AK21系列数控转塔刀架
- 格式:doc
- 大小:499.00 KB
- 文档页数:17
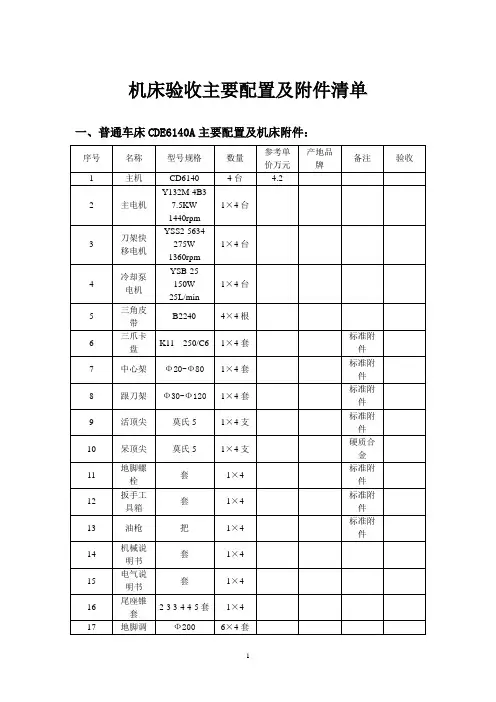
机床验收主要配置及附件清单一、普通车床CDE6140A主要配置及机床附件:二、数控车床CK6140(华中世纪星21T-3)主要配置及机床附件:三、数控车床CK6150(FANUC 0i Mate TD)主要配置及机床附件四、数控车床CK6140(广数980系统)主要配置及机床附件五、A VZ-500(华中世纪星)主要配置及机床附件六、A VL-1020(FANUC 0i Mate MD)主要配置及机床附件机床购置附属协议甲方(购买方):东明县职业中等专业学校乙方(销售方):山东冠泓数控装备有限公司甲乙双方经友好协商,在设备采购过程中通过竞争性谈判,鉴于以下条款,除达成设备采购协议及有关事项外,特达成以下附属协议:1、乙方免费承担“三包”服务期三年以上,免费按买方要求把设备安装调试到位并负责管、线、机油等费用,故障维修2小时响应,24小时到达现场;超三包服务期,乙方仍对设备承担终身服务,甲方只负责零配件费用,其他费用仍由乙方负责;2、乙方免费为甲方培训设备操作维修教师,免费为设备软件升级,免费提供与教学有关的资源,在甲方场地,对甲方专业教师免费进行机床操作培训,理论培训、安全维护保养培训、实训项目培训;甲方派送机床方面专业技术和任课人员,到乙方生产场地,接受技术培训,培训人数:5人/批以内,培训时间:一周;培训内容:机床维修和故障等;甲方参与和监督所购机床精度检验;甲方免费提供食宿等方便条件。
3、乙方免费为甲方参加国、省、市级技能大赛,提供技术支持和资源服务;乙方为甲方免费培训国、省、市等参赛选手和教师,积极协调大赛承办单位,进行现场培训,预先熟悉机床场地,练习,熟悉相关事项和内容。
为甲方提供大赛软件应用方便和优惠等服务;帮助甲方获得尽可能获得好成绩,;大赛选手和教师由乙方选送。
4、甲乙双方本着互利共赢原则共同研究和开发校企合作项目;甲方参加乙方牵头组织的职教集团,免费享受集团提供的教学资源,教材、培训方案等优惠服务;为甲方所在地区树立校企合作典范。
55一、前言A K 31 系列刀架是引进于世界著名的数控转塔刀架生产企业—意大利 Baruffaldi 公司的先进技术,由烟台环球机床附件集团有限公司获得生产许可证而生产制造的。
该系列转塔刀架是普及型及高级系数控车床的核心配套附件,可保证零件通过一次装夹自动完成车削外圆、断面、螺纹和镗孔、切槽、切断等加工工序。
我公司有数十台数控车床配备了该系列数控刀架,数控车床刀架的维修量在数控车床故障维修中占 50%以上,成为数控车床维修中的重要工作。
二、产品结构及传动原理图一 AK31 系列数控转塔刀架结构图1-电机 2-电机齿轮 3-齿轮 4-行星齿轮 5-驱动齿轮 6-滚轮架端齿7-沟槽 8-滚轮架 9-滚轮 10-双联齿盘 11-主轴 12-弹簧 13-插销14-动齿盘 15-定齿盘 16-箱体 17-电磁铁 18-预分度接近开关19-锁紧接近开关 20-蝶形弹簧 21-角度编码器 22-后盖 23-空套齿轮本刀架采用三联齿盘作为分度定位元件。
由电机驱动后,通过一对齿轮和一套行星齿轮系进行分度运动。
工作程序为:主机控制系统发出转位信号后,刀架上的电机制动器松开,电源接通,电机开始工作,通过齿轮 2、3 带动行星齿轮系 4 旋转,这时销齿轮 5 为定齿轮,由于与行星轮 4 啮合的齿轮 5、23 齿数不同,行星轮 4 带动空套齿轮 23旋转,空套齿轮带动滚轮架 8 转过预置角度,使端齿盘后面的断面凸轮松开,端齿盘向后移动脱开端齿啮合,滚轮架 8 受到端齿盘后端面键槽的限制停止转动,这时空套齿轮23 成为定齿轮,行星齿轮 4 通过齿轮 5 带动主轴 11 旋转,实现转位分度,当主轴转到预置位置时,角度编码器 21 发出信号,电磁铁 17 向下将插销 13 压入主轴 11 的凹槽中,主轴 11 停止转动,预分度接近开关 18 给电机发出信号,电机开始发现旋转。
