步进电机的PLC控制梯形图程序设计
- 格式:pdf
- 大小:188.85 KB
- 文档页数:4
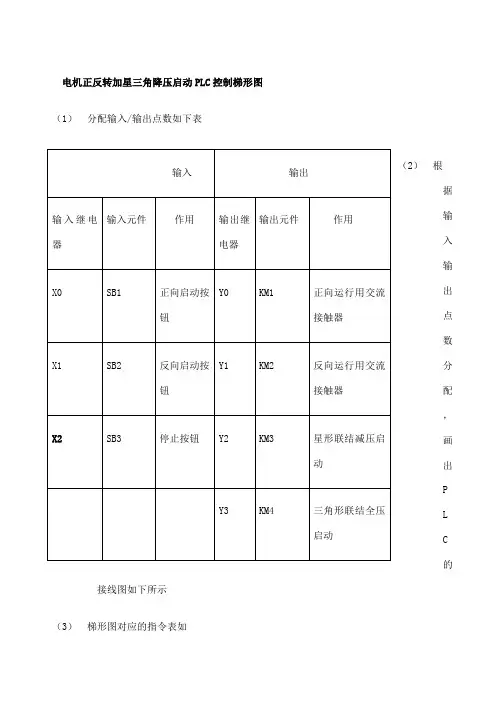
电机正反转加星三角降压启动PLC控制梯形图
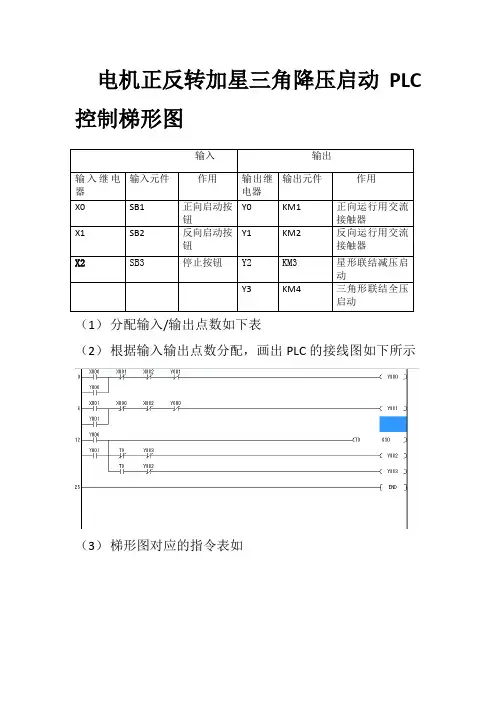
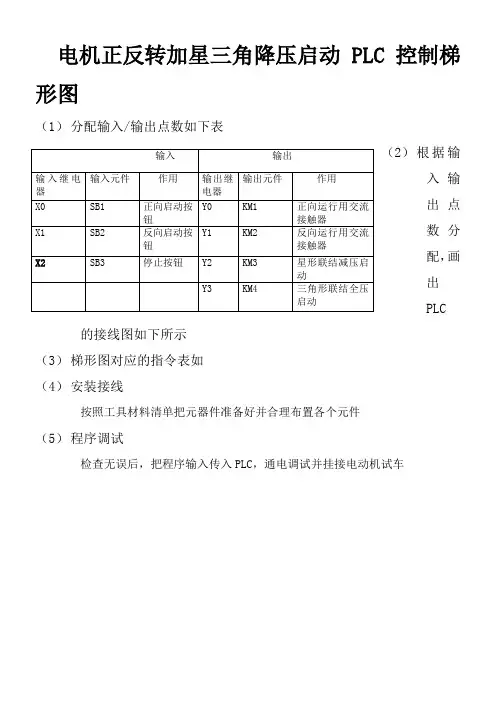
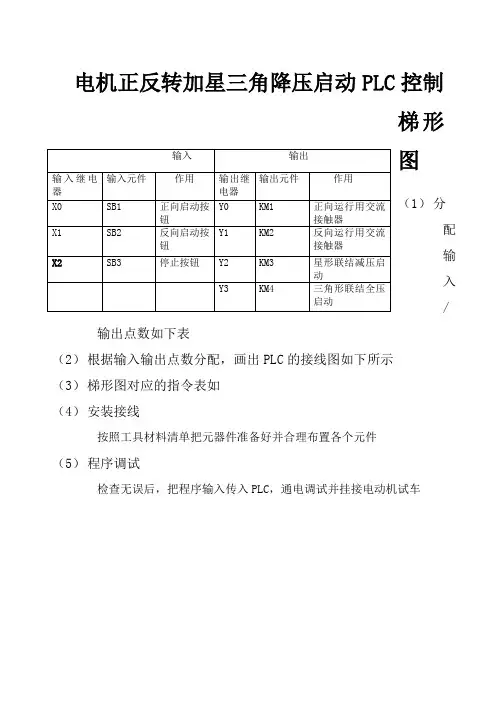
(1) 分配输入/输出点数如下表
(2) 根据输入输出点数分配,画出PLC的接线图如下所示
(3) 梯形图对应的指令表如 输入 输出
输入继电器 输入元件 作用 输出继电器 输出元件 作用
X0 SB1 正向启动按钮 Y0 KM1 正向运行用交流接触器
