橡胶化工原材料检验作业指导书样本
- 格式:doc
- 大小:123.50 KB
- 文档页数:57

橡胶化工厂炭黑检验作业指导书1.加热减量1.1仪器与设备烘箱1.2作业流程取样3–5克于已知重量W1的称量瓶中称重W2,放于105℃的烘箱中3小时,取出于干燥器中冷却,称重W3。
(所有称重精确至0.0001g)1.3计算公式W2-W3加热减量(%)= ————×100%W2-W11.4技术指标:(见GB3778—94)2.灰分的测定2.1仪器与设备马沸炉2.2作业流程取样1—2克于已知重量W1的坩埚中称重W2,放于电炉上先低温焦化,确定不会产生火焰,在放入850—900℃马沸炉中直至恒重,取出于干燥器中冷却,称重W3(所有称重精确至0.0001g)2.3计算公式W2-W3灰分(%)= ————×100%W2-W12.4技术指标:(见GB3778-94)3.筛余物的测定(方法同碳酸钙)技术指标:(见GB3778-94)4.吸碘值的测定4.1仪器及试剂500ml碘量瓶 0.1mol/L硫代硫酸钠标准溶液1%淀粉指示剂 10%硫酸溶液碘溶液(13克碘,100克碘化钾加水稀至1L) 50ml 碱式滴定管4.2作业流程称取样品1.0克(精确至0.0001g)于碘量瓶中,加30ml碘溶液和100ml10%硫酸溶液充分摇动,约30分钟(同时做空白在另一只手摇动)静置,过滤,过滤时用表面皿盖好,防止碘升华,然后移取10ml过滤于150ml锥形瓶中,加入1滴淀粉指示剂,立即用硫代硫酸钠标准溶液滴定直至兰色消失,同时做空白。
记下硫代硫酸钠标准溶液消耗之体积数(平行做三次)。
224.3计算公式(V空白—V)×C硫代硫酸钠×0.1269 吸碘率(%)= ————————————————×100%W4.4技术指标:(见GB3778-94)。

橡胶制品作业指导书简介橡胶制品在现代社会中被广泛应用,从日常生活用品到工业制品都可以看到橡胶制品的身影。
本文档旨在为橡胶制品生产作业提供指导,包括橡胶材料的选用、加工工艺、生产流程等方面的内容。
橡胶材料的选用1. 原料橡胶的选择橡胶制品的质量直接受到原料橡胶的影响,因此在选择原料橡胶时需考虑以下因素: - 橡胶的种类:常见的橡胶种类有天然橡胶、合成橡胶等,根据制品的使用要求选择合适的橡胶种类。
- 橡胶的性能:不同种类的橡胶具有不同的物理和化学性能,根据制品所需的性能选择合适的橡胶。
- 橡胶的成本:橡胶制品的成本直接受到原料橡胶价格的影响,需要在保证质量的前提下选择成本合理的原料橡胶。
2. 辅助材料的选择除了原料橡胶外,橡胶制品的生产还需要一些辅助材料,如填料、硫化剂等。
在选择辅助材料时需要注意: - 辅助材料的相容性:辅助材料与原料橡胶应具有良好的相容性,能够有效地提高制品的性能。
- 辅助材料的稳定性:辅助材料应具有较好的稳定性,不会影响橡胶制品的使用寿命。
加工工艺1. 橡胶混炼橡胶混炼是橡胶制品生产的第一道工艺,主要包括断胶、混炼、压片等步骤。
在橡胶混炼过程中需要注意以下事项: - 混炼温度:不同种类的橡胶对混炼温度要求不同,应根据橡胶的性能选择合适的混炼温度。
- 混炼时间:混炼时间过长或过短都会影响橡胶的性能,应控制好混炼时间。
- 混炼方式:混炼方式有开炼和密炼两种,根据橡胶的种类和生产要求选择合适的混炼方式。
