CPR1000核岛环吊牛腿模拟件焊接工艺及控制措施
- 格式:pdf
- 大小:1.30 MB
- 文档页数:4
核电厂常规岛的钢结构工程施工质量控制CPR1000核电厂常规岛钢结构主要分布于汽轮机厂房和联合泵站两个大型厂房。
汽机厂房钢结构主要有钢屋架、桁车梁、防甩击钢结构、钢平台和其他次要钢结构等。
联合泵站为单层钢结构厂房,包括柱梁、屋架、桁车梁以及其他次要钢结构等。
CPR1000核电厂常规岛钢结构工程量近1万吨,构件类型多,单件重量大,安装难度高。
1.施工前的准备工作1.1机械设备准备大型吊车必须进行各种工况的负载试验,验收合格后使用。
防甩击大梁,由项目根据实际情况,结合穹顶吊装或设备安装工作,采用合适的大件吊装设备。
1.2材料准备与钢结构加工厂共同探讨研究,制定有利于工厂制作和现场安装的编号规则;制定构件清单,能清楚反映到场构件的详细信息;制定螺栓清单,能反映现场所需螺栓的种类、规格、型号、需求日期,以便制定螺栓采购计划。
1.3技术准备钢结构施工的二次转化图一般由钢结构制作、施工单位完成,因此施工单位在施工前必须对设计图纸进行转化,转化成可以指导施工的图纸,尤其是连接节点图。
钢结构在施工前必须编制施工方案,施工方案必须有针对性,能指导工程施工,并且经过有关部门审批。
部分重要专项,如防甩击平台、屋架施工等需编制专项施工方案,并在施工前一个月完成审批。
2.主要构件吊装质量控制2.1桁车梁吊装桁车梁在安装前应完成支座垫铁找平,底板安装时注意校正轴线偏差,为保证支座的标高,减小误差,尽量架设一次水平仪抄完所有标高。
桁车梁吊装前,应检查外观质量,如变形和油漆等,尤其对桁车梁底部承重键的检查。
清理表面污染物,进行破坏油漆的修补和局部校正等工作。
桁车梁采用两点吊装法,两端设置溜绳,地面施工人员在两端拉住溜绳,防止在起吊过程中桁车梁摆动,发生安装方向颠倒。
在桁车梁安装位置的混凝土梁上需有水平安全通道,并有垂直通道与水平通道相通,通道下方有作业人员通过必须在防护栏杆上挂设密目安全网。
2.2 屋架吊装屋架安装前,基础必须抄平,轴线、标高须满足设计要求。

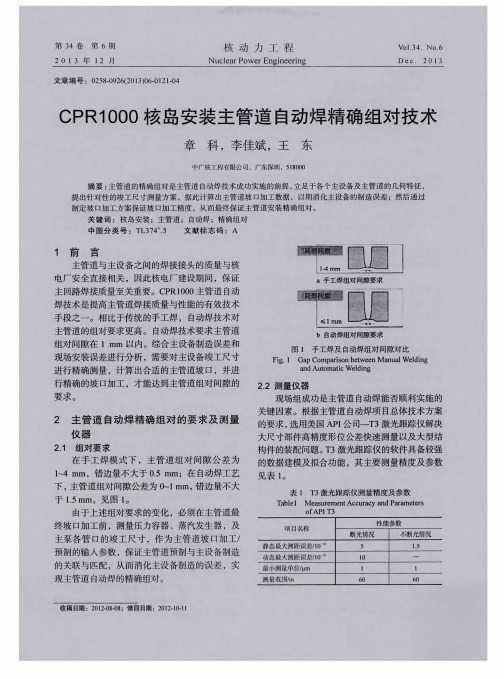
CPR1000核电站核岛主蒸汽管道自动焊工艺研究与实施摘要:CPR1000堆型核电站核岛主蒸汽系统管道焊接属大厚壁管道焊接,一直采用手工组合焊接工艺,要求焊接操作人员具备优秀的技能水平,焊接强度高,是核岛二回路中焊接质量保证的重要一环。
本文主要讲述利用成熟的窄间隙自动焊工艺,模拟核岛主蒸汽管道的焊接的要求与特点,从焊接坡口、工艺参数、焊接过程控制、加热保温装置等方面进行研究,验证窄间隙自动焊工艺的可靠性与可行性,分析具体的实施方案及相关问题的解决措施。
关键词:CPR1000 ;主蒸汽管道;窄间隙;自动焊工艺1.前言CPR1000堆型核电站核岛主蒸汽系统(VVP系统)管道负责把主蒸汽从核岛输送到常规岛,然后供应给主汽轮机及其他用汽设备从而产生电能,在核电站运行中具有举足轻重的作用,其由主蒸汽管道、主蒸汽隔离阀、机械贯穿件、主蒸汽安全阀、防甩支架以及横向限制件等特殊装置组成,特殊装置众多、结构复杂,具有施工技术繁琐和逻辑施工性较强等特点。
CPR 1000核电厂主蒸汽系统管道管径为32″,材质是P280GH,厚度32mm—39mm,主要焊接工艺是采用氩弧焊打底,手工电弧焊填充和盖面的焊接工艺,进行单层多道焊,坡口较宽,熔敷金属填充量大,焊接时需要预热、后热和消除应力热处理,该焊接工艺生产效率低,且焊工的劳动强度大,焊接周期长,更重要的是对焊工技能水平的要求较高,焊接质量不够稳定,容易受技能水平、环境等因素的影响而无法得到有效控制。
