第三章_催化裂化装置
- 格式:ppt
- 大小:1.75 MB
- 文档页数:111


催化裂化装置安全环保操作规程范本第一章总则第一条为了提高催化裂化装置的安全运行水平,保护环境,确保生产及生命财产安全,制定本规程。
第二章安全操作第二条所有操作人员必须熟悉该装置的结构、原理、操作规程和安全注意事项,并严格遵守。
第三条所有操作人员必须通过安全培训并持有相应的合格证书。
第四条所有操作人员必须清楚催化裂化装置的危险区域,并戴上必要的安全装备,包括安全帽、防护眼镜、防护手套等。
第五条在进行操作前,必须对设备和仪表进行全面检查,如发现异常情况,应及时报告。
第六条操作人员必须遵守操作规程,按照工艺流程进行操作,严禁乱拉乱扯、随意调整设备控制参数。
第七条禁止未经许可的人员进入催化裂化装置的危险区域。
第八条在装置停工、启动以及切换运行状态时,必须按照相关程序进行操作,并及时将相关信息通报给相关岗位人员。
第九条密切关注催化裂化装置运行状态,及时处理设备故障、异常情况,并填写相关操作记录。
第三章环境保护第十条催化裂化装置禁止排放有害物质和污水,必须合格达标后才能排放。
第十一条操作人员必须熟知催化裂化装置的废气、废水处理系统,并按照相关规程进行操作。
第十二条在催化裂化装置运行过程中,应实行节能减排,降低环境污染。
第十三条催化裂化装置必须建立完善的环境监测体系,定期对废气、废水进行监测,并保持监测数据记录完整和准确。
第十四条操作人员应及时发现和报告环境污染事故,并采取相应措施进行应急处理。
第十五条催化裂化装置必须进行定期的环境安全评估和监测,确保符合国家环境保护要求。
第四章紧急情况处置第十六条当发生紧急事故时,操作人员必须立即报告并按照相关应急预案进行处置。
第十七条在进行事故处置时,必须遵守安全原则,保护自己及他人的生命安全。
第十八条当发生火灾时,操作人员必须立即切断供气、供电,采取灭火措施,并及时报告消防部门。
第十九条紧急情况处置结束后,必须对事故原因进行分析,并及时更新相关应急预案。
第二十条在进行紧急情况处置后,必须及时汇报事故情况,开展事故调查,整改措施要及时跟进。
催化裂化的装置简介及工艺流程概述催化裂化技术的发展密切依赖于催化剂的发展。
有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化.选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。
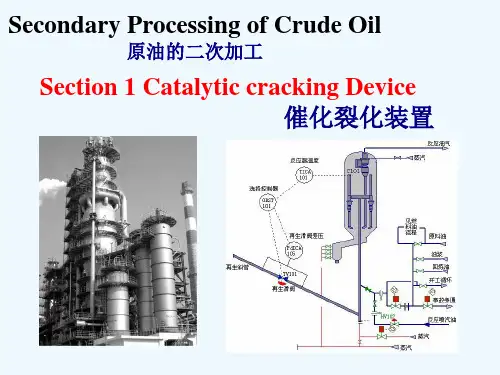
催化裂化装置通常由三大部分组成,即反应/再生系统、分馏系统和吸收稳定系统.其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下:(一)反应––再生系统新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650℃~700℃)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。
积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。
待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650℃~680℃).再生器维持0。
15MPa~0.25MPa(表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。
再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。
烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。
再生烟气温度很高而且含有约5%~10%CO,为了利用其热量,不少装置设有CO锅炉,利用再生烟气产生水蒸汽。
对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。
催化裂化装置一、催化裂化在炼油工业中的作用催化裂化是重要的石油二次加工手段之一,催化裂化是现代化炼油厂用来改质重质馏分和渣油的核心技术。
一般原油经过一次加工(即常减压蒸馏)后可得到10~40%的汽油,煤油及柴油等轻质油品,其余的是重质馏分和残渣油。
如果不经过二次加工它们只能作为润滑油原料或重质燃料油。
但是国民经济和国防上需要的轻质油量是很大的,但市场对轻质油的需求量是很大的,以我国目前为例,对轻质燃料油、重质燃料油和润滑油的需求比例大约是20:6:1;另一方面,由于内燃机的发展,对汽油的质量提出了更高的要求,而一般直馏汽油则难以满足这些要求。
如目前我国车用汽油标准里面所有汽油的研究法辛烷值都在90以上,随着我国高标号汽油(指研究法辛烷值为93及以上汽油)的消费量不断增长,高标号汽油产量所占的比例已由2003年的28.5%上升到2006年的56.5%。
而直馏汽油的辛烷值一般只有40~60,不能满足上述要求。
催化裂化是目前石油炼制工业中最重要的二次加工过程,也是重油轻质化(生产汽、柴油)的核心工艺。
催化裂化以各种重质油(VGO、CGO、AR、VR等)为原料,在500℃左右、0.2~0.4MPa及催化剂的作用下,通过催化裂化反应得到气体(干气和LPG)、高辛烷值汽油、催化柴油(LCO)、重质油及焦炭。
因此,催化裂化是提高原油加工深度、增加轻质油收率的重要手段。
就加工能力来说,我国的催化裂化位居其它二次加工过程之首,催化裂化几乎是所有石化企业最重要的二次加工手段。
催化裂化过程有以下几个特点:轻质油收率高,可达70%~80%;催化裂化汽油的辛烷值较高,安定性好;催化裂化汽柴油十六烷值较低,常与直馏柴油调合才能使用;催化裂化气体产品中,80%是C3和C4烃类(称为液化石油气LPG),其中丙烯和丁烯占一半以上,因此这部分产品是优良的石油化工和生产高辛烷值汽油组分的原料。
二、工艺原理概述催化裂化装置的原料油主要是常减压直馏蜡油、减压渣油、洗涤油、焦化蜡油、加氢蜡油、催化裂化装置是一套同轴式重油—汽油双提升管—双沉降—双分馏灵活多效流化催化裂化装置(缩写为FDFCC-III)。
催化裂化装置催化裂化是炼油工业重要的二次加工装置,是提高轻质油收率,生产高辛烷值汽油,同时又多产柴油的重要手段,随着重油催化工艺的实现,其地位更加倍增。
作为一项传统的重油加工工艺,催化裂化实现工业化已经有60 年的历史,其总加工能力超过加氢裂化、焦化和减粘裂化之和,是目前最重要的重油轻质化工艺。
虽然曾多次受到加氢裂化工艺的竞争和清洁燃料标准的挑战,但由于催化裂化技术的进步,各种以催化裂化技术为核心的催化裂化“家族工艺”的不断出现,已经将催化裂化转变为“炼油-化工一体化”的主体装置,催化裂化仍然保持了其在石油化工行业中的重要地位。
我国的催化裂化技术与国际先进水平保持同步,进入21 世纪以后,由于我国催化裂化装置在炼厂地位的特殊性,技术发展的势头更猛,目前为止,基本解决了由于产品升级换代给催化裂化工艺带来的各种问题,而且在应对产品质量问题的技术开发过程中,拓宽了催化裂化产品的品种和范围,为确保催化裂化技术在未来石油化工中的核心地位提供了技术保证。
