PLC的步进电机控制系统
- 格式:ppt
- 大小:3.12 MB
- 文档页数:24
2019年第24期
(总第60期)中国高新科技
China High-techNO.24 2019
(Cumulatively NO.60 )
基于PLC的步进电机闭环控制系统
宋立
(中铁隧道股份有限公司,河南郑州450000 )
摘要:基于三菱FX3
G-60
MR
PLC设计了控制系统硬件部分,以系统控制框图为核心,对系统所涉及的各硬
件进行选型,并完成系统硬件搭建:完成了基于PID的闭环控制算法设计,PLC利用内置高速脉冲输出功能
发送一串高速脉冲至步进电机驱动器,从而使步进电机转动一定角度,步进电机与转盘以齿轮啮合的形式
连接,转盘所转过的实际角度通过旋转编码器以脉冲形式传输给PLC内部的高速计数器,通过PID算法,将
所计的实际值与给定值相比较处理,并将运算的结果输出给步进电机驱动器,控制步进电机转向及位移,
带动转盘进行误差补偿,实现对转盘较为精确的分度闭环控制。
关键词:可编程逻辑控制器;步进电机;闭环控制 文献标识码:
A 中图分类号:
TM57
文章编号:2096-4137 ( 2019 ) 24-086-03
D0
I: 10. 13535/
j.
cnki. 10-1507/
n. 2019. 24. 30
1系统控制框图 盘角度的闭环控制,实现了精确定位的要求,系统
基于
PLC的步进电机闭环控制系统设计过程 控制框图如图]所示,其屮虚线部分在
PLC内部实
中,采用
PLC直接控制步进电机驱动器,完成对转 现
PLC通过自身高速脉冲发生功能,根据程序设
到位,关于防雷措施,较为可行的有安装避雷针以
及避雷塔等;关于接地操作,则以智能配电柜为基
础,在其下方开挖出一个深度达2
m的深坑,此后叫
其中置入角钢与钢管材料,完成与电线的连接,而
另一端则与配电柜进行连接。除此之外,为了全面
保障接地效果,在实际操作屮还需要对地层屮的金
属管材采取防腐措施,施工现场如图2所示。
图2外部智能配电柜防护栏
3.4设备运行环境控制
将智能配电柜应用于低压配电
实验3 PLC与步进电机控制
一. 实验目的
1. 熟悉可编程控制器PLC、步进电动机驱动器及步进电动机之间的连接,能独自完成接线;
2. 了解步进电动机及其驱动器的性能参数以及设置
3. 能够正确利用PLC输出脉冲信号驱动步进电动机。
二. 实验内容
1. PLC、步进电动机驱动器及步进电动机之间的连线
2. 利用PLC对步进电动机进行正/反转启动控制;
3. 利用PLC对步进电动机进行多段速加减速控制;
三. 仪器设备
综合实验台一台
2相4线步进电动机一台
工具包
四. 相关知识
这部分篇幅较大,请先通读“实验步骤”部分,遇到不明白再在本节参考相关知识
1. 步进电机是一种将电脉冲转化为角位移的执行机构。当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度(称为“步距角”),它的旋转是以固定的角度一步一步运行的。可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;同时可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。步进电机可以作为一种控制用的特种电机,利用其没有积累误差(精度为100%)的特点,广泛应用于各种开环控制。
2. 电机固有步距角:它表示控制系统每发一个步进脉冲信号,电机所转动的角度。电机出厂时给出了一个步距角的值
3. 步进电机的相数:是指电机内部的线圈组数,目前常用的有二相、三相、四相、五相步进电机。电机相数不同,其步距角也不同,一般二相电机的步距角为0.9°/1.8°、三相的为0.75°/1.5°、五相的为0.36°/0.72° 。在没有细分驱动器时,用户主要靠选择不同相数的步进电机来满足自己步距角的要求。如果使用细分驱动器,则‘相数’将变得没有意义,用户只需在驱动器上改变细分数,就可以改变步距角。
4. 驱动器就是为步进电机分时供电的,多相时序控制器。它必须由双环形脉冲信号、功率驱动电路等组成控制系统方可使用
湖南电气职业技术学院毕业设计
I
摘 要:
设计一种基于PLC的步进电机控制系统, 通过微型变速箱将步进电机角位移转化为直线位移, 进而带动直线
伸缩机构运行。该系统结构简单、性能稳定、经济价值和使用效果突出, 能够满足毫米级精确位移的使用需求。
关键词: PLC; 步进电机; 驱动器; 脉冲;方向。
目 录
第1章 绪 论 .................................................................................................................. 1
1.1 设计背景 ............................................................................................................................... 1
1.2 系统设计的任务 ................................................................................................................... 3
1.3 本章小结 ............................................................................................................................... 3
第2章 步进电机及PLC简介 ....................................................................................... 4
2.1 步进电机简介 ....................................................................................................................... 4
如有你有帮助,请购买下载,谢谢!
