上一章我们讲了机床夹具设计基础
- 格式:ppt
- 大小:211.00 KB
- 文档页数:19



机床夹具设计基础第一篇:机床夹具设计基础机床夹具设计基础一、选择题1.用(b)来限制六个自由度,称为(c)。
根据加工要求,只需要少于(b)的定位,称为(d)定位。
a.六个支承点;b.具有独立定位作用的六个支承点;c.完全;d.不完全;f.欠定位 2.只有在(b)精度很高时,过定位才允许采用,且有利于增强工件的(d)。
a.设计基准面和定位元件;b.定位基准面和定位元件;c.夹紧机构;d.刚度;e.强度3 定位元件的材料一般选(adf)a.20钢渗碳淬火;b.铸铁;c.中碳钢;d.中碳钢淬火;e.合金钢;f.T>A钢 3.自位支承(浮动支承)其作用增加与工件接触的支承点数目,但(b)a.不起定位作用;b.一般来说点限制一个自由度;c.不管如何浮动必定只能限制一个自由度4.工件装夹中由于(a)基准和(e)基准不重合而产生的加工误差,称为基准不符误差a.设计(或工序);b.工艺;c.测量;d.装配;e.定位 5.基准不符误差大小与(b)有关。
a.本道工序要保证的尺寸大小和技术要求;b.只与本道工序设计〔或工序)基准与定位基准之间位置误差;c.定位元件和定位基准本身的制造误差。
6.在简单夹紧机构中(e)夹紧机构一般不考虑自锁;(d)夹紧机构既可增力又可减力;(c)夹紧机构实现工件定位作用的同时,并将工件夹紧;(b)夹紧机构行程不受限制。
(ade)夹紧机构能改变夹紧力的方向,(a)夹紧机构夹紧行程与自锁性能有矛盾。
(f)夹紧机构动作迅速,操作简便。
a.斜楔;b.螺旋;c.定心;d.杠杆;e.铰链;f.偏心7.偏心轮的偏心量取决于(c)和(e),偏心轮的直径和(a)密切有关。
a.自锁条件;b.夹紧力大小;c.工作行程;d.销轴直径;e.工作范围;f.手柄长度 8.在多件夹紧中,由于(e),因此一般采用(c),夹紧才能达到各工件同时被夹紧的目的。
a.多点;b多向;c.浮动;d.动作联动;e.各工件在尺寸上有误差;f.连续式或平行式夹紧。
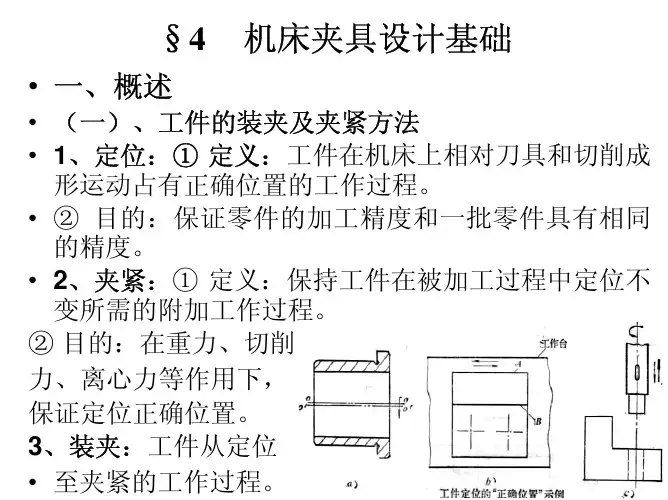
第4章机床夹具设计原理1.何谓机床夹具?试举例说明机床夹具的作用及其分类?答:所谓机床夹具,就是将工件进行定位、加紧,将刀具进行导向或对刀,以保证工件和刀具间的相对位置关系的附加装置。
机床夹具的功用:①稳定保证工件的加工精度;②减少辅助工时,提高劳动生产率;③扩大机床的使用范围,实现一机多能。
夹具的分类:1)通用夹具; 2)专用夹具; 3)成组夹具; 4)组合夹具;5)随行夹具。
2.工件在机床上的安装方法有哪些?其原理是什么?答:工件在机床上的安装方法分为划线安装和夹具安装。
划线安装是按图纸要求,在加工表面是上划出加工表面的尺寸及位置线,然后利用划针盘等工具在机床上对工件找正然后夹紧;夹具安装是靠夹具来保证工件在机床上所需的位置,并使其夹紧。
3.夹具由哪些元件和装置组成?各元件有什么作用?答:1)定位元件及定位装置:用来确定工件在夹具上位置的元件或装置;2)夹紧元件及夹紧装置:用来夹紧工件,使其位置固定下来的元件或装置;3)对刀元件:用来确定刀具与工件相互位置的元件;4)动力装置:为减轻工人体力劳动,提高劳动生产率,所采用的各种机动夹紧的动力源;5)夹具体:将夹具的各种元件、装置等连接起来的基础件;6)其他元件及其他装置。
4.机床夹具有哪几种?机床附件是夹具吗?答:机床夹具有通用夹具、专用夹具、成组夹具、组合夹具和随行夹具。
5.何谓定位和夹紧?为什么说夹紧不等于定位?答:工件在夹具中占有正确的位置称为定位,固定工件的位置称为夹紧。
工件在夹具中,没有安放在正确的位置,即没有定位,但夹紧机构仍能将其夹紧,而使其位置固定下来,此时工件没有定位但却被夹紧,所以说夹紧不等于定位。
6.什么叫做六点定位原理?答:采用六个按一定规则布置的约束点,限制工件的六个自由度,即可实现完全定位,这称为六点定位原理。
7.工件装夹在夹具中,凡是有六个定位支承点,即为完全定位,凡是超过六个定位支承点就是过定位,不超过六个定位支承点就不会出现过定位,这种说法对吗,为什么?答:不对;过定位是指定位元件过多,而使工件的一个自由度同时被两个以上的定位元件限制。