D改善措施报告
- 格式:ppt
- 大小:260.00 KB
- 文档页数:13
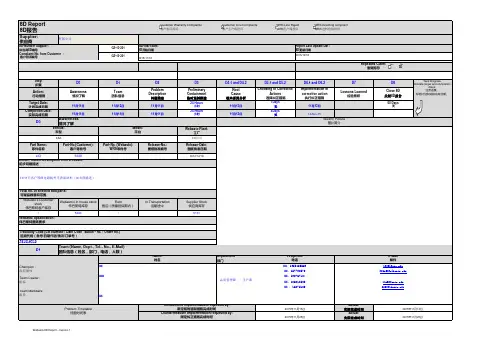
8D Report 8D 报告Supplier:供应商8D-Number Supplier:供应商8D 编号GZ-15-251GZ-15-251Step步骤D0D1D2D3D4.1 and D4.2D5.1 and D5.2D6.1 and D6.2D7D8Target Date:计划完成日期11月11日11月12日11月11日24 Hours 小时11月13日7Days 天11月13日60 Days 天Completion Date:实际完成日期11月11日11月11日11月11日24 Hours 小时11月12日4Days 天14-Nov-15D0Webasto Plant:工厂有限公司Part Name:零件名称Part-No.(Customer):客户零件号Part-No. (Webasto):WRS 零件号Release-No.:图纸批准编号Release-Date: 图纸批准日期LID 34002012/12/19Webasto's Customerstock伟巴斯特客户库存Webasto's in house stock伟巴斯特库存Field售后(质量担保期内)In Transportation运输途中Supplier Stock 供应商库存/5200//5131D1Department 部门2e@Actual:实际完成时间Actual:实际完成时间有限公司8D-Start date:8D 开始日期Report Last Update Dat :8D 更新日期Complaint No. from Customer : 客户投诉编号2015/11/102015/12/18Repeated Claim:重复抱怨Awareness 情况了解Sketch/ Picture 图片简介Vehicle:车型Model:平台KSAInitial Problem Description from Webasto:初步问题描述Total no. of affected bad parts: 可疑品数量和范围Webasto Spezification :伟巴斯特图纸要求Tracibility Code (Lot Number / Date Code /Batch - no. / Order no.) 追溯代码(批号/日期代码/批次/订单号)J51019310Team (Name, Dept., Tel.- No., E-Mail)团队信息(姓名,部门,电话,人数)Name:姓名Telephone 电话E-Mail 邮件XX XX:1355155552122@ XX:157********ei@XXXXX:130767184XX:186********A@ XX :16875185XXContainment Implementation requested by:限定临时遏制措施完成时间2015年11月15日2015年11月13日Countermeasure Implementation requested by:限定纠正措施完成时间2015年11月25日2015年11月20日Problem Timetable问题时间表Team Leader:组长Team Members:组员Champion :高层领导11/11日客户联络电路板外壳表面缺料(如右图描述)Close 8D 关闭8D 报告Task Progress.Indicate target and completiondates.任务进度。
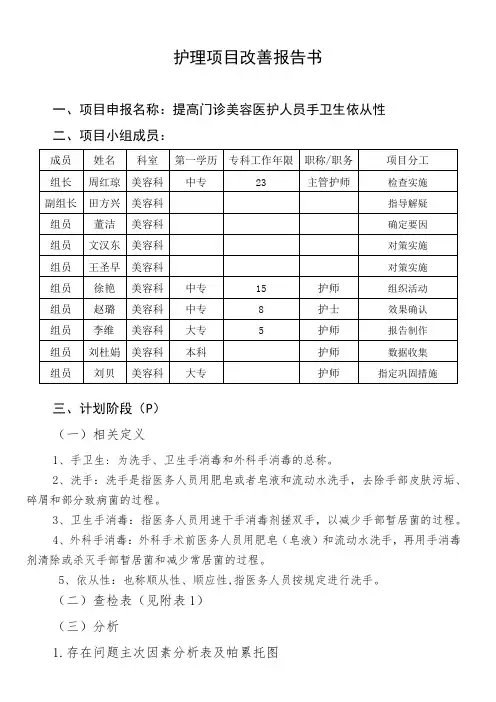
护理项目改善报告书一、项目申报名称:提高门诊美容医护人员手卫生依从性二、项目小组成员:成员姓名科室第一学历专科工作年限职称/职务项目分工组长周红琼美容科中专23 主管护师检查实施副组长田方兴美容科指导解疑组员董洁美容科确定要因组员文汉东美容科对策实施组员王圣早美容科对策实施组员徐艳美容科中专15 护师组织活动组员赵璐美容科中专8 护士效果确认组员李维美容科大专 5 护师报告制作组员刘杜娟美容科本科护师数据收集组员刘贝美容科大专护师指定巩固措施三、计划阶段(P)(一)相关定义1、手卫生: 为洗手、卫生手消毒和外科手消毒的总称。
2、洗手:洗手是指医务人员用肥皂或者皂液和流动水洗手,去除手部皮肤污垢、碎屑和部分致病菌的过程。