催化裂化装置的工艺原理是在流化状态下的催化剂作用下,重质烃类在480--520 C 及0.2-0.3MPa(a) 的条件下进行反应。
主要包括:1) . 裂解反应:大分子烃类裂解为小分子,环烷烃进行断环或侧链断裂,单环芳烃的烷基侧链断裂。
2) . 异构化反应:正构烷烃变成异构烷烃,带侧链的环烃或烷烃变成环异烷,产品中异构烃含量增加。
3) . 芳构化反应:环己烷脱氢生成芳香烃,烯烃环化脱氢生成芳烃。
4) . 氢转移反应:多环芳烃逐渐缩合成大分子直至焦炭,同时一种氢原子转移到烯烃分子中,使烯烃饱和成烷烃。
催化裂化装置的规模近三十年来逐步发展到350 万吨/年(加工1000 万吨/ 年原油)。
加工的原料为常压蜡油、减压渣油以及蜡油加氢裂化尾油原料主要性质装置由反应再生、分馏、吸收稳定(包括产品精制)、烟气能量回收几个部分组成。
装置主要产品为液化气、汽油、重石脑油和轻柴油,副产部分干气和油浆。
催化裂化装置操作安全技术催化裂化装置是石油炼油行业中常见的重要设备,可以将重质石油馏分转化为轻质产品,如汽油和液化石油气。
然而,由于操作不当或安全措施不到位,催化裂化装置可能会引发安全事故,造成人员伤亡和重大经济损失。
因此,为了确保催化裂化装置的安全运行,必须采取一系列的操作安全技术。
一、催化裂化装置操作前的准备工作1. 安全会议:在每次操作催化裂化装置之前,必须召开安全会议,对操作人员进行安全培训和技术交流,明确各个环节的责任和操作要求。
2. 工作许可:为了确保每一步操作都经过审批和核准,必须制定工作许可制度。
在操作前,必须向相关部门申请并获得工作许可,明确工作内容、时间、地点和所需的安全防护措施。
3. 仪器检查:在操作前,必须对涉及到催化裂化装置操作的仪器和设备进行检查和试运行,确保其正常工作和安全可靠性。
4. 人员培训:所有参与催化裂化装置操作的人员必须接受相关安全培训和技能考核,确保其具备必要的操作技能和安全意识。
二、催化裂化装置操作中的安全技术1. 火灾防护:催化裂化装置操作中,石油馏分和催化剂具有一定的火灾爆炸风险。
因此,必须采取适当的防护措施,如使用防爆设备、设置火灾报警系统、检查和维护消防设备等,以及预先制定应急预案,掌握火灾扑救方法和逃生路线。
2. 气体检测:催化裂化装置中可能会产生有毒有害气体,如硫化氢、苯等。
在操作前,必须进行气体检测,确保操作区域内无可燃气体和有毒气体,以及采取防护措施,如通风和戴防毒面具等。
3. 压力控制:催化裂化装置操作中,压力的控制非常重要。
必须合理设置压力控制装置,确保操作中的压力不超过安全界限,并经常检查和维护相关的压力表和安全阀等设备。
4. 声音和振动:催化裂化装置操作可能会产生较大的噪音和振动,对人员的健康和操作设备的正常运行都会造成影响。
因此,必须采取相应的措施,如戴防噪音耳罩、安装隔音设备和振动消除装置等,以减少噪音和振动对人员和设备的影响。
第三章催化裂化装置(I)第三章催化裂化装置(Ⅰ)第⼀节装置概况及特点⼀、装置概况催化裂化装置(Ⅰ)为⾼低并列式提升管催化裂化装置,由洛阳炼油设计院|设计。
原设计处理200万吨/年蜡油催化裂化装置,装置⼀九七七年动⼯兴建,⼀九⼋○年被列为缓建项⽬,⼀九⼋⼀年底⼜经国家有关部门批准暂按100万吨/年渣油催化裂化缓建维护⽅案建设,于⼀九⼋四年底建成,同年⼗⽉试运投产⼀次成功。
⼀九⼋七年装置⼜进⾏了扩⼤处理量120万吨/年直馏蜡油减压渣油催化裂化改造,并于⼀九⼋⼋年⼆⽉正式喷油成功。
由于原油加⼯量不⾜,溶剂脱沥青装置未建成,常减压装置减压部分未开,装置根据重油催化裂化的特点陆续进⾏了技术改造。
2000年~2001年,装置经引进UOP的VSS快分、⾼效汽提、Optimix喷嘴等技术改造后达到140万吨/年重油加⼯能⼒,其它配套加⼯设备相继进⾏了扩能改造。
