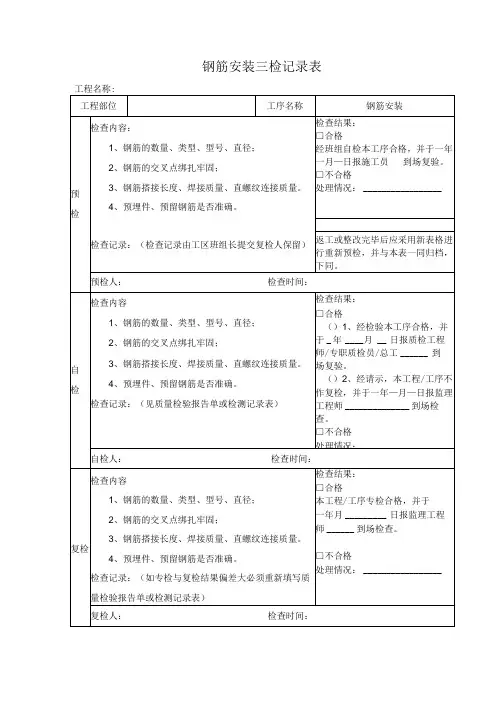
中建八局现场钢筋丝头加工质量检验记录表三检
- 格式:doc
- 大小:82.61 KB
- 文档页数:28
现场钢筋丝头加工质量检查记录表一、检查概述本次检查针对现场钢筋加工工人对于钢筋丝头加工质量的执行情况进行检查。
本次检查共涉及了以下内容:1.加工钢筋丝头的工艺标准是否符合现行标准的规定;2.加工钢筋丝头的工具和设备是否符合相关要求,是否维护良好;3.工人是否具备钢筋丝头加工技能,并严格遵守加工工艺标准;4.加工钢筋丝头的环境是否干净整洁,有无杂物影响加工质量。
二、检查人员本次检查由以下人员组成:•检查组长:张三•检查组员:李四、王五三、检查内容1. 加工钢筋丝头的工艺标准是否符合现行标准的规定在现场检查中,检查人员发现加工钢筋丝头的工艺标准符合现行标准的规定,主要表现在以下几个方面:•现场钢筋加工工人熟练掌握加工工艺标准,能够正确的操作加工工具和设备;•钢筋丝头的长度和直径符合现行标准的规定;•钢筋丝头的表面光滑无明显的毛刺和裂痕;•钢筋丝头的连接件与加工钢筋之间紧密连接,连接件表面无防锈处理隐患。
2. 加工钢筋丝头的工具和设备是否符合相关要求,是否维护良好通过现场检查发现,工具和设备符合相关的要求,并且维护良好,主要表现在以下几个方面:•加工工人使用的钢筋剪和切割机能够满足加工的工艺要求;•工具和设备的尺寸和质量工艺符合现行标准的规定;•工具和设备经过定期检查和维修,并保持清洁和稳定状态。
3. 工人是否具备钢筋丝头加工技能,并严格遵守加工工艺标准在现场检查中,检查人员观察了工人的作业过程,发现工人具备钢筋丝头加工技能,并且严格遵守加工工艺标准,主要表现在以下几个方面:•工人熟练掌握加工工艺技能,能够根据图纸要求加工钢筋丝头;•工人严格按照加工工艺标准进行操作,确保加工质量符合现行标准的规定;•工人对于加工中可能存在的风险有清晰的认识,并做好安全防护措施。
4. 加工钢筋丝头的环境是否干净整洁,有无杂物影响加工质量现场钢筋加工的环境干净整洁,无杂物影响加工质量,主要表现在以下几个方面:•工作区域环境清洁,通风良好;•工作现场整洁无杂物,不影响钢筋丝头加工质量;•加工钢筋丝头的材料都摆放在指定区域,有序管理。