3、卫生手消毒:指医务人员用速干手消毒剂搓双手,以减少手部暂居菌的过程。
4、外科手消毒:外科手术前医务人员用肥皂(皂液)和流动水洗手,再用手消毒剂清除或杀灭手部暂居菌和减少常居菌的过程。
5、依从性:也称顺从性、顺应性,指医务人员按规定进行洗手。
(二)查检表(见附表1)(三)分析1.存在问题主次因素分析表及帕累托图3.从人、机、料、环、法、测方面用鱼骨图分析(名词+形容词)人员不足 操作多、病人多序号 原因 所占百分比%累计百分比%1 相关知识未掌握2 手消伤手3 无奖惩考核制度4 监督后未提醒5 人员不足6 手卫生标示不明显 7手卫生设施不足机人 料(四)制定措施(提出计划)四、实施阶段(D )实施阶段用PDCA 循环法,措施有计划、有实施、有对比、有改进时间 P (计划) D (实施:时间、责任人、图片) C (附查检表)A (改进、下一步计划)7月 8月 9月 10月 11月 12月五、检查阶段(C )(项目总体改善前中后效果进行对比)六、改进阶段(A )(一)标准化(上交护理质量安全委员会)(二)进入下一个PDCA附表1手卫生依从性观察表医院名称: 科室/病房: 日期: 年 月 日阶段编号:开始/结束时间:: / :观察持续时间:观察者:专业类:专业类 :专业类:法测环编码:编码:编码:人数:人数:人数:时机手卫生指征手卫生措施手卫生是否正确时机手卫生指征手卫生措施手卫生是否正确时机手卫生指征手卫生措施手卫生是否正确1 □接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否1□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否1□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否2 □接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否2□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否2□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否3 □接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否3□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否3□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否4 □接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否4□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否4□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否5 □接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否5□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否5□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否6 □接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否6□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否6□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否7 □接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否7□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否7□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否8 □接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否8□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否8□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否9 □接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否9□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否9□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否10 □接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否10□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否10□接触病人前□无菌操作前□接触体液后□接触病人后□接触环境后□擦手□洗手未采取gloves□是□否。
质量改进措施总结汇报质量改进措斷總結報告。
在过去的一段时间里,我们团队一直在努力提高产品和服务的质量。
经过一系列的改进措施,我很高兴地向大家汇报我们取得的成果。
首先,我们对产品质量进行了全面的分析和评估。
通过对产品的使用情况、客户反馈以及市场趋势的分析,我们找到了一些存在的问题和不足之处。
针对这些问题,我们制定了一系列的改进计划,并逐步落实和执行。
其次,我们加强了团队的内部沟通和协作。
通过定期的团队会议和沟通,我们更好地了解了彼此的工作进展和困难,及时解决了一些潜在的质量问题。
同时,我们也加强了与其他部门的协作,确保产品在设计、生产和销售的各个环节都能够得到有效的质量控制。
此外,我们还加强了对员工的培训和教育。
通过不断学习和提升,我们的员工对于产品和服务的质量要求有了更清晰的认识,能够更好地把控和管理质量。
同时,我们也建立了一套完善的质量管理体系,确保每个环节都能够得到有效的监控和管理。
最后,我们还对客户的反馈和投诉进行了认真的分析和处理。
通过及时回应客户的需求和意见,我们不断改进和完善产品和服务,提高了客户的满意度和忠诚度。
总的来说,通过一系列的质量改进措施,我们取得了显著的成效。
产品的质量得到了有效的提升,客户的满意度和忠诚度也得到了显著的提高。
但是,我们也清楚地意识到,质量改进是一个持续的过程,我们还需要不断地努力和改进,确保产品和服务的质量能够持续得到提升。
希望在未来的工作中,我们能够继续保持良好的势头,为客户提供更优质的产品和服务。
产品质量改进方案工作总结汇报
为了提高产品质量,我们团队在过去几个月里进行了一系列的改进工作。
通过团队的共同努力和合作,我们取得了一些显著的成果,现在我将对此进行总结汇报。
首先,我们对产品质量进行了全面的分析和评估。
我们对产品在生产过程中可能出现的问题进行了深入的调查和研究,找出了一些潜在的质量隐患。
然后,我们制定了一系列的改进方案,以解决这些问题并提高产品的质量。
其次,我们对生产流程进行了优化。
我们重新审视了生产流程中的每一个环节,找出了一些不必要的繁琐步骤,并对其进行了简化和优化。
这不仅提高了生产效率,也减少了出现质量问题的可能性。
另外,我们加强了对原材料的质量控制。
我们与供应商建立了更紧密的合作关系,加强了对原材料的检验和监控,确保了原材料的质量符合标准,从根本上提高了产品的质量。
最后,我们对生产设备进行了维护和升级。
我们加强了对生产
设备的日常维护工作,并对一些老旧设备进行了升级和更新,确保了设备的正常运转和稳定性,从而保障了产品质量的稳定性和一致性。
通过以上一系列的改进工作,我们成功提高了产品的质量,并得到了客户的一致好评。
我们将继续努力,不断改进和提高产品质量,为客户提供更优质的产品和服务。
感谢团队成员们的共同努力和付出!。

标签贴错改善措施报告尊敬的领导:经查,公司在生产过程中,出现了标签贴错现象。
我们对此非常重视,并制定了一系列改善措施,如下:1.加强质量意识:我们将培训员工质量意识,并及时纠正相关人员的错误操作。
2.加强标签贴错检查:在生产过程中,将增加对标签贴错情况的检查力度,发现问题及时处理。
3.完善管理流程:优化标签管理流程,包括标签打印、发放、贴标等环节,并建立标签使用登记制度。
4.引进自动化生产设备:引进先进的自动化生产设备,提高标签贴错的自动检测能力,减少人工操作环节。
我们将会全力以赴,积极推动改善措施的执行,确保标签贴错现象得到有效控制,促进公司生产质量和效率的提高。
以上报告,敬请批准。
