板下型硅麦焊接方法
- 格式:pdf
- 大小:425.85 KB
- 文档页数:3

SiSonic-MEMS麦克风应用指南1. PCB焊盘及相应钢网开孔的设计:钢网厚度建议为3 to 5 mils (0.075mm~0.12mm)(a)标准型SP0102NC3 / SP0103NC3(b)板下型SP0102ZE3 / SP0103BE3 / SP0204LE5 / SP0208LE5(c) 迷你型SPM0102ND3 / SP0103ND3 / SPM0102NE3 / SPM0103NE3 / SPM0204HX5/ SPM0208HE52. 炉温特性曲线:炉温特性曲线上限及图表已清晰的给出了最高的温度和时间。
任何低于此温度和时间的配置都是可行的。
客户要是无法接受无铅制程的话,也可以参照自己所用的锡膏的炉温特性曲线图。
3. 板的清洗:请不要用超声波清洗.焊上麦克风后请不要洗板。
清洁PCBA时务必要小心气枪与清洗液的使用以免液体与异物的进入。
外物的入侵会阻塞膜片和背极板之间的空隙,使得它们无法正常工作。
若PCB板真的非洗不可,无论麦克风是位于PCB板的哪一面,都务必要用胶带贴住麦克风的收音孔以免异物与液体入侵。
由于MIC是电声组件,必须仰赖依靠MIC中MEMS里的膜片振动以反应接收到的声压,才能将声压转换成电讯号传送出去;而清洗的时候,若不慎将清洗液溢入MIC内,将会造成MEMS中,供给膜片振动的空间被阻塞,在膜片无法振动的情形之下,将会造成MIC的output小或无output。
4. 真空吸嘴的位置:增加压力时也会增加膜片的位移。
当输入压力大于麦克风的最大输入音压时,它的膜片就会破裂。
真空吸嘴压力不可大于7psi。
1 kPa = 0.145 psi (lb/in2) = 0.0102 kgf/cm2 = 0.0098 atm避免压力过大的措施:a. 请不要让真空吸嘴吸到麦克风的吸音孔。
b. 用静电袋重新包装Sisonic时请不要抽真空。
c. 用气枪清洁PCBA时切勿吹到麦克风的收音孔。
SiSonic-MEMS麦克风应用指南1. PCB焊盘及相应钢网开孔的设计:钢网厚度建议为3 to 5 mils (0.075mm~0.12mm)(a)标准型SP0102NC3 / SP0103NC3(b)板下型SP0102ZE3 / SP0103BE3 / SP0204LE5 / SP0208LE5(c) 迷你型SPM0102ND3 / SP0103ND3 / SPM0102NE3 / SPM0103NE3 / SPM0204HX5/ SPM0208HE52. 炉温特性曲线:炉温特性曲线上限及图表已清晰的给出了最高的温度和时间。
任何低于此温度和时间的配置都是可行的。
客户要是无法接受无铅制程的话,也可以参照自己所用的锡膏的炉温特性曲线图。
3. 板的清洗:请不要用超声波清洗.焊上麦克风后请不要洗板。
清洁PCBA时务必要小心气枪与清洗液的使用以免液体与异物的进入。
外物的入侵会阻塞膜片和背极板之间的空隙,使得它们无法正常工作。
若PCB板真的非洗不可,无论麦克风是位于PCB板的哪一面,都务必要用胶带贴住麦克风的收音孔以免异物与液体入侵。
由于MIC是电声组件,必须仰赖依靠MIC中MEMS里的膜片振动以反应接收到的声压,才能将声压转换成电讯号传送出去;而清洗的时候,若不慎将清洗液溢入MIC内,将会造成MEMS中,供给膜片振动的空间被阻塞,在膜片无法振动的情形之下,将会造成MIC的output小或无output。
4. 真空吸嘴的位置:增加压力时也会增加膜片的位移。
当输入压力大于麦克风的最大输入音压时,它的膜片就会破裂。
真空吸嘴压力不可大于7psi。
1 kPa = 0.145 psi (lb/in2) = 0.0102 kgf/cm2 = 0.0098 atm避免压力过大的措施:a. 请不要让真空吸嘴吸到麦克风的吸音孔。