2. 橡胶成型橡胶混炼完成后,需要进行成型工艺,包括挤出、模压、注塑等方式。
在橡胶成型过程中需要注意以下事项: - 成型温度:不同种类的橡胶对成型温度要求不同,应根据橡胶的性能选择合适的成型温度。
- 成型压力:成型压力直接影响制品的密实度和外观质量,需要根据制品的要求选择合适的成型压力。
- 顶出方式:不同成型方式需要不同的顶出方式,如真空吸出、气压顶出等,应根据成型工艺选择合适的顶出方式。

高分子材料与工程橡胶综合实验(指导书)北方民族大学材料科学与工程学院高分子材料与工程专业二O一一年八月十日目录实验一、橡胶的塑炼 (2)实验二、橡胶的混炼 (6)实验一橡胶的塑炼本实验属于综合性实验。
一、实验目的掌握天然橡胶塑炼加工全过程,并了解塑炼的主要机械设备,如开炼机的基本结构,掌握该设备的操作方法。
二、实验原理橡胶加工工艺对生胶可塑度有一定的要求。
不同种类的生胶其原始可塑度不同,不同用途的混炼胶要求其塑炼胶的可塑度也不同。
橡胶可塑性与胶料性能有密切关系。
总之,塑炼的目的就是要满足混炼胶工艺性能和制品性能对生胶可塑度的要求。
尽管近年来大多数合成橡胶和某些天然胶在制造过程中控制了生胶的初始可塑度,塑炼任务已大为减轻,但是,严格来说经过充分塑炼的橡胶是一种改性橡胶,在混炼时能与活性填充剂和硫化促进剂发生化学反应,对硫化速度和结合凝胶生产量产生一定影响。
生胶经过塑炼后质地均一,对硫化胶力学性能也有所改善。
因此,塑炼仍是橡胶加工中一项具有重要意义的工艺。
其基本原理如下:1.塑炼中断链理论橡胶可塑度与其分子量有密切关系。
分子量越小,粘度越低,而可塑度越大。
实践证明,在塑炼中生胶可塑度的提高是通过平均分子量的降低来获得的。
可以说塑炼实质上就是使橡胶分子链断裂,大分子长度变短的过程。
影响橡胶分子链断裂的因素有:机械作用、氧的作用、塑解剂的作用、温度的影响。
2. 低温与高温机理生胶在塑炼时的分子链断裂,是一种复杂的物理-化学反应。
机械力、氧、电、热和化学增塑剂等因素的作用都与此有关,其中起主要作用的是氧和机械力,而且两者相辅相成。
根据温度对塑炼全过程影响,可将塑炼归纳为低温塑炼和高温塑炼两种,前者以机械力作用为主,属机械-化学反应,氧起稳定游离基的作用;后者以自动氧化作用为主,属热-氧化反应,机械作用是增加橡胶与氧的接触。
3. 塑炼中的凝胶化反应在塑炼过程中,机械作用使橡胶大分子链断裂,生产游离基团,与氧和其他低分子物质相互结合后生胶粘度下降产生塑炼效果。

橡胶化工厂工业硬脂酸检验作业指导书1.水分(同DCP挥发份)技术指标:200型:≤0.2% 400型:≤0.2% 800型≤0.3%2.碘值的测定2.1仪器及试剂氯仿 10ml,15ml移液管冰醋酸 15%碘化钾溶液1%淀粉指示剂 0.1moL/L硫代硫酸钠标准溶液哈氏溶液(100ml冰醋酸,0.8克溴水,1.32克碘) 2.2作业流程称取样品0.5克(精确至0.0001g)于碘量瓶中,加入15ml氯仿摇匀使试样溶解,加入哈氏溶液20ml摇匀,瓶口加少许碘化钾溶液,放于暗处30分钟,加入20ml15%碘化钾溶液,100ml水摇匀,用硫代硫酸钠标准溶液滴定,近终点加淀粉指示剂1ml,滴至兰色恰好褪去,记下硫代硫酸钠标准溶液消耗之体积数(同时做空白)。