X1 SB2 反向启动按钮 Y1 KM2 反向运行用交流接触器
X2 SB3 停止按钮 Y2 KM3 星形联结减压启动
Y3 KM4 三角形联结全压启动
(4) 安装接线
按照工具材料清单把元器件准备好并合理布置各个元件
(5) 程序调试
检查无误后,把程序输入传入PLC,通电调试并挂接电动机试车
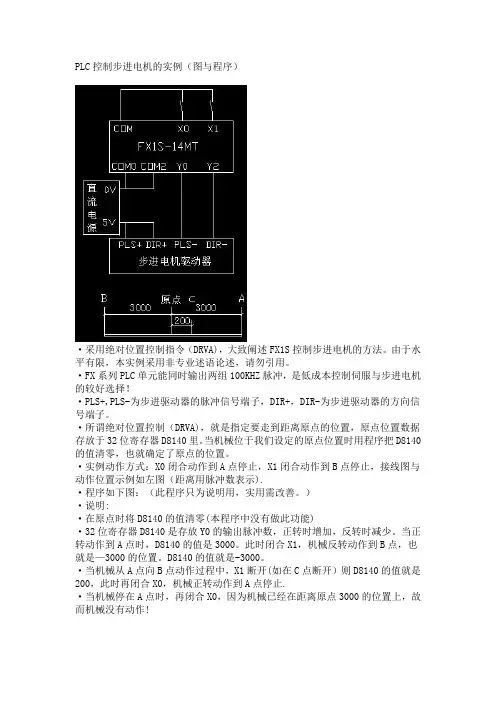
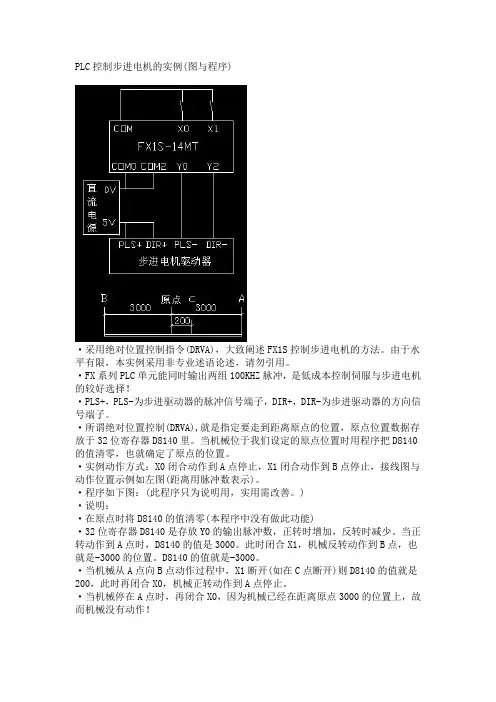
PLC控制步进电机的实例(图与程序)
·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。
·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择!