1页 绪论
课题背景
近年来,数控机床及数控技术得到了飞速发展,在柔性、精确性、可靠性和宜人性等方面的功能越来越完善,已成为现代先进制造业的基础。
数控就是数字控制,数控技术在机床行业应用得多,就是依靠数字(电脑编程)来控制机床,具有效率高,精度高等主要特点。
数控技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。数控的产生依赖于数据载体和二进制形式数据运算的出现。1908年,穿孔的金属薄片互换式数据载体问世;19世纪末,以纸为数据载体并具有辅助功能的控制系统被发明;1938年,香农在美国麻省理工学院进行了数据快速运算和传输,奠定了现代计算机,包括计算机数字控制系统的基础。数控技术是与机床控制密切结合发展起来的。1952年,第一台数控机床问世,成为世界机械工业史上一件划时代的事件,推动了自动化的发展。
现在,数控技术也叫计算机数控技术,目前它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的控制功能。由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入数据的存贮、处理、运算、逻辑判断等各种控制机能的实现,均可通过计算机软件来完成。
PLC控制步进电机旋转台研究的目的和意义
数控机床以其精度高、效率高、能适应小批量多品种复杂零件的加工等优点,在机械加工中得到日益广泛的应用。它有以下几方面优点。
1.适应性强。
2.精度高,质量稳定。
3.生产效率高。
4.能实现复杂的运动。
5.良好的经济效益。 如有你有帮助,请购买下载,谢谢!
2页 6.有利于生产管理的现代化。
数控机床由程序编制及程序载体、输入装置、数控装置(CNC)、伺服驱动及位置检测、辅助控制装置、机床本体等几部分组成。
数控机床发展的概况
从1952年至今,数控机床按照控制机的发展,已经历了五代。
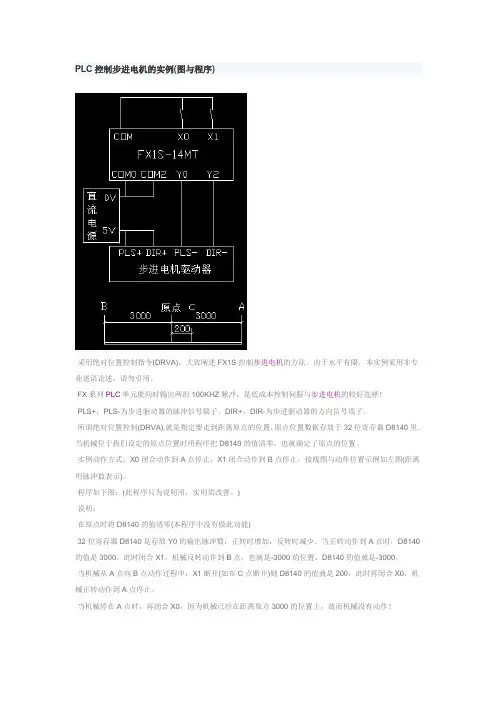
PLC控制步进电机的实例(图与程序)
·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。
·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择!