2.3计算公式(V-V空白)×C硫代硫酸钠×0.1269碘值(g/100g)= —————————————————×100G2.4技术指标:200型:≤2.0(g/100g) 400型:≤4.0(g/100g) 800型:≤8.0(g/100g)3.酸值的测定3.1仪器及试剂250ml锥形瓶水浴锅无水乙醇 0.1mol/L氢氧化钠标准溶液3.2作业流程称取样品0.5克(精确至0.0001g)于锥形瓶中,于水浴锅中,加入50ml无水乙醇,摇动,加热,待浴完后,稍冷却,滴5滴酚酞指示剂,用0.1mol/L氢氧化钠标准溶液滴定,滴至微红色即为终点,同事做空白。
3.3计算公式(V-V空白)×CNaoH×56.1 酸值(mg/g)= —————————————G3.2技术指标:200型:205-210(mg/g) 400型:202-212(mg/g)800型:192-218(mg/g)。

一、岗位任务按工艺要求,将配好的生胶和助剂通过开炼机均匀的混合在一起。
二、操作顺序开机前,检查辊间、落料盘有无杂物,冷却水通畅。
1.混炼方法:(1)包辊:生胶或母胶在靠近大牙(齿轮)一边少量加入,待胶软化包辊后,再逐步放入多余胶料,胶料全部包辊成光滑状.(2)吃粉:吃粉时辊筒上保持适当的堆积胶,先将量少的硬脂酸、氧化锌等加入,碳酸钙和油光替加入,最后加入硫磺(盘内粉料应全部扫清加入)。
(3)翻炼:等粉吃完,左右拉刀二次,然后调小辊距≤1mm,翻三角包三次,按工艺规格出片.2.胶料检验:(1)混炼好的胶料应充分冷却,并在胶料上标明批号、生产日期、操作人、系数、料名,并作好原始记录。
(2)每混炼一批胶料应随机抽一车做物理性能的测试,合格后使用,若不合格则应加倍复验.四、操作注意(1)首先检查大车的紧急刹车完好.(2)操作过程中,手不能伸进两辊的水平线.一、岗位任务按工艺要求,将载料半制品通过平板机,模具压制成成品。
二、工作顺序三、操作方法及要求(1)上班应正确穿戴好劳防用品(手套等)、不准穿拖鞋、赤膊等。
(2)上班前应根据自己的工作令核对自己所生产的产品、数量、胶料、机台、模具号等。
(3)生产前应检查机器的温度、泵压是否符合工艺要求,模具的定位、模腔、手柄等是否完好,硫化时间是否按要求调整到位,发现问题及时向组长或技术质量员汇报。
(4)模具进出热板应用钩子拉,热板在进行中严禁手入平板压机。
(5)操作顺序剪载好的半制品胶料应放入模腔中上中下模具定位对准合模模具至热板中央上泵合模适当放回气正点硫化钩子拉出模具启模时模腔面不准碰作且应向上放置取产品自检外观质量。
(6)操作者第一模产品应交质检员,由质量员负责首缸产品的检查,每二小时对温度、压力参数记录一次。
(7)操作者对自己生产出来的产品应自检质量,发现连续三缸有质量问题的应及时向组长或技术人员(质量员)汇报。
(8)操作者擅自改动工艺参数(压力、温度、时间、胶料、规格、重量等),所造成的废品由操作者自负,必要时可根据所造成的质量问题的价值追究其质量责任。
橡胶件检验作业指导书引言本文档旨在为橡胶件检验工作提供详细的指导,以确保橡胶件的质量符合标准要求。
通过遵循本指导书的步骤和指示,检验人员将能够准确地评估橡胶件的质量,并确保其适用于特定的应用场景。
