服装制版推板
- 格式:doc
- 大小:7.29 MB
- 文档页数:51
服装推板的原理(一)服装样板推板的依据1、标准母板;(推板的依据)2、规格系列:(三部分)○1号型规格160/84A 170/88A○2成品规格即成品主要部位规格,也是成衣规格或成品尺寸。
○3配属规格制图中,根据款式以及主要部位成品规格,按比例计算或推导出来的其它部位尺寸。
它是配合或从属于款式及各主要规格尺寸的。
3、档差、档距;在每一套规格系列中,所有部位的规格尺寸,都是同一部位均衡地递减或递增,其档差、档距都相等。
如衣长:70 72 74 76 ……CM则档差、档距都2 CM。
如胸围:102 106 110 114 ……CM则档差、档距都4 CM。
4、档差、档距的计算方法○1主要部位成品规格的档差、档距,只要求出各个号型之间的差数。
○2配属部位成品规格的档差、档距,则按照结构设计制图的公式、原理的有关方法来推导、求取。
○3一些无法计算、影响不大的微小部位,要按造型的比例作出微小的分档处理及调整。
推板过程中,处理规格系列最重要的环节,就是分析和计算档距、档差。
(二)推板中一般计算方法和坐标选择1、线段例如,线段AB=8cm , AB线段上有C、D、E三点相距2cm ,如果AB加长2cm成为线段A’B’,那么,按推板的要求C、D、E三点如何进行相应变化为C’、D’、E’对应点。
(或线段AB上的C、D、E三点与线段A’B’上的C’、D’、E’相似)解:C点:AC=2 cm AB= 8 cmAC线段是AB线段总长中的一部分,当AB增加2 cm , AC线段是AB线段长度的几分之一,那么,AC线段也就增加2 cm的几分之一计算如下:CC’= AC/AB×2 =2/8×2 = 0.5 cmDD’= AD/AB×2 =4/8×2 = 1 cmEE’= AE/AB×2 =6/8×2 = 1.5 cm线段AB上的C、D、E三点与线段A’B’上的C’、D’、E’相似2、正方形的缩放例如,□ABCD的边长为5cm ,将□ABCD放大为边长为6cm□A’B’C’D’,试确定最佳的坐标轴的位置。
服装制版推板服装制版推板是一种常见的制版工具,主要用于制作服装设计所需的模板,以便在纺织生产过程中使用。
该工具主要有两种材质,即木质和塑料制品。
其中,木质制品具有坚固耐用、便于粘贴和易于切割等优点,而塑料制品则更加轻便便携、易于清洗和更加环保。
无论是哪一种材质,服装制版推板在纺织生产中都扮演着重要角色。
下面将具体介绍服装制版推板的用途、制作方法、常见问题以及使用技巧等知识。
一、制版推板的用途1. 制作纸样:服装制版推板可以制作服装纸样,通过将设计图稿放置在制版推板上,使用刀具在推板表面切割制作出与设计图尺寸相同的纸样。
2. 制版生产:将纸样放在纺织品上,通过制版推板来描绘出纸样轮廓,然后进行剪裁和缝制。
3. 多次复制:服装制版推板可以复制多个相同的设计样式,以达到制作批量衣服的目的。
二、制作方法1. 制版推板的制作:可以在制成木制或者塑料备件上制作,其中木制制品可以由专业木工切割,并将制成的木板涂上保护膜,以延长使用寿命。
塑料制品则可以在塑料生产厂或塑料模具厂制作。
2. 制作纸样:将设计图纸放在一侧,画出样式的外轮廓,然后使用刀具在制版推板表面进行切割,直至制成与设计图尺寸相同的纸样。
三、常见问题及解决方法1. 制版推板的损坏:由于制版推板在制作过程中需要使用刀具,在分割过程中可能会出现刮擦和破损,导致制作成的服装样式不完整。
解决办法:在制作推板过程中需要特别注意,切割时必须保证精准和谨慎,最好配备专业的制版刀具,避免对制版推板的损伤。