通过齿轮2 与 3,行星齿轮 4 和空套齿轮 23,带动滚轮架 8 反转,滚轮压紧凸轮,使端齿盘向前移动,端齿盘重新啮合,这时锁紧接近开关 19 发出信号,切断电机电源,电机制动器通电刹紧电机,电磁铁断电,插销 13 被弹簧弹回,转位工作结束,主机可以开始工作。
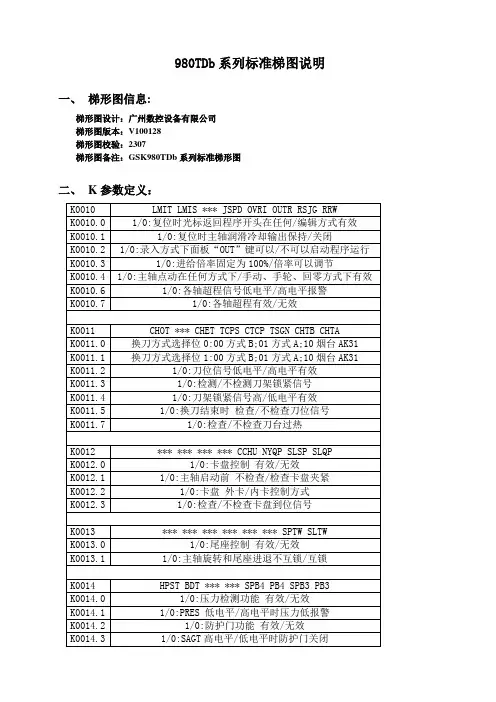
980TDb系列标准梯图说明一、梯形图信息:梯形图设计:广州数控设备有限公司梯形图版本:V100128梯形图校验:2307梯形图备注:GSK980TDb系列标准梯形图二、K参数定义:三、980TDb系统I/O地址定义输出信号Y地址:四、功能说明:4.1尾座控制1、当尾座控制无效(K13.0=0)时,尾座控制M指令将报警;2、当尾座与主轴控制互锁时(K13.1=1)则在启动主轴前会先检测尾座进是否有效,当主轴启动后将不允许尾座退.4.2卡盘控制●相关参数:1、当卡盘控制无效(K12.0=0),执行卡盘控制M指令将报警;2、当检查卡盘夹紧(K12.1=1)时,卡盘未夹紧不可启动主轴,主轴启动后不得松开卡盘;3、K12.2用于选取卡盘夹紧输出是Y1.4还是Y1.5(当K12.2=0时则夹紧输出是Y1.4);4、当K12.3=0则延时参数设置的M代码执行时间后就认为卡盘操作完成,当K12.3=1时则需要检测到卡盘到位信号后才认为操作完成,如果在6S内没有接收到到位信号将报警;5、当DT18不为零时,卡盘输出时间达到DT18设置的时间后将关闭其输出;6、当用输入信号X0.2控制卡盘操作时则要主轴停止并延时D21所设时间后控制方有效.7、K17.7设为1,多主轴功能有效时,不检查卡盘到位信号。
4.3润滑控制1、当DT17不为零则自动润滑有效,此时每间隔DT16设置的时间后将输出润滑(时间为DT17所设);手动及指令也可以开启或关闭润滑输出,开启的时间为DT17所设(如此操作后计时将重新开始);2、自动润滑有效时,如K16.2设为1,则系统一上电就将润滑输出DT17设定的时间,K16.2设为0则上电后将需经过DT16设定的时间后才开始润滑。
3、当DT17=0则手动润滑有效,若参数No.112=0则输出将不会自动关闭,若不为0则输出时间达到N0.112设置的时间后将自动关闭润滑输出;4.4档位S0~S4输出控制开关量控制控制方式下有效。
两齿差外啮合双联行星传动的固有特性分析叶友东;汪凯;周哲波【摘要】An analytical translational-rotational-coupling dynamic model is developed to evaluate the natural characteristics of two teeth difference external compound planet transmission by adopting centralized parameters method.The governing differential equations are established by deriving relative displacement relationships between all motional components, and Matlab is used to calculate and obtain the natural frequencies and free vibration modes of the transmission system.The analysis results show that the vibration modes are classified into rotational mode of the central