·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。
·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。
·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。
·程序如下图:(此程序只为说明用,实用需改善。)
·说明:
·在原点时将D8140的值清零(本程序中没有做此功能)
·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是-3000的位置。D8140的值就是-3000。
·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。
·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):
·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。D8140的值为0
·当机械在B点时(假设此时D8140的值是-3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。
·一般两相步进电机驱动器端子示意图:
·FREE+,FREE-:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动。而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。
2014 ~ 2015 学年 第 1 学期
《 电气控制及PLC 》
课 程 设 计 报 告
题 目: 步进电机的PLC控制设计
专 业: 自动化
班 级: 11自动化(1)班
姓 名: 李勇 李亚 李新明 荆欢
贾伟 黄龙飞 皇甫趁心
指导教师: ***
电气工程学院
2014年10月31日
1、任务书
课题名称 步进电机的PLC控制设计
指导教师(职称) 江春红
执行时间 2014~ 2015 学年第1 学期 第 9 周
学生姓名 学号 承担任务
李勇 1109111021 负责软件系统的设计
李亚 1109111020 负责步进电机运行的控制原理设计
李新明 1109111019 负责硬件系统的设计
荆欢 1109111018 负责系统调试
贾伟 1109111017 文档的排版和整理
黄龙飞 1109111016 搜集整理资料
黄甫趁心 1109111015 负责各成员之间交流沟通
设计目的
学会运用所学的理论知识,进行步进电机运行的控制原理设计、硬件系统设计、软件系统设计、创新设计,提高理论知识工程应用能力、系统调试能力、分析问题与解决问题的能力。
设计要求
步进电机为二相混合式,供电电压24VDC,功率30 W,电流1.7A(或1.2A),转矩0.35NM,步矩角1.8°/0.9°,并配有细分驱动器,实现细分运行,减少振荡。
摘 要
步进电机可以对旋转角度和转动速度进行高精度控制。步进电机作为制执行元件,是电气自动化的关键产品之一, 广泛应用在各种自动化控制系统和精密机械等领域。例如,在仪器仪表,机床设备以及计算机的外围设备中(如打印机和绘图仪等),凡需要对转角进行精确控制的情况下,使用步进电机最为理想。随着微电子和计算机技术的发展,步进电机的需求量与日俱增,在各个国民经济领域都有应用。软件PLC综合了计算机和PLC的开关量控制、模拟量控制、数学运算、数值处理、网络通信、PID调节等功能,通过一个多任务控制内核,提供强大的指令集、快速而准确的扫描周期、可靠的操作和可连接各种I/O系统的及网络的开放式结构。用PLC控制步进电机的定位、转向、调速、细分有很大的优势与前景。此次设计是利用PLC 的控制方法,上位机的监控功能,在试验室进行模拟实现的。试验结果达到了预期的功能。
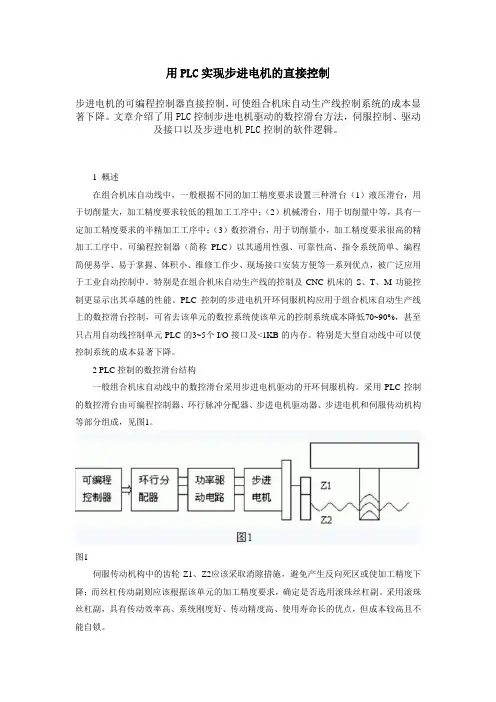
用PLC实现步进电机的直接控制
步进电机的可编程控制器直接控制,可使组合机床自动生产线控制系统的成本显著下降。文章介绍了用PLC控制步进电机驱动的数控滑台方法,伺服控制、驱动及接口以及步进电机PLC控制的软件逻辑。
1 概述