2. 制作纸样时出现尺寸偏差或形状不对:由于没有保持好制版推板和设计图之间的精确定位,或者在切割时刀具的角度或力道不对,导致纸样的轮廓和尺寸不准确。
解决办法:制作纸样时一定要严格按照设计图的标准进行操作,精确地维护好尺寸和形状。
此外,使用制版刀具时要掌握合适的切割角度和力道。
四、使用技巧1. 制版推板在使用时必须保持平稳,避免因为震动和移动而导致轮廓错位。
2. 按设计图的标准操作推板切割过程中要仔细,一旦出现偏差马上进行修正。

服装制版推板(共46页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--4 典型款式的制板与推板下装的制板与推板西服裙西服裙分一前片和两后片,前片共有四个省,前中心有一暗裥,每个后片有两个省,后中装拉链,后开衩,使用全里子,里子下摆悬空。
西服裙的规格尺寸及图示说明见表,西服裙的工艺要求及缝制工艺说明见表。
表西服裙的规格尺寸及图示说明合约号04NMKC2681款号2621136A品名西服裙规格尺寸单位:cm号型部位155/64A160/66A165/68A档差腰围W6668702臀围H94腰臀深WHL20裙长L60表西服裙的工艺要求及缝制工艺说明单位:cm411)西服裙工业制板42西服裙制图采用中间号型160/66A,腰围加放松量2cm,臀围加放松量是4cm。
结构制图见图。
在西服裙净样的基础上,四周加上缝份,在需要标位处打剪口,在省尖点处打孔定位,完成西服裙的面布样板见图,里布样板见图。
2)西服裙工业推板选取中间号型规格样板作为标准母板,选定裙片前后中心线作为推板时的纵向公共线,臀围线作为横向公共线,在标准母板的基础上推出大号和小号标准样板。
各部位档差及计算公式见表。
西服裙前片推板见图,西服裙后片推板见图,西服裙腰头及腰衬的推板见图。
43图西服裙结构制图44图西服裙面布样板44图西服裙里布样板45表西服裙各部位档差及计算公式4647图西服裙前片推板47图西服裙后片推板图西服裙腰头和腰衬的推板牛仔裤牛仔裤男女没有区别,应用也非常广泛。
款式特点:低腰、紧身、后裤片左右各有一贴袋,兜屁股、装铜扣、皮标签,面料坚固、结实。
牛仔裤的规格尺寸及图示说明见表,牛仔裤的工艺要求及缝制工艺说明见表。
表牛仔裤的规格尺寸及图示说明单位:cm 合约号05LMC3683 款号455667A 品名牛仔裤控制部位规格尺寸单位:cm代号155/64A 160/66A 165/68A 档差号型部位腰围W 66 68 70 2臀围H 94直裆BR 24.5 25 25.5裤长L 97 99 101 2中裆18 18.5 19 0.5下口21 21.5 22 0.5细部规格尺寸单位:cm号型155/64A 160/66A 165/68A 档差部位袋口宽10 0.5 袋口深 6 6.5 7 0.5A 12 12.5 13 0.5B 12.5 13 13.5 0.5C 6.5 6.5 6.5 0D 3.5 3.7 3.9 0.2E 3 3 3 0牛筋长62 64 66 2 表牛仔裤的工艺要求及缝制工艺说明单位:cm面料纯棉斜纹牛仔布1)牛仔裤工业制板牛仔裤制图采用中间号型160/66A,腰围加放松量2cm,臀围加放松量是4cm。



服装天地-版与板的不同“版”字与“板”字在多部词典中都有通用的解释,另外“版”字在我们日常生活中的使用率也比较高,为此我们进行了深入的讨论和研究,并在网上广泛征求业内人士的意见。
我们在网上调查发音为“dabǎn”的汉字一词,有近50%的人认同“打版”,超过50%的人认同“打板”。