检验前准备在进行橡胶件检验之前,确保以下准备工作已完成:1. 准备检验设备和工具:包括巡视灯、测量尺具、夹具等;2. 确认检验要求和标准:查阅相关标准文件,了解对橡胶件的检验要求;3. 准备样品:准备待检验的橡胶件样品,并确保样品的数量充足;4. 为检验人员提供必要的培训和说明:确保检验人员对检验过程和要求有清晰的理解。
检验步骤以下是进行橡胶件检验的步骤:1. 外观检验:- 检查橡胶件的表面是否平整,并排除任何明显的缺陷,如气泡、裂纹等;- 观察橡胶件的颜色和光泽,确保其符合要求;- 检查橡胶件的尺寸和形状是否与规格要求一致。
2. 功能性检验:- 根据检验要求,进行相应的功能性测试,如拉伸、压缩、弯曲等;- 使用适当的测量设备,记录测试结果,并与标准要求进行比较。
3. 化学性能检验:- 根据需要,使用合适的化学试剂进行化学性能检验;- 根据标准要求,进行试验,并记录测试结果。
4. 物理性能检验:- 进行橡胶件的物理性能测试,如硬度、抗压强度、耐磨性等;- 使用适当的测试设备和方法,并记录测试结果。
5. 包装和标识检验:- 检查橡胶件的包装是否完整,并确保标识信息准确无误;- 如有需要,进行相关标识和包装的附加检验,如防潮性能等。
检验记录和报告对于每个橡胶件样品的检验,应准确记录以下信息:1. 样品编号、批号等标识信息;2. 检验日期和时间;3. 检验人员的姓名和签名;4. 检验结果和评价;5. 如发现任何问题或缺陷,应记录详细的描述和可能的原因。
检验记录应保存并归档,以备将来参考。
根据需要,可以生成检验报告,并提供给相关部门和客户。
总结本文档提供了橡胶件检验的详细步骤和指导,旨在确保橡胶件的质量符合标准要求。
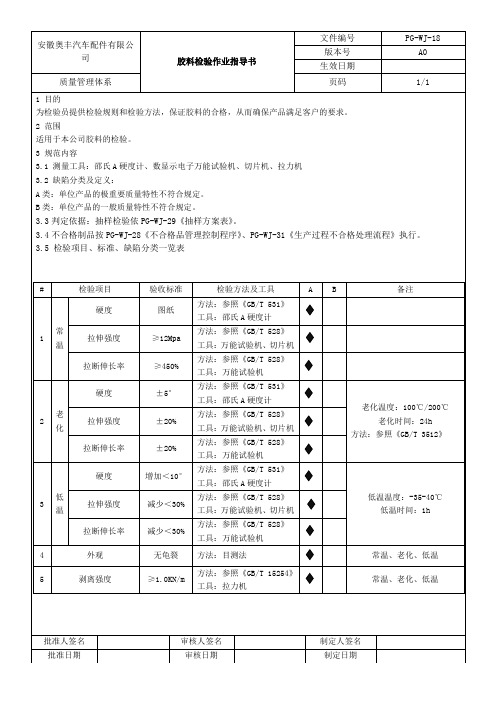
安徽奥丰汽车配件有限公司胶料检验作业指导书文件编号PG-WJ-18 版本号A0生效日期质量管理体系页码1/1 1 目的为检验员提供检验规则和检验方法,保证胶料的合格,从而确保产品满足客户的要求。
2 范围适用于本公司胶料的检验。
3 规范内容3.1 测量工具:邵氏A硬度计、数显示电子万能试验机、切片机、拉力机3.2 缺陷分类及定义:A类:单位产品的极重要质量特性不符合规定。
B类:单位产品的一般质量特性不符合规定。
3.3判定依据:抽样检验依PG-WJ-29《抽样方案表》。
3.4不合格制品按PG-WJ-28《不合格品管理控制程序》、PG-WJ-31《生产过程不合格处理流程》执行。
3.5 检验项目、标准、缺陷分类一览表# 检验项目验收标准检验方法及工具 A B 备注1 常温硬度图纸方法:参照《GB/T 531》工具:邵氏A硬度计拉伸强度≥12Mpa方法:参照《GB/T 528》工具:万能试验机、切片机拉断伸长率≥450%方法:参照《GB/T 528》工具:万能试验机2 老化硬度±5°方法:参照《GB/T 531》工具:邵氏A硬度计老化温度:100℃/200℃老化时间:24h方法:参照《GB/T 3512》拉伸强度±20%方法:参照《GB/T 528》工具:万能试验机、切片机拉断伸长率±20%方法:参照《GB/T 528》工具:万能试验机3 低温硬度增加<10°方法:参照《GB/T 531》工具:邵氏A硬度计低温温度:-35-40℃低温时间:1h 拉伸强度减少<30%方法:参照《GB/T 