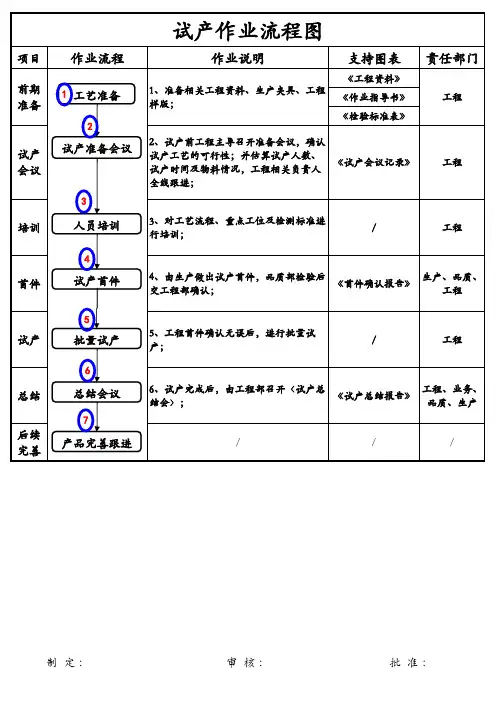
试生产工艺流程图
- 格式:xls
- 大小:66.50 KB
- 文档页数:1
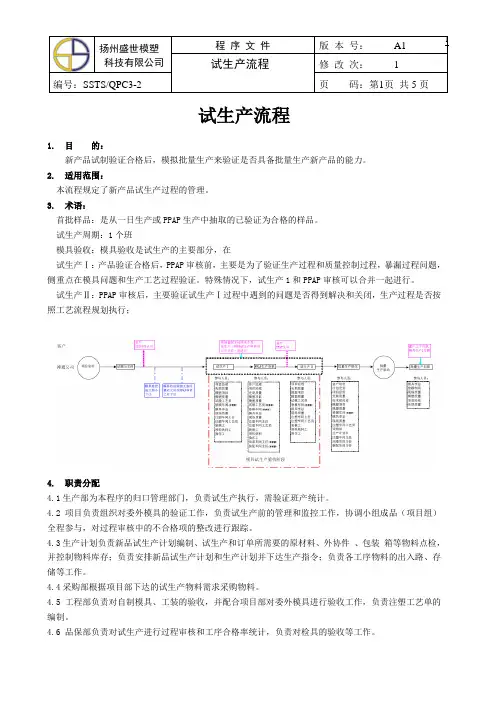
编号:SSTS/QPC3-2页码:第1页共5页试生产流程1. 目的:新产品试制验证合格后,模拟批量生产来验证是否具备批量生产新产品的能力。
2. 适用范围:本流程规定了新产品试生产过程的管理。
3. 术语:首批样品:是从一日生产或PPAP生产中抽取的已验证为合格的样品。
试生产周期:1个班模具验收:模具验收是试生产的主要部分,在试生产Ⅰ:产品验证合格后,PPAP审核前,主要是为了验证生产过程和质量控制过程,暴漏过程问题,侧重点在模具问题和生产工艺过程验证。
特殊情况下,试生产1和PPAP审核可以合并一起进行。
试生产Ⅱ:PPAP审核后,主要验证试生产Ⅰ过程中遇到的问题是否得到解决和关闭,生产过程是否按照工艺流程规划执行;4. 职责分配4.1生产部为本程序的归口管理部门,负责试生产执行,需验证班产统计。
4.2项目负责组织对委外模具的验证工作,负责试生产前的管理和监控工作,协调小组成品(项目组)全程参与,对过程审核中的不合格项的整改进行跟踪。
4.3生产计划负责新品试生产计划编制、试生产和订单所需要的原材料、外协件、包装箱等物料点检,并控制物料库存;负责安排新品试生产计划和生产计划并下达生产指令;负责各工序物料的出入路、存储等工作。
4.4采购部根据项目部下达的试生产物料需求采购物料。
4.5工程部负责对自制模具、工装的验收,并配合项目部对委外模具进行验收工作,负责注塑工艺单的编制。
4.6 品保部负责对试生产进行过程审核和工序合格率统计,负责对检具的验收等工作。
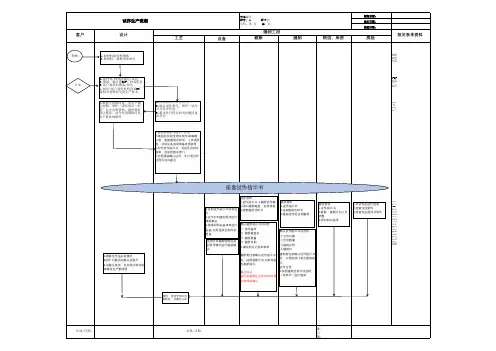
编号:SSTS/QPC3-2页码:第2页共5页5. 流程说明5.1新品试生产流程图编号:SSTS/QPC3-2页码:第3页共5页5.2流程说明项目部负责人根据项目进度召开试生产准备会议;(1)介绍新项目目前进度,现阶段情况,确定安排试生产的时间(2)各部门根据《试生产条件检查表》去准备,项目部根据《试生产条件检查表》在规定时间内对以下5大项内容进行确认,齐全的打“√”,缺失的打“×”。
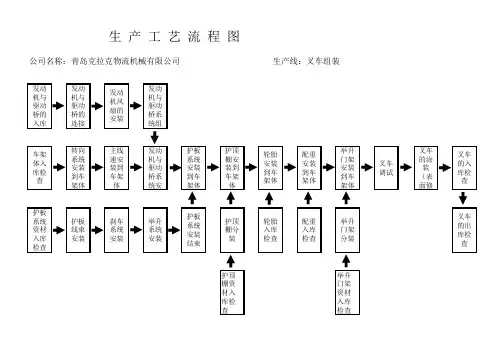
护顶棚资材入库检查举升门架资材入库检查
发动机与驱动桥的入库
发动机与驱动桥的连接
发动机风扇的安装
发动机与驱动桥系统组
举升门架安装到车架体
叉车调试
叉车的涂装(表面修
护板系统安装到车架体护顶棚安装到车架体
轮胎安装到车架体配重安装到车架体
护板线束安装刹车系统安装举升系统安装
车架体入库检查
转向系统安装到车架体主线速安装到车架体发动机与驱动桥系统安生 产 工 艺 流 程 图
公司名称:青岛克拉克物流机械有限公司 生产线:叉车组装
举升门架分装
护板系统安装结束
护顶棚分装轮胎入库检查配重入库检查护板系统资材入库检查。
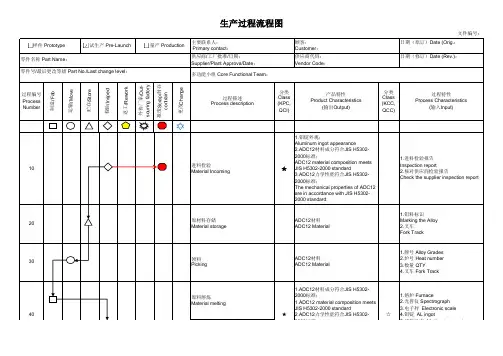
日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)10进料检验Material Incoming★1.铝锭外观;Aluminum ingot appearance2.ADC12材料成分符合JIS H5302-2000标准;ADC12 material composition meets JIS H5302-2000 standard3.ADC12力学性能符合JIS H5302-2000标准;The mechanical properties of ADC12are in accordance with JIS H5302-2000 standard.1.