members, translational mode of the central members and complicate vibration mode of the planetary gears.The vibration modes are different from the NGW planetary transmission, and especially the planetary gears vibration mode are quite complex with several different vibration modes.The research can provide useful reference for preventing resonance, vibration and noise reduction, and structure optimization of the planet transmission mode used in polishing grinding.%为揭示两齿差外啮合双联行星传动的固有特性,采用集中参数法建立了该传动系统的平移-扭转耦合动力学数学模型.通过分析各运动构件间的相对位移关系,建立系统运动的微分方程,用Matlab程序计算获得系统的固有频率和主振型.分析结果表明,该行星传动具有中心构件扭转、中心构件平移和行星轮复杂振动模式,且其主振型与一般NGW行星传动有所不同,尤其是行星轮振动模式更为复杂,具有多种不同振动模式.研究结果可为该行星传动方式应用于抛光磨头时防止共振、减振降噪及结构优化提供参考.【期刊名称】《河北科技大学学报》【年(卷),期】2016(037)006【总页数】7页(P540-546)【关键词】机械零件及传动;双联行星齿轮传动;固有频率;振型;位移【作者】叶友东;汪凯;周哲波【作者单位】安徽理工大学机械工程学院,安徽淮南 232001;安徽理工大学机械工程学院,安徽淮南 232001;安徽理工大学机械工程学院,安徽淮南 232001【正文语种】中文【中图分类】TH132.41两齿差外啮合行星齿轮传动是一种新型传动方式,在中国被成功应用于AK31系列全功能数控转塔刀架和抛光机的抛光磨头中,前者利用该行星传动用以完成刀架的松开、转位和锁紧,减小了刀架的体积,增大了传动机构的转矩,使得刀架设计更趋紧凑,极大地减少了数控车床的安装空间,但刀架在使用过程中仍存在振动幅度较大现象,导致刀具寿命及被加工工件的加工精度的降低[1];后者(如KD268C 抛光磨头)中采用该行星传动实现磨头公转,减少了零件数量,使得磨头内部结构紧凑,减轻了磨头重量,但磨头在使用过程中仍存在振幅较大导致噪音大甚至碎砖现象。

数控转塔刀架的技术现状及发展趋势 近年来,我国数控车床行业在国民经济保持快速发展和继续实施扩大内需的方针形势下取得了很大成绩,呈现出快速发展和进步的良好态势。
作为数控车床的核心功能部件之一,数控刀架虽然取得了较大进步,但与国外的水平相比,仍有一定的差距,成为制约主机发展的瓶颈因素之一。
烟台环球机床附件集团有限公司作为刀架专业化生产厂,作为国内机床附件行业的领头兵,在数控刀架生产开发方面有了较大突破,特别是及时跟踪国外先进技术,不断开发推出新品,满足主机配套发展的需要等方面有了长足发展。
本文介绍了数控转塔刀架基本组成结构,换刀动作及控制原理,数控转塔刀架技术的发展、演变以及目前国外最新技术发展状况和发展趋势,结合本公司从数控刀架技术引进到自主开发生产的历程,特别是近两年开发的伺服电机驱动刀架和采用模块化设计带铣削功能的动力刀架,标志着国内数控刀架向高速化、复合化方向发展,迈出坚实的一步,填补了国内空白。
重点介绍了卧式数控车床、立式数控车床所用的刀架的结构、性能、特点、控制原理;刀盘及刀夹的选择;重点配套厂家。
根据多年销售服务积累的经验,主机电器控制应注意的事项,为提高刀架的可靠性提供保障。