528》工具:万能试验机、切片机拉断伸长率减少<30%方法:参照《GB/T 528》工具:万能试验机4 外观无龟裂方法:目测法常温、老化、低温5 剥离强度≥1.0KN/m 方法:参照《GB/T 15254》工具:拉力机常温、老化、低温批准人签名审核人签名制定人签名批准日期审核日期制定日期胶料检验报告单生产批次胶料型号质检员生产单位检验日期检验项目标准要求实测值单项结论常温硬度图纸拉伸强度≥12Mpa 拉断伸长率≥450%老化硬度±5°拉伸强度±20%拉断伸长率±20%低温硬度增加<10°拉伸强度减少<30%拉断伸长率减少<30%外观无龟裂剥离强度≥1.0KN/m其它要求:备注:。

橡胶车间配料作业指导书(橡胶车间,60*90,1块)
一、岗位任务
根据不同的配方单进行正确称量
二、操作顺序
按工作令配方►衡具检查►正确称量标定
三、操作方法
1、按工作令要求的进行工作;
2、配料衡具应在合格期内,衡具应放水桌上,避开风源;
3、根据不同的称量值,合理的选择衡具,并在使用前校正零件;
4、衡具规定:
5、配料器具必须清洁
6、称量公差要求:促进剂、硬脂酸、硫磺、防老剂、石蜡,误差不超过士 2克,橡胶、母胶、碳酸钙、碳黑误差不超过士 100克。
7、配料的各种料必须进行复检,复检后才能使用。
8配好的料应标明料名、车号、批号、日期、操作人,并作好各原。


橡胶化工厂防老剂丁检验作业指导书
1.初溶点
技术指标:105℃
2.加热减量
2.1仪器与设备
烘箱
2.2作业流程
取样3–5克于已知重量W1的称量瓶中称重W2,放于75-80℃的烘箱中2小时,取出于干燥器中冷却,称重W3。
(所有称重精确至0.0001g)
2.3计算公式
W2-W3
加热减量(%)= ————×100%
W2-W1
3.4技术指标:≤0.2%
3.灰分的测定
3.1仪器与设备
马沸炉
3.2作业流程
取样1-2克于已知重量W1的坩埚中称重W2,放于电炉上先低温焦化,确定不会产生火焰,再放入850-900℃马沸炉中直至恒重,却出与干燥器中冷却,称重W3。
(所有称重精确至0.0001g)
3.3计算公式
W3-W1
灰分(%)= ————×100%
W2-W1
3.4技术指标:≤0.2%
4.筛余物的测定(方法同碳酸钙)
技术指标:≤0.2%(100目)。

橡胶化工厂促进剂M检验作业指导书
1.外观
灰黄色或灰白色粉末,粉粒
2.初溶点
技术指标:≥170℃
3.加热减量
3.1仪器与设备
烘箱
3.2作业流程
取样3–5克于已知重量W1的称量瓶中称重W2,放于75-80℃的烘箱中2小时,取出于干燥器中冷却,称重W3。
(所有称重精确至0.0001g)
3.3计算公式
W2-W3
加热减量(%)= ————×100%
W2-W1
3.4技术指标:≤0.5%
4.灰分的测定
4.1仪器与设备
马沸炉
4.2作业流程
取样1-2克于已知重量W1的坩埚中称重W2,放于电炉上先低温焦化,确定不会产生火焰,再放入850-900℃马沸炉中直至恒重,却出与干燥器中冷却,称重W3。
(所有称重精确至0.0001g)
4.3计算公式
W3-W1
灰分(%)= ————×100% W2-W1
4.4技术指标:≤0.3%
5.筛余物的测定(方法同碳酸钙)
技术指标:≤0.1%(100目)。

橡胶化工厂苯醌二肟检验作业指导书