进料检验报告Inspection report2.核对供应商检验报告Check the supplier inspection report20原材料存储Material storage ADC12材料ADC12 Material1.铝料标识Marking the Alloy 2.叉车Fork Track30领料Picking ADC12材料ADC12 Material1.牌号 Alloy Grades2.炉号 Heat number3.数量 QTY4.叉车 Fork Track原料熔炼Material melting样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :40☆1.熔炉 Furnace2.光普仪 Spectrograph3.电子秤 Electronic scale4.铝锭 AL ingot5.熔炼温度 Melting temperature Aluminum liquid temperature供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date : 1.ADC12材料成分符合JIS H5302-2000标准;1.ADC12 material composition meets JIS H5302-2000 standard2.ADC12力学性能符合JIS H5302-2000标准;ADC12 are in accordance with JIS H5302-2000 standard.★日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class(KPC,QCI)产品特性Product Characteristics (输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input) 样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :40☆熔炉 Furnace2.光普仪 Spectrograph3.电子秤 Electronic scale4.铝锭 AL ingot5.熔炼温度 Melting temperature 材料成分符合JIS H5302-2000标准;1.ADC12 material composition meets JIS H5302-2000 standard2.ADC12力学性能符合JIS H5302-2000标准;★日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :color is qualified.5.温度日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :产品表面喷银漆处理,盐雾时间超过72小时;The surface of the product is sprayedwith silver paint and the salt spraytime exceeds 72 hours.2.喷塑区域合格,膜后合格,色差合格,划百格合格; The sprayed area is qualified, the film is qualified, the color difference is qualified, and the 前处理Pretreatment2.油漆规格型号Paint specification model3.喷塑设备Spray machine4.