设备点检标准样表(格式)
- 格式:xlsx
- 大小:13.00 KB
- 文档页数:2
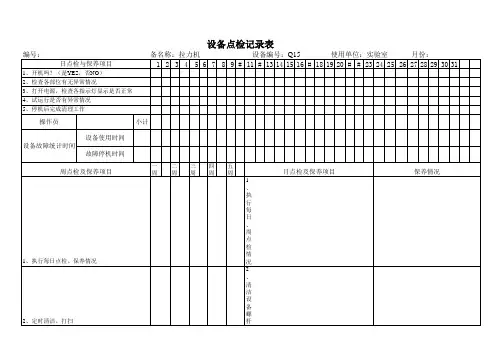

点检图示
序
号
点检部位点检项目点检方法判断标准频次异常处理责任人
5连接电线表面目视电线无磨损、走动时电线整齐1次/班上报操作工
7导轨和集电器表面
目视
手动检查
走动时无卡住现象、无异响1次/班上报操作工8
9
10
11
12
13
14
15
16
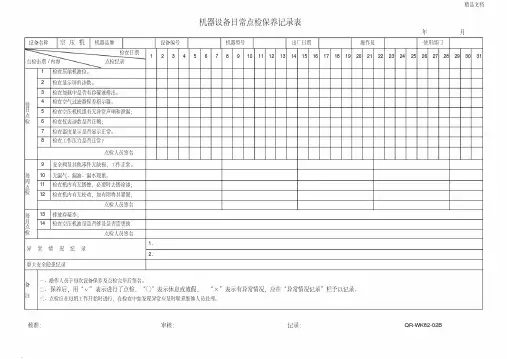
设备日常点检保养标准
操作工
操作工
操作工
操作工
操作工
上报
目视手动
检查
目视手动
检查
目视
手动检查
编制: 审核: 会签: 批准:
1次/班
1次/班
1次/班
1次/班
1次/班
上报
上报
上报
上报目视手动
检查
目视
表面无破损、按钮和行车实际
走向相同
安全开关上下极限正常、左右
挡块正常
钓钩完好、轮盘完好、钓钩停
车时无自动下滑
无严重磨损、断丝
走动时无卡住现象
钓钩钢丝绳
活动滑轮
表面、按
钮
安全开关
钓钩、轮
盘
表面
动作
有限公司 文件编号:使用部门:冲压车间 设备名称:电动单梁起重机 设备编号: 设备类别: 日期:年月
1 2 3 4
6操作手柄、手柄线
安全装置
12 33
4
6
57。
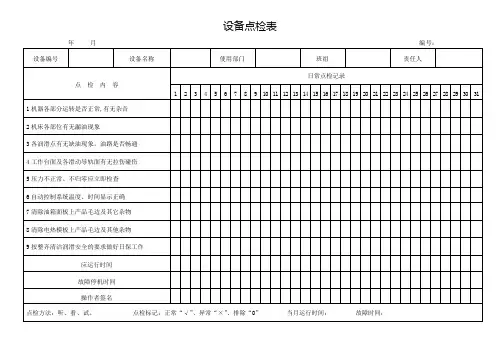
机械设备日常点检表模板机械设备日常点检表模板该模板旨在帮助机械设备的操作人员进行日常点检,确保设备安全运行,避免意外事故的发生。
设备名称:______________________________________________________ __设备编号:______________________________________________________ __点检日期:______________________________________________________ __点检人员:______________________________________________________ __序号检查内容点检结果备注1 外观检查□正常□有异常________________________2 温度检查□正常□有异常________________________3 润滑系统□正常□有异常________________________4 过滤器检查□正常□有异常________________________5 带状材料□正常□有异常________________________6 传动系统□正常□有异常________________________7 液位检查□正常□有异常________________________8 控制系统□正常□有异常________________________9 安全设备□正常□有异常________________________点检结果说明:正常:点检的设备功能正常,无明显故障。
有异常:点检的设备出现了故障或者异常情况。
具体情况需要在备注栏里详细描述。
备注:点检人员需要在该栏里,填写本次点检的特殊情况或者需要注意的事项。
如果出现了异常,也需要详细说明出现的情况和需要采取的措施。
点检频率:日常点检频率可以根据设备的情况和使用频率制定。
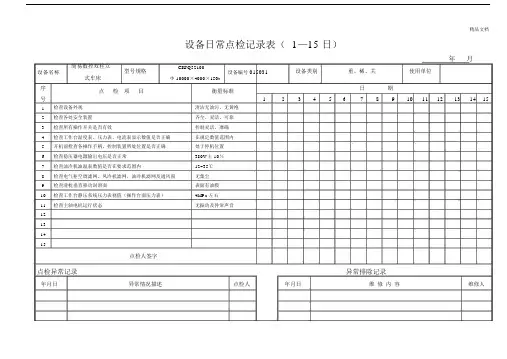
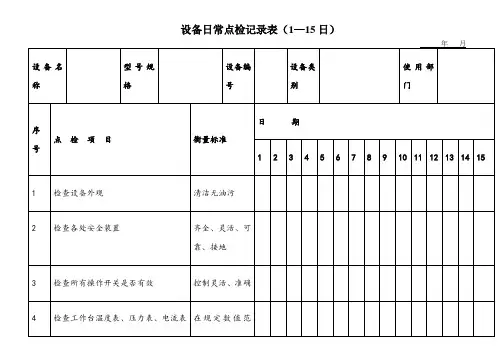
精品文档设备日常点检记录表(1—15 日)年月简易数控双柱立型号规格CKJQ52100设备类别重、稀、关使用单位设备名称设备编号015031式车床Φ 10000×4000×150t序点检项目衡量标准日期号2345678910111213141511检查设备外观清洁无油污、无黄袍2检查各处安全装置齐全、灵活、可靠3检查所有操作开关是否有效控制灵活、准确4检查工作台温度表、压力表、电流表显示数值是否正确在规定数值范围内5开机前检查各操作手柄、控制装置所处位置是否正确处于停机位置6检查稳压器电源输出电压是否正常380V ± 10%7检查油冷机油温表数值是否在要求范围内12~35℃8检查电气柜空调滤网、风冷机滤网、油冷机滤网及通风窗无集尘9检查滑枕垂直移动润滑面表面有油膜10检查工作台静压系统压力表视值(操作台面压力表)4MPa 左右11检查主轴电机运行状态无振动及异常声音12131415点检人签字点检异常记录异常排除记录年月日异常情况描述点检人年月日维修内容维修人说明: 1、每日点检项目,点检者应在上班前30 分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×” ,并在点检异常记录栏内描述。
设备日常点检记录表(16—31 日)年月简易数控双柱立式型号规格CKJQ52100015031设备类重、稀、关使用单位设备名称设备编号别车床Φ10000×4000×150t序点检项目衡量标准日期号171819202122232425262728293031161检查设备外观清洁无油污、无黄袍2检查各处安全装置齐全、灵活、可靠3检查所有操作开关是否有效控制灵活、准确4检查工作台温度表、压力表、电流表显示数值是否正确在规定数值范围内5开机前检查各操作手柄、控制装置所处位置是否正确处于停机位置6检查稳压器电源输出电压是否正常380V ±10%7检查油冷机油温表数值是否在要求范围内12~35℃8检查电气柜空调过滤网、风冷机滤网、油冷机滤网及通风窗无集尘9检查滑枕垂直移动润滑面表面有油膜10检查工作台静压系统压力表视值(操作台面压力表)4MPa 左右11检查主轴电机运行状态无振动及异常声音12131415点检人签字点检异常记录异常排除记录年月日异常情况描述点检人年月日维修内容维修人说明: 1、每日点检项目,点检者应在上班前30 分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×” ,并在点检异常记录栏内描述。
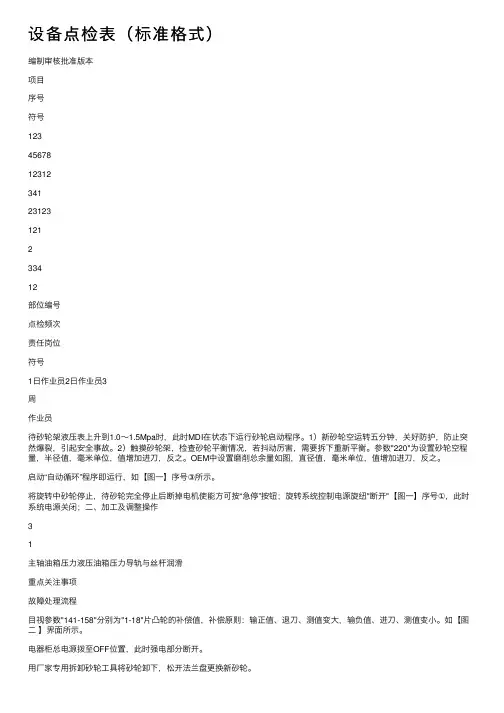