为了更好地传递专业信息,应该将一些与“板”和“版”有关的概念进行归纳,以利于人们区分:(一)样板指的是按照特定的服装裁剪方法制作得到的可以用来作为批量裁剪及缝制模板的样片,可以是纸质或其他材质,使用“板”字,读音一般儿化。
有的地区把样板叫成“纸样”,有的书中叫“型板”。
(二)版型样板(纸样)的外观造型,或者样板结构设计的风格,一般叫“版型”。
在著书时,一般最好别再提“结构”一词。
(三)制版进行服装工业样板制作这项工作本身,如果有样板结构设计的含量,就是一种很正规的工作内容,使用“版”字,称“制版”。
如果是单纯的样板制作,没有样板结构设计的含量,就称做“打板”。
服装工业制版是设计、制作合乎款式要求、面料要求、规格尺寸和工艺要求的一整套利于裁剪、缝制、后整理的样板的过程。
(四)制板是“制版”的口头或非正式表述形式,或者指不含结构设计内容的样板制作工作,使用“板”字,读音一般儿化。
为了避免造成混淆,书中最好不出现这个词。
(五)推板是指按照特定的规律进行系列化样板制作的工作,经常被叫成“推档”或“样板放缩”。
为了防止混淆,应尽量避免使用“推板”一词,一律作“推档”。
(六)打板是“制版”的口头或非正式表述形式,或者指不含版型设计内容的样板制作工作,使用“板”字,读音一般儿化,在书中最好不出现“打版”字样。
打板不包含系列化样板制作,即不包含推档工作。
(七)拓版(板)俗称“扒板”或“驳样”。
一般是指将市场上销量好的服装进行仿制,其中关键的操作就是样板的仿制。
如果仿制得非常到位,保持了原版的风格,可以使用“版”字,如果是简单仿制,丢失了原版的精髓,就应该用“板”字了。
![新文化女装上衣原型的打板与推板_服装CAD实用教程——富怡VS日升_[共3页]](https://uimg.taocdn.com/2569eff24b35eefdc9d3338a.webp)
服装
CAD 实用教程—富怡VS 日升
188
学习提示:
CAD 打板与推板的对比学习后,这一章开始新文化女装上衣原型CAD 打板与推板的对比学习。
在这一章中,理解纸样结构、熟悉操作流程和工具依然是重点,对比两个软件在打板与推板工具应用和操作方式上的异同是关键。
为达到巩固旧知识,学习新知识的目的,本章在熟悉旧工具的同时,重点讲解新工具和新方法的应用,这也将是后续章节讲解的基本思路。
另外,为加深对上衣原型基本纸样的理解,也达到进一步提高软件应用水平的目的,章节后面补充了旧版文化女装上衣原型的CAD 打板与推板练习。
考虑到要尽快熟悉软件,这一章依然会重点讲解。
第 章
新文化女装上衣原型的打板与推板。
胸围B 腰围W 臀围H 领围N 肩宽SW 头围HS 袖长SL 袖口CW 袖笼周长AH衫规格设计:『170/88A』身高170CM;净身胸围在86~89之间1、衣长L:742、胸围B:1103、肩宽SW:47.24、袖长SL:595、领围N:39推板基础知识一、推板的定义按照服装号型档差规格,以母版(一般为中间码)为依据,考虑各个部位尺寸的相关性,通过计算缩放量,绘制完成同款多规格系列工业样板的缩放过程就称为推板或放码二、推板的依据在进行推板前首先应对标准母版进行核对;其次应以人体或服装各部位的规格档差为依据设置产品的规格系列,进行全套裁剪样板的推移与放缩。
规格系列可分为号型规格、成品规格、配属规格三大类。