焊接过程的自动化,是近代焊接技术的一项重要发展。
它不仅标志着更高的焊接生产效率和更好的焊接质量,而且还大大改善了生产劳动条件。
自动化程度将会成为衡量现代安装行业技术水平的重要标志之一,自动焊工艺的优点是:1.生产效率高,缩短焊接施工周期;2.焊接质量高而且稳定,减少焊缝返修,焊接规范可自动控制调整,保持稳定;3.改善劳动条件,降低劳动强度。
1.主蒸汽管道窄间隙自动焊工艺研究1.焊接设备:在主蒸汽管道窄间隙自动焊工艺研究中,采用GT-VI型自动焊机,该焊机由脉冲逆变焊接电源、监控系统、遥控系统、焊接机头、焊接轨道组成,具备弧长可调节、实时监控、高频脉冲、电弧稳定等功能,能够精确地控制焊接热输入,可以以较低的热输入获得较大的熔深,从而减少了焊接热影响区和焊接变形,满足高质量的焊接需求。
新型核电站环吊牛腿预制施工工法新型核电站环吊牛腿预制施工工法一、前言新型核电站环吊牛腿预制施工工法是一种用于核电站建设的先进施工方法。
该工法以提高施工效率、降低施工成本、保障施工质量为目标,通过先行进行整体组装、检测和调试,然后将整体部件进行预制,最后进行现场拼装等操作,能够大幅度缩短施工周期,提高施工质量。
二、工法特点该工法具有以下几个特点:1、工艺先进:该工法引入了先行组装、预制施工等先进工艺,能够有效提高施工效率。
2、施工周期短:通过预制部件后再行现场拼装,能够大幅度缩短施工周期,提高建设进度。
3、质量可控:预制部件经过严格的工艺流程和质量检测,质量可控,能够保证施工质量。
4、机械化程度高:该工法借助机具设备进行施工,能够提高施工效率和施工质量。
三、适应范围该工法适用于核电站建设中的各个环节,特别是核电站主厂房的结构施工,可以有效提高建设速度和质量。
四、工艺原理1、施工工法与实际工程的联系:通过进行先行组装和预制,把施工工法与实际工程紧密结合,提高施工效率。
2、采取的技术措施:通过先行进行整体组装、检测和调试,然后将整体部件进行预制,最后进行现场拼装等操作,保证施工过程中各个环节的协调和顺利进行。
五、施工工艺1、整体组装:先将各个部件进行整体组装,并进行检测和调试。
2、预制部件:根据整体组装的结果,将各个部件进行预制。
3、现场拼装:将预制的部件进行现场拼装,形成完整的结构体系。
六、劳动组织1、施工人员:需要具备一定的核电站施工经验和技能。
2、工程管理人员:负责整体施工工艺的协调和管理。
3、安全人员:负责施工现场的安全管理和安全教育。
七、机具设备1、吊装设备:用于进行部件的吊装和安装。
2、焊接设备:用于进行部件的焊接和接合。
3、检测设备:用于对组装和预制的部件进行检测和调试。
八、质量控制1、工艺控制:通过严格控制施工工艺,确保各个环节的质量。
2、质检监督:设立独立的质检部门,对施工质量进行监督和检验。
新型核电站环吊牛腿预制施工工法新型核电站环吊牛腿预制施工工法一、前言随着能源需求的增长和环保意识的提高,核能作为一种清洁、高效的能源形式受到了广泛关注。
为了提高核电站的建设效率和质量,新型核电站环吊牛腿预制施工工法应运而生。
本文将对该工法进行详细介绍,包括工法特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点新型核电站环吊牛腿预制施工工法是一种将核电站建设中的关键构件进行预制的工法。