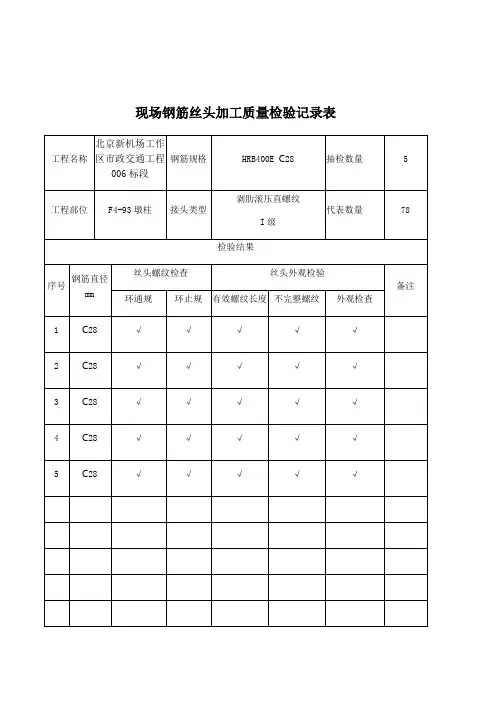
现场钢筋丝头加工质量检验记录表北京新机场工作 工程名称 区市政交通工程 钢筋规格 006 标段HRB400E C28抽检数量5剥肋滚压直螺纹 工程部位 F4-93 墩柱 接头类型 I级 检验结果 钢筋直径 mm 丝头螺纹检查 环通规 √ 环止规 √ 丝头外观检验 备注 有效螺纹长度 不完整螺纹 √ √ 外观检查 √ 代表数量78序号1C282C28√√√√√3C28√√√√√4C28√√√√√5C28√√√√√监理工程师:检验日期:2017/9/3注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004 中附录 D; 2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010 中 6.1.2 的规定; 3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38; 4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表北京新机场工作工程名称 区市政交通工程 钢筋规格 HRB400E C28 抽检数量 5006 标段剥肋滚压直螺纹 工程部位 F4-94 墩柱 接头类型 I级 检验结果 钢筋直径 mm 丝头螺纹检查 环通规 √ 环止规 √ 丝头外观检验 备注 有效螺纹长度 不完整螺纹 √ √ 外观检查 √ 代表数量78序号1C282C28√√√√√3C28√√√√√4C28√√√√√5C28√√√√√监理工程师:检验日期:2017/9/3注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004 中附录 D; 2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010 中 6.1.2 的规定; 3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38; 4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。

现场钢筋丝头加工安装质量检验记录表
SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
直螺纹套筒质量检查记录
注:1、每批次直螺纹连接使用套筒数量的10%检验;如有一个不合格,即应对该加工批全数检查,不合格套筒应退货。
2、检查项目合格的打“√”,否则打“×”,全部检查项目合格的在检验结论中填写“合格”。
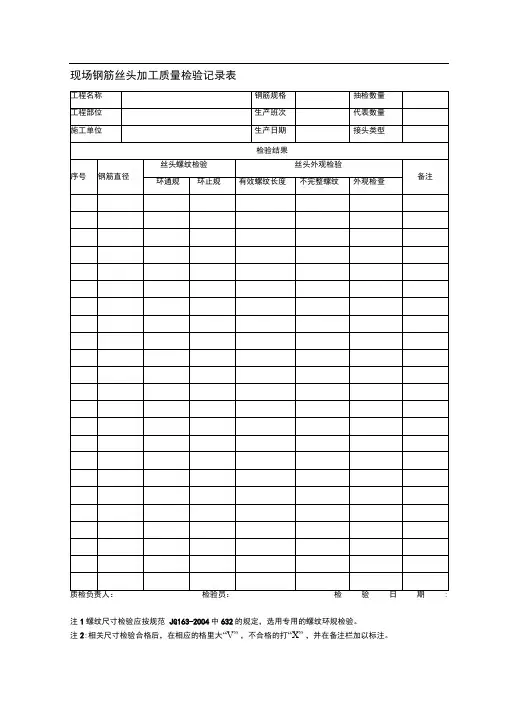
现场钢筋丝头加工质量检验记录表
注 1、螺纹尺寸检查按规范JGJ107-2016的规定进行检验,选用专用的螺纹环规检验。
2、相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
现场钢筋接头连接质量记录表
注1:拧紧力矩检验应按规范JGJ107-2016的规定进行检验。
注2:外露有效螺纹检验按规范JGJ107-2016中的规定检验。
注3:相关检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。

(JG163-2004)
编号:001
质量负责人:检验员:检验日期:年月日注:1、螺纹尺寸检验应按6.3.2的规定,选用专用的螺纹环规检验。
2、相关尺寸检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏加以标注。
(JG163-2004)
编号:002
质量负责人:检验员:检验日期:年月日注:1、螺纹尺寸检验应按6.3.2的规定,选用专用的螺纹环规检验。
2、相关尺寸检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏加以标注。
(JG163-2004)
编号:003
质量负责人:检验员:检验日期:年月日注:1、螺纹尺寸检验应按6.3.2的规定,选用专用的螺纹环规检验。
2、相关尺寸检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏加以标注。
(JG163-2004)
编号:004
质量负责人:检验员:检验日期:年月日注:1、螺纹尺寸检验应按6.3.2的规定,选用专用的螺纹环规检验。
2、相关尺寸检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏加以标注。
(JG163-2004)
编号:005
质量负责人:检验员:检验日期:年月日注:1、螺纹尺寸检验应按6.3.2的规定,选用专用的螺纹环规检验。
2、相关尺寸检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
现场钢筋接头连接质量记录表
质检负责人:检验员:检验日期:
注1:拧紧力矩检验应按规范JG163-2004中表3的规定进行检验。
注3:相关检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表.
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表.
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表.
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表.
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
附录 D
(资料性附录)
现场钢筋丝头加工质量检验记录表
质检负责人:检验员:检验日期:
注2:相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
.。