为提高刀架精度和可靠性而采取的技术措施。
通过本文希望有助于主机厂领导、设计人员、销售人员选型和应用,有助于主机的发展。
一、数控刀架基本结构,国外技术的发展演变及最新发展趋势:1、基本结构数控刀架作为数控车床的动作执行部件,其基本结构包括:1.1驱动装置:主要有电机、液压马达、齿轮、齿条。
1.2分度装置:通过机械液压传动结构到所需工位间的转动。
结构主要分为间歇分度结构和连续分度机构。
快速换刀一般选用双向旋转的连续分度机构。
1.3预定位装置:到达所需的工位后,停止分度运动,以便于齿盘正确啮合。
伺服电机驱动刀架,利用伺服电机编码器作为预定位。
1.4松开、刹紧装置:齿盘副的松开刹紧。
为了完成快速刹紧和得到大的刹紧力,松开和刹紧一般选用液压和机械等来实现松开和刹紧。

尊敬的用户:感谢您选用我公司产品。
您在使用本产品以前,请详细阅读本使用说明书,并严格按照使用说明书进行操作。
如有不明之处,请及时与我公司联系,谨防出现意外事故。
联系地址:烟台市芝罘区凤凰台路1号烟台环球机床附件集团有限公司联系电话:************(总机)、6524611传 真:************邮政编码:264002电子信箱:*******************************网 址:编制日期:2007-10-12特别注意:1.要求预分度电磁铁、制动线圈配置单独电源(容量不小于100VA);编码器、传感器要求使用系统电源,且与系统之间连接不能有中间继电器; 2.刀架电机的保护:(1)刀架转位过程中,一定时间内找不到工位时,电机断电(AK3180、AK31l00、AK31125三种规格为6秒,AK31160、.AK31200两种规格为10秒);(2)预分度电磁铁通电后1.5秒钟,如果见不到预分度传感器信号,应立即给电机断电;(3)刀架电机反转锁紧过程中,2秒钟之内见不到锁紧传感器信号,应立即给电机断电;3.刀架电机上的温控保护不能直接接到系统板上,应通过中间继电器控制;4.发生刀架转不到位时,应重新转动,并且必须沿故障前的转向旋转; 5.预分度电磁铁芯杆表面要定期(6个月)注人l-3滴润滑油(见图1件17)。
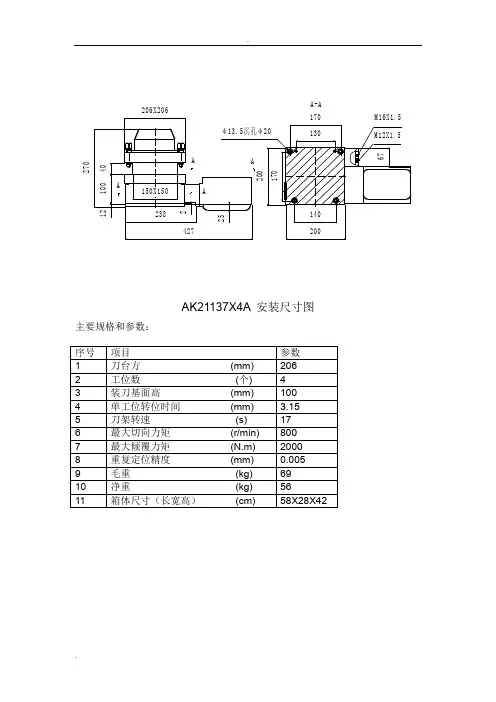
目录1产品的用途、特点及规格参数 (1)1.1用途 (1)1.2特点 (1)1.3主要规格参数(见表1) (1)2 产品结构及传动原理 (2)3 产品的安装 (4)3.1刀架的安装尺寸参照图3及表2 (4)3.2刀架的安装 (5)3.3刀盘的安装 (5)3.4 冷却液的输入 (6)3.5刀架两侧的允许钻孔深度 (7)4 电器布置、接线 (8)4.1刀架电器部件分布图(见图7) (8)4.2 电机 (8)4.2.1 电机参数(见表5) (8)4.2.2 制动器 (8)4.2.3 温控开关 (8)4.3 编码器真值表 (9)4.4 电器件引线位置表 (9)4.5 编码器、接近开关的输出接口方式(见图8) (10)5 运行信号波形图及说明 (10)5.1 运行信号波形图 (10)5.2 运行过程说明 (11)6 产品性能参数图表 (11)6.1各方向力允许最大值图表 (11)6.2 刀具干涉图表 (12)7 刀架的调试、维护 (13)7.1刀架的润滑 (13)7.2更换冷却液套 (13)7.3更换电机 (14)7.4更换编码器 (14)7.5 调整与更换预分度接近开关 (15)7.6 更换预分度电磁铁 (16)7.7 调换锁紧接近开关 (16)8 注意事项及常见故障排除 (17)8.1 (17)8.2 (17)8.3 故障及排除表 (17)9 通用刀盘尺寸图 (19)1产品的用途、特点及规格参数1.1用途本刀架系引进世界著名数控转塔刀架生产企业-意大利Baruffaldi公司的先进技术,并获得其生产许可证而生产制造的。