相较于传统施工工法,其具有以下特点:1. 提高施工效率:通过预制工厂化生产,大幅度减少现场施工时间,提高施工效率。
2. 保证施工质量:预制构件在工厂环境下进行生产,能够确保施工质量的稳定。
3. 减少人员劳动强度:预制构件在工厂完成后,可以通过吊装等方式快速安装,减少了现场人工劳动强度。
4. 可重复利用:预制构件可以通过拆除和重新组装的方式实现循环利用,降低了资源消耗。
三、适应范围新型核电站环吊牛腿预制施工工法适用于核电站建设中的各类关键构件,如反应堆厂房、蒸汽发生器等。
四、工艺原理该工法基于工厂预制和现场安装相结合的原理,具体应用中采取了以下技术措施:1. 工厂预制:通过提前在工厂生产合格的构件,减少现场施工时间,保证施工质量的稳定。
2. 模块化设计:将核电站的建筑结构划分为多个模块,每个模块按照标准化设计进行预制,实现批量生产和快速安装。
3. 吊装安装:利用吊装设备将预制构件准确安装到指定位置,确保施工精度。
五、施工工艺施工过程中主要包括以下几个阶段:1. 设计阶段:根据施工需求进行模块化设计,并制定详细的施工方案和施工图纸。
2. 工厂预制:将各个模块化的构件进行预制,包括钢结构件、混凝土构件等。
3. 现场吊装:利用吊装设备将预制构件准确吊装到指定位置,并进行调整和固定。
4. 接地施工:对吊装好的构件进行接地施工,确保安全可靠。
5.安装调试:对吊装好的构件进行连接和调试,确保其功能正常。
煤矿副井筒焊接“牛腿”的安全技术措施一、工程概况我队负责安装的副井筒主排水管路“牛腿”,因部分“牛腿”长短不一,必须将短的加长,需要使用电焊机进行焊接,为确保施工地点安全,特制定本措施,所有施工人员必须严格按照本措施施工。
二、人员组织施工负责人:安全负责人:技术负责人:电钳工:三、施工日期8月5日至8月7日早班四、安全技术措施(一)、电焊机操作安全技术措施1、操作者必须具有基本的电工知识,熟悉电焊机性能结构和掌握防止触电的方法,以及触电的急救方法。
2、在打开电焊机开关前,必须详细检查各接线是否牢固可靠,是否有绝缘损坏、短路、接触不良等现象,电焊钳是否完整无缺。
3、所有焊接设备,包括电焊机及其它金属设备,均应装有可靠的接地线。
4、焊接前清理附近周围5米范围之内杂物,易燃易爆物品。
5、电焊机要放置在易散热的地方,其温度不得超过70℃。
6、当电焊设备通电时,不得触摸导电部分。
7、进行焊接时,电焊工必须带电焊面罩,应用专用的玻璃镜,在焊接时不准随意拿开焊帽,以免伤眼。
8、电焊设备的装设、转动、检查和修理,必须在切断电源的情况下进行。
9、电焊机必须放置在躲避硐内,电缆、电线必须从轨道下面穿过,避免车辆或其他物器压在上面。
10、工作时不许将绝缘电线搭在人身上,或踏在脚下。
11、焊接完毕后,清理场地,洒水熄灭带火星的杂物,必须等60分钟后,方可撤人,随时观察周围的火星,并及时采取措施。
12、电焊工工作结束后,必须把电源切断,机电工及时将电焊机电源从接线开关上卸下,做到人撤电撤,同时将电焊机回收地面。
(二)、一通三防管理1、由通风队配置1名专职瓦检员对施工地点前后及开关附近20米内的瓦斯浓度进行检测,当施工地点空气中瓦斯浓度达到0.5%时必须立即停止作业,切断电源,撤出人员。
2、用φ50mm胶管将水接到施工地点,并保持有20米的余管,施工时每隔30分钟对施工地点进行一次洒水工作,将带火星的杂物及时熄灭,同时将焊接的物件冷却。