三、推板的方法1.点放码法(坐标法)2.纸板推放法3.线放码法4.摞剪法5.等分法四、推板的流程确定基准线→确定放码点→确定放码方向→确定放码量→拓板→复验与标注五、服装推版原理分析与计算(一)原理分析:1.服装结构制图过程中比例计算的基数是服装成品尺寸,而服装推版过程中比例计算的基数却是服装各尺码之间的规格档差2.服装推版过程中比例计算公式是删除了调节值内容的,只要是因为在衣片的结构设计过程中,已对衣片作了相应的调节;3.服装推版过程中某些控制点或控制部位可以采用该部位所占整体比例进行推算。
(二)公式计算1.上装推版计算(1)衣长:当袖窿深线为X坐标时,衣长的推放量分配在衣长两端水平线处。
(2)腰节长:腰节长档差-衣长上平线处的放缩量{3}袖窿深:2/10胸围档差(4)横开领:2/10领围档差(5)前直开领:2/10领围档差(6)后直开领:不变,一般保持原有数值(7)肩宽:1/2肩宽档差(8)落肩量:保持原有的肩线斜度(9)前胸宽:1.8/10胸围档差或 1.5/10胸围档差(10)后背宽:1.8/10胸围档差或 1.5/10胸围档差(11)袖窿宽:1/10胸围档差(12)胸围大:一般四开身结构按照1/4胸围档差计算;三开身按照胸宽加袖窿宽的档差计算(13)袖长:袖长档差—袖山高放缩量(14)袖山高:1.5/10胸围档差(15)袖肥:2/10胸围档差。
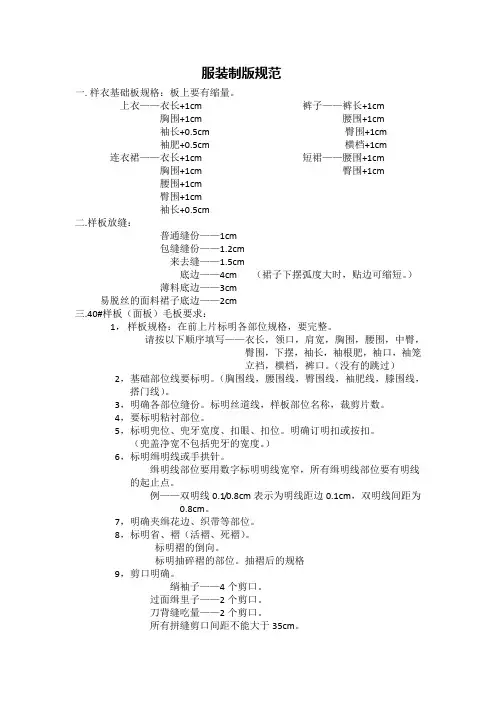
服装制版规范一.样衣基础板规格:板上要有缩量。
上衣——衣长+1cm 裤子——裤长+1cm胸围+1cm 腰围+1cm袖长+0.5cm 臀围+1cm袖肥+0.5cm 横档+1cm 连衣裙——衣长+1cm 短裙——腰围+1cm胸围+1cm 臀围+1cm腰围+1cm臀围+1cm袖长+0.5cm二.样板放缝:普通缝份——1cm包缝缝份——1.2cm来去缝——1.5cm底边——4cm (裙子下摆弧度大时,贴边可缩短。
)薄料底边——3cm易脱丝的面料裙子底边——2cm三.40#样板(面板)毛板要求:1,样板规格:在前上片标明各部位规格,要完整。
请按以下顺序填写——衣长,领口,肩宽,胸围,腰围,中臀,臀围,下摆,袖长,袖根肥,袖口,袖笼立裆,横档,裤口。
(没有的跳过)2,基础部位线要标明。
(胸围线,腰围线,臀围线,袖肥线,膝围线,搭门线)。
3,明确各部位缝份。
标明丝道线,样板部位名称,裁剪片数。
4,要标明粘衬部位。
5,标明兜位、兜牙宽度、扣眼、扣位。
明确订明扣或按扣。
(兜盖净宽不包括兜牙的宽度。
)6,标明缉明线或手拱针。
缉明线部位要用数字标明明线宽窄,所有缉明线部位要有明线的起止点。
例——双明线0.1/0.8cm表示为明线距边0.1cm,双明线间距为0.8cm。
7,明确夹缉花边、织带等部位。
8,标明省、褶(活褶、死褶)。
标明褶的倒向。
标明抽碎褶的部位。
抽褶后的规格9,剪口明确。
绱袖子——4个剪口。
过面缉里子——2个剪口。
刀背缝吃量——2个剪口。
所有拼缝剪口间距不能大于35cm。
10,所有配料只要标示配料一,配料二等(不写具体用料名称)。
同样的配料归类,不同的按序号往下排。
11,所有用料部位都要有样板,包括——滚条,拉链包头,牙边等(标明外露净宽)。
12,出板前要核对企划,确认款号与企划一致。
四.40#里板要求:里子长度:1,所有薄料的裙里,底边与面一样长,制作时再净长短。
2,整里裤子、短裙、连衣裙里子底边净边要盖住面料贴边1cm。
《服装工业制版》课程教学标准(2020版)一、课程性质与任务本课程是中等职业学校服装设计与工艺专业的一门专业核心课程,起着承上启下的作用,属于职业核心能力课程。
本课程是以服装工业板样及缩放技术等知识为主要内容,培养学生掌握服装样板制作及缩放技能的专业课。