在组合机床自动线中,一般根据不同的加工精度要求设置三种滑台(1)液压滑台,用于切削量大,加工精度要求较低的粗加工工序中;(2)机械滑台,用于切削量中等,具有一定加工精度要求的半精加工工序中;(3)数控滑台,用于切削量小,加工精度要求很高的精加工工序中。可编程控制器(简称PLC)以其通用性强、可靠性高、指令系统简单、编程简便易学、易于掌握、体积小、维修工作少、现场接口安装方便等一系列优点,被广泛应用于工业自动控制中。特别是在组合机床自动生产线的控制及CNC机床的S、T、M功能控制更显示出其卓越的性能。PLC控制的步进电机开环伺服机构应用于组合机床自动生产线上的数控滑台控制,可省去该单元的数控系统使该单元的控制系统成本降低70~90%,甚至只占用自动线控制单元PLC的3~5个I/O接口及<1KB的内存。特别是大型自动线中可以使控制系统的成本显著下降。
2 PLC控制的数控滑台结构
一般组合机床自动线中的数控滑台采用步进电机驱动的开环伺服机构。采用PLC控制的数控滑台由可编程控制器、环行脉冲分配器、步进电机驱动器、步进电机和伺服传动机构等部分组成,见图1。
图1
伺服传动机构中的齿轮Z1、Z2应该采取消隙措施,避免产生反向死区或使加工精度下降;而丝杠传动副则应该根据该单元的加工精度要求,确定是否选用滚珠丝杠副。采用滚珠丝杠副,具有传动效率高、系统刚度好、传动精度高、使用寿命长的优点,但成本较高且不能自锁。 3 数控滑台的PLC控制方法
数控滑台的控制因素主要有三个:
3.1 行程控制
一般液压滑台和机械滑台的行程控制是利用位置或压力传感器(行程开关/死挡铁)来实现;而数控滑台的行程则采用数字控制来实现。由数控滑台的结构可知,滑台的行程正比于步进电机的总转角,因此只要控制步进电机的总转角即可。由步进电机的工作原理和特性可知步进电机的总转角正比于所输入的控制脉冲个数;因此可以根据伺服机构的位移量确定PLC输出的脉冲个数:
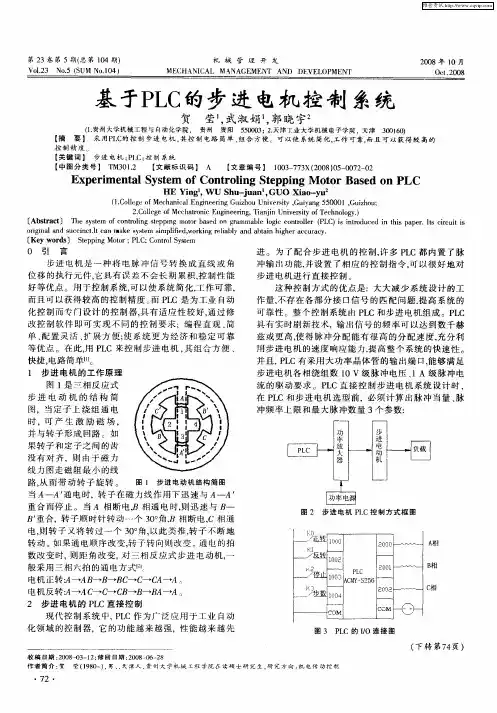
第23卷第5期(总第104期1 Vo1.23 No.5(SUM No.104 J 机械管理开发 MECHANICAI M ANAGEME T AND DEVEL()PMENT 20o8年l0月 Oct.20o8
基于PLC的步进电机控制系统
贺 莹 ,武淑娟 ,郭晓宇
(1,贵州大学机械工程与自动化学院, 贵州贵阳550003;2.天津工业大学机械电子学院.天津300160) 【摘要】 采用PLC@控制步进电机,其控制电路简单、组合方便。可以使系统简化,工作可靠,而且可以获得较高的 控制精度。 【关键词】 步进电机;PI C;控制系统 【中图分类号】TM301.2 【文献标识码】A 【文章编号】 1003—773X(2008)05—0072—02
Experimental System of Controling Stepping Motor Based on PLC
HE Ying。,wU Shu-juan’,GUO Xiao—yu2 f1.College of Mechanical Engineering Guizbou University,Guiyang 550001.Guizhou: 2.College of Mechatronic Engineering,Tianjin University of Technology.1 [Abstract]'Hie system of controling stepping motor based Oil grammable 1ogic controller(PLC)is introduced in this paper.Its circuit is original and succinct.It cali llake system simplified,working reliably and ahtain higher accuracy. [Key words] Stepping Motor;PLC:Control System 0 引 言
PLC对步进电机的直接控制摘要在现实生活中步进电机已被广泛地应用于生产,生活中。本课题的核心处理器是三菱FX2N系列的PLC。其中的PLC的程序主要包括:主程序,手动调速,自动和手动四大块。手动调速部分,自动部分和手动部分都可以通过主程序相互连接在一起。手动调速部分中可实现加减速,正反转功能。手动部分中分成三个小状态:快进、工进和快退,通过按钮进入这些状态。自动部分则是通过一个按钮把手动部分的三个状态实现。关键词:三菱PLC;步进电机控制;步进电机的驱动电路