·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。
·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。
·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示).
·程序如下图:(此程序只为说明用,实用需改善。)
·说明:
·在原点时将D8140的值清零(本程序中没有做此功能)
·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是—3000的位置。D8140的值就是-3000。
·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止.
·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):
·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。D8140的值为0
·当机械在B点时(假设此时D8140的值是—3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。
·一般两相步进电机驱动器端子示意图:
·FREE+,FREE-:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动.而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。
电机正反转加星三角降压启动PLC控制梯形图
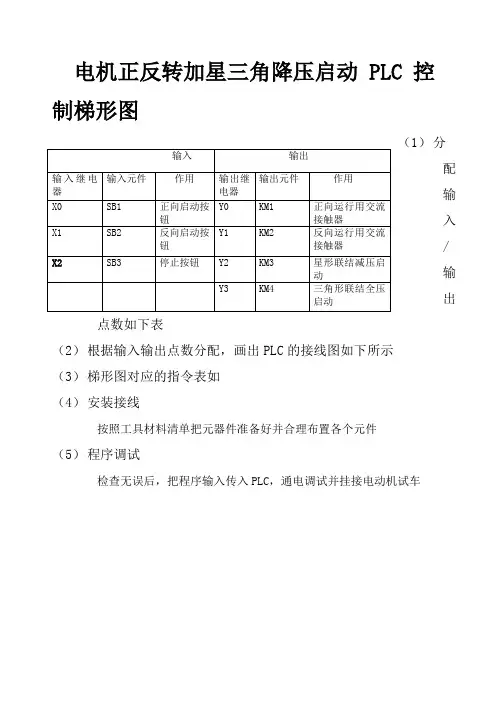
(1) 分配输入/输出点数如下表
(2) 根据输入输出点数分配,画出PLC的接线图如下所示
(3) 梯形图对应的指令表如
(4) 安装接线
按照工具材料清单把元器件准备好并合理布置各个元件
(5) 程序调试
检查无误后,把程序输入传入PLC,通电调试并挂接电动机试车
输入 输出
输入继电器 输入元件 作用 输出继电器 输出元件 作用
X0 SB1 正向启动按钮 Y0 KM1 正向运行用交流接触器
X1 SB2 反向启动按钮 Y1 KM2 反向运行用交流接触器
X2 SB3 停止按钮 Y2 KM3 星形联结减压启动
Y3 KM4 三角形联结全压启动
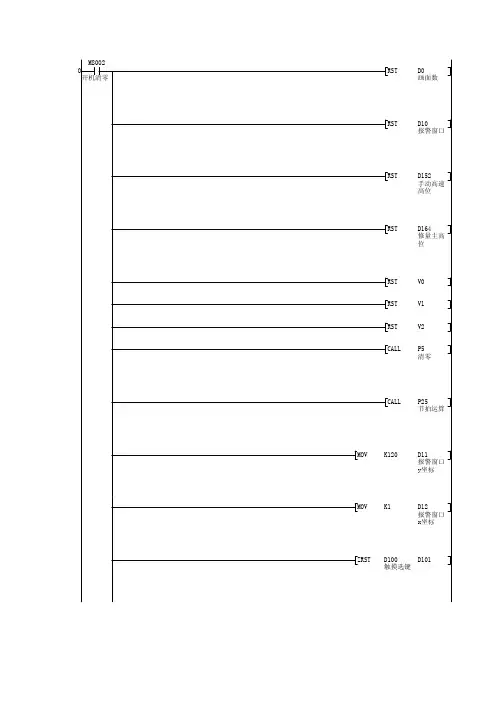
0 M8002
开机清零RSTD0
画面数
RSTD10
报警窗口
RSTD152
手动高速
高位
RSTD164
修量主高
位
RSTV0
RSTV1
RSTV2
CALLP5
清零
CALLP25
节拍运算
MOVK120D11
报警窗口
y坐标
MOