齿轮模具设计及制作标准
- 格式:doc
- 大小:177.50 KB
- 文档页数:5
环球市场工程管理/-245-齿轮模具的设计与制造孙伯明兰州飞跃农机有限公司前言:目前,国内外生产的塑料编织机械设备上,有许多注塑件,为了形成成品的系列化,需要开发许多塑料模具。
开发过程中,齿轮模具是一个难点,就目前的加工手段,加工齿轮模腔有两种方法:一种是用插齿机,另一种是用微控电火花线切割机成型。
笔者就电火花线切割机成型,进行了研究和实践,加工出了合格的产品。
为此,整理成文供同行参考。
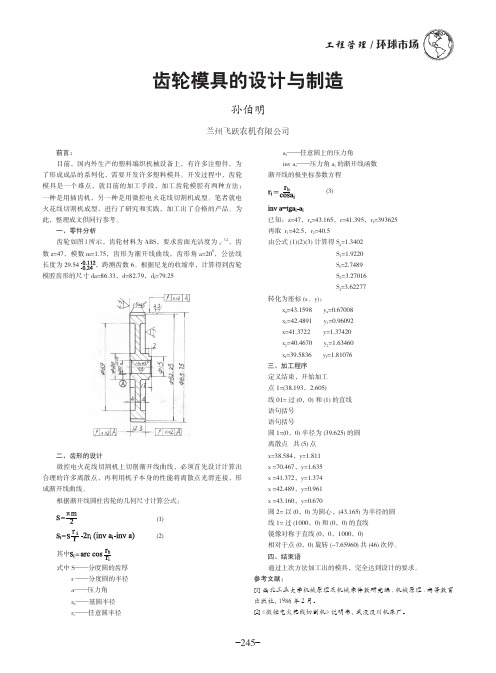
一、零件分析齿轮如图l 所示,齿轮材料为ABS,要求齿面光洁度为√3.2,齿数z=47,模数m=1.75,齿形为渐开线曲线,齿形角a=200,公法线长度为29.54,跨测齿数6。
根据尼龙的收缩率,计算得到齿轮模腔齿形的尺寸da=86.33,d=82.79,d f=79.25二、齿形的设计微控电火花线切割机上切削渐开线曲线,必须首先设计计算出合理的许多离散点,再利用机子本身的性能将离散点光滑连接,形成渐开线曲线。
根据渐开线圆柱齿轮的几何尺寸计算公式:(1)(2)其中式中S——分度圆的齿厚 r ——分度圆的半径 a——压力角 r b ——基圆半径 r i ——任意圆半径a i ——任意圆上的压力角 inv a i ——压力角a i 的渐开线函数渐开线的极坐标参数方程(3)已知:z=47,r a =43.165,r=41.395,r f =393625再取 r 1=42.5,r 2=40.5由公式(1)(2)(3)计算得S a =1.3402 S 1=1.9220 S r =2.7489 S 2=3.27016 S f =3.62277转化为座标(x、y):x a =43.1598 y a =0.67008x 1=42.4891 y 1=0.96092x=41.3722 y=1.37420x 2=40.4670 y 2=1.63460x f =39.5836 y f =1.81076三、加工程序定义结束,开始加工点1=(38.193,2.605)线01=过(0,0)和(1)的直线语句括号语句括号圆1=(0,0)半径为(39.625)的圆离散点 共(5)点x=38.584,y=1.811x =70.467,y=1.635x =41.372,y=1.374x =42.489,y=0.961x =43.160,y=0.670圆2=以(0,0)为圆心,(43.165)为半径的圆线1=过(1000,0)和(0,0)的直线镜像对称于直线(0,0,1000,0)相对于点(0,0)旋转(-7.65960)共(46)次停。

齿轮模具设计要点齿轮模具设计是机械制造中的重要环节,它直接关系到齿轮的质量和使用效果。
在进行齿轮模具设计时,需要注意一些要点,以确保设计的高质量和高效率。
以下是一些关键要点。
1. 确定齿轮的类型和规格在进行齿轮模具设计之前,首先需要确定所需齿轮的类型和规格。
不同的齿轮类型和规格具有不同的设计要求和特点。
例如,斜齿轮和直齿轮的设计要求不同,外齿轮和内齿轮的设计要求也不同。
2. 选择合适的材料齿轮模具的材料选择直接影响到齿轮的质量和使用寿命。
在选择材料时,需要考虑齿轮的使用环境、工作条件和负荷情况。
常见的齿轮模具材料包括高强度合金钢、铸铁和铜合金等。
3. 确定齿轮的参数齿轮的参数包括齿轮的模数、齿数、压力角等。
这些参数的选择直接影响到齿轮的传动比、负荷能力和噪声水平等。
在确定这些参数时,需要充分考虑齿轮的使用要求和制造工艺。
4. 进行齿轮副的配合设计齿轮副的配合设计是齿轮模具设计的核心内容之一。
在进行配合设计时,需要确定齿轮的间隙、啮合角和啮合系数等参数。
这些参数的选择应使齿轮副具有良好的传动效率、稳定性和寿命。
5. 考虑齿轮的制造工艺齿轮模具设计还需要考虑齿轮的制造工艺。
不同的制造工艺对齿轮的形状、尺寸和质量有不同的要求。
在设计齿轮模具时,需要充分考虑齿轮的制造工艺,以确保齿轮的加工精度和质量。
6. 进行齿轮的强度计算齿轮的强度计算是齿轮模具设计的重要环节之一。
在进行强度计算时,需要考虑齿轮的载荷、速度、工作时间和材料强度等因素。
通过强度计算,可以评估齿轮的可靠性和安全性。
7. 进行齿轮的动力学分析齿轮的动力学分析是齿轮模具设计的重要内容之一。
在进行动力学分析时,需要考虑齿轮的运动特性、动力学特性和振动特性等因素。
通过动力学分析,可以评估齿轮的运动平稳性和动态性能。
8. 进行齿轮的磨削和热处理设计齿轮的磨削和热处理设计是齿轮模具设计的关键环节之一。
在进行磨削和热处理设计时,需要考虑齿轮的磨削方法、磨削参数和热处理工艺等因素。

塑料齿轮的设计和制造介绍一、引言塑料齿轮具有体积小、重量轻、耐磨损、噪音低等优点,已经在许多领域广泛应用。
齿轮设计和制造是塑料齿轮生产的重要环节。
在实际应用中,塑料齿轮的设计、材料的选择和工艺的制造都是关键因素。
本文将从塑料齿轮的设计和制造两个方面进行介绍。
二、塑料齿轮的设计1、选择材料塑料齿轮的材料选择非常重要。
目前塑料齿轮主要采用的材料有聚酰胺、聚氨酯、聚甲醛等。
不同的材料对于齿轮的性能有着不同的影响,需要根据具体需求进行选择。
2、确定齿轮的类型塑料齿轮一般分为两种类型:割合齿轮和直齿轮。
割合齿轮具有齿面接触面积小,噪音小,适用于高速、小扭矩的场合;而直齿轮则具有齿面接触面积大,适用于低速、大扭矩的场合。
因此,在设计齿轮时,需要根据具体场合来确定齿轮的类型。
3、确定齿轮参数齿轮参数包括外径、模数、压力角、齿数等,不同的参数对于齿轮的性能有着不同的影响。
外径、齿数和模数的比例,决定了齿距和齿高,影响到齿轮的强度和耐疲劳性。
压力角的大小越大,齿面越强,但是噪音也会相应增加。
4、计算齿轮的几何尺寸计算齿轮的几何尺寸是确定齿轮型号、样板与模具结构及制造工艺的前提。
具体计算可以通过专业的齿轮计算软件进行,也可以手工计算。
计算结果需要考虑到材料的机械性能和齿轮工作状态,以保证齿轮的工作强度和寿命。
三、塑料齿轮的制造1、模具设计和制造塑料齿轮的制造需要使用模具进行成型。
模具设计要考虑到成形的材料,以及齿轮的几何参数。
常用的模具材料有钢、铝合金、铜合金或骨架塑料等,不同的材料适用于不同的齿轮尺寸和形状。
制造模具一般采用数控加工,可以确保模具的精度和质量,以便成形的齿轮能够符合设计要求。
2、塑料齿轮成型制造塑料齿轮的成型方式主要有注塑成型和挤出成型两种。
注塑成型的优点是成形精度高、表面光滑、材料利用率高,但是需要投入大量的设备和投资,适用于批量生产。
挤出成型则比较适用于小批量生产,成本相对较低,但是成形精度和表面光滑度较低。
齿轮模具设计专业班级: ______________________姓名: _______________________________ 学号: _____________________________指导教师: ______________________________ 设计时间: _______________________________物理与电气工程学院2015年6月20日F面一图1-1所示的齿轮为例,介绍CREO2.0模具设计的一般过程。
图1-1齿轮模型1.1.1参照零件的布局(1)启动CREO2.0,执行“文件”中的“设置工作目录”命令,选择一个合适的工作目录。
(2)选择下拉菜单“文件”,“新建”命令对话框。
在“新建”对话框中的“类型”选项中选择“制造”,“子类型”中选择“模具型腔”,在名称文本框中输入模具型腔的文件名为“ chuitou,同时取消选择“使用默认模板”复选框,如图1-2所示。
单击“确定”按钮,在弹出的“新文件选项”对话框,选择“ mmn s_mfg_mold ”模板,如图1-3所示。
单击“新文件选项”对话框中的“确定”按钮,进入模具设计模块。
图本石二4 m 3一匡览亠亠一蚁宰 和总零渎制红格捉布记标 Fxa p%虫 C1B 卡冋鱼 SOOOOOO阪宝件 •掘貝型腔 Ejcpizt :»L "1 皿皿了臭里(3)单击“模具制造“工具栏上的“模具型腔布局”按钮总,弹出“打开” 对话框,同时弹出“布局”对话框,如图1-4所示。
(4)在“打开”对话框中选择“ chuitou.prt”零件后,单击“打开”按钮,弹出“创建参照模型”对话框,如图1-5所示。
在“创建参照模型”对话框中选择“按参照合并”单选框,单击“确定”按钮接受默认的参照模型名称。
(5) 单击“布局”对话框中的“参照模型起点与定向”选项区域中的拾取箭头,出现浮动参照模型窗口,同时出现“坐标系类型”菜单管理器,如图1-6所示。

齿轮锻造工艺齿轮作为机械传动中不可或缺的部件,其制造工艺也显得尤为重要。
齿轮锻造工艺是一种常见的制造方法,下面将详细介绍齿轮锻造的工艺流程及注意事项。
一、材料选择1.1 钢材选择齿轮锻造所选用的钢材应具备高强度、高耐磨性、高耐蚀性等特点。
常用的钢材有20CrMnTi、40CrNiMoA、42CrMo等。
1.2 材料热处理在进行齿轮锻造前,需要对材料进行热处理。
通过控制加热温度和保温时间,使钢材达到适宜的组织状态。
常用的热处理方法有淬火+回火、正火等。
二、预备工作2.1 切割原材料将所选用的钢材按照要求切割成合适大小的坯料。
2.2 加热坯料将切割好的坯料放入加热炉中进行加热,使其达到适宜锻造温度。
三、锻造工艺3.1 模具设计与制作根据齿轮的形状和尺寸,设计合适的模具。
模具制作需要注意材料的选用和加工精度。
3.2 锻造过程将加热坯料放入锻造机中,按照设计好的模具形状进行锻造。
锻造过程中需要注意温度、力度、速度等参数的控制。
3.3 修整将锻造后的齿轮进行修整,去除表面毛刺和不规则部分。
四、后处理工艺4.1 热处理对锻造后的齿轮进行热处理,以提高其硬度和耐磨性。
4.2 机加工通过车床、铣床等机器进行加工,使齿轮达到要求的精度和表面光洁度。
五、质量检测5.1 外观检测对齿轮外观进行检查,排除表面缺陷等问题。
5.2 尺寸检测通过专业设备进行尺寸测量,确保齿轮符合要求。
5.3 功能测试通过装配到相应设备中进行功能测试,确保齿轮能够正常运转。
六、注意事项6.1 温度控制在锻造过程中需要严格控制温度,避免过高或过低对钢材造成损害。
6.2 锻造力度锻造力度需要根据齿轮的形状和尺寸进行调整,避免出现变形等问题。
6.3 热处理热处理需要严格按照要求进行,以保证齿轮的硬度和耐磨性。
以上就是齿轮锻造工艺的详细介绍。
在实际生产中,还需要根据具体情况进行调整和改进,以提高齿轮的质量和生产效率。

齿轮模具设计及制作标准(一)
一:内模部分由齿片、齿座、镶针(或司筒)等组成,结构如下图:
(1)
1.齿片的厚度一般要做到4-6MM,齿轮的厚度在4MM以上,齿片厚度与齿轮的厚
度相同即可,如图(2)所示;若齿胶位厚度低于4MM,则齿片要加厚到6MM,以便与模胚的内孔配合良好,封胶位要做到3-5MM(图3中为4.29MM),结构形式、配合公差参考图(3);若齿形需要定位或齿片有顶针穿过时,齿片需止转;
2.齿座结构形式、配合公差参考图(4);
(4)
3.镶针的结构形式、配合公差参考图(5)
4.齿片的排气设计,排气一般开在齿片的底面,对于流动性较好PA、PPS等料建议先不要开排气,具体结构如图(6);
齿片底部排气
(6)
5.进胶点的设计,一般齿根圆直径在8MM以上时,采用三点进胶;小于8MM时可采用一点进胶;为保证进浇点压力对齿形的影响,浇口的位置可稍远离齿形,具体设计请参考图(7);
(71
A、B板的模仁孔
加工时A、B板装夹后,一同加工,下图为A板的模仁孔及定位器孔重点寸法的尺寸公差、形位公差,B板的标注与A板相同;
二、齿轮产品模具的基本结构:。
齿轮模具设计要点齿轮模具设计是机械设计中的重要环节,它直接关系到齿轮零件的质量和性能。
在进行齿轮模具设计时,需要考虑以下要点:一、齿轮模具材料的选择齿轮模具的材料选择直接影响到模具的使用寿命和生产效率。
常见的齿轮模具材料有工具钢、高速钢和硬质合金等。
在选择材料时,需要根据齿轮的使用环境和要求,考虑其强度、硬度、耐磨性等因素,以确保模具的耐用性和稳定性。
二、齿轮模具的结构设计齿轮模具的结构设计需要考虑到齿轮的形状、尺寸和精度要求。
在设计过程中,需要确保模具具有足够的刚度和稳定性,以保证齿轮的精度和质量。
同时,还要考虑到模具的易制造性和易维修性,以提高生产效率和降低成本。
三、齿轮模具的加工工艺齿轮模具的加工工艺包括切削加工、热处理和表面处理等。
在进行加工工艺选择时,需要考虑到模具材料的特性和齿轮的要求。
切削加工时,需要选择合适的刀具和切削参数,以确保加工精度和表面质量。
热处理时,需要控制好加热温度和冷却速度,以提高模具的硬度和耐磨性。
表面处理时,可以采用镀铬、喷涂等方法,以提高模具的耐蚀性和润滑性。
四、齿轮模具的装夹和调试齿轮模具装夹和调试是确保模具正常运行和齿轮精度的关键环节。
在装夹过程中,需要采用合适的夹具和装夹方式,以确保齿轮的定位和固定。
在调试过程中,需要通过调整模具的位置和间隙,以达到齿轮的精度要求。
同时,还需要进行试模和试切,以验证模具的性能和可靠性。
五、齿轮模具的维护和保养齿轮模具的维护和保养是确保模具长期稳定运行和延长使用寿命的重要措施。
在使用过程中,需要定期清洁模具表面和润滑模具零件,以防止腐蚀和磨损。
同时,还需要定期检查模具的磨损和损坏情况,及时更换和修复模具零件,以保证齿轮的精度和质量。
齿轮模具设计要点涵盖了材料选择、结构设计、加工工艺、装夹调试和维护保养等方面。
只有在考虑到这些要点的基础上,才能设计出质量优良、使用寿命长的齿轮模具,为齿轮零件的生产提供可靠的保障。
注塑齿轮的生产工艺
注塑齿轮是利用注塑成型工艺制作出来的,具体生产工艺如下:
1. 原材料预处理:根据所需产品的要求,选用适当的塑料原料,并进行预处理,如干燥、混合等。
2. 模具设计:根据齿轮的形状、尺寸、要求精度等因素,进行模具的设计和制造。
此外,还需要确定浇口、排气等细节问题。
3. 成型过程:将预处理好的原料加入注塑机进行加热熔融,然后通过注塑机压力将融化的塑料注入到齿轮模具中,进行冷却固化,最终得到成品齿轮。
4. 后处理:包括切除浇口、排气口、清除模斑等工序,以及对成品齿轮的必要修整和表面处理。
其中,注塑齿轮的模具设计是一个重要的环节,需要考虑到齿轮的整体形状、齿轮嵌入模具内部的方式、以及浇口、排气系统等细节问题。
此外,还需要对注塑机的参数进行适当调整,以确保齿轮的尺寸、精度等要求。
综上所述,注塑齿轮的生产工艺主要包括预处理原材料、模具设计、加热熔融、注塑成型、后处理等工序。
注塑齿轮的质量和性能不仅取决于原材料的选择和预处理,还与模具设计和注塑机的参数设置密切相关。
塑胶齿轮模具设计齿轮传动是机械传动件中应用最广的一种传动方式,而塑胶齿轮作为齿轮产品中的一种,在各领域中的应用也越来越广泛,塑胶齿轮质轻、传动噪音低,而且随着塑料工业的发展,齿轮耐高温、承受高负载的能力也越来越强,甚至在许多场合都可替代金属齿轮。
齿轮传动要求准确、平稳、均匀;特别是高端产品对齿轮的精度要求更高。
塑胶齿轮模具作为高效、批量、稳定的成型设备,其结构、制造工艺尤为重要。
本公司拥有十多年齿轮模具制造的经验,并且与国外许多同行均有密切的技术交往,通过吸收、消化国外同行的许多丰富经验,而且自主创新许多结构、改善生产工艺,形成了较为完善的中高端塑胶齿轮制造技术,现将本公司的齿轮制造技术介绍给国内同行,以期大家一起进步,共同促进国内塑胶齿轮技术的提升。
一、塑胶齿轮结构⑴、塑胶制品重要的特征是公称壁,公称壁的厚度将影响部件的强度、成本、重量和精度。
塑胶制品的公称壁厚在范围内时,注塑成型制品效果最好;2-3mm 是塑胶制品中较常用的尺寸。
塑胶制品不能达到完全平均胶厚,对于低收缩率的材料,公称壁厚变化应控制在25%以下,对于高收缩率的材料,公称壁厚变化控制在15%以下。
如图1所示,局部位置胶厚不均匀将影响到齿轮胶位厚精度得到了改善。
⑵、修圆角当两个壁在部件中相交形尖角时,在该处可以出现应力集中和流动性降低,可以通过把夹角修成圆角,可使应力分布到较大区域内,同时提高材料的流动性,较大的圆角半径可以减少应力集中,但材料截面积加大,影响产品收缩,内角修圆时,建议修圆半径为公称壁厚的25%,如图3所示。
⑶、加强筋当齿宽高度较大时,为增强齿轮的刚性,必须增加适当加强筋,为便于填充、排气和脱模,加强筋的高度不应大于公称壁厚的倍,对于高收缩率的材料,加强筋的厚度大约取公称壁厚的一半,对于低收缩率的材料可以取公称壁厚的75%。
当齿轮承受较大负载时,可采用(如图4)加强筋形式,但靠近加强筋处齿形精度将受一定影响,当齿轮承受负载不大时,为保证齿形精度,同时又有足够的强度,可采用(如图5)加强筋形式。
齿轮的锻造工艺与模具设计1. 引言齿轮是一种常用的机械传动元件,广泛应用于各种机械设备中。
齿轮的制造过程中,锻造工艺和模具设计起着至关重要的作用。
本文将介绍齿轮的锻造工艺和模具设计,以提供相关行业从业人员的参考。
2. 齿轮的锻造工艺2.1 锻造工艺概述齿轮的锻造是通过对金属材料进行加热、变形和冷却等工艺过程,使金属材料在模具中得到所需形状的一种制造方法。
常用的齿轮锻造工艺包括拉锻、横轴滚锻和模锻等。
2.2 拉锻工艺拉锻是将金属材料通过拉伸力和模具的作用,使材料在模具中得到所需形状的一种锻造工艺。
拉锻过程中,材料会产生变形和流动,从而使齿轮的形状得以实现。
在拉锻工艺中,需要考虑锻件的形状、温度、拉伸速度等因素。
2.3 横轴滚锻工艺横轴滚锻是通过滚轮对金属材料进行滚动压制,使材料在模具中得到所需形状的一种锻造工艺。
横轴滚锻具有加工效率高、成形精度高的特点。
在横轴滚锻工艺中,需要考虑滚动压力、滚动速度、模具形状等因素。
2.4 模锻工艺模锻是通过将金属材料放入模具中,在高温高压下使材料在模具中得到所需形状的一种锻造工艺。
模锻具有成形精度高、材料利用率高的特点。
在模锻工艺中,需要考虑材料的温度、压力、模具的形状等因素。
3. 齿轮模具的设计3.1 模具设计概述齿轮模具是用于制造齿轮的工具,其设计要素包括模具结构、模具材料、模具加工精度等。
合理的模具设计能够提高齿轮的制造效率和质量。
3.2 模具结构设计齿轮模具的结构设计需要考虑齿轮的尺寸、齿数、齿轮毛坯形状等因素。
常用的齿轮模具结构包括开放式模具、闭合式模具、半开式模具等。
3.3 模具材料选择齿轮模具的材料选择需要考虑模具的工作条件、耐磨性、热传导性等因素。
常用的齿轮模具材料包括工具钢、硬质合金等。
3.4 模具加工精度齿轮模具的加工精度对于齿轮的制造精度有着重要影响。
模具的加工精度包括尺寸精度、形位精度等。
4. 结论本文介绍了齿轮的锻造工艺与模具设计。
齿轮的锻造工艺包括拉锻、横轴滚锻和模锻等,这些工艺能够满足不同形状的齿轮需求。
齿轮模具设计及制作标准(一)
一:内模部分由齿片、齿座、镶针(或司筒)等组成,结构如下图:
(1)
1.齿片的厚度一般要做到4-6MM,齿轮的厚度在4MM以上,齿片厚度与齿轮的
厚度相同即可,如图(2)所示;若齿胶位厚度低于4MM,则齿片要加厚到6MM,以便与模胚的内孔配合良好,封胶位要做到3-5MM(图3中为4.29MM),结构形式、配合公差参考图(3);若齿形需要定位或齿片有顶针穿过时,齿片需止转;
2.齿座结构形式、配合公差参考图(4);
(4)
3.镶针的结构形式、配合公差参考图(5)
(5)
4.齿片的排气设计,排气一般开在齿片的底面,对于流动性较好PA、PPS等料建议先不要开排气,具体结构如图(6);
(6)
5.进胶点的设计,一般齿根圆直径在8MM以上时,采用三点进胶;小于8MM时可采用一点进胶;为保证进浇点压力对齿形的影响,浇口的位置可稍远离齿形,具体设计请参考图(7);
6.模胚的加工要求,模胚加工时模仁孔要求A、B板的模仁孔、定位器孔要同心,
加工时A、B板装夹后,一同加工,下图为A板的模仁孔及定位器孔重点寸法的尺寸公差、形位公差,B板的标注与A板相同;
二、齿轮产品模具的基本结构:。