时间Time日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :150RoHS 检测RoHS testing★每年一次到具有资质的第三方检测机构进行RoHS 检测并提供报告;Annually to a qualified third-party testing agency for RoHS testing and reporting160产品年度审核Product Annual Audit 成品Finished product1.过程流程图中控制项与客户要求一致;Control items and customer requirements in the process flow chart2.过程流程图中的工序要求与实际状况一致; The process requirements in the process flow diagram areconsistent with the actual conditions.修改履历 Modification Record描述 Description1.The characteristic symbol identified on the customer's drawing is reflected in the special feature column ;3.The product feature is marked with the "★" symbol in the special feature column, and the "☆" is the process characteristic, which belongs to the internal identification mark ;2.CPK analysis is performed according to the dimension specified by the customer ;编制 Prepared by版本 Version日期 Date。
⼩试→中试→放⼤——⼯艺流程全⾯解析⼯艺过程的概念:在⽣产过程中凡直接关系到化学合成反应或⽣物合成途径的次序,条件(包括配料⽐,温度,反应时间,搅拌⽅式,后处理⽅法和精制条件等)通称为⼯艺条件。
制药通⾏惯例是:1、⼩试阶段——开发和优化⽅法2、中试阶段——验证和使⽤⽅法3、⼯艺验证/商业化⽣产阶段——使⽤⽅法,并根据变更情况以决定是否验证4、批量的讨论备注:中试批量应该不⼩于⼤⽣产批量的⼗分之⼀(√)⼤⽣产批量不得⼤于中试批量的⼗倍(×)⼩量试制阶段对实验室原有的合成路线和⽅法进⾏全⾯的、系统的改⾰。
在改⾰的基础上通过实验室批量合成,积累数据,提出⼀条基本适合于中试⽣产的合成⼯艺路线。
⼩试阶段的研究重点应紧紧绕影响⼯业⽣产的关键性问题。
如缩短合成路线,提⾼产率,简化操作,降低成本和安全⽣产等。
⼩量试制阶段的主要任务:1.⼯艺:反应参数,⼯艺过程后处理⽅式2.物料: 物料属性, 物料控制3.结构确证⼩试阶段的任务:1、研究确定⼀条最佳的合成⼯艺路线:⼀条⽐较成熟的合成⼯艺路线应该是:合成步骤短,总产率⾼,设备技术条件和⼯艺流程简单,原材料来源充裕⽽且便宜。
2. ⽤⼯业级原料代替化学试剂:实验室⼩量合成时,常⽤试剂规格的原料和溶剂,不仅价格昂贵,也不可能有⼤量供应。
⼤规模⽣产应尽量采⽤化⼯原料和⼯业级溶剂。
⼩试阶段应探明,⽤⼯业级原料和溶剂对反应有⽆⼲扰,对产品的产率和质量有⽆影响。
通过⼩试研究找出适合于⽤⼯业级原料⽣产的最佳反应条件和处理⽅法,达到价廉、优质和⾼产。
3. 原料和溶剂的回收套⽤:合成反应⼀般要⽤⼤量溶剂,多数情况下反应前后溶剂没有明显变化,可直接回收套⽤。
有时溶剂中可能含有反应副产物,反应不完全的剩余原料,挥发性杂质,或溶剂的浓度改变,应通过⼩试研究找出回收处理的办法,并以数据说明,⽤回收的原料和溶剂不影响产品的质量。
原料和溶剂的回收套⽤,不仅能降低成本,⽽且有利于三废处理和环境卫⽣。