再次感谢您的关注和指导!Dear Leader,After investigation, we found that the company has the phenomenon of wrong label sticking during the production process. We attach great importance to this and have formulated a series of improvement measures, as follows:1. Strengthen quality awareness: We will train employees in quality awareness and promptly correct the wrong operations of relevant personnel.2. Strengthen label sticking inspection: In the production process, we will increase the inspection of label sticking errors and promptly handle problems.3. Improve the management process: Optimize the label management process, including label printing, distribution, and sticking, and establish a label use registration system.4. Introduce automated production equipment: Introduce advanced automated production equipment to improve the automatic detection ability of label sticking and reduce manual operation links.We will do our best to actively promote the implementation of improvement measures to ensure that the phenomenon of wrong label sticking is effectively controlled and promote the improvement of the company's production quality and efficiency.Please approve the above report. Thank you for your attention and guidance again!。
品质改善工作总结汇报
尊敬的领导和各位同事:
经过一段时间的努力,我很高兴地向大家汇报我们品质改善工作的总结。
在过去的几个月里,我们团队一直致力于提高产品和服务的质量,以满足客户的需求和期望。
在这个过程中,我们取得了一些显著的成绩,并且也遇到了一些挑战,但我们已经做好了总结和改进的准备。
首先,我们成功地实施了一系列质量改善措施,包括优化生产流程、加强员工培训、引入先进的质量管理工具等。
这些举措有效地提高了产品的质量稳定性和客户满意度。
我们的产品缺陷率显著下降,客户投诉率也大幅减少。
这表明我们的努力取得了初步的成果,也得到了客户的认可和肯定。
其次,我们也面临一些挑战和问题。
在质量改善的过程中,我们发现了一些潜在的问题和瓶颈,例如生产设备老化、员工技能不足、质量管理体系不健全等。
这些问题需要我们进一步深入分析和解决,以确保质量改善工作能够持续稳步推进。
最后,我们将继续努力,不断完善质量管理体系,加强内部协作,提高员工技能水平,以实现质量改善工作的长期目标。
我们相信,在全体员工的共同努力下,我们一定能够取得更加显著的成绩,为客户提供更加优质的产品和服务。
感谢各位领导和同事对我们质量改善工作的支持和帮助,也欢迎大家提出宝贵的意见和建议,让我们共同努力,为公司的发展贡献力量。
谢谢大家!。

工厂改善措施报告怎么写工厂改善措施报告一、背景介绍工厂改善措施报告是指在工厂生产经营过程中,为了提高生产效率、降低成本、提高产品质量等方面而采取的各种改善措施的总结和分析。
本报告旨在对工厂改善措施进行详细的阐述和说明。
二、改善措施概述工厂改善措施主要包括以下几个方面:1.设备更新:通过更换老旧设备或引进新技术设备,提高生产效率和产品质量。
2.流程优化:通过对生产流程进行优化,缩短生产周期,降低成本。
3.员工培训:提高员工技能水平和职业素养,增强企业竞争力。
4.管理创新:通过完善管理制度和流程,规范企业运营管理。
三、具体实施情况1.设备更新:1)引进先进的自动化生产线;2)更新老旧机器设备;3)购置新型检测仪器。
2.流程优化:1)对原有生产流程进行分析,并找出瓶颈环节;2)优化生产流程,缩短生产周期;3)调整生产计划,减少废品率。
3.员工培训:1)针对员工技能短板,开展专业培训;2)加强职业道德和素养教育;3)提高员工安全意识和品质意识。
4.管理创新:1)完善企业管理制度和流程;2)建立绩效考核体系,激励员工积极性;3)实施精益生产管理模式。
四、改善效果分析1.设备更新:引进自动化生产线后,每小时生产量提高了50%,成本降低了30%。
2.流程优化:缩短了生产周期,降低了废品率。
3.员工培训:提高了员工技能水平和职业素养,增强了企业竞争力。
4.管理创新:完善的管理制度和流程提高了企业运营效率,实施的精益生产模式降低了成本。
五、改善措施的启示1.设备更新:引进先进设备是提高企业生产效率和产品质量的重要手段。
2.流程优化:流程优化是提高企业运营效率和降低成本的有效途径。
3.员工培训:加强员工培训,提高员工技能水平和职业素养,是增强企业竞争力的必要条件。
4.管理创新:完善管理制度和流程,实施精益生产模式,可以提高企业运营效率和降低成本。
六、结论工厂改善措施是企业提高生产效率、降低成本、提高产品质量等方面的必然选择。
改善报告10篇改善报告(一):对近一段时间的工作,还存在很多不足和缺点,检讨本身,现将近期的工作、学习中存在的不足和缺点扼要总结以下:1、工作上满足于正常化,缺少开辟和主动精神,有时心浮气躁,急于求成安稳有余,创新不足;处理题目有时斟酌得还不够周到,心中想很多,行动中实践得少。
工作中总习惯从坏处着想,缺少勇于打破常规、风风火火、大胆开辟的勇气和魄力。
另外,政策理论水平不够高。
固然平时也比较重视学习,但学习的资料不够全面、系统。
对公司政策理论研究的不深、不透。
有时候也放松了对自我的要求和标准。
2、本身的专业业务水平不高,事故应急处理本事不强。
固然经过学习和工作经验的积累,在业务水平上有了必须的提高,但业务水平和工作经验与其它老同道比还是比较低。
在平常工作中偏重于平常生产工作,也忽视了本身思想素质的提高,工作中争强当先的意识不强。
3、全局意识不够强。
有时做事情、干工作只从本身动身,对公司及车间作出的一些的重大决策理解不透,虽然也按领导要求完成了要做的工作,心理上还是有一些其他的想法。
在工作中还存在看到、听到、想到但还没做到的情景,还需要进一步增强事业心和职责感。
在今后的工作中,我决心从以下几方面进行改善:1、在思想工作方面,深化学习,努力提高自我的思想理论水平,加强自我的事业心和职责感,用新理念武装自我的头脑,增长自我的才华,提高驾驭工作的本事,并坚持理论联系实际,重视学以致用。
2、继续拓宽自我的理论知识面,加强自我对理论知识的利用,在平常工作中,遇题目多查阅文献,熟习相干知识,从而提高自我解决实际题目的本事。
3、在实际工作中,要更加进取主动的向领导请教碰到的题目,并多与同事们进行沟通,学习他们处理实际题目的方法及工作经验。
经过量学、多问、多想来不断提高自我的实际工作本事。
改善报告(二):这半年以来,我先后到过河南、贵州两个省出差。
不一样的区域、不一样的销售情景,经过这两个省的差旅工作、我发现xx安全门的市场不太乐观,尤其是近段时间、就好比贵州,5月份之前的销售额都是排行第一的,而后、10月份的销售额还不到1万,这是多么大的差别啊、作为一个区域经理、我的职责很大。
质量改进措施工作总结汇报尊敬的领导和各位同事:
经过一段时间的努力,我很高兴地向大家汇报我们团队在质量改进措斷方面所取得的成果和进展。
首先,我们团队在过去几个月里,着重于对产品质量进行全面的分析和评估。
我们通过对产品生产过程的全面监控,发现了一些潜在的质量问题,并及时采取了针对性的措施进行改进。
同时,我们也加强了对员工的培训和教育,提高了他们的质量意识和技能水平,从而有效地减少了产品质量问题的发生率。
其次,我们团队还引入了一些先进的质量管理工具和方法,如六西格玛、PDCA循环等,通过这些工具和方法的应用,我们成功地提高了产品的质量稳定性和一致性,有效地降低了产品的次品率,提高了客户满意度。
最后,我们团队还积极参与了公司组织的质量改进活动,与其他部门密切合作,共同解决了一些跨部门的质量问题,为公司整体质量水平的提升做出了积极的贡献。
通过我们团队的不懈努力,产品质量得到了明显的改善,客户投诉率大幅下降,公司整体的质量绩效也得到了显著提升。
在未来的工作中,我们将继续加强对产品质量的监控和管理,不断改进和完善质量管理体系,努力实现产品质量的持续提升,为公司的可持续发展贡献我们的力量。
谢谢大家!。
质量改进总结汇报
在过去的一段时间里,我们团队一直在努力提高产品和服务的质量,以满足客户的需求并保持竞争力。
在这个过程中,我们经历了许多挑战,但也取得了一些显著的进展。
以下是我们质量改进的总结汇报:
首先,我们对产品和服务进行了全面的审查和分析,以确定存在的问题和改进的机会。
通过客户调查和反馈,我们收集了大量宝贵的信息,帮助我们了解客户的期望和需求。
我们还进行了内部审查,以确定可能存在的流程和系统缺陷。
其次,我们采取了一系列措施来改进质量。
我们重新设计了一些产品,以提高其性能和可靠性。
我们也对服务流程进行了优化,以缩短交付时间和提高客户满意度。
此外,我们还加强了员工的培训和技能提升,以确保他们能够提供高质量的服务。
最后,我们进行了质量改进的监控和评估。
我们建立了一套指标体系,用于跟踪产品和服务的质量表现。
我们定期进行内部审查和外部认证,以确保我们的质量标准符合行业标准和客户期望。
总的来说,我们的质量改进取得了一些显著的成就,但我们也
意识到还有很多工作要做。
我们将继续努力,不断改进我们的产品
和服务,以确保我们能够满足客户的需求并保持竞争力。
我们相信,通过持续的努力和改进,我们将能够实现更高水平的质量表现,为
客户创造更大的价值。
生产效率改善方案总结汇报
随着市场竞争的日益激烈,企业需要不断提高生产效率来保持
竞争力。
因此,我们团队在过去几个月里积极探索和实施了一系列
生产效率改善方案,以提高生产效率和降低成本。
在此,我将对我
们的生产效率改善方案进行总结汇报。
首先,我们对生产流程进行了全面的分析和优化。
通过采用先
进的生产技术和设备,我们成功地简化了生产流程,缩短了生产周期,提高了生产效率。
同时,我们还对生产线进行了重新布局,使
得生产过程更加顺畅和高效。
这些改进措施不仅提高了产品的质量,还大大降低了生产成本。
其次,我们加强了员工培训和技能提升。
通过培训和激励,我
们的员工更加熟练地掌握了生产技术和操作流程,提高了工作效率
和生产质量。
此外,我们还引入了智能化生产管理系统,实现了生
产过程的数字化和自动化控制,进一步提高了生产效率和生产线的
灵活性。
最后,我们还加强了与供应商和合作伙伴的合作。
通过与供应
商和合作伙伴的紧密合作,我们得以及时获取原材料和技术支持,
保证生产的顺利进行。
同时,我们还积极推动供应链管理的优化,降低了物流成本和库存成本,提高了生产的灵活性和响应速度。
通过以上一系列的生产效率改善方案的实施,我们成功地提高了生产效率,降低了生产成本,提高了产品质量和客户满意度。
我们相信,随着我们不断探索和实践,我们的生产效率将会进一步提升,为企业的可持续发展和竞争力提供更加坚实的基础。
感谢大家的支持和努力,让我们共同努力,为企业的发展贡献更多的价值。
产品清洗不良8D报告1. 引言本报告针对公司最近出现的产品清洗不良情况进行分析和处理,采用了8D(8 Discipline)方法来解决问题。
通过对问题的全面调查和分析,我们希望能够找到问题的根本原因,并提出有效的纠正措施,从而避免同类问题再次发生。
2. 问题描述产品在清洗过程中出现了不良情况,主要表现为残留了大量的异物,导致产品整体质量下降。
这不仅严重影响了产品的外观美观度,还对产品的功能和可靠性产生了负面影响。
这一问题首次发现于2021年3月10日,目前已影响了100个批次的产品。
3. 8D步骤3.1 D1-成立团队为了能够迅速有效地解决问题,我们组建了一个由质量部、生产部、以及相关技术人员组成的团队。
3.2 D2-定义问题通过调查和实际观察,我们进一步明确了问题的范围和影响。
问题的定义如下:- 问题范围:产品清洗过程中残留大量异物;- 问题影响:影响产品的外观、功能和可靠性。
3.3 D3-制定临时纠正措施为了尽快解决问题,我们采取了以下临时纠正措施:- 加强对清洗过程的操作培训,确保清洗工人正确按照标准操作;- 增加了清洗过程的监测频率,及时发现问题。