2002年,随着加⼯原料的劣质化,恢复了回炼油系统,并随着国家汽油质量的升级、减压蒸馏装置的开⼯,增上了MGD、顶循环油补柴油技术和进料。
| ⼆、装置规模及组成催化裂化装置(Ⅰ)原设计处理能⼒200万吨/年蜡油,由于减压蒸馏装置多年未开⼯,催化裂化装置(Ⅰ)先后扩能改为120万吨/年、140万吨/年重油加⼯装置。
并根据重油催化裂化的特点先后进⾏了⼀系列的技术改造:完善了再⽣器取热系统,采⽤⾼效旋风分离器、⾼效喷嘴、⾼效汽提、VSS快分、引进了美国D-L公司MGA-1512轴流式主风机组(3#主风机)、滑阀由⽓动执⾏机构改为电液执⾏机构、催化剂采⽤⾃动⼩型加料器、停开催化加热炉、吸收塔改为填料塔、稳定塔15层以上改为填料塔盘、再吸收塔塔板改为梯形⽴式喷射塔板、液化⽓脱硫增上了⽔洗系统,按计划、根据原料性质、市场需求及综合效益选⽤过多种催化剂、多功能⾦属钝化剂、催化裂化助剂、油浆阻垢剂,⽣产操作由电⽓⾃动化控制改为“DCS、DES、PLC”计算机控制。
催化裂化装置(Ⅰ)主要由反应再⽣、分馏、吸收稳定、⽓压机组、主风机组、烟⽓能量回收系统、⽓体脱硫等部分组成。

第三章催化裂化催化剂1.什么是催化裂化?催化裂化是指石油的高沸点馏份(重质油)在催化剂存在下裂化为汽油、柴油和裂化气的过程。
2.催化裂化装置主要由哪几部分组成的?催化裂化装置主要是由反应-再生系统、分馏系统、吸收稳定系统和烟气能量回收系统四部分组成的。
3.催化裂化的特点是什么?原料来源广泛,一般渣油、重质馏分油均可适用;产品产率高、质量好;装置操作弹性大,产品方案灵活;催化裂化装置均为标准设计,装置水平高、自动化程度及连续化程度高,因此,装置经济规模较大。
4.石油馏分催化裂化的特点是什么?是一个复杂的平行-顺序反应;各类烃在催化剂表面上的吸附存在竞争。
5.对催化裂化催化剂的性能要求是什么?裂化催化剂具有较理想的可流化性能和抗磨性能;催化裂化催化剂应当具备较高的活性、稳定性和选择性;催化裂化催化剂应具有较好的抗金属污染性能和再生性能;催化裂化催化剂应具有比较理想的表面结构。
普遍认为催化裂化催化剂应当具有大孔低比表面结构。
6.从发展历程看,催化裂化催化剂分为哪几类?工业上所使用的催化剂,从催化剂的发展历程来看,归纳起来有三大类:天然白土催化剂、无定型合成催化剂和分子筛催化剂。
7.无定型合成催化剂分为哪几类?全合成硅酸铝催化剂、半合成硅酸铝催化剂、合成硅酸镁催化剂。
8.分子筛化学组成是什么?常见的分子筛有哪些?M x/n[(AlO2)x(SiO2)y]·ZH2O常见的分子筛有A型、X型、Y型沸石和丝光沸石。
9.分子筛催化裂化催化剂的主要组成是什么?分子筛催化裂化催化剂的主要组成是活性组分分子筛和基质。
10.基质的主要作用是什么?基质主要提供合理的孔分布、适宜的表面积和在水热条件下的结构稳定性,并要求有良好的汽提性能、再生烧焦性能,足够的机械强度和流化性能;同时基质给予催化剂一定的物理形态和机械性能,如颗粒度、孔结构、堆积密度、抗磨性等,以保证催化剂的输送、流化和汽提性能。
此外它还有以下功能:①在离子交换时,分子筛中的钠不可能完全被置换掉,而钠的存在会影响分子筛的稳定性,基质可以容纳分子筛中未除去的钠,从而提高了分子筛的稳定性。
催化裂化装置简介催化裂化装置简介一、本装置为中国石油天然气华东勘察设计研究院上海分院设计,装置设计原料加工能力为100万吨/年,最大加工能力为120万吨/年。
装置于2006年11月动工,2008年7月中交,2008年9月份投料试车,于2010年3月进行120万吨/年催化裂解制烯烃增产芳烃扩能改造。
