280 180×280mm
长:2700~4500mm
5、加热钢种:普碳钢、低合金钢
6、钢坯装料温度:常温 20℃〔冷料〕
7、出钢温度:1150~1250℃
8、炉温均匀性:钢坯断面温差≤30℃
9、炉子额定产量:冷装最大 80t/h
10、燃料种类:发生炉煤气
11、燃料发热量:发生炉煤气,1350×4.18kj/kg
12、蓄热体型式:陶瓷蜂窝体
13、蓄热室换向周期:60s〔可调〕
14、蓄热体后排烟温度:≤150℃
15、炉底水管冷却方式:汽化冷却
16、炉子有效尺寸:32.0×5.1m
二 加热炉根本操作要点
1. 热炉烘炉预备工作
1.1. 加热炉或加热炉大修之后在投产前须进展烘烤,烘炉过程应严格按耐火厂供给的烘炉曲线进展烘炉。
1.2. 全部砌筑工程验收合格。 恒 德 材 加 热 炉 操 作 规 程
- -
1.3. 炉底滑道验收合格。
1.4. 煤气快切阀、换向阀、鼓风机、引风机、汽化冷却系统等单体设备运行合格。
1.5. 推钢机等炉用机械设备单机试车正常。
1.6. 快切系统、换向系统和蓄热式烧嘴处于正常待投入使用状态。
1.7. 空气流量调整阀、空气排烟流量调整阀、鼓风机、引风机的把握、安全显示、报警、信号连锁按设计和使用要求调试合格。
1.8. 从鼓风机出口到蓄热式烧嘴前空气蝶阀之间的空气管网、从煤气总管阀到烧嘴前煤气蝶阀之间的煤气管网试压、试漏合格。空气烟气管道〔即由烧嘴手动阀门到引风机之间的管网〕试漏合格。
1.9. 在工作压力下对蓄热式烧嘴与炉子管网的连接处进展气密性检查和烧嘴气流通畅性检查合格。
1.10. 炉子热工把握仪表调试合格。
1.11. 通知电工给加热炉调整系统、报警系统、气动系统、鼓风机、引风机送电。
1.12. 启动换向系统,观看检查是否正常换向,有问题马上报告处理〔此项内容可在烘炉 150℃前完成〕。
1.13. 翻开压缩空气供气阀,压力表显示在 0.5MPa 以上,否则要调整稳压阀,满足压力要求。检查各气动元件有无漏气部位,觉察漏气部位马上处理。
1.14. 检查炉顶无异物,对吊钩检查,脱落的重就位,确保挂钩牢靠。
1.15. 检查确认总管煤气阀门,引风机入口电调阀门均已关闭。放散阀为翻开状态。
1.16. 确认汽化冷却供水系统完好。
1.17. 将把握系统设置为手动待投入状态。
1.18. 加热炉炉膛温度在升到 150℃前,应向炉内装入钢坯,钢坯推至据炉头内壁 1~1.5m 的地方,留出下加热烟气上浮空隙。
1.19. 其他方面的检查须具备常规加热炉的点火条件。
2. 加热炉烘炉
注:加热炉有烟道的烘炉前先对烟道进展烘烤。
2.1. 炉温在 400℃以下时,用木柴进展烘炉,煤气供给正常时直接进入下一步。 恒 德 材 加 热 炉 操 作 规 程
- -
2.2. 发生炉煤气投入使用前对煤气管道进展吹扫,大约 60 分钟左右。
2.3. 检查烘炉烧嘴液化气系统,保证液化气系统正常。
2.4. 做好点火预备,预备火把,为防止煤气泄漏入炉内,在炉头处放置明火,
确认烟道闸板阀开。
2.5. 通知煤气调度送煤气。同时启动鼓风机,微开进气电调阀。
2.6. 在放散管末端有煤气溢出时翻开炉头取样口做爆鸣试验,合格后预备点火。
2.7. 依次点燃烘炉用液化气小烧嘴〔有木材明火的地方可以不用液化气〕,点着火后,翻开烘炉烧嘴煤气阀,同时翻开空气阀〔开度要小防止吹灭〕,调整烘炉烧嘴前的阀门,直至火焰稳定燃烧为止。