工时定额管理办法(暂行)第一章总则第一条工时定额是贯彻按劳分配原则,合理配置人力资源,定岗、定员,成本核算,工资待遇,提高生产效率的重要依据,是企业管理的基础工作。
为强化工时定额管理,使定额管理规范化、制度化,特制订本办法。
第二章工时定额的适用范围第二条本办法适用于公司所有定型产品、新产品、产品返修及零星作业定额工时的制定及修订。
第三章工时定额制定第三条人力资源部是工时定额制定的主管部门。
第四条工时定额制定的原则是先进、合理、公正、公平。
第五条工时定额制定的方法是以产品图纸、工艺文件为依据,参照原机械工业部颁布的《机械行业劳动定额标准》,结合公司实际情况,采用工时(技术)测定法、类推比较法、统计分析法、定期资料分析法、经验评估法等。
第六条产品定额员负责制定公司各类产品、产品返修及零星作业的工时定额,对工时定额资料的完整性和准确性负责。
第七条工装制作(修理)、设备修理、热加工工时定额由人力资源部授权的部门(单位)分支定额员负责制定。
第四章工时定额管理第八条人力资源部是工时定额管理的主管部门。
第九条产品定额员负责工时定额的日常管理、统计分析工作,检查、督促工时定额管理、执行情况并提出整改意见。
第十条公司所有执行工时定额的部门(单位)应严格执行人力资源部门制定的工时定额,不允许擅自调整、更改。
第十一条各执行工时定额的部门(单位)应认真执行辅助工时,对生产过程中发生的辅助工时应据实出具和统计,不允许将辅助工时变更为其他工时。
第十二条生产过程中各工序(含配车、配磨、临时修理等)均应执行定额工时,不允许出现实销工时。
第十三条生产过程中改变原工艺确定的加工设备,工艺人员应下达《临时脱离工艺规程通知单》,定额员根据具体情况确定定额工时。
第十四条零部件在加工过程中因操作者自身原因造成返修不予支付返修工时;因上道工序加工质量原因产生的返修工时由上道工序操作者承担。
第十五条公司的各类产品依据图纸、工艺完善情况、生产组织差异,划分为常规产品和非常规产品。
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201620713640.1(22)申请日 2016.07.07(73)专利权人 宝鸡忠诚机床股份有限公司地址 721013 陕西省宝鸡市高新开发区东区高新一路2号(72)发明人 王建军 李小飞 苏忠堂 李文祥 (74)专利代理机构 宝鸡市新发明专利事务所61106代理人 席树文(51)Int.Cl.B23Q 11/10(2006.01)B23B 21/00(2006.01)(ESM)同样的发明创造已同日申请发明专利(54)实用新型名称用于数控车床转塔刀架的定压式高压中心出水结构(57)摘要本实用新型提供一种用于自动化联线数控车床转塔刀架的定压式高压中心出水结构。
数控车床对转塔刀架内部对固定轴上形成两路流体回路,其中,第一路通压力油,由固定轴进入分液轴形成压力油腔推动出水轴向前移动,与旋转法兰贴合密封;第二路通高压高压冷却液,由固定轴进入分液轴,再由分液轴进入出水轴,此时因第一路压力油推动出水轴已于旋转法兰贴合密封故切削液由出水轴进入旋转法兰并经过旋转法兰进入刀盘,最后高压冷却液经刀盘内出水口流出。
本实用新型提供的用于自动化联线数控车床转塔刀架的定压式高压中心出水结构能够简单有效对解决数控车床车削过程中刀具及零件的高压冷却问题,充分的利用了转塔刀架内部空间。
权利要求书1页 说明书3页 附图1页CN 205904775 U 2017.01.25C N 205904775U1.一种用于自动化联线数控车床转塔刀架的定压式高压中心出水结构,其特征在于:数控车床对转塔刀架内部对固定轴上形成两路流体回路,其中,第一路通压力油,由固定轴进入分液轴形成压力油腔推动出水轴向前移动,与旋转法兰贴合密封;第二路通高压高压冷却液,由固定轴进入分液轴,再由分液轴进入出水轴,此时因第一路压力油推动出水轴已于旋转法兰贴合密封故切削液由出水轴进入旋转法兰并经过旋转法兰进入刀盘,最后高压冷却液经刀盘内出水口流出。