1引言步进电机是一种将电脉冲信号转换成直线位移或角位移的执行元件。步进电机的输出位移量与输入脉冲个数成正比,其转速与单位时间内输入的脉冲数成正比,其转向与脉冲分配到步进电机的各相绕组的相序有关。可编程序控制器是适应工业环境、简单易懂、操作方便、可靠性高的新一代通用工业控制装置。它以微处理器为基础,综合了计算机技术、自动控制技术和通信技术,使用面向过程、面向用户的简单编程语言。1.2步进电机控制的基本控制从结构上看,步进电机分为三相、四相、五相等类型,本论文则以五相为主。五相步进电机的工作方式有五相五拍和五相十拍2种,下面具体加以阐述:1.2.1换相顺序控制通电换相这一过程称为脉冲分配。例如,五相步进电机在五拍的工作方式下,其各相通电顺序为A→B→C→D→E→A,通电控制脉冲必须严格按照这一顺序分别控制A、B、C、D、E相的通断,五相十拍的通电顺序为A→AB→B→BC→C→CD→D→DE→E→EA。
1.2.2步进电机转向控制如果给定工作方式正序换相通电,步进电机正转。若步进电机的励磁方式为五相十拍,即A→AB→B→BC→C→CD→D→DE→E→EA。如果按反序通电换相,即A→AE→E→ED→D→DC→C→CB→B→BA→A,则电机就反转。其他方式情况类似。1.2.3步进电机的速度控制如果给步进电机发一个脉冲,步进电机就转一步,再发一个脉冲,再转一步。2个脉冲的间隔越短,步进电机就转得越快。调整送给步进电机的脉冲频率,就可以对步进电机进行调速。1.2.4步进电机启停控制步进电机由于其电气特性,运转时会有步进感,即振动感。1.2.5步进电机加减速控制在步进电机控制系统中,如果信号变化太快,步进电机由于惯性跟不上电信号的变化,这时就会产生堵转和丢步现象。所以步进电机在启动时,必须有加速过程,在停止时必须有减速过程。理想的加速曲线一般为指数曲线,步进电机整个降速过程的频率变化规律是整个加速过程频率变化规律的逆过程。1.3控制目标通过对PLC的编程,来实现对于步进电机的控制,实现启动,停止,加速,减速,暂停功能。还可以实现手动和自动的运行。控制如下图。
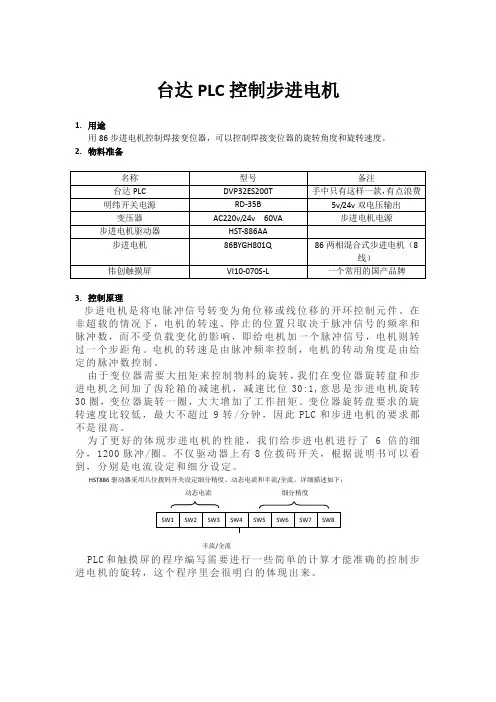
台达PLC控制步进电机
1. 用途
用86步进电机控制焊接变位器,可以控制焊接变位器的旋转角度和旋转速度。
2. 物料准备
名称 型号 备注
台达PLC DVP32ES200T 手中只有这样一款,有点浪费
明纬开关电源 RD-35B 5v/24v双电压输出
变压器 AC220v/24v 60VA 步进电机电源
步进电机驱动器 HST-886AA
步进电机 86BYGH801Q 86两相混合式步进电机(8线)
伟创触摸屏 VI10-070S-L 一个常用的国产品牌
3. 控制原理
步进电机是将电脉冲信号转变为角位移或线位移的开环控制元件。在非超载的情况下,电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数,而不受负载变化的影响,即给电机加一个脉冲信号,电机则转过一个步距角。电机的转速是由脉冲频率控制,电机的转动角度是由给定的脉冲数控制。
由于变位器需要大扭矩来控制物料的旋转,我们在变位器旋转盘和步进电机之间加了齿轮箱的减速机,减速比位30:1,意思是步进电机旋转30圈,变位器旋转一圈,大大增加了工作扭矩。变位器旋转盘要求的旋转速度比较低,最大不超过9转/分钟,因此PLC和步进电机的要求都不是很高。
为了更好的体现步进电机的性能,我们给步进电机进行了6倍的细分,1200脉冲/圈。不仅驱动器上有8位拨码开关,根据说明书可以看到,分别是电流设定和细分设定。
HST886驱动器采用八位拨码开关设定细分精度、动态电流和半流/全流。详细描述如下:
动态电流 细分精度
SW1 SW2 SW3 SW4 SW5 SW6 SW7 SW8
半流/全流
PLC和触摸屏的程序编写需要进行一些简单的计算才能准确的控制步进电机的旋转,这个程序里会很明白的体现出来。
4. 电气原理图
5. PLC程序
6.触摸屏画面
东北石油大学本科生毕业设计
I 目 录