3.4 D4-分析根本原因通过仔细分析和调查,我们找到了产生问题的根本原因:- 清洗设备不符合标准要求,无法彻底清洗产品;- 清洗工人没有足够的操作培训,无法正确操作设备。
3.5 D5-制定纠正方案针对问题根本原因,我们制定了以下纠正方案:- 更新和升级清洗设备,确保能够完全去除产品中的异物;- 对清洗工人进行全面培训,确保他们能够正确操作设备。
3.6 D6-实施纠正方案我们按照制定的纠正方案,对清洗设备进行了更新和升级,并对所有清洗工人进行了培训。
纠正方案的实施于2021年4月1日正式开始。
3.7 D7-验证纠正效果我们对实施纠正方案后的产品进行了全面检测和测试,并和之前的产品进行了对比。
结果显示,纠正方案取得了显著的效果,产品的清洗质量得到了明显改善。
8D改善报告样板八D改善报告样板(以1200字为例)一、引言(约100字)报告内容一览:改善目的、改善环境、改善方法、改善过程、改善结果、改善总结。
二、改善目的(约150字)本次改善的目的是解决当前所面临的问题,并提高工作效率,达到更好的工作成果。
采取改善措施,通过对环境、方法进行调整,期望能够促进团队合作,提升工作效率和质量。
三、改善环境(约200字)改善环境包括团队沟通、协作、工具设备等因素。
调查发现,我们的团队面临着沟通不畅,协作效率低下等问题。
此外,一些工具设备也不够适用和高效,影响了工作效率。
四、改善方法(约200字)为了改善现状,我们决定采取以下方法:1.加强团队沟通与协作:定期开展团队会议,增加团队成员之间的交流与互动;2.优化工具设备:引进新的工具设备,提高工作效率和质量;3.培训与学习:组织专业培训,提升团队成员的能力和技术水平。
五、改善过程(约250字)我们迅速行动,按照改善方法展开具体工作。
首先,组织了团队会议,讨论并制定了改善计划。
其次,引进了新的工具设备,对工作空间进行了重新布置。
随后,组织了专业培训,提升了团队成员的技术水平。
最后,我们进行了一系列的实际操作和试验,不断优化改善方案,确保其能够真正解决问题。
六、改善结果(约200字)经过一段时间的努力,我们取得了显著的改善结果。
团队成员之间的沟通协作得到了明显的提高,工作效率提高了约30%。
新引进的工具设备大大提高了工作效率和质量,并节约了大量时间成本。
参加培训的团队成员技术水平有了明显的提高,对工作任务的完成更加熟练、高效。
七、改善总结(约200字)通过本次改善,我们深刻认识到改善的重要性和必要性。
只有不断调整和改进自身,才能适应变化的环境和需求。
本次改善不仅提高了团队整体的工作效率和质量,也增强了团队凝聚力和合作意识。
我们会继续改进,不断追求更好的工作结果和工作环境。
八、附录(约150字)附件:1.团队沟通协作记录;2.工具设备优化方案;3.专业培训计划及培训成果;4.改善过程中的实际操作和试验记录;5.改善成果评估数据。
仓库8d报告改善的案例现实中的80改善报告案例(出租屋被水淹了)案例:以下通过一件发生在我们身边的平常小事,来说明SD报告(纠正/预防措施)的写法。
事由:出租屋内,一日早晨,小王正在水龙边洗脸准备上班,刚洗完脸,突然家中打来电话,于是把脸帕一挂就去屋内接电话,接完电话就去上班。
下午下班回家时发现家中全部被水淹了。
铺在地上的草席和被子全都漂在水中。
D1(第一步):成立改善小组:马上叫上住在隔壁的几个同事,组成事故处理小组。
小组成员:张三、李四、王五。
D2(第二步):问题描述。
王五家中被水淹,家中所有摆放在地上的物品都浸在水中(不良率100%)。
如:草席、被子和书本等。
D3(第三步):暂时围堵行动(即应急对策或叫临时对策)。
1、马上与小组成员一起把家中的水设法排放出去。
负责人:张三2、立即把浸在水中的物品捞起并摊开到阳台去凉干。
负责人:李四D4(第四步)---根本原因分析:1、早晨洗完脸时,接听家中突然打来的电话,然后忘记关水,造成水淹小屋。
2、下水道出口太小,而且都采用网格式的盖子盖住。
昨天洗菜洗出来的小片烂蔬菜叶梗在网格上,致使下水道出水很慢,长时间积累后,大量未及时排放出去的水把小屋淹了。
分析人:王五审核:王五妻子D5(第五步)---制订永久对策(即长期对策)。
1、把下水道出口上的网格式盖子去掉,以便加大出水口,不会造成被水淹的情况。
责任人:王五预计完成时间:2007-10-12D6(第六步)—-实施/确认PCA。
1、经过王五实际操作,把下水道出口加大后,小片蔬菜叶不会再梗在出水口处,堵住废水往外流。
并且即使把水龙头打开到最大,水仍能及时地从下水道出水口完全地流出去。