通过学习针对生产技术管理方向企业的生产型企业技术研发岗、生产技术管理岗、定制制版、工艺师等岗位所需要的职业岗位技能、职业素质,分析典型工作任务,归纳出岗位核心能力并转化为学习领域,具备知和创新思维,精细化制作能力。
前导课程有《服装结构设计基础》,后续课程有《服装CAD》、《服装成衣工艺》。
二、课时60课时。
三、学分4学分。
四、课程目标(一)思政目标1、培养学生良好政治素质、道德品质和健全人格,坚定中国特色社会主义道路,引导学生形成正确的世界观、人生观、价值观。
2、提高学生正确认识问题、分析问题和解决问题的能力,培养学生探索未知、追求真理的责任感和使命感。
3、提升学生个人职业素养和团队合作意识;培养精益求精的大国工匠精神和吃苦耐劳精神;4、引导学生树立正确是艺术观和创作观,自觉传承和弘扬中华优秀传统文化,提高学生的审美和人文素养,增强文化自信。
(二)能力目标1、具有人体测量和人体数据分析能力;2、熟悉服装成品规格与服装号型;3、具有能准确的分析款式特征,制定成品规格的能力;4、能独立完成服装基本型及经典款式服装结构设计工业样板制作;5、掌握大类服装的样板推板方法;6、具备解决服装生产过程中处理样板技术的能力;(三)素质目标1、具有良好的中国文化内涵和文化修养,以及沟通能力,敏锐的时尚感知和创新思维;2、具有服装产品结构设计与精细化制作能力;3、具有良好的,敏锐的前沿结构技术感知和创新思维;4、有吃苦耐劳、踏实严谨的职业素养,遵守行业规范;5、培养学生分析问题、解决问题的能力;6、培养学生勇于创新、敬业乐业的工作作风;7、培养学生的质量意识、安全意识;8、培训学生的社会责任心、环保意识。
服装制版师需要会的技能
打版:
1:精通各种不同款式、面料的车缝工艺,
2:对不同类型服装版型有专业及独到的审美眼光。
3:熟悉人们穿着的习惯及服装不同部位、造型的功能
4:对不同面料在生产过程中会出现的一些问题有提前处理的能力
5:要用最简单的生产工序和车缝工艺达到客户的要求,以降低生产成本
放码(推版)
1:修正好样版纸样后,按生产单尺寸进行放码
2:放码时要考虑面料缩水
3:放码后尽可能不要过大的改变原版的造型
4:熟悉不同款式服装的放码(推版)
排料(排唛架)
1:熟悉对不同数量的款式开裁床单
2:对不同面料及有色差、段差面料的避排、同方向排
3:最大限度的合理利用一切位置,提高唛架的高利用率综合以上三个工序,都是版师一个人完成的,三种工序都是要求要有工作经验,不然一旦出错都会对生产造成重大隐
患,甚至会造成重大的损失。
所以真正意思上合格的纸样师就是要具备以上三个要求,能够独立完成及处理所有打版、放码、排料、生产工艺上的技术问题。
一般要达到这样的水平,最少要有5年以上在各种不同类型服装的打版经验。
服装制版怎么学服装制版怎么学将平面的面料变成立体的服装,关键是制板。
好的样板可以使成衣穿着时特别舒适,也可以提升款式的品位,它决定着成衣的终效果和销售量。
因此,样板师必须具备优良的审美观、深厚的结构制定知识和工艺制定能力。
服装制版怎么学?制板必须经过以下步骤:①制定规格;②制定板型;③依据成衣具体特点设定工艺参数;④工艺制定;⑤推板。
1)制定规格制定规格必须依据各个国家新公布实施的具体服装标准的数据,然后依据款式具体特点设定中间体.确定加放量。
另外.款式造型也是由规格决定的。
深圳服装制定培训我举例:例如." T',型服装.要求肩部规格尽可能增大,底边则减小。
2)制定板型制定板型要依据人体特点和结构制定原理、面料性能.结合审美.相应地调整结构线,大可能地表现款式的特点并美化人体。
