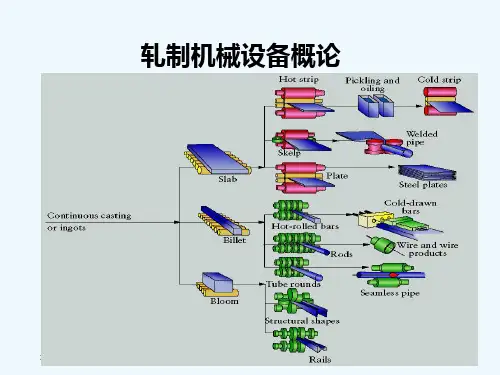
钢球轧制生产线
- 格式:ppt
- 大小:13.50 MB
- 文档页数:33
钢球加工工艺流程的英文回答:Steel Ball Processing Process.Steel ball processing is a complex manufacturing process that involves several steps to produce high-quality steel balls. The process includes various stages such as raw material selection, forming, heat treatment, and finishing. Let's explore each stage in detail.1. Raw Material Selection:The first step in steel ball processing is selecting the appropriate raw material. Steel balls are typically made from high-quality steel alloys, such as chrome steel or stainless steel. The raw material should have excellent hardness, wear resistance, and corrosion resistance properties to ensure the final product's quality.The forming stage involves transforming the raw material into a spherical shape. There are two common methods used for forming steel balls: forging and rolling. Forging involves heating the steel and shaping it using mechanical force, while rolling involves passing the steel through a series of rollers to gradually form it into a spherical shape.3. Heat Treatment:Heat treatment is a critical stage in steel ball processing. It helps to enhance the mechanical properties of the steel balls, such as hardness and toughness. The heat treatment process typically includes heating the formed steel balls to a specific temperature and then cooling them rapidly to achieve the desired hardness level. This process is called quenching. After quenching, thesteel balls are usually tempered to reduce brittleness and improve toughness.The finishing stage involves several processes to refine the surface of the steel balls. These