车床转塔刀架
- 格式:pdf
- 大小:3.14 MB
- 文档页数:12
车床刀架车床刀架是一种用于固定和支撑车床刀具的设备。
它在车床加工过程中起着至关重要的作用,能够提供稳定和准确的切削操作。
本文将介绍车床刀架的结构、功能、使用方法以及一些常见的车床刀架类型。
一、车床刀架的结构车床刀架通常由底座、导轨、刀柄和刀夹组成。
底座是一个坚固的金属平台,用于固定整个刀架。
导轨是一个水平的平台,位于底座上,用于安装刀柄和刀夹。
刀柄是一个长而细的金属杆,可以在导轨上滑动,并通过刀夹固定刀具。
刀夹是用于安装刀具的装置,可以根据需要固定不同类型和尺寸的刀具。
二、车床刀架的功能1. 支撑刀具:车床刀架可以提供支撑和固定刀具的功能,确保刀具在加工过程中保持稳定和准确的切削。
2. 调整切削深度:通过调整刀柄的位置,可以改变切削工具的位置和深度,以满足不同加工需求。
3. 切削角度调整:一些车床刀架设计可以允许刀具在切削过程中进行角度调整,以实现更复杂的切削操作。
4. 更换刀具快捷:车床刀架提供了一种便捷的方式来更换切削工具。
只需要松开刀夹,取出现有的刀具,然后安装新的刀具,紧固刀夹即可。
三、使用车床刀架的方法1. 安装车床刀架:首先,将底座放置在车床上,并确保它稳固地固定在车床上。
接下来,将导轨安装在底座上,并确保其平整和水平。
最后,将刀柄安装在导轨上,并按照需要安装刀具。
2. 调整切削深度:松开刀夹,将刀柄前后移动,直到达到所需的切削深度。
然后重新紧固刀夹,以固定刀具。
3. 调整切削角度:根据需要,松开刀夹,调整刀具的角度,然后重新紧固刀夹。
4. 更换刀具:松开刀夹,取出现有的刀具。
然后选择适当的刀具,将其安装在刀夹中,并重新紧固刀夹。
四、常见的车床刀架类型1. 固定式车床刀架:这种类型的刀架是最常见和基本的类型。
固定式车床刀架支撑和固定刀具,使其保持稳定而不会发生滑动。
2. 活动式车床刀架:活动式车床刀架允许刀具在加工过程中进行前后或旋转调整。
这种类型的刀架特别适用于需要进行复杂切削操作的情况。
广数车床刀架参数
1. 什么是车床刀架
车床刀架是数控车床上的重要零件之一,通常由车刀座、刀杆、
刀头组成,其作用是固定车刀,并通过数控系统精确调整车刀的位置
和角度。
广泛应用于机械加工、铁路车辆制造、飞机制造、船舶制造
等领域。
2. 车床刀架的分类
根据结构和用途不同,车床刀架可分为各种类型,包括刀塔式刀架、卡盘式刀架、自动换刀式刀架等,其中最常见的是刀塔式刀架,
可根据组合不同数量的车刀座实现多种加工方式。
3. 车床刀架的参数
车床刀架的参数包括刀塔直径、刀座间距、刀头尺寸、刀头角度、刀头材料等,这些参数直接影响着车床的加工能力和工作效率。
如刀
塔直径决定了一次性可装载的刀座数量,刀座间距决定了可使用的刀
具长度,刀头角度和材料则决定了车床的加工精度和使用寿命。
4. 选购车床刀架的注意事项
选购车床刀架时需根据具体加工要求选择适合的型号和参数,并
注意以下几点:
A. 刀塔直径,应根据车床的大小和加工需求确定。
B. 刀座间距,应根据加工件的长度和行程确定合适的刀座数量。
C. 刀头尺寸,应根据加工件的材质和形状选择合适的尺寸。
D. 刀头角度,应尽可能选择大的角度,以提高切削效率。
E. 刀头材料,应选择耐磨性好、硬度高的材料,以提高使用寿命。