b. 用静电袋重新包装Sisonic时请不要抽真空。
c. 用气枪清洁PCBA时切勿吹到麦克风的收音孔。

micro焊接方法
Micro焊接呢,就是那种超精细的焊接啦。
这可不像咱们平常看到的那种粗线条的焊接哦。
它就像是在微观世界里搞创作呢。
还有一种是点焊。
这个点焊就像是给两个小零件轻轻点一下,让它们黏在一起。
不过这“一点”可大有学问。
要控制好电流和时间,就像你煎鸡蛋的时候要控制好火候和时间一样。
电流太大,就像火太大,一下子就把零件给烧坏啦;时间太长呢,也不行,可能就把零件弄得不成样子啦。
点焊在连接一些微型的金属部件的时候是个得力小助手呢。
另外呀,锡焊在micro焊接里也有它的一席之地。
锡就像一个小黏合剂,在两个需要焊接的小零件之间搭起一座小小的“桥梁”。
不过锡焊的时候要特别小心哦,因为锡的量得刚刚好。
少了呢,这“桥”就不结实;多了呢,就会到处乱流,把旁边不该黏的地方也给黏住啦,就像调皮的小孩到处乱涂乱画一样。
在做micro焊接的时候呀,环境也很重要呢。
就像你画画的时候需要一个安静舒适的环境一样。
不能有太多灰尘呀,灰尘要是跑到焊接的地方,就像小沙子跑到眼睛里一样难受,会影响焊接的质量。
而且工具也要很精细,那些焊接的小镊子呀,就像医生做手术的小工具一样,得小巧又好用。

硅胶线焊接技巧《硅胶线焊接那些事儿》硅胶线,这玩意儿可不好搞啊!一提到硅胶线焊接技巧,那我可真是有一肚子的话想说。
嘿,你可别小瞧这硅胶线焊接,它就像是一场微型的战斗,需要咱有勇有谋才能拿下。
咱先来说说这准备工作,就像打仗得先磨好刀一样,焊接前咱得先把工具啥的都准备齐全了。
电烙铁、焊丝、镊子,一个都不能少,就跟那上阵打仗的Soldiers 一样,都得整整齐齐的,缺了哪个都不行。
然后就是真正上战场的时候啦!这电烙铁就跟咱手里的金箍棒似的,可得好好使唤。
温度不能太高,不然那硅胶线不得被烫得“哇哇叫”,直接化成一滩水啦!温度也不能太低,不然那焊丝都不爱搭理它,根本就粘不上去。
这分寸啊,可得好好拿捏。
有时候我就感觉自己像是个武林高手,在细细琢磨这内力该怎么使,多一分则太猛,少一分则太弱。
焊接的时候还得小心,别一不小心烫到自己的手。
那感觉,就像被小虫子狠狠咬了一口,哎哟,那叫一个疼啊!咱可不能为了焊接这硅胶线把自己给搭进去了,得时刻保持警惕。
还有啊,这焊接的姿势也很重要。
你得找个舒服的姿势,不然一会儿脖子酸了,一会儿腰累了,那还怎么好好干活啊!我有时候摆弄那姿势就跟做瑜伽似的,扭来扭去,就为了找到一个最合适的角度。
有时候吧,遇到那特别难搞的硅胶线,就跟遇到了大boss 一样,怎么都攻不下来。
这时候可不能着急上火,得静下心来,好好想想办法。
也许换个角度,或者换种焊丝就能搞定了呢!就像打游戏遇到难关,多尝试几次总能过关的。
总之啊,硅胶线焊接这活儿,虽然有点麻烦,但每次成功焊接好一根线,心里那个得意啊,就跟打了一场胜仗似的。
看着那焊接好的完美作品,就感觉自己像是个艺术家,创造了一个小小的奇迹。
所以啊,朋友们,别害怕这硅胶线焊接,只要咱勇敢尝试,多积累经验,咱迟早都能成为这方面的大师傅!到时候咱就能骄傲地说:“嘿,硅胶线焊接,那都不是事儿!”。

蜂窝板焊接方法
蜂窝板的焊接方法主要有两种:点焊和氩弧焊接。
点焊是最常见的蜂窝板焊接方法之一,主要是利用点焊机的电极将两种钢板用电弧连接在一起。
在焊接过程中,需要注意点焊机电极的参数,包括焊接电流、电极压力和焊接时间等。
点焊的优点是焊接效率高,连接牢固,不会对蜂窝板局部结构造成破坏。
但是,点焊只能局限在单一的连接处,并不能对整个蜂窝板进行完整的焊接。
氩弧焊接是铝蜂窝板上最常用的方法之一,使用纯氩作为惰性气体,通过电弧加热使铝材熔化,形成焊接接头。