processes include grinding, polishing, and lapping. Grinding is performed to remove any imperfections or excess material from the surface of the steel balls. Polishing is done to achieve a smooth and shiny surface finish. Lapping, on the other hand, is a precision process that ensures the dimensional accuracy and roundness of the steel balls.5. Quality Control:Throughout the entire steel ball processing process, strict quality control measures are implemented to ensure the final product meets the required specifications. This includes dimensional checks, hardness testing, surface inspection, and performance evaluation. Any defective or non-conforming steel balls are rejected to maintain the highest quality standards.中文回答:钢球加工工艺流程。

轴承钢球生产工艺对于轴承制造工艺并不是一个简单的任务,因为其中涉及到很多复杂的细节和步骤。
其中生产钢球是非常重要的一环,因为钢球是组成轴承内环和外环之间的重要部件。
本文将详细介绍轴承钢球的生产工艺。
1. 钢球生产原料轴承钢球的生产原料是硬质合金钢,即高碳钢和高铬合金钢。
这种钢材具有优异的机械性能和热处理性能,可以保证其表面硬度和内部组织的均匀性。
钢球生产设备主要包括炉子、锻造机、加工机床、磨球机,等等。
炉子和锻造机是用来生产钢球的原材料的,加工机床和磨球机则是用来加工和磨削钢球的。
(1)加工原材料钢球生产过程的第一步是将选好的原材料切割成要求的长度,然后放入炉子进行加热处理。
加热的温度和时间根据钢球的尺寸和需要的硬度来定。
(2)锻造加热后的钢条通过锻造机进行锻压成为钢球的初始形状。
这个过程需要经过多次锻压和冷却,以使钢球的组织均匀,并消除可能存在的纵向裂缝和内部缺陷。
(3)回火处理(4)磨球经过回火处理的钢球需要经过粗磨和细磨两个阶段的磨削,以使其表面光滑而且精度高。
粗磨是用来去除表面的锻造痕迹和其他表面缺陷的,而细磨则是用来精细调整精度和表面质量。
(5)检测经过磨球后的钢球需要进行检测,以确保其硬度符合要求。
这个阶段需要用到硬度测试仪和其他辅助检测设备。
只有通过检测后的钢球才能够投入到生产线上,用于轴承的制造。
4. 结论通过以上的生产过程,轴承钢球可以得到高质量和稳定的成品。
这个过程本身也需要严格的控制和管理,以确保每一批钢球的质量符合要求。
生产过程还需要依靠尖端的技术和设备的支持,以保证所生产的钢球的品质和产量。
1. 原材料选择轴承钢球的生产过程中,原材料的质量是非常重要的。
高质量和适当的原材料是保证钢球品质和性能的关键因素。
钢球生产厂家必须选择优质的原材料供应商,并对每批原材料进行严格的质量控制,以确保原材料满足生产要求。
2. 设备的质量和技术轴承钢球生产设备的性能和质量对钢球的生产质量和稳定性有着非常重要的影响。
2011.0280安钢1780mm 热连轧生产线的工艺及设备魏宏武(安阳钢铁股份有限公司第二炼轧厂,河南 安阳 455004)摘要:安阳钢铁股份有限公司建设了一跳集炼钢,炉外精炼,连铸和轧钢四位一体的先进生产线,取得良好的效果,文章基于此介绍了安阳钢铁公司第二炼轧厂1780mm 热连轧生产线的产品结构和主要工艺设备及其特点。
关键词:1780mm 热连轧; 安钢;粗轧机;精轧机;卷取区;精整区中图分类号:TG333 文献标识码:A 文章编号:1009-2374(2011)34-0080-02一、概述安阳钢铁股份有限公司(以下简称安钢)2005年对原有无缝钢管厂、薄板厂进行搬迁改造,目前正在建设一条集炼钢、炉外精炼、连铸和轧钢四位于一体的具有当今世界先进水平的1780热连轧生产线,是安钢“三步走”发展规划的关键项目,并于2007年6月轧出第一卷钢。
该生产线分两期建设,一期已建成投入使用2座步进式加热炉、1架带立辊的四辊可逆式粗轧机、1台转鼓式飞剪、7架四辊精轧机、2台卷取机,年产量为200万t/a;二期现已增建1座步进式加热炉、1台带立辊的二辊可逆式粗轧机、1台卷取机,年产量为400万t/a,并在钢卷库增设一条平整分卷机组,其年产量为80万t/a。
产品规格:带钢厚度1.2~19mm,带钢宽度800~1630mm,钢卷内径φ762mm,钢卷外径φ2150mm,最大卷重32t,钢卷单重 19.8kg/mm。
生产钢种有普通碳素结构钢、优质碳素结构钢、管线钢、低合金结构钢、低碳钢和超低碳钢。
二、主要工艺及设备(一)工艺流程其主要生产工艺流程为:炼钢→炉外精炼(LF、VD )→连铸→热装(冷装)→加热→粗除鳞→E1/R1粗轧机→E2/R2粗轧机→中间坯保护罩→切头剪→精除鳞→F1-F7精轧机→层流冷却→卷取机→打捆机→打号机→步进梁式运输机→入库。
(二)加热炉主要工艺设备热连轧加热炉上料辊道与连铸坯辊道直接连接,采用了板坯热送热装工艺、汽化冷却工艺和最佳燃烧控制模型。
锻造钢球生产工艺锻造钢球按照材质可以分为:45号钢锻造钢球、60mn锻造钢球、65mn锻造钢球、40cr材质钢球、42crmo锻造钢球、B2锻造钢球、B3锻造钢球、B6材质钢球等几种。
含碳量在0.4-0.85,锰含量在0.5-1.2,铬含量在0.05-1.2,可以通过空气锤锻压和热轧机轧制两种工艺进行生产。
多应用于有色金属选矿,电厂以及钾钠长石选矿等。
我司25mm-125mm规格锻造钢球通过自动化热轧机轧制生产,125mm-150mm规格通过空气锤热锻生产。
空气锤锻造钢球主要生产工艺流程如下:圆钢棒料经检验合格后,按钢球尺寸下料;钢锻经中频炉加热到一定温度,保证在锻打中有效的发生型变量;红热态的钢锻被送入空气锤中,经熟练操作工翻打加工而成。
锻打后的红热态钢球立刻进入我司(山东伊莱特)特殊设计的热处理设备进行淬火-回火热处理,使所产钢球获得高而且均匀的硬度值。
就目前耐磨钢球市场来看,国外金属矿山等湿磨应用中,普遍使用锻造钢球进行研磨,包括国际矿业巨头力拓、必和必拓、淡水河谷、南非黄金、智利铜矿等都使用高碳锰合金锻造钢球。
国内市场,目前使用铸造钢球较多,但锻造钢球市场呈逐年递增趋势。
中国五矿、紫金矿业、中国黄金、太钢、酒钢等也都在使用锻造钢球。
半自磨机因为高铬钢球在半自磨机中破碎率较高,目前证明必须使用锻造钢球。
锻造钢球明显优势在于表面光滑,冲击韧性高,破碎率大大低于铸造钢球,而且价格远低于高铬钢球,但耐磨性能又可与高铬钢球相媲美,锻造钢球在大型矿山的性价比大大优于高铬钢球,客户可根据钢球价格,质量标准以及矿山适用情况来选择。
产品特点1、破碎率低于0.5%,2、冲击韧性高:冲击韧性大于18J/cm2,8米落球实验2万次以上。
3、整体硬度高:表面硬度58-65HRC,体积硬度56-63HRC,且硬度梯度分布平均。
4、不变形:钢球始终不变形,不失圆。
5、组织致密,性价比高,节约成本明显。
胡正寰:中国轴类零件轧制技术开创人贾朝;董道远【期刊名称】《金属世界》【年(卷),期】2018(000)003【总页数】5页(P1-5)【作者】贾朝;董道远【作者单位】北京科技大学东凌经济管理学院,北京 100083;北京科技大学数理学院,北京 100083【正文语种】中文斜轧横轧,三寸件值千金,小钢球却有大作为;春华秋实,六十年研一术,老教授好似新青年。
这幅对联是胡正寰院士致力于轴类零件轧制技术,为轴类零件轧制技术转化为现实生产力所做突出贡献的真实写照。
胡正寰,中国工程院院士,现任北京科技大学教授、“国家高效零件轧制研究与推广中心”主任。
胡院士生于1934年。
旁人或许认为,年逾八十的人,过的应当是含饴弄孙、颐养天年的生活,每天大概是散步遛弯、喝茶下棋、读报写字,这样的生活倒也舒坦。
但是这位胡老教授偏要当一个“上进青年”,认定要和零件轧制这个“老伙计”再过上几十年招儿,一定要带领自己的团队,把轴类零件轧制技术转化为更广更大的生产力,为社会造福。
走在校园,这是一位朴实稳健、精神矍铄的忠厚长者;走进车间,这是一位有着六十年工龄的“老工人”。
即便是年逾八十的年纪,作为“国家高效零件轧制研究与推广中心”主任的他仍然每天工作在第一线,与生产线小零件为伴,在机器日夜的轰鸣声中续写着他和轴类零件轧制技术六十年的缘分。
用胡院士自己的话说,“将轴类零件轧制技术转化为现实生产力是我的毕生追求”。
图1 胡正寰院士一线工作照入行——南北奔波,“误”入正途1934年,胡正寰出生于黑龙江哈尔滨。
在那个动荡的年代,胡正寰在哈尔滨这座冰雪城市仅度过了一年,之后随着父亲离开中东铁路总部(哈尔滨)到四川黄埔军校(成都)任教俄文,胡正寰一家在成都生活了八年,直到抗战结束。
1945年,胡正寰随家人来到江城武汉,进入了当时的湖北省立高级中学(现武汉市第十四中学)就读。
少年时期的胡正寰,走过了南北三座城市,经历过冰城的动荡风雪,见识过天府的肥沃土地,领略过江城的磅礴大气,也曾奔波辗转,也曾一隅偏安,终得奋发求学。
钢球、高铬球、低铬球的定义和应用范围一、钢球钢球是球磨机中最重要的研磨体,国外称为研磨钢球。
钢球是全世界粉碎工业目前乃至可预见将来的第一大耐磨材料消耗件,2010年国内仅选矿一个行业即消耗了约200万吨各种材质的钢球,而水泥工业2010年预计也将消耗创记录的30万吨。
球磨机内使用的钢球若是采用中频电炉熔炼、金属模或砂型铸造的方式生产的,叫做铸造钢球。
铸造钢球材质是按照铬含量分为:高铬钢球,中铬钢球,低铬钢球。
含铬量≥10.0%的钢球称为高铬钢球,含铬量在3.0-7.0%的钢球称为中铬钢球,含铬量≤3.0%的钢球称为低铬钢球。
钢球广泛应用于冶金矿山、水泥建材、火力发电、烟气脱硫、加气混凝土、磁性材料、化工、水煤浆、球团矿、矿渣、超细粉、粉煤灰、碳酸钙、石英砂等行业。
二、高铬球高铬球是球磨机中最重要的研磨体,国外称为研磨钢球。
钢球是全世界粉碎工业目前乃至可预见将来的第一大耐磨材料消耗件,2010年国内仅选矿一个行业即消耗了约200万吨各种材质的钢球,而水泥工业2010年预计也将消耗创记录的30万吨。
高铬球都是采用中频电炉熔炼、金属模或砂型铸造的方式生产的,因此国内耐磨材料厂家时常称为高铬合金铸球。
含铬量≥10.0%、含碳量在1.80%-3.20%之间的钢球都是高铬球,国家标准要求高铬球硬度(HRC)必须≥58度以上,若达此硬度高铬球必须采用热处理淬火处理。
目前国内外高铬球有油淬、风淬、水剂溶液等多种淬火方式,如检测硬度(HRC)低于54度以下则说明高铬球硬度不足或根本没有经过淬火处理。
高铬球广泛应用于冶金矿山、水泥建材、火力发电、烟气脱硫、加气混凝土、磁性材料、化工、水煤浆、球团矿、矿渣、超细粉、粉煤灰、碳酸钙、石英砂等行业。
三、低铬球低铬球是球磨机中最重要的研磨体,国外称为研磨钢球。
钢球是全世界粉碎工业目前乃至可预见将来的第一大耐磨材料消耗件,2010年国内仅选矿一个行业即消耗了约200万吨各种材质的钢球,而水泥工业2010年预计也将消耗创记录的30万吨。
南钢成本核算简介南钢作为一所大型的钢铁企业,它的生产、经营是庞大的系统工程,涉及到采购、生产、销售等方方面面。