以上是车床刀架的基本知识和选购注意事项,车床刀架的选购需
谨慎,选对了对提高工作效率和加工质量具有重要作用。
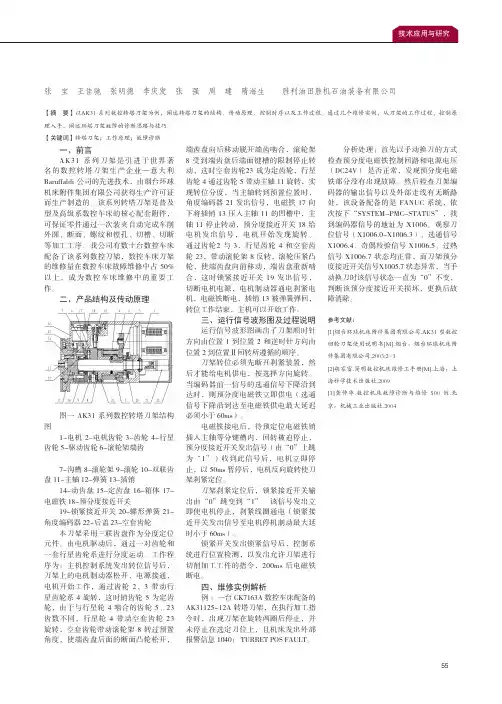
55一、前言A K 31 系列刀架是引进于世界著名的数控转塔刀架生产企业—意大利 Baruffaldi 公司的先进技术,由烟台环球机床附件集团有限公司获得生产许可证而生产制造的。
该系列转塔刀架是普及型及高级系数控车床的核心配套附件,可保证零件通过一次装夹自动完成车削外圆、断面、螺纹和镗孔、切槽、切断等加工工序。
我公司有数十台数控车床配备了该系列数控刀架,数控车床刀架的维修量在数控车床故障维修中占 50%以上,成为数控车床维修中的重要工作。
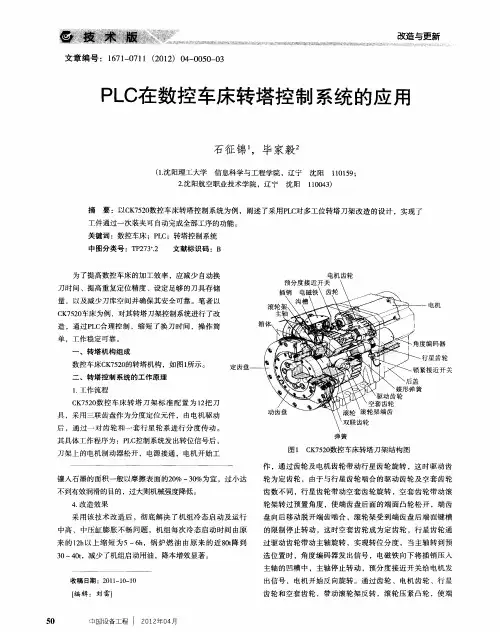
二、产品结构及传动原理图一 AK31 系列数控转塔刀架结构图1-电机 2-电机齿轮 3-齿轮 4-行星齿轮 5-驱动齿轮 6-滚轮架端齿7-沟槽 8-滚轮架 9-滚轮 10-双联齿盘 11-主轴 12-弹簧 13-插销14-动齿盘 15-定齿盘 16-箱体 17-电磁铁 18-预分度接近开关19-锁紧接近开关 20-蝶形弹簧 21-角度编码器 22-后盖 23-空套齿轮本刀架采用三联齿盘作为分度定位元件。
由电机驱动后,通过一对齿轮和一套行星齿轮系进行分度运动。
工作程序为:主机控制系统发出转位信号后,刀架上的电机制动器松开,电源接通,电机开始工作,通过齿轮 2、3 带动行星齿轮系 4 旋转,这时销齿轮 5 为定齿轮,由于与行星轮 4 啮合的齿轮 5、23 齿数不同,行星轮 4 带动空套齿轮 23旋转,空套齿轮带动滚轮架 8 转过预置角度,使端齿盘后面的断面凸轮松开,端齿盘向后移动脱开端齿啮合,滚轮架 8 受到端齿盘后端面键槽的限制停止转动,这时空套齿轮23 成为定齿轮,行星齿轮 4 通过齿轮 5 带动主轴 11 旋转,实现转位分度,当主轴转到预置位置时,角度编码器 21 发出信号,电磁铁 17 向下将插销 13 压入主轴 11 的凹槽中,主轴 11 停止转动,预分度接近开关 18 给电机发出信号,电机开始发现旋转。
通过齿轮2 与 3,行星齿轮 4 和空套齿轮 23,带动滚轮架 8 反转,滚轮压紧凸轮,使端齿盘向前移动,端齿盘重新啮合,这时锁紧接近开关 19 发出信号,切断电机电源,电机制动器通电刹紧电机,电磁铁断电,插销 13 被弹簧弹回,转位工作结束,主机可以开始工作。
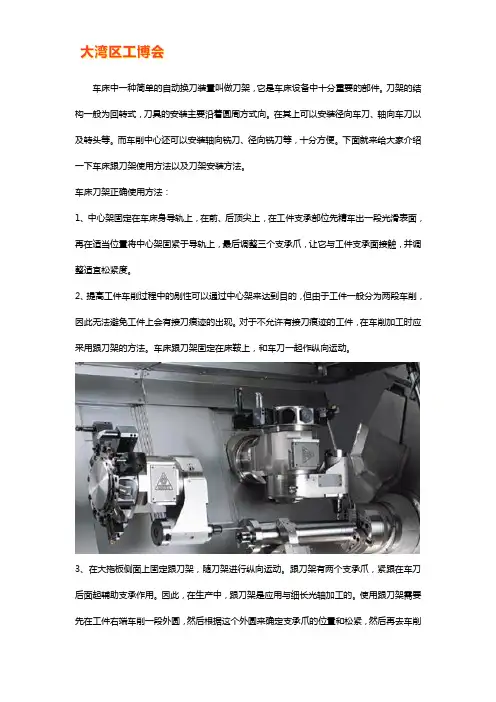
车床中一种简单的自动换刀装置叫做刀架,它是车床设备中十分重要的部件。
刀架的结构一般为回转式,刀具的安装主要沿着圆周方式向。
在其上可以安装径向车刀、轴向车刀以及转头等。
而车削中心还可以安装轴向铣刀、径向铣刀等,十分方便。
下面就来给大家介绍一下车床跟刀架使用方法以及刀架安装方法。
车床刀架正确使用方法:1、中心架固定在车床身导轨上,在前、后顶尖上,在工件支承部位先精车出一段光滑表面,再在适当位置将中心架固紧于导轨上,最后调整三个支承爪,让它与工件支承面接触,并调整适宜松紧度。
2、提高工件车削过程中的剐性可以通过中心架来达到目的,但由于工件一般分为两段车削,因此无法避免工件上会有接刀痕迹的出现。