深圳服装制定培训我举例:例如,公主线的位置应经过胸高点,由于款式不必须要显然地表现出分割线(如职业装).板型处理时可适当地将此线条向侧面转移。
藏于腋下,这样可以使人觉得该款服装没有经过收省、分割等处理就达到合体的效果。
3)工艺参数生产过程中由于种种原因而不可克服的损耗和差量.包括缩水量、自然缩量、热缩量、缝份、折边、折率,其中折率尤其重要,必须通过打样测试才干准确地在样板中反映出来。
例如,肩宽部位折率控制。
由于肩部是料丝绺.经过缝制整烫就会伸长.使肩部尺寸变大,与制定的成衣尺寸不符。
因此,在样板制作中必须将这一伸长的量扣除或在工艺中作出处理,这样才干打出符合规格的高质量的样板。
当然.不同质地性能的面料伸长、缩短的量不一样涉及折率的部位有斜丝部位、腰围、胸围、袖长、口袋、贴边等等。
4)工艺制定由于样板是由制板师绘制出来的,在制板时已经充分合计到这款服装该如何制作.为7使参加制作这一产品的所有人能了解制作方法、方式,制板师必须将产品具体的生产步骤、制作难点用文字和工艺图分解出来,我们把这一过程称为工艺制定。
工艺制定时必须合计符合流水线生产要求.省时、简捷,且工艺新颖、独特.能充分提升产品品质。
4典型款式的制板与推板4.1 下装的制板与推板4.1.1西服裙西服裙分一前片和两后片,前片共有四个省,前中心有一暗裥,每个后片有两个省,后中装拉链,后开衩,使用全里子,里子下摆悬空。
西服裙的规格尺寸及图示说明见表4.1.1,西服裙的工艺要求及缝制工艺说明见表4.1.2。
表4.1.1 西服裙的规格尺寸及图示说明合约号04NMKC2681 款号2621136A 品名西服裙规格尺寸单位:cm号型部位155/64A 160/66A 165/68A 档差腰围W 66 68 70 2臀围H 92.2 94 95.8 1.8腰臀深WHL 19.5 20 20.5 0.5裙长L 57.5 60 62.5 2.5表4.1.2 西服裙的工艺要求及缝制工艺说明单位:cm1)西服裙工业制板西服裙制图采用中间号型160/66A,腰围加放松量2cm,臀围加放松量是4cm。
结构制图见图4.1.1。
在西服裙净样的基础上,四周加上缝份,在需要标位处打剪口,在省尖点处打孔定位,完成西服裙的面布样板见图4.1.2,里布样板见图4.1.3。
2)西服裙工业推板选取中间号型规格样板作为标准母板,选定裙片前后中心线作为推板时的纵向公共线,臀围线作为横向公共线,在标准母板的基础上推出大号和小号标准样板。
各部位档差及计算公式见表4.1.3。
西服裙前片推板见图4.1.4,西服裙后片推板见图4.1.5,西服裙腰头及腰衬的推板见图4.1.6。
图4.1.1 西服裙结构制图图4.1.2 西服裙面布样板图4.1.3 西服裙里布样板表4.1.3西服裙各部位档差及计算公式图4.1.4 西服裙前片推板图4.1.5 西服裙后片推板图4.1.6 西服裙腰头和腰衬的推板4.1.2 牛仔裤牛仔裤男女没有区别,应用也非常广泛。
款式特点:低腰、紧身、后裤片左右各有一贴袋,兜屁股、装铜扣、皮标签,面料坚固、结实。
牛仔裤的规格尺寸及图示说明见表4.1.4 ,牛仔裤的工艺要求及缝制工艺说明见表4.1.5 。