新产品试产流程结构设计分为开发性设计、适应性设计、变型设计。
开发性设计(OEM):在工作原理、结构等完全未知的情况下,应用成熟的科学技术或经过实验证明是可行的新技术,设计出过去没有过的新型机械。
这是一种完全创新的设计。
适应性设计(ODM):在原理方案基本保持不变的前提下,对产品做局部的变更或设计一个新部件,使产品在质和量方面更能满足使用要求。
变型设计:在工作原理和功能结构都不变的情况下,变更现有产品的结果配置和尺寸,使之适应更多的容量要求。
这里的容量含义很广,如功率、转矩、加工对象的尺寸、速比范围等。
一、新产品立项阶段根据公司或客户提出项目设计要求,由开发部、销售部、品管部参与项目评审会议。
确定项目的可行性及项目开发负责人,由项目开发负责人负责该项目的统筹工作,还要编写设计任务书、新产品成本预算表、设计开发计划任务书二、设计平面图(效果图)阶段1.确定开发项目后,由平面设计工程师在一周内完成平面设计效果图.2.由项目负责人召集会议,对效果图进行评审,包括:A.结构的可行性.B.包装方案.C.外观颜色的搭配.D.零件的材料要求.E.功能是否可行.F.特别注意对产品功能以及产品成本的影响.3、如评审中发现问题,及时提出修改建议,重做效果图。
4、做好评审报告。
三、设计结构图阶段1.此阶段工作由结构工程师与电子工程师共同负责.2.结构工程师根据效果图,用PROE(或其它软件)设计结构图;如果有IGS文件则可以直接导入,如没有则对应效果图做结构图,若在画图过程中发现在PROE上是不能做到,或是出不了模时应及时提出,看是否可以更改外观要求.普通的结构图必须在5天内完成,复杂的结构图必须在7天内完成.3.做结构图时要考虑以下问题:A.胶件的缩水问题;B.胶件出模具角度问题;C.生产装配的问题;D.零部件生产可行性,五金件尽量用现有的,标准的.E.装配间隙的问题(如喷油后,电镀后的装配问题)F设计结构时注意胶件尽量不要用行位出模.G.包装保护.H.胶件的进胶问题.I.安全性的问题.4.如果结构涉及到五金模具方面,需考虑加工工艺的可行性,跟供认商沟通好,确认五金零件的加工可行性没有问题.5.做结构图时,必须将所有的零件按尺寸画好,在电脑上检查零件的互配性;不能贪一时的方便,导致有的装配冲突.6.此设计阶段结构工程师和电子工程师要有良好的沟通.保证功能的实现没有问题.机板的装配没有问题.7.做好结构图后,项目负责人召集品管\模房\电子组一起进行结构图评审,写好新产品评审报告.评审完成后安排手板制作,如需要供应商打样的零件,要打样回来准备做手板.8.产品结构设计应以"结构简单、装配容易"为原则.四、手板制作阶段1.提供3D图档(STP格式文件)给手板部做手板,项目工程师编写好"产品手板制作清单"交由主管审核经理批准后发给手板部做手板,确定手板的完成时间(常定为4-5天);如有特别难做的,可以延长到7天。
1目的本程序旨在建立对新产品试产过程的控制,以期达到新产品顺利进入批量生产阶段。
2围本程序文件适合于INMOTION所有新产品的试产过程,其中包含包装以及量产后物料(塑胶、电子元件、五金、包装、软件等)的变更。
3定义无4权责4.1技术部负责新产品的设计开发工作,以及组织协调和统筹新产品的试作工作,负责解决试作中存在的问题并确保新产品顺利量产;4.2工程部负责对新产品的试产过程中产生的不良品及硬件、机械和工艺潜在问题的分析,并跟进其改善工作, 负责P/R制作并组织召开P/R后会议, 负责完成PFMEA及作业指示.负责对新产品的试作过程中排拉图的排列和作业时间计算以确定人力和效率,以及对作业动作进行优化。
4.3品质部负责对新产品试产生产过程的监控和品质保证,以及对试产过程作统计制程管制,同时对试产来料进行检验,以及对新产品进行可靠性验证。
4.4生产部负责新产品的试产的生产工作,提供试产的生产情况,结果统计等。