对于不允许有接刀痕迹的工件,在车削加工时应采用跟刀架的方法。
车床跟刀架固定在床鞍上,和车刀一起作纵向运动。
3、在大拖板侧面上固定跟刀架,随刀架进行纵向运动。
跟刀架有两个支承爪,紧跟在车刀后面起辅助支承作用。
因此,在生产中,跟刀架是应用与细长光轴加工的。
使用跟刀架需要先在工件右端车削一段外圆,然后根据这个外圆来确定支承爪的位置和松紧,然后再去车削光轴的全长。
使用中心架和跟刀架时,工件转速不能太高,并需对支承爪加注机油滑润。
4、跟车床刀架有两爪和三爪之分。
车床采用两爪跟刀架时,车刀给工件的切削抗力使工件紧贴在跟刀架的两个支撑上。
车床进行实际使用的过程中,工件本身会出现一个向下的重力,让工件出现自然扭曲。
因此,车削时工件往往因离心力瞬时离开支撑爪,接触支撑爪而产生振动。
车削细长轴时,三爪跟刀架的使用更加方便,因为使用三个支撑爪的跟刀架,能保证工件不产生移动,车削稳定,不产生振动。
5、跟刀架在使用过程中,需要注意支撑爪对工件的支撑要使用适当的松紧,太松,刚性无法提高,太紧无法保证工件精度。
车床车削过程中,需要定时对支撑爪的松紧程度进行跟踪,发现问题及时调整。
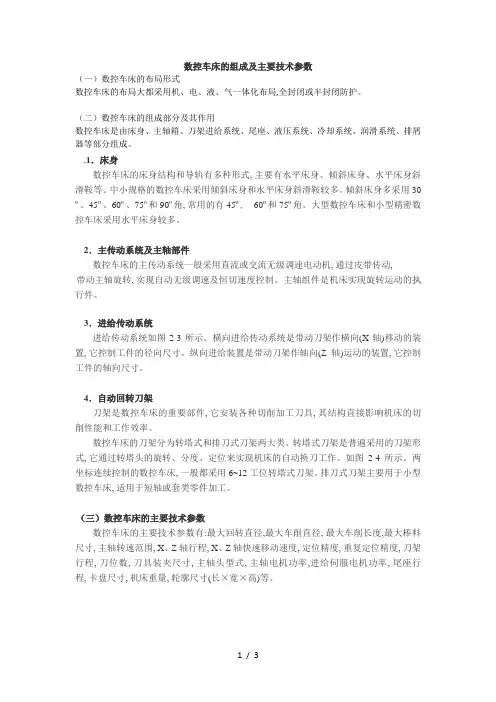
数控车床的组成及主要技术参数(一)数控车床的布局形式数控车床的布局大都采用机、电、液、气一体化布局,全封闭或半封闭防护。
(二)数控车床的组成部分及其作用数控车床是由床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。
.1.床身数控车床的床身结构和导轨有多种形式, 主要有水平床身、倾斜床身、水平床身斜滑鞍等。
中小规格的数控车床采用倾斜床身和水平床身斜滑鞍较多。
倾斜床身多采用30º、45º、60º、75º和90º角, 常用的有45º, 60º和75º角。
大型数控车床和小型精密数控车床采用水平床身较多。
2.主传动系统及主轴部件数控车床的主传动系统一般采用直流或交流无级调速电动机, 通过皮带传动,带动主轴旋转, 实现自动无级调速及恒切速度控制。
主轴组件是机床实现旋转运动的执行件。
3.进给传动系统进给传动系统如图2-3所示。
横向进给传动系统是带动刀架作横向(X轴)移动的装置, 它控制工件的径向尺寸。
纵向进给装置是带动刀架作轴向(Z轴)运动的装置, 它控制工件的轴向尺寸。
4.自动回转刀架刀架是数控车床的重要部件, 它安装各种切削加工刀具, 其结构直接影响机床的切削性能和工作效率。
数控车床的刀架分为转塔式和排刀式刀架两大类。
转塔式刀架是普遍采用的刀架形式, 它通过转塔头的旋转、分度、定位来实现机床的自动换刀工作。
如图2-4所示。
两坐标连续控制的数控车床, 一般都采用6~12工位转塔式刀架。
排刀式刀架主要用于小型数控车床, 适用于短轴或套类零件加工。
(三)数控车床的主要技术参数数控车床的主要技术参数有:最大回转直径,最大车削直径, 最大车削长度,最大棒料尺寸, 主轴转速范围, X、Z轴行程, X、Z轴快速移动速度, 定位精度, 重复定位精度, 刀架行程, 刀位数, 刀具装夹尺寸, 主轴头型式, 主轴电机功率,进给伺服电机功率, 尾座行程, 卡盘尺寸, 机床重量, 轮廓尺寸(长×宽×高)等。
转塔车床工作原理及加工流程 下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!
并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!
Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!
In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!转塔车床是一种高精度、高效率的金属加工设备,主要用于各种轴类、盘类、套类等零件的内外圆柱面、端面、螺纹、圆锥面等加工。下面简要介绍转塔车床的工作原理及加工流程。
数控车床自动回转刀架数控车床自动回转刀架是一种很重要的设备,它在工业生产中起着关键的作用。
它能够自动旋转,实现多种加工模式,适用于各种复杂的加工任务。
本文将详细介绍数控车床自动回转刀架的结构、工作原理、优点和应用领域。
一、结构数控车床自动回转刀架主要由刀架本体、凸轮箱、旋转电机、转台、工件夹持装置、压板等零部件组成。
其中,刀架本体包括底板、前后滑块、前后齿条、刀架盘、液压缸和刀臂等。
二、工作原理数控车床自动回转刀架是利用液压传动机构和电机驱动机构两种机械手段来实现的。
当主轴转动时,凸轮箱随之旋转,转动角度可以根据加工工艺要求任意设定。
刀架盘固定于凸轮箱上,有多个刀架孔,刀臂可根据需要插入不同的刀架孔中。
不同的刀架孔和刀臂的组合,可以实现不同的加工形式。
由液压缸驱动的压板,可以确保工件夹持的安全可靠,同时可以防止工件在加工过程中发生偏移和震动。
通过数控系统编程,可以实现多次加工、飞切、自动调整工件长度以及自动检测刀具磨损等功能。
三、优点1、精度高:由于采用了数控系统,可以精确控制各个动作的位置和角度,从而保证了加工精度。
2、加工效率高:数控车床自动回转刀架可以自动完成多次加工,可大大提高加工效率。
3、灵活性强:可以根据需要选择不同的加工模式,灵活适应不同工作要求。
4、易于操作:数控系统的操作界面友好,方便操作员设置加工参数和监控加工进度。
四、应用领域数控车床自动回转刀架广泛应用于机械加工、航空航天、军工、船舶、汽车、电子和仪器仪表等领域。
它可以完成各种精密小零件的加工工作。
随着数控技术的不断进步和发展,自动回转刀架的功能和应用范围也将不断扩大。
总之,数控车床自动回转刀架是一种非常重要的机械设备,它在工业自动化生产中具有十分重要的作用。
它的优点是精度高、效率高、灵活性强、易于操作等。
它的应用领域非常广泛,可以适用于各种机械加工、航空航天、军工、船舶、汽车、电子和仪器仪表等领域。
TB-0043 REV B 20-August-20101
TECHNICAL BULLETIN #0043ST Lathe Turret ServiceOverview:This procedure explains the ST / SS 20 & 30 lathe gearbox disassemble, reassemble and home switch adjustment during overhaul. Read the procedure in its entirety before doing any work.
Turret clampswitch
Turrethomeswitch
Homeswitchflag
Anti-rotationbracket
Keyed collarTurret unclamp
switch
View of turret with back cover removedGeneral steps of gearbox overhaul procedure:1) Gearbox Disassemble2) Inspect / Replace Internal Parts3) Gearbox Reassemble4) Home Switch Check and Adjustment
Preparation for procedure:1) Power up the machine and home all axes. Jog the wedge assembly to a position where it can be worked on from the right side.
2) Index tool 1 to cutting position (can be verified on Current Command page). Press Emergency-Stop.TB-0043 REV B 20-August-20102
TECHNICAL BULLETIN #0043 Turret at tool and press Emergency Stop3) Disconnect the air supply from the machine. 4) Discharge the residual air pressure in the turret clamp/unclamp system by triggering the solenoid valve with a small screwdriver or a ball point pen several times until the air pressure has been released.
Solenoid valve - manual trigger locationGearbox Disassemble1) Mark and disconnect turret clamp/unclamp air hoses.
Air hose marked with zip ties.TB-0043 REV B 20-August-20103
TECHNICAL BULLETIN #0043 2) Remove the air hose fittings. Note: It is possible that when the fitting is taken out, a short piece of pipe may come out with it.
Removing clamp and unclamp fittings.3) Disconnect the coolant hose and its fittings from the keyed coolant manifold tube.
Remove coolant fittings4) Disconnect turret clamp and unclamp switch connectors. Disconnect all plugs from the connector bracket on the back of the turret, then. Remove the connector bracket from the casting.
Disconnect and remove bracketTB-0043 REV B 20-August-20104
TECHNICAL BULLETIN #0043 5) Disconnect A-axis home switch connector, servo motor connectors and remove motor.
Disconnect and remove motor6) Remove the keyed collar, and remove the key on the coolant tube.
Removing keyed collar.7) Remove coolant tube anti-rotation bracket.
Anti-rotation bracket.TB-0043 REV B 20-August-20105
TECHNICAL BULLETIN #0043 8) Remove A-axis home switch bracket with home switch on it.
Removing home switch bracket.9) Remove home switch flag from the main shaft using a 7/16" open end wrench or crow's foot wrench.
Home switch flag (Crow's foot wrench shown)10) Remove the mounting bolts on the tool turret gearbox end plate.
Removing plate bolts.Note: Do not move the turret clamp and unclamp switches from their positions. TB-0043 REV B 20-August-20106
TECHNICAL BULLETIN #0043 11) Use 3 5/16-18X11/2 SHCS (Haas p/n 40-1715) to evenly remove the end plate out from the gearbox housing.
Note: Once the plate is removed check for spacers that are stuck to the back-side of the plate. Remove and set aside with the other hardware.
12) Remove the gears from the gearbox.
13) Clean the inside of the gearbox and all removed components. Inspect / Replace Internal Parts1) Inspect gears for signs of damage. inspect bolts for deformation.
The following below shows an impact that deformed the teeth on the smaller gear. When an impact is carried on the axis, the smaller gears will show more damage than the larger gears.
Smaller gear-teeth show damage of an impactTB-0043 REV B 20-August-20107
TECHNICAL BULLETIN #0043 The following image shows a larger impact. This impact stressed the bolts that attach the turret shaft gear. in this case the bolts sheared off and left an imprint on the bolt holes as well as deforming the mating surfaces.
Turret shaft gear.2) Finally inspect that the gasket, seals and O-rings for damage. Gearbox Reassemble1) Lightly grease all 3 shafts in the gearbox, end plate shaft seal, O-rings, and dowel pins. Lightly grease the gearbox housing end surface and install the end plate paper gasket on it.
Lubricate the three gearbox shafts