第1章 绪 论 .................................................................................................................. 1
1.1 设计背景 ...................................................................................................... 1
1.2 系统设计的任务 .......................................................................................... 3
1.3 本章小结 ...................................................................................................... 3
第2章 步进电机及PLC简介 ...................................................................................... 4
2.1 步进电机简介 .............................................................................................. 4
2.2 PLC的发展概述 ........................................................................................... 8
2.3 PLC技术在步进电机控制中的应用 ........................................................... 8
直流步进电机plc控制方法
系统功能概述:
本系统采用PLC通过步进电机驱动模块控制步进电机运动。当按下归零按键时,电机1和电机2回到零点(零点由传感器指示)。当按下第一个电机运行按键时,第一个电机开始运行,直到运行完固定步数或到遇到零点停止。当按下第二个电机运行按键时,第二个电机开始运行,运行完固定步数或遇到零点停止。两电机均设置为按一次按键后方向反向。电机运行时有升降速过程。
PLC输入点I0.0为归零按键,I0.1为第一个电机运行按键,I0.2为第二个电机运行按键,I0.3为第一个电机传感器信号反馈按键,I0.4为第二个电机传感器信号反馈按键。
PLC输出点Q0.0为第一个电机脉冲输出点,Q0.1为第二个电机脉冲输出点,Q0.2为第一个电机方向控制点,Q0.3为第二个电机方向控制点,Q0.4为电机使能控制点。
所用器材:
PLC:西门子S7-224xpcn及USB下载电缆。编程及仿真用软件为V4.0 STEP 7 MicroWIN SP3。
直流步进电机2个,微步电机驱动模块2个。按键3个。24V开关电源一个。导线若干。
各模块连接方法:
PLC与步进电机驱动模块的连接: 驱动模块中EN+、DIR+、CP+口均先接3k电阻,然后接24V电源。
第一个驱动模块CP-接PLC的Q0.0,DIR-接PLC的Q0.2,EN-接PLC的Q0.4
第二个驱动模块CP-接PLC的Q0.1,DIR-接PLC的Q0.3,EN-接PLC的Q0.4
注意:
1、PLC输出时电压为24V,故和驱动器模块连接时,接了3k电阻限流。
2、由于PLC处于PTO模式下只有在输出电流大于140mA时,才能正确的输出脉冲,故在输出端和地间接了200欧/2w下拉电阻,来产生此电流。(实验室用的电阻功率不足,用200欧电阻时功率至少在24*24/200=2.88w,即用3w的电阻)
垫!! :垫 Science and Technology Innovation Herald P L C在步进电机控制中的应用 刘琛森 (广西贺州市技工学校 广西贺州 542800) 工程技术