设备点检表(标准格式)编制审核批准版本项⽬序号符号123456781231234123123121233412部位编号点检频次责任岗位符号1⽇作业员2⽇作业员3周作业员待砂轮架液压表上升到1.0~1.5Mpa时,此时MDI在状态下运⾏砂轮启动程序。
1)新砂轮空运转五分钟,关好防护,防⽌突然爆裂,引起安全事故。
2)触摸砂轮架,检查砂轮平衡情况,若抖动厉害,需要拆下重新平衡。
参数"220"为设置砂轮空程量,半径值,毫⽶单位,值增加进⼑,反之。
OEM中设置磨削总余量如图,直径值,毫⽶单位,值增加进⼑,反之。
启动“⾃动循环”程序即运⾏,如【图⼀】序号③所⽰。
将旋转中砂轮停⽌,待砂轮完全停⽌后断掉电机使能⽅可按“急停”按钮;旋转系统控制电源旋纽"断开"【图⼀】序号①,此时系统电源关闭;⼆、加⼯及调整操作31主轴油箱压⼒液压油箱压⼒导轨与丝杆润滑重点关注事项故障处理流程⽬视参数"141-158"分别为"1-18"⽚凸轮的补偿值,补偿原则:输正值、退⼑、测值变⼤,输负值、进⼑、测值变⼩。
如【图⼆】界⾯所⽰。
电器柜总电源拨⾄OFF位置,此时强电部分断开。
⽤⼚家专⽤拆卸砂轮⼯具将砂轮卸下,松开法兰盘更换新砂轮。
确认上、下减振垫是否完整,反之更换,对⾓逐步拧紧螺钉,防⽌单向受⼒更换后必须⽤⼩⽊锤敲击砂轮的边缘,确保砂轮装机前没有开裂。
装上平衡⼼轴将砂轮放置平衡架上,调整平衡块,使砂轮⼈为旋转在任意⼀⾓度即可静⽌,则砂轮静平衡已经调整好。
2B、【设备点检作业标准】——记录⽂件《设备点检表》三、安全及异常处理适⽤机型宁波圣龙汽车零部件有限公司设备操作、点检、保养作业标准4更换⼑具尺⼨调整产品换型12常见异常A.【设备操作作业标准】——操作“应知”“应会”内容CNC8312⽅法及要点说明图⽰及指⽰说明设备名称停电关机后,⾸次启动"⾃动循环"应单断并进给倍率不⾼于50%状态下执⾏程序。
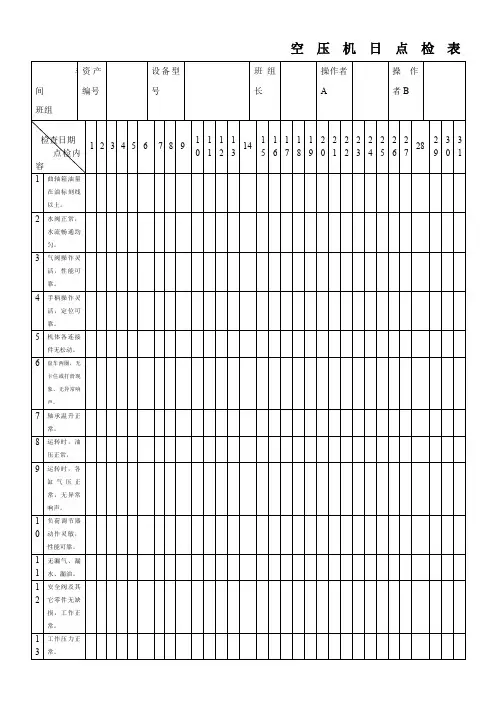
空压机日点检表
年月日
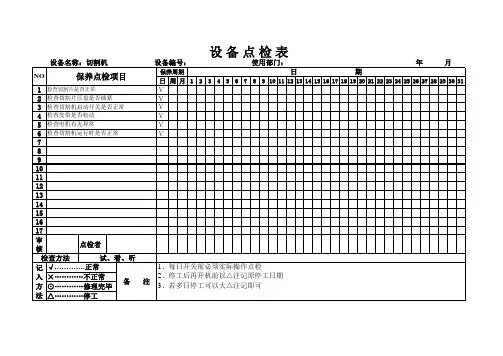
工具磨床日点检表
年月日
压力机日点检表
年月日
数控车床日点检表
年月日
普通车床日点检表
年月日
平面磨床日点检表
年月日
无心磨床日点检表
年月日
滚丝机床日点检表
年月日
外圆磨床日点检表
年月日
高频设备日点检表
年月日
调直机日点检表
年月日
碰焊机日点检表
年月日
钻床日点检表
年月日
铣床日点检表
年月日
拉床日点检表
年月日
电阻焊机日点检表
年月日
交流弧焊机日点检表
年月日
冲床日点检表
年月日
压力机日点检表
年月日
钻床日点检表
年月日。
设备点检表格式设备点检表格式*****************有限公司设备点检表格式。
设备点检表格式。
设备点检表格式。
设备点检表设备点检表格式。
页次/页码:第二篇:《试用期转正申请书范文3篇》试用期转正申请书(一)我于5月12号成为公司的试用员工,至今已近3个月,根据公司规章制度,现申请转为公司正式员工。
在这期间是我人生中弥足珍贵的经历,也给我留下了精彩而美好的回忆。
使我能够这么快的熟悉这一切,首先离不开领导对我的栽培和指导;同时也离不开同事对我无私的关怀和帮助。