装置原料油以重质燃料油和轻裂解料为主,以碳九和石脑油为辅。
装置的主产品为轻燃油、混合芳烃、船燃油、丙烯、液化气,副产品为油浆、干气。
催化主装置主要划分为六个单元,见表1-1。
表 1-1 装置单元序号单元名称1 反应、再生、烟气能量回收单元2 分馏单元、电脱盐单元3 吸收稳定单元4 产品精制、碱渣处理、烟气中和单元5 气分单元6 余热锅炉和开工锅炉单元催化裂解制烯烃增产芳烃装置所产液化气经产品精制脱硫、脱硫醇后作为气分单元原料。
利用各组份之间相对挥发度的不同而将各组份分开获得高纯度精丙烯的精馏过程,同时向MTBE装置提供碳四馏份原料。
本装置具有以下特点:1.催化裂化装置采用京润石化工程有限公司的SFCC—Ⅲ专利技术和气控内循环外取热器,嫁接催化裂解技术、芳构化技术、MIP技术,开发出催化裂解制烯烃增产芳烃工业技术,生产富含丙烯的液化气、混合芳烃和重芳烃,生产船燃油和少量油浆,同时并尽量降低干气和焦炭的收率。
反再部分采用国内成熟的双提升管同轴式单沉降器再生催化裂化技术。
两个提升管均能实现高剂油比、短反应时间、高产品收率的目的;催化剂再生部分采用逆流再生技术,达到催化剂定碳<0.1%(wt)的目标。
2.采用钝化剂注入系统,以抑制催化剂上重金属的脱氢反应和生焦。
3.采用气控串联式外取热器,具有取热范围大、调节灵活、耗风量小等特点。
4.分馏单元有重油和芳烃两个分馏塔,重油分馏塔顶粗轻燃油直接进芳烃提升管反应器,芳烃分馏塔的粗芳烃送吸收稳定系统,互不接触,有利于降低油品的烯烃含量和硫含量;两个分馏塔均采用循环回流和低温热水回收系统回收过剩热量,更好地利用热量和维持全塔能量平衡,降低装置能耗。
1.催化裂化装置简介该重油催化裂化装置设计年处理量为80万吨,以直馏蜡油和焦化蜡油75:25的比例混合做为原料,即年加工60万吨直馏蜡油和20万吨的焦化蜡油,按多产汽油方案设计,以汽油、轻柴、液化气、干气为主要产品。
每年可生产汽油34.4万吨,轻柴22.64万吨,液化气10.64万吨,干气2万吨,同时可外甩4万吨的油浆。
2.丙烯精制装置简介丙烯精制装置于1983年建成投产,以气分装置C3组分为原料,以脱乙烷塔脱掉C2组分和水分,向丙烯塔提供含C2小于0.004%、水值小于50mg/kg的丙烯和丙烷混合物,再经丙烯塔分离出纯度大于98%的精丙烯和纯度大于95%的丙烷。
丙烯精制装置设计能力年加工碳三2.96万吨,产丙烯2.0万吨.3.橡胶装置简介为新中国第一套千吨级装置,1974年建成6000吨/年工业生产装置,1996年9月,在年产顺丁橡胶2000吨/年的基础上,由锦州石化公司设计院负责设计扩能为5万吨/年,除后处理部分采用美国全套生产线设备外,其余均为国内设备。
可生产钕系稀土和镍系两个丁橡胶产品;铝剂装年设计能力为100吨置。
4.气分装置简介本装置的任务是将来源于一催化、二催化、三催化装置的液化气经过脱硫装置,按三塔(脱丙烷塔、异丁烯塔、丁烯塔)流程设计分离成几个不同馏分油,为化工装置提供原料。
脱丙烷塔顶分离出的碳三馏分给异丙醇、聚丙烯作原料,异丁烯塔顶分离出异丁烯馏分给精联公司及MTBE作原料。
丁烯塔顶馏出丁烯馏分作为橡胶原料,塔底碳五是生产车用汽油的调合组分。
5.常减压装置简介常减压蒸馏装置是由锦州石化公司设计院设计、年加工能力300万吨,一九八八年十月建成投产。
装置原设计加工辽河原油,总能耗12.2万大卡/吨。
主要产品有直馏汽油、航空煤油、轻柴油、混合蜡油、渣油。
装置由原油电脱盐、常减压蒸馏、渣油减粘裂化、航煤精制部分组成。
2005年装置扩能改造到500万吨/年,按加工杜巴、辽河混合原油设计,同时考虑加工其它原油品种。