摩擦焊机焊接工艺流程## Friction Welding Process Flowchart.1. Prepare materials:Clean the surfaces of the workpieces to be joined.Make sure the workpieces are properly aligned.2. Set up the welding machine:Choose the appropriate welding parameters (speed, pressure, and time).Install the correct welding tool.3. Start the welding process:Bring the workpieces together under pressure.Rotate one of the workpieces while applying pressure.4. Heat generation:Friction between the rotating workpiece and the stationary workpiece generates heat.The heat causes the metal at the interface to become plastic.5. Material bonding:As the metal becomes plastic, it flows together and bonds.The bond is created without the use of filler material.6. Welding completion:Stop rotating the workpiece when the desired amount of bonding has been achieved.Remove the workpieces from the welding machine.7. Post-weld processing:Inspect the weld for defects.Remove any flash or burrs from the weld area. ## 摩擦焊工艺流程。
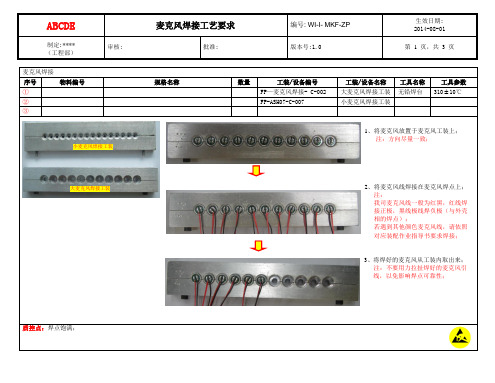
图示说明:拟制审核批准2011-5-30XCR-QR-105工艺要求:1.必须检查MIC外观,只有良品才能使用。
2.MIC焊点本身附着的锡量是不够焊线的,必须对MIC焊点预加锡。
3.焊点要求饱满,无虚焊和假焊,焊点无拉尖现象。
深圳市观澜小超人电子厂普通适用型作业工艺要求作业内容: 焊MIC 操作步骤及作业工艺要求文件编号:SC-WI-通用型 版本/版次:A/O生效日期陈日仲 4.自检: 焊点圆润饱满无短路现象、无假焊 虚焊、焊点 分别把连接线焊在MIC的两个焊点上。
彭长兵擦除氧化物;当烙铁头发黑时,先清洗烙铁头,再加适量的镀锡。
无拉尖,MIC 的正极、负极连接线不能相互调换位置,必须与样板保持一致;焊点没有漏气孔。
1.烙铁要有可靠的接地线。
3.佩戴防静电手腕作业。
4.特别注意焊点不能留有漏气孔。
5.焊MIC采用恒温烙铁,烙铁温度 300±20℃,每个焊点焊接时间小于2秒。
操作步骤:2.不能用锡线清洗烙铁头,当烙铁头有残留氧化物时用降温湿海绵注意事项:1.检查MIC: 选取焊点良好,MIC底部隔音不织布完好的MIC备用。
2.加锡: 用0.8毫米锡线对MIC两个焊线点加锡,注意锡点不 能把两个焊点相互短路,也不能与MIC外壳短路。
3.焊MIC连接线:参照样机,将连接线从右向左的出线方向(见图)MIC 正极有接外壳的引脚焊点是MIC 负极焊线时按图中箭头指示方向出线。