摘要:本文v ̄PLC作为控制器,给出它与步进驱动器,步进电机的接13,电路图和相应的执行程序,来具体描述PLc在步进电机控制中的应 用。 关键词:控制要求 端口接线图 细分和电流设置 程序设计 中图分类号:TN1 1 文献标识码:A 文章编号:1674--09 8X(2011)lO(b)-01 30-02 启.动摄锄 r , ?I,?I Lr二 I I L 广一 IO00 L I I自珈嘲 r . I I L r— s20 L“ l l 麒啦9删L- 1 1 L 广 一 szl L l I / l I \T T0 I I r.. i i L r L — S22 I I l I 辩BcI29 删砭一 I I 广 I I L r . L 启动按钮 停止按钮 脱机按钮 短脉冲 状态韧宴{i化
芷转控制 芷转3周
产生反向信号 反转 科技的发展,步进电机在国内的数字控制系统中的应用十分 广泛。本文以PLC作为控制器,给出它与步进驱动器,步进电机的 接口电路图和相应的执行程序,来具体描述PLC在步进电机控制 中的应用。如今,许多技工学校都开设了PLC这门课程,故也可以 把PLc如何控制步进电机工作作为案例列入到PLC实训课程中, 这样既能提升PLC课程教学的整体性和系统性,也能增加学生的 学习热情。 1控制要求 按下启动按钮,PLC控制步进电机顺时针转3周,停5秒;再逆时 针转2周,停3秒,如此循环;按下停止按钮,电机立刻停止(电机轴 锁住);按下脱机按钮,电机轴松开。假设选择的是三相步进电机, 步距角为1.2。,工作时设置为4细分,额定电流为1.75A,电机停止 时(电机轴锁住),静态电流选择为半流。 2步进电机、步进驱动器、PLC之间的连接 步进电机是一种将脉冲信号转换成直线位移或角位移的执行 元件。步进电机的输出位移量与输入脉冲个数成正比,其速度与脉 冲频率成正比,其转向与脉冲分配到步进电机的各相绕组的相序 (下转1 32页) ——— 卜——1:rI l∞ — SEt szo— r— szo卜 r … 1 ——— r— z OO03 ----SO¥23 j- I I \…厂一 广一1 L .r 图3
工业技术
I I-F China seienc
基于 技术的步进电动机控制系统及其智能保护
都洪亮
(唐山首信自动化信息技术有限公司河北唐山 )
[摘要】本文在步进电动机的基础上,利用可编程控制器 的性能特点,设计出 可控的步进电动机控制系统,并完成了加减速的设计,最后对控制系 统的智能保护进行了理论上讨论,得到电机控制的新方法。 [关键词】步进电动机 智能保护控制 中图分类号: . 文献标识码:A 文章编号: 一
1。引曹
步进电动机是一种把电脉冲信号变换成角位移以控制转子转动的微特电
机。在自动控制装置中作为执行元件 每输入一个脉冲信号,步进电动机前进一
步,故又称脉冲电动机。步进电动机多用于数字式计算机的外部设备,以及打印
机、绘图机和磁盘等装置。步进电动机的驱动电源由变频脉冲信号源、脉冲分配 器及脉冲放大器组成,由此驱动电源向电机绕组提供脉冲电流。
通过步进电机驱动器对步进电机进行控制,实现对步进电机的正转、
反转和速度控制。而要进一步提高系统的控制性能,就需要改变高性能伺服系
统中的非线性、参数变化、扰动和噪声等控制问题
2.正文
.1步进电动机
..1电动机简介
步进电动机和一般电动机一样,分为定子和转子两大部分。定子有硅钢片
叠成,装上一定相数的控制绕组,有环形分配器送来的电脉冲对多相定子绕组
轮流进行励磁t转子用硅钢片叠成或用软磁材料做成凸极结构,步进电动机的
位移量与输入脉冲数严格成比例。其转速与脉冲频率和步距角有关。[1陟进电
动机是受其输入信号而动作的,脉冲发生器所产生的电脉冲信号。通过环形分
配器按一定的顺序加到电动机的各相绕组上。为使电动机能够输出足够的功
率,经环形分配器所产生的信号还焉进行功率放大。
2.1.2步进电动机的选择
在选择步进电动机时主要考虑的是步进电动机的类型选择,根据系统要
求,确定步进电动机的电压值、电流值以及有无定位转矩和使用螺栓机构的定
位装置,从而就可以确定步进电动机的相数和拍数。臼l
/一‘、 研究与开发
基于PLC的步进电机控制系统
及其在火车轴温检测系统中的应用
潘赞
(湖南涟源钢铁巢田公司机动设备部.湖南娄底41 7009)
l引言
目前,随着我国经济的发展 铁路运输的紧张状况将
愈来愈突出,为解决铁路运输紧张的局丽,铁道部提出提
速要求。但随着车速的提高, 轮轴承温升的问题愈屁突
出.这就需要加强对轴承温升的雌拄 .