因此成本核算也就涉及到大宗原燃料的采购报帐、各生产步骤自制半成品的成本结转、相关差异的分配结转、产成品的成本费用的归集等各方面。
具体的成本核算是根据整个生产流程来进行的,因此首先要先了解各道工序的生产步骤和各工序所需投入的原燃料及所生产的自制半成品或产成品的转移流程。
一、南钢生产流程及各道工序消耗的主要原材料见下图:生产流程图从上图可以看出南钢现有两长一短三个流程生产线,第一条是老区的焦化厂、烧结厂炼铁厂 炼钢厂 轧钢厂;第二条是新区的炼铁新厂( 含焦化车间、烧结车间、高炉车间) 中厚板卷厂(炼钢车间、轧钢车间);第三条是电炉厂 轧钢厂。
各道生产工序所投入的原材料和生产的产品介绍如下:煤:煤种主要分气煤、肥煤、焦煤、瘦煤。
由于对灰分、含硫、强度的要求,各煤种需按适当比例配合后炼焦。
焦化厂:是将精煤通过燃烧生成焦碳,为炼铁等工序作燃料,同时生成多种联产品(焦油、轻苯、硫铵、煤气)。
焦化联产品的成本计算:首先是根据联产品系数将焦炭、焦油、轻苯、硫铵、煤气分别计算出折算基数,然后将分离前的焦炭总成本分解成焦炭、焦油、轻苯、硫铵、煤气的成本,分解后的成本加上加工成本(燃料动力、人工福利、制造费用)计算出联产品的最终成本。
(例)生产过程:首先将不同品种的煤按比例配合在一起作为炼焦的原料,然后将配合后的炼焦煤在密闭的焦炉内隔绝空气,高温加热后放出水份和气体。
随后分解产生煤气和焦油等联产品,最终生产出焦炭。
矿石:在自然界含铁的品位30-60%之间,在进入高炉前必须经过破碎和选矿,为保证高炉正常生产,必须通过烧结法或球团法进行造块,使不能满足高炉要求的矿粉加工成人造富矿。
烧结厂:将混匀后的矿粉通过烧结机生成烧结矿,为炼铁工序作原料。
辅料投入主要是石灰石,燃料投入是焦粉和白煤。
具体生产过程:将矿粉、熔剂、燃料按一定比例配合后,经混匀加温后,使烧结料水分蒸发并发生化学反应,冷却后成块,最终生成烧结矿。
钢球轧机轧辊的调整钢球轧机轧辊的调整是钢球斜轧成型的关键问题之一,它直接影响着产品的形状、尺寸及质量。
轧机调整的实质就是使轧辊和导板处在正确的位置,以便轧件顺利地实现塑性变形,轧出合格的产品。
因为斜轧机的调整因素较多,并且各因素又相互影响,所以斜轧机的调整比其它类型轧机的调整要复杂得多。
轧机调整的内容包括:轧辊的径向调整、倾角调整、轴向调整、相位调整、喇叭口调整、导板相对位置的调整、试轧调整等。
从图4-1斜轧机调整内容示意图中可以看出:轧机调整因素的空间几何关系。
有五个自由度需要调整。
4-1斜轧机调整内容示意图轧辊的径向调整轧辊的径向调整是最基本的调整,其目的是控制产品的径向尺寸,同时,轧辊径向调整还直接影响轧制能否正常进行及产品内部质量的好坏。
4.1.1怎样进行轧辊的径向调整轧辊的径向调整比较简单,其基本调整如下。
首先,根据孔型设计的要求,通过侧压螺丝机构,使轧辊移动,达到合理的辊缝尺寸。
然后再用卡钳检验,也有用标准样柱检验的。
但是按这种方法调整的轧辊径向孔型,有时仍不能轧出合格的产品来。
这是因为轧辊径向孔型尺寸在轧制过程中受到轧机的刚性,轧制线的位置,轧辊自身的热胀冷缩等因素的影响。
当轧机的刚性较差,即在轧制过程中辊跳严重时,这时轧辊孔型的径向尺寸应当减去辊跳值。
考虑到轧辊热胀的影响,在稳定轧制一定时间后,要适当地放钢球轧机|钢球轧机|钢球轧制设备|钢球轧制生产线|百川钢球设备2 - ∆h 2 - ∆h 式中 R —型辊孔型底半径,mm ;开轧辊孔型的径向尺寸。
当轧辊的热传导达到热平衡状态后,轧辊孔型的径向尺 寸处于稳定状态。
所以,对于精轧产品,往往需要预先对轧辊进行加热,这样就 可以在轧制一开始便消除这一因素的影响,保证精轧产品的质量要求。
当轧机中心线与轧制中心线(即轧件旋转的轴线)位置重合时,这时应用卡钳测得的孔型径向尺寸,就应等于热轧毛坯直径。
而当轧件贴一个导板轧制时,轧辊与轧件的接触点将上移或下移。