从内心而言,我在这里感觉到公司的融洽工作氛围,团结向上的企业文化。
在岗实习期间,在领导和同事的耐心指导下,使我在较短的时间内适应了公司的工作环?,也熟悉了公司的整个操作流程。
也为我有机会成为xx的一份子而惊喜万分。
在本部门的工作中,我一直严格要求自己,认真及时做好领导和客户布置的每一项任务,同时严格要求下属做好本职工作;利用自己在别的公司好的管理方法应用到工作中去,培训下属能及时反映问题及处理问题的能力。
经过近三个月,我现也能够独立处理本职工作,能对车间问题进行简单分析处理,并与i qc工程师一起处理相关来料品质问题,与生产主管沟通协调相关品质问题的处理方法,纠正产线相关作业不当(人,机,料,法,环)造成的品质问题,把制程中存在的问题降低到最小。
我在工作过程中充分做到认真,负责,主动的了解生产现场情况。
和组长及巡检的沟通,使我了解了她们内心的真实想法和对工作和认识及看法;经过一段时间的观察让我清楚了车间生产管理的不足。
通过全面的了解,我认为员工整体品质意识不强,巡检工作力度不够,主要原因我认为在于细节不够完善。
集中体现在以下几个方面:1、产线制程返工较多。
年月区分项检查时机管理▲作业前1作业前2作业前3作业前4作业前5作业前6作业前7作业后8作业后9作业后10作业后11发现异常12发现异常13发现异常其它14作业中123456789101112131415161718192021222324252627282930311作业前2作业前3作业前4作业前5作业前6作业前7作业后8作业后9作业后10作业后11发现异常12发现异常标记:保养维护工具:角向磨光机、7寸抛光机、5寸砂光机、平板锉、小锤、辅助夹具 辅材:白托盘、尼龙搭扣(7寸)、搭扣托盘(5寸)、搭扣砂碟(7寸)、背绒砂纸片(5寸)设备点检检查部位试运行、手检用机油壶由进气口注油润滑。
(机械油)发现其它异常发生异常时的措施流程班别:设备点检5S管理部门:车间:班组:□夜班□白班□中班两次/班一次/班照明装置电源、气源7寸抛光机5寸砂光机电动工具运转正常。
目检、手检有无漏气、漏电及损坏部位。
除尘装置读压力表压力范围:0.6-0.8Mpa,定期清理滤清杯内积水。
目检、手检目检、手检有无损坏、位置、信号是否正常。
除尘电机运转正常,排尘孔有吸气力量。
管理内容高效脉冲打磨除尘设备设 备 型 号 表:设 备 编 号日期:管路,线路机油壶加油用机油壶由进气口注油润滑。
(机械油)设 备 点 检 指 导 书试运行照明工具运行正常。
空气压力设备及周边按钮(开关)类确认方法检查部位保养维护5S管理担当项目夹具设 备 名 称更换角向磨光机碳刷除尘箱清理备注一次/班一次/班一次/班出现异常按异常流程执行及时进行一次/班一次/班一次/班一次/班周期一次/班一次/班一次/班按异常流程执行,通知相关人员。
接电装置机油壶加油操作者TPM检查表目视是否关断。
设备操作者试运行一次/班目视是否清理干净。
目视螺母、螺栓、定位销是否松动,辅助夹具工位是否正常。
打开除尘箱,将垃圾盘内的尘土清理干净,禁止用气清理。
检查、填写一式一份(月初更换)。