当有火车经过时.由于其自身不停地向外
辐射红外热能 从而在物体表面形成一定的温
度场 利用安装于钢轨两侧的热像仪吸收车轮
发出的这种红外辐射能量,将其热像挂示征荧
光屏E,就可以准确判断物体表面的温度舒布
情况.并对温升超标的车轴进行实时报管.避
免由于车轴热切而造成列车脱轨或颠覆等事故
的发生。本文采用PLC控制步进电机驱动热像
仪来托测车轮轴韫
2系统设计 育较好的实时删新功能,可以产生一定频率的脉冲信号.
而H PI c县有大功率的晶体管输出接口.能够满足步进电
机绕组的电鹾和电流要求 因此,本系统是采 PLC为控
制核心、步进电动机为执行元件、传感器为检删元件的新
型系统.实现对温升的榆删 系统结构如幽1所示
P【・C
速度信号
机启动信号 X O n几几
X1 Y0 机复位信号 X2 Yl CW/CCW 一
现代驱动的控制方法主要有有i}fc伺服驱动 交流伺
服驱动和步进伺服驱动 其中交流伺服驱动的性能最好.
但价格较高 随着步进伺服驱动控制技术的迅速发腱,
其细分精度日益提高Ⅱ逐步克服了震荡,失步的 足
性价比太幅度提高。由于步进电机可直接用数字信弓控
制,无需反馈可开环工作,无累积定位误差.控制精度
高,冈此被广泛用于数字控制和计算机拄制等精密定位
的控制系统中。
可编程序控制器(PI』C)是一种适于上业现场拄制的
控制器.综合r计算机技术,自动控制技术干”通信技术,
用户可通过软件设计.实现备种复杂的逻辑控制 PI』:具
收稿日期:2006_03—21 图1 系统结构罔
PLC步进电动机控制实验
一、步进电机与步进电机驱动器的接线图
步进电机驱动器与PLC连接,SH-2H042Ma步进电机驱动器的输入信号为CP+、CP-和DIR+、DIR-,其连接方式有三种: ①共阳极方式:把CP+和DIR+接在一起作为共阳端OPTO(接外部系统的+5V),脉冲信号接入CP-端,方向信号接入DIR-端;②共阴极方式:把CP-和DIR-接在一起作为共阴端(接外部系统的GND),脉冲信号接入CP+端,方向信号接入DIR+端;③差动方式:直接连接。
二、PLC接线图
PLCSB1SB2COMI0.0I0.1SB3I0.2SB4I0.3步进电动机驱动器MQ0.1Q0.0PLSDIR
PLC接线图(带驱动器) PLCSB1SB2COMI0.0I0.1SB3I0.2SB4I0.3Q0.0COMQ0.1Q0.2MABC
PLC接线图(不带驱动器,输出电源电压应与步进电动机额定电压匹配)
SB1为启动按钮,SB2为停止按钮,SB3为加速按钮,SB4为减速按钮。
三、按带驱动器的PLC接线图的方式编写PLC程序
四、附录:采用西门子S7-300PLC控制三相步进电机的过程例子
电路说明:
输出: A相加电压:Q0.0
B相加电压:Q0.1
C相加电压:Q0.2
启动指示灯:Q0.3
三相单三拍运行方式:Q0.4
三相双三拍运行方式:Q0.5
三相单六拍运行方式:Q0.6
输出脉冲显示灯: Q0.7
三相单三拍运行方式
三相双三拍运行方式
三相单六拍运行方式
编程方法:
1.使用定时器指令实现各种时序脉冲的要求:使用定器产生不同工作方式下的工作脉冲,然后按照控制开关状态输出到各相对应的输出点控制步进电机。
M0.0作为总控制状态位,控制脉冲发生指令是否启动。一旦启动,采用T0、T1、T2以及它们的组合可以得到三相单三拍和三相双三拍的两种工作方式下,各相的脉冲信号。如T0的状态为三相单三拍工作状态下A相的脉冲。同理可使用类似程序得到三相单六拍时各相所需的脉冲信号。