表4.1.4 牛仔裤的规格尺寸及图示说明单位:cm合约号05LMC3683 款号455667A 品名牛仔裤控制部位规格尺寸单位:cm代号155/64A 160/66A 165/68A 档差号型部位腰围W 66 68 70 2臀围H 92.2 94 95.8 1.8直裆BR 24.5 25 25.5 0.5裤长L 97 99 101 2中裆18 18.5 19 0.5下口21 21.5 22 0.5细部规格尺寸单位:cm155/64A 160/66A 165/68A 档差号型部位袋口宽9.7 10 10.3 0.5 袋口深 6 6.5 7 0.5A 12 12.5 13 0.5B 12.5 13 13.5 0.5C 6.5 6.5 6.5 0D 3.5 3.7 3.9 0.2E 3 3 3 0表4.1.5 牛仔裤的工艺要求及缝制工艺说明单位:cm1)牛仔裤工业制板牛仔裤制图采用中间号型160/66A,腰围加放松量2cm,臀围加放松量是4cm。
结构制图见图4.1.7。
在牛仔裤净样的基础上,四周加上缝份,在需要标位处打剪口,在省尖点处打孔定位,完成牛仔裤的样板见图4.1.8。
2)牛仔裤工业推板选取中间号型规格样板作为标准母板,选定裤片前后挺缝线作为推板时的纵向公共线,横裆线作为横向公共线,在标准母板的基础上推出大号和小号标准样板。
各部位档差及计算公式见表4.1.6。
牛仔裤前片推板见图4.1.9,牛仔裤后片推板见图4.1.10。
图4.1.7 牛仔裤结构制图图4.1.8 牛仔裤面布样板表4.1.6 牛仔裤各部位档差及计算公式单位:cm图4.1.9 牛仔裤前片推板图4.1.10 牛仔裤后片推板4.2衬衫的制板与推板4.2.1普通女衬衫此款女衬衫分二前片、一后片,二袖片,袖口处收无规则细褶裥,连翻领,前片腋下及腰间收省,后片收肩背省及腰间省,右门襟五个扣眼。
普通女衬衫的规格尺寸及图示说明见表4.2.1,普通女衬衫的工艺要求及缝制工艺说明见表4.2.2。
表4.2.17 普通女衬衫的规格尺寸及图示说明单位:cm合约号04NMKC2681 款号2621136A 品名普通女衬衫规格尺寸单位:cm号型部位155/80A 160/84A 165/88A 档差衣长L 62 64 66 2胸围 B 94 98 102 4肩宽S 39 40 41 1领围N 35 36 37 1袖长SL 51 52.5 54 1.5袖口围CF 19.2 20 20.8 0.8背长BL 39 40 41 1表4.2.2 普通女衬衫的工艺要求及缝制工艺说明1)普通女衬衫工业制板该款制图采用中间号160/84A,胸围加放松量10~14cm,领围加放松量2cm,总肩宽加放1.5~2cm左右,衣长按总体高的40%计算,袖长加放3 cm左右。
结构制图见图4.2.1、图4.2.2 。
在净样的基础上,四周加上缝份,在需要标位处打剪口,完成普通女衬衫的样板见图4.2.3、图4.2.4。
2)普通女衬衫工业推板选取中间号型规格样板作为标准母板,选定衣片前、后中心线、袖中线作为推板时的纵向公共线,胸围线、袖山高线作为横向公共线,在标准母板的基础上推出大号和小号标准样板。
各部位档差及计算公式见表4.2.3 。
普通女衬衫推板见图4.2.5、图4.2.6。
图4.2.1 普通女衬衫衣身结构制图图4.2.2 普通女衬衫领、袖结构制图图4.2.3 普通女衬衫领、袖样板图图4.2.4 普通女衬衫大身样板图表4.2.3 普通女衬衫各部位档差及计算公式单位:cm图4.2.5 普通女衬衫前片推板图图4.2.6 普通女衬衫后片推板图图4.2.7 普通女衬衫领袖推板图4.2.2男衬衫男衬衫是男性的主要服装之一,本款为尖角翻立领,六粒扣,左前胸贴明袋一个,装双层过肩,后片两个褶裥,略收腰身,平下摆,装袖带圆头袖头,袖口宝剑型开衩两个褶裥。
男衬衫的规格尺寸及图示说明见表4.2.4,男衬衫的工艺要求及缝制工艺说明见表4.2.5。