2.8. 当炉温到达 300℃时,将换向系统设置为定时换向,留意助燃风机、引风机的阀门的开启度,严格按烘炉曲线升温存保温。特别留意观看炉温存排烟温度的变化,以及烘炉烧嘴的火焰状况。
2.9. 炉温在 300℃以下时,路子排烟通过炉门和关心烟道自然排烟,烘烤到300℃以上时,启动蓄热式燃烧系统的空气引风机,将热烟气从空气蓄热式烧嘴中排解。启动蓄热式排烟系统的步骤如下:
1) 空负荷启动空气引风机。
2) 翻开空气蓄热式烧嘴前的空气手动蝶阀约 20%。
3) 翻开空气流量调整阀,小开空气引风机进口电动调整阀。
4) 调整空气流量调整阀和空气引风机前电动调整阀,使炉内处于微正压状态,并使点火烧嘴处于稳定燃烧状态。
5) 依据排烟温度或设定适当的换向时间进展换向〔手动或自动〕,排烟温度不超过 150℃。
2.10. 当炉温升至 700℃以上时,启动蓄热式燃烧系统。操作程序如下:
1) 放开全部的炉门,使炉内气流处于畅通状态。
2) 确认煤气压力在 500Pa 以上。
3) 启动煤气快切系统,并将快切系统置于手动状态。
4) 分段从高温段逐个翻开煤气烧嘴前手动蝶阀约 20%,翻开切断阀,向烧嘴中送入煤气,待烧嘴着火后再开启下一个烧嘴,同时该段对侧煤气烧嘴前的切断阀应处于关闭状态。 恒 德 材 加 热 炉 操 作 规 程
- -
5) 依据排烟温度或设定的时间间隔手动换向几个周期,在系统稳定燃烧后,将该段燃烧系统至于设定周期的自动换向状态。换向周期设定在180 秒钟或依据实际调整,同时考虑排烟温度不超过 150℃。
2.11. 整个过程应有专人在现场观看送入炉内的煤气是否燃着,且必需携带 CO
报警仪。
2.12. 点火后假设消灭熄火,且炉温低于 700℃,重点火时,假设烘炉烧嘴已关闭,
则要先点燃这些烧嘴后,再送煤气,以免换向后熄火。
2.13. 在加热炉炉温上升到 900℃以上时,关掉加热炉点火烧嘴。
2.14. 在加热炉烘烤到烘炉曲线规定的最高温度并经保温后,加热炉即可投入正常生产出钢。
2.15. 整个烘炉升温期间要确保汽化冷却正常的投入运行。
3. 加热炉生产操作
3.1. 加热炉在生产过程中应依据不同的钢种和钢坯的入炉温度设定各供热区段的炉温,并准时调整各供热段空、煤气的供给量,可依据煤气质量的变化和燃烧状况在实际操作过程中进展适当的调整并观看炉膛火焰,以确定最正确配比。
3.2. 加热炉正常生产过程中,加热段炉温宜把握在 1100~1200℃,均热段炉温亦把握在 1150~1280℃。在加热炉升温时,要留意把握炉内整体温度,以免消灭过烧、粘钢现象。
3.3. 炉膛压力通过调整烟道闸板开度及空气蓄热排烟引风机前的手动调整阀开度和烟气电动调整阀的开度协作进展把握。原则上炉压处于微正压状态,
适宜把握在 0~+20Pa。炉内压力过高时,应把炉头两侧 1~2 对空煤气调整阀门关小 50~70%,防止烧坏炉门、炉门框等设备。
3.4. 炉膛的温度均匀性,可通过调整各烧嘴前手动蝶阀来把握该烧嘴的煤气或空气的供给量实现。
3.5. 加热炉排烟温度通过引风机前的电动调整阀和换向系统的换向周期的转变协作进展调整和把握,当排烟温度超过 150℃,手动或自动进展强制换向,
并缩短换向周期。
3.6. 加热炉因某种缘由造成快切阀切断或燃烧系统停顿工作 20 分钟以上而煤 恒 德 材 加 热 炉 操 作 规 程
- -
气手动蝶阀未准时关闭,重启动燃烧系统时,必需对煤气管网进展吹扫再点火。
3.7. 停产修理在 2 小时以上,加热炉应降温至 850~950℃,进展保温,轧钢前2~3 小时通知加热炉升温,升温速度 3~5℃/min。