1.外观
工业品:深褐色或紫褐色粉末精制品:黄褐色或淡灰色粉末
2.初溶点
工业品:220—225℃精制品:230—240℃
3.水分
3.1仪器与设备
烘箱
3.2作业流程
取样3—5克于已知重量W1的称重瓶中称重W2,放于45±2℃的烘箱中2小时,取出于干燥器中冷却,称重W3。
(所有称重精确至0.0001g)
3.3计算公式
W2-W3
水分(%)=————×100%
W2-W1
3.4技术指标:0.2-0.25%
4.灰分的测定
4.1仪器与设备
马沸炉
4.2作业流程
取样1-2克于已知重量W1的坩埚中称重W2,放于电炉上先低温焦化,确定不会产生火焰,再放入850-900℃马沸炉中直至恒重,取出于干燥器中冷却,称重W3。
(所有称重精确至0.0001g)
4.3计算公式
W3-W1
灰分(%)=————×100%
W2-W1
4.4技术指标:
工业品:0.2-0.3% 精制品:<0.1%
5.筛余物的测定(方法同碳酸钙)
技术指标:工业品:180目全过精制品:200-300目全过。

作业指导书--橡胶汇总黑龙江省水利工程质量检测第五分站文件编号:HHSL/SC-2009 作业指导书第1版第0次修改橡胶试验作业指导书第1页共14页橡胶表观密度试验作业指导书《泡沫塑料及橡胶表观密度的测定》 GB/T6343/2009 (代1995)2.1天平(称量精度为0.1%) 3、术语和定义3.1表观总密度单位体积泡沫材料的质量(包括模制时形成的全部表皮)3.2表观芯密度单位体积泡沫材料的质量(包括去除模制时形成的全部表后) 4、试样4.1尺寸:总体积至少为100cm3 4.2数量:至少测试5个 4.3状态调节放置时间至少72h ,标准环境条件23C± 2C, (50± 10) % 5操作步骤测量尺寸每个尺寸至少测量三个位置,分别计算每个尺寸平均值,并计算试样体积。
板状的硬质材料,在中部第个尺寸测量五个位置。
单位 mm 5.2称量试样,单位g,精确到0.5% 6结果计算式6.1计算表观密度,取其平均值,并精确 0.1Kg/m3P =m/V X 1061、检测标准2、仪器设备作业指导书第1版第0次修改橡胶试验作业指导书第2页共14页式中P ---表观密度(表观总密度或表观芯密度),单位为千克每立方米(kg/m 3);m---试样质量,单位为(g );V --- 试样的体积,单位为立方毫米(mm )。
对于一些低密度闭孔材料(如密度小于15kg/m 的材料),空气浮力可能会导致测量结果产生误差,在这种情况下表观密度应用式(2)计算巴+匹X 106V式中P ---表观密度(表观总密度或表观芯密度)(kg/m 3);排出空气的质量,单位为(g );注:m a 指在常压和一定温度时的空气密度(kg/m 3)乘以试样的体积(mr 3)。
当温度为23r ,大气压为101 325p a (760mm 汞柱)时,空气密度为1.220X 10/6g/ mm i ;当温度为27r ,大气压为101 325p a (760mm 汞柱)时,空气密度为1.195X 10/5g/ mn 3。

橡胶原材料常规化学检验各位橡胶同仁大家好!现在由我跟大家一起学习橡胶检测知识。
在这里我要跟大家一起学习的内容有四部分:一、化学试验基本常识二、橡胶原材料常规化学检验三、硫化胶分析介绍四、橡胶和橡胶制品可燃性试验。