表4.2.4 男衬衫的规格尺寸及图示说明合约号04NMKC2681 款号2621136A 品名男衬衫规格尺寸单位:cm 号型165/84A 170/88A 175/92A 档差部位衣长L 72 74 76 2胸围 B 102 106 110 4肩宽S 44.4 45.6 46.8 1.2领围N 39 40 41 1袖长SL 57 58.5 60 1.5 袖口围CF 23.2 24 24.8 0.8表4.2.5 男衬衫的工艺要求及缝制工艺说明1) 男衬衫工业制板男衬衫制图采用中间号型170/88A,胸围加放松量18cm,领围加放松量是2cm,总肩宽加放1.2~2cm左右,衣长按总体高的43%~44%计算,袖长加放3cm左右。
结构制图见图4.2.8、图4.2.9。
在男衬衫净样的基础上,四周加上缝份,在需要标位处打剪口,完成男衬衫的面布样板见图4.2.10、图4.2.11、图4.2.12、图4.2.13。
2) 男衬衫工业推板选取中间号型规格样板作为标准母板,选定衣片前胸宽线、后中心线、袖中线作为推板时的纵向公共线,胸围线、袖山高线作为横向公共线,在标准母板的基础上推出大号和小号标准样板。
各部位档差及计算公式见表4.2.6 。
男衬衫推板见图4.2.14~图4.2.18。
图4.2.8 男衬衫大身结构制图图4.2.9 男衬衫领、袖结构制图图4.2.10 男衬衫前片样板图图4.2.11 男衬衫领、过肩样板图图4.2.12 男衬衫袖、后衣片样板图图4.2.13 男衬衫袖开衩、口袋样板图表4.2.6 男衬衫各部位档差及计算公式图4.2.14 男衬衫前片推板图图4.2.15 男衬衫后片推板图图4.2.16 男衬衫过肩及领子推板图图4.2.17 男衬衫零部件推板图图4.2.18 男衬衫袖子推板图4.2.3折裥女衬衫此款女衬衫分一前片、二后片,袖片在袖中线断缝,一字型无领,在前身有三个由左前肩向右身的斜向折裥,左右前身款式不对称,后片收腰省,后中心线装隐形封闭拉链。
折裥女衬衫的规格尺寸及图示说明见表4.2.7 ,折裥女衬衫的工艺要求及缝制工艺说明见表4.2.8。
表4.2.7 折裥女衬衫的规格尺寸及图示说明合约号04NMKC2681 款号2621136A 品名折裥女衬衫规格尺寸单位:cm 号型155/80A 160/84A 165/88A 档差部位衣长L 56 58 60 2胸围 B 88 92 96 4肩宽S 38 39 40 1领围N 37 38 39 1袖长SL 14.5 15 15.5 0.5表4-14 折裥女衬衫的工艺要求及缝制工艺说明1)折裥女衬衫工业制板折裥女衬衫制图采用中间号型160/84A,胸围加放松量8cm,领围加放松量是2cm,总肩宽加放1~1.5cm左右。
结构制图见图4.2.19、图4.2.20、图4.2.21。
在折裥女衬衫净样的基础上,四周加上缝份,在需要标位处打剪口,完成折裥女衬衫的样板见图4.2.22、图4.2.23。
2)折裥女衬衫工业推板选取中间号型规格样板作为标准母板,前衣片在推板时要保持斜向折裥线形状不变,选定左肩线的颈侧点为基准点进行推放。
后衣片及袖片选定后中心线、袖中线作为推板时的纵向公共线,胸围线、袖山高线作为横向公共线,在标准母板的基础上推出大号和小号标准样板。
各部位档差及计算公式见表4-15 。
折裥女衬衫推板见图4.24、图4.2.25、图4.2.26。
图4.2.19 折裥女衬衫大身制图图4.2.20 折裥女衬衫大身展开图图4.2.21折裥女衬衫袖子制图图4.2.22 折裥女衬衫大身样板图图4.2.23 折裥女衬衫袖及贴边样板图表4-15 折裥女衬衫各部位档差及计算公式单位:cm图4.2.24 折裥女衬衫前片推板图图4.2.25 折裥女衬衫后片推板图。