3.8. 加热过程中假设消灭轧机及其它故障,加热炉不能出钢时,应马上削减煤气量、空气量,调小引风机排烟量,防止钢坯消灭过烧或排烟温度超温。
3.9. 加热炉保温待轧过程中,炉温应保持在 850℃以上,必要时可点燃烘炉烧嘴保温。
〔注:加热炉每次调整阀门均需通知煤气站留意煤气压力〕
4. 加热炉停炉后重开炉
发生炉煤气蓄热式燃烧系统必需在炉温到达 700℃以上才能正式投入使用。冷炉点火的操作过程如下:
4.1. 确认全部煤气切断阀及手动蝶阀处于紧闭状态,空气手动蝶阀唯开
4.2. 确认全部流量调整阀处于半开状态。
4.3. 确认煤气管网吹扫合格。
4.4. 启动鼓风机,点燃点火烧嘴,按适宜的升温速度升温,如属于砌体局部维护后开炉,可依据砌体的材质、部位和大小适当把握升温速度来进展适当的保温。
4.5. 当炉温升至 300℃时,启动空气换向系统进展供气和排烟。启动步骤同烘炉操作。
4.6. 当炉温升至 700℃时,承受同烘炉操作步骤启动蓄热式燃烧系统。
5. 加热炉停炉
5.1. 正常状况下依据生产安排停炉时应缓慢降温,炉温在 850℃以上时降温速度不限,炉温在 850℃以下时降温速度应不超过 50℃/h 为宜。
5.2. 关闭煤气燃烧系统必需在炉温大于 750℃的状况下进展。操作步骤如下:
1) 从低温段到高温段逐段关闭。
2) 关闭烧嘴前手动煤气蝶阀及切断阀,并调整空气调整阀和烟气调整阀的开度把握降温速度。
3) 关闭煤气总管水封阀门。 恒 德 材 加 热 炉 操 作 规 程
- -
4) 翻开放散管阀门。
5) 当炉温降至 200℃左右时停顿引风机、鼓风机和换向系统的运转。
5.3. 特别状况下需要加快降温速度时,可直接关闭烧嘴前煤气手动阀门及切断阀,同时保持空气蓄热烧嘴和空气换向系统及鼓风机的正常运转,并放开全部炉门,但严禁向加热炉内喷水。
5.4. 当停炉时间较长时,关闭煤气总管水封阀,放散阀常开。如炉内或煤气管网检修,因对煤气管网进展吹扫。
三 一般事故的处理
1. 某种缘由空气压力低于 2400Pa 而不能恢复时,切断煤气供给。
2. 如煤气压力正常而没有煤气送入炉内时,应为煤气快切阀处于关闭状态,应人工检查故障并处理恢复。
3. 发生炉煤气压力低于 600Pa 时,关小煤气量和对应的空气量,保证炉内不熄火和均热段钢坯保温;发生炉煤气压力低于 500Pa 时,经确认操作工应准时关闭烧嘴前手动蝶阀及切断阀。
4. 压缩空气压力低于 0.24Mpa〔或所需压力〕时,把握系统预先报警,经确认操作工应准时关闭烧嘴前手动蝶阀及切断阀。
5. 排烟温度超标,而通过强制换向和缩小换向周期仍不能有效降低排烟温度时,应检查蜂窝体的积灰和堵塞状况,必要时应准时停炉更换蜂窝体。
6. 炉区 CO 浓度超过 100ppm 时,CO 检测仪报警,操作工应两人一组,手持CO
检测仪对炉区进展巡检并重点对报警点进展检查,对漏点进展处理。
7. 加热炉因某种缘由造成煤气切断或燃烧系统停顿工作 20 分钟以上而煤气手动蝶阀未准时关闭,重启动燃烧系统时,应对煤气管网进展吹扫后再点火。
8. 加热炉故障或轧线故障长时间保温待轧时,炉子保温温度把握在 800℃左右,
同时翻开点火烧嘴,保证炉内不熄火和均热段钢坯保温。
9. 一旦消灭加热炉停电,快速切断煤气供给,然后对全部加热炉煤气管线进展吹扫,翻开加热炉全部炉门进展通风,尽快降低炉温。同时保证在 20 分钟内启动汽化冷却备用补水装置,保证汽化冷却系统的正常运行。