第一部分化学试验基本常识(教材中的第二部分第一章第一节、第九节)一、常用玻璃仪器1. 烧器1.1 烧杯:多用于配制溶液,可加热使用。
规格有:50、100、200、500、1000毫升等。
1.2 三角烧瓶:多用于加热液体,避免大量蒸发,特别适用于滴定工作。
可以加热使用。
规格有:150、250、500毫升等。
1.3 具塞三角烧瓶和碘瓶:用于需要严防液体蒸发和固体升华的操作中。
可以加热使用。
在加热过程中要打开瓶塞,避免瓶子破碎或液体的溅出。
规格有:150、250、500毫升等。
1.4 烧瓶:多用于制备反应和蒸馏时作为加热容器。
有平底和圆底之分,平底烧瓶不宜用直接火加热,圆底烧瓶可以用直接火加热,但不能骤冷。
规格有:100、500、1000毫升等。
2. 量器2.1 量筒和量杯:用于量取不要求准确体积的液体。
在配制百分浓度、体积比浓度、当量浓度的溶液时,可以用量筒量取液体,制备溶液。
不能加热使用。
规格有:50、100、500毫升等。
2.2 滴定管:滴定管是专门用于容量分析的精密的玻璃仪器,有普通滴定管和微量滴定管两种。
普通滴定管分度值一般为0.2~0.1毫升,微量滴定管分度值都小于0.05毫升。
滴定管又分为酸式和碱式,酸式滴定管的下部带有磨口玻璃活塞,用于装酸性溶液、氧化还原性溶液和盐类稀溶液。
酸式滴定管的磨口活塞要涂抹凡士林,涂抹时注意不能将流液孔堵死,涂抹法如图3所示。
活塞要缚以橡皮筋或套橡皮圈,以免活塞滑出。
规格有:10、25、50毫升等。
滴定管洗涤要用洗液或洗涤剂清洗,不能用去污粉洗涤,以免划伤内壁。
使用前要用少量标准溶液再洗涤两三次。
滴定管读数:使滴定管处于垂直状态,视线与液面保持水平,读取与弯月面下缘最低点处相切的刻度(读取其他玻璃仪器容器的刻度都应如此)。
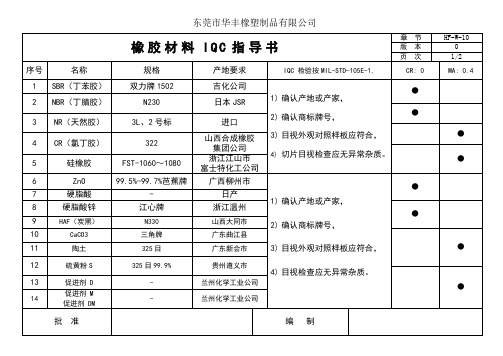
橡胶化工原材料检验作业指导书
目录
1.白碳黑检验作业指导书 (1)
2.活性碳酸钙检验作业指导书 (3)
3.滑石粉检验作业指导书 (4)
4.陶土检验作业指导书 (6)
5.促进剂TMTD检验作业指导书 (7)
6.对苯醌二肟检验作业指导书 (8)
7.促进剂DPTT检验作业指导书···························
···9
8.促进剂M检验作业指导书 (10)
9.促进剂DM检验作业指导书 (11)
10.促进剂ETU检验作业指导书 (12)
11.防老剂DNP检验作业指导书 (13)
12.防老剂MB检验作业指导书 (14)
13.促进剂ZDC检验作业指导书 (15)
14.防老剂丁检验作业指导书 (16)
15.防老剂RD检验作业指导书 (17)
16.硫化剂DCP检验作业指导书 (18)
17.氧化锌检验作业指导书 (19)
18.活性氧化镁检验作业指导书 (20)
19.TAC检验作业指导书 (21)
20.碳黑检验作业指导书 (22)
21.三氧化二锑检验作业指导书 (24)
22.工业硬脂酸检验作业指导
书 (25)
23.氢氧化铝检验作业指导书 (26)
24.十溴二苯醚检验作业指导书 (27)
25.高岭土检验作业指导书 (28)
26.防老剂NBC检验作业指导书 (29)
27.备注 (30)。