焊线时按图中箭头指示方向出线。
图示:因在焊接MIC 时两条线的出线方向错误,MIC 内部场效应管的两个引脚焊孔锡层流向焊线点,MIC 产生漏气孔,会产生MIC 啸叫、发送阻塞等坏机。
此焊线方向和焊点都不符合MIC 负极。
硅胶焊接技术
硅胶焊接技术是一种通过加热的方法将硅胶与硅胶之间或者硅胶与其他材料进行连接的工艺。
目前主要的硅胶焊接技术包括热压焊接法、硅胶板自粘合焊接法和化学反应焊接法。
1.热压焊接法是利用热压机将硅胶板与另一块硅胶板、金属板、玻
璃等高温耐热材料焊接在一起。
该方法操作简单,但需要专业的热压机和相关技术人员。
2.硅胶板自粘合焊接法是将硅胶板自身融化后,紧贴到需要连接的
部位,通过自行粘合实现连接。
该方法较为简单,但需要注意控制热度和操作技巧。
3.硅胶高频焊接技术是一种新型的硅胶焊接技术,它以高频感应加
热的原理将需要焊接的硅胶加热至一定温度,利用硅胶本身的物理变化使其熔接在一起。
该技术适用于硅胶与硅胶、硅胶与塑料等材料的焊接,例如硅胶手环、硅胶手机套等产品。
板下型硅麦焊接方法
目前我司几款翻盖手机采用板下型硅麦,拾音孔在MIC下面,有很多维修人员反映这种硅麦很难焊接,因为风枪不能在正面加热硅麦,因为正面高温加热,硅麦的壳体会脱落造成硅麦损坏,从背面吹又容易爆锡。
以下以A520为例,将板下型硅麦的焊接方法总结如下:
一、 主板焊点加锡和清洁
将原先在板上的坏硅麦拆下后,用烙铁将主板焊点上残留的锡尽量拖少,然后用锡丝在焊点上加锡,使每个焊点的锡都较为饱满,注意不可加锡过多。
最后用棉签蘸上抹机水将整个焊点区域清洗干净,不能有松香残留,注意不要加助焊剂,防止加热后蒸发进入损坏硅麦。
检查主板麦克孔内有无异物,有则清除。
为什么要把残留的锡尽量拖掉再加锡?由于A520在SMT贴片时使用的是无铅锡膏,熔点比我们使用的锡丝高,将无铅的锡拖掉再用锡丝加锡后,麦克焊点的锡较主板其他地方的锡更容易熔化,有利于我们的焊接。
二、 主板麦克孔加贴高温胶纸
在主板另一面用高温胶纸把麦克孔贴住,防止风枪在下方加热时,高温气体
及烟雾吹到麦克拾音孔里,损坏麦克。
注意高温胶纸不可贴到按键金手指,以免有胶残留影响按键功能。
三、 背面加热焊接硅麦
在开始焊接前,有一点要注意,硅麦本身的焊点不可加锡,一来避免烙铁头的高温烫坏硅麦,二来防止锡丝里的松香残留在硅麦上,在加热后蒸发从拾音孔进入硅麦。
(这一点是出于防呆考虑,防止操作不当造成烫坏硅麦或者有松香残留并进入硅麦)
热风枪温度调至375度左右(温度不可调过高,避免爆锡),风级调至3-4级,风枪头对准主板麦克区域的背面加热,风枪头与主板距离保持在0.5到1CM 间,注意风枪头一定要始终对准麦克区域,防止把CPU、Flash 或蓝牙吹爆锡。
用眼睛观察麦克焊点,大概20S 左右后锡开始熔化。
当锡完全熔化成一个发亮的锡点时,用镊子夹住硅麦(注意方向不要反),然后将硅麦对准焊点轻轻放下,用镊子轻压硅麦,再轻推2-3下,这样做使锡更好的附着到硅麦焊点,避免虚焊。
然后迅速把风枪头移开,注意移开时的路线不要
风枪温度不要调太高,
375度左右即可,风枪要
始终对准麦克风区域
经过CPU、Flash 和蓝牙,避免过热造成爆锡。
从放硅麦到风枪移开的过程动作尽量要快,一般在10S
之内完成。
U525、U529的主板散热较快,同样的风枪温度要将锡吹化的时间较长,375度大概要30S 。
不同风枪的温度存在差异,以上的时间仅做参考。
注意不可贪快将风枪温度调的很高,有人调到400度以上,以为这样速度更快,更不容易爆锡,其实这是错误的,这样对时间的把握要求更高,更容易造成BGA 区域过热而爆锡,还有可能造成板材损坏。
温度调低点,速度慢点但是更安全。