5作业容5.1 技术部召开新产品介绍会:标志一个新产品(新项目)正式启动,进入试产过程控制.5.2 技术部组织召开新产品介绍会:工程部了解新产品的功能、测试、结构、组装等方面情况,并将相类似产品易发生的问题点反馈技术部,要求其在设计开发阶段就考虑改善.在此阶段,需对新产品作生产可行性方面的风险评估(DFMEA), 技术部在此产品设计开发阶段就采取措施,降低或避免风险,以使新产品顺利进入试作过程.5.3 工程部确定此新产品的具体生产流程图、PFMEA及从生产工艺、品质、效率等方面考虑提出对设计开发的要求:如PCB板是作拼板还是作单板等,结构设计上怎样保证装配品质可靠等.5.4 工程部确定是否需要引进新工艺、新技术等,如需要则工程部须作好先期准备工作,着手引进消化吸收新工艺、新技术,并对生产人员、QC人员等作出培训,使相关人员尽快了解、熟悉新工艺、新技术,并将新工艺、新技术中的关键参数、工艺标准以及控制点等加入到相应制程控制文件、生产工艺标准中,以便对新工艺、新技术进行监控管理.5.5 工程部根据技术部文件准备样品制作所需的设备、仪器、治工具等,须在此阶段完成新产品的工程流程图和PFMEA,对即将开始的样品制作中可能发生的问题点及风险作出评估,并采取相应措施预防和降低这些高风险工站的风险指数,以使样品制作顺利进行.5.6 样品制作(QA1):PE、RD、QC等参与指导生产作业,针对来料、样品制作中存在问题点及不良品,PE进行汇总,完成样品制作<不良品分析报告>,提出改善对策及责任担当部门,要求其在下一次样品制作前将存在问题改善解决.5.7 PE须对自己的不良品分析报告作出跟进,针对各个问题点逐一跟进责任部门改善,如各问题点都已得到改善和解决,或者已采取有效对策来防止不良复发, 同时样品通过了QC 实验测试并达到可进行试产及客户要求的情况下,才可进入下一阶段,即:第二次样品制作(QA2),如果此阶段没有明显品质、工艺问题,则可直接进入量产阶段。
车间生产工艺流程管理实木车间1.文件柜类: 素板→大平砂→开毛料→贴面→精截→封边→钻孔→试装→半成品2.茶几或沙发架: 锯材→干燥→截断→纵剖→压刨→划线→铣型→开榫头、榫槽→钻孔→手工组装→打磨→半成品3.班台或会议桌: 素板(锯材)→大平砂(干燥)→开毛料(截断)→加厚(纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压)→铣型(精截)→手工组装(包括打磨、打腻子、封边、钻孔)→试装→半成品油漆车间白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、打腻子)→机磨(大平面)→手磨(小面、曲面)→PU(第1道底漆)→机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机磨、手磨)→修补→修色→手磨→面漆→干燥→试装→包装板式车间1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔→镂铣、开槽→清洗、修边→试装→包装沙发车间裁皮、开棉→打底(电车)→粘棉→扪皮(组装)→检验→包装转椅车间裁布(皮)、开棉→车位、粘绵→扪皮→组装→检验→包装屏风车间开料(铝材)→喷胶→贴绵→扪布(打钉)→组装→试装→包装五金车间1.椅架类: 开料→弯管→钻孔、攻牙→焊接→打磨→抛光→喷涂2.钢板类: 开料→冲板(圆孔、圆凸、方孔、方凸、小梅花、大梅花、网孔、菱凸)→折弯→焊接→打磨→喷涂3.台架类: 开料→冲弯→钻孔、攻牙→焊接→打磨→抛光→喷涂4.电镀类: 开料→开皮→冲弯→焊接→打磨→精抛→电镀总:开料(裁剪、剪板)→制造(冲床、弯管、钻孔、攻牙)→成型(焊接、打磨、抛光)→喷涂、电镀喷涂车间清洗→凉干→打磨→喷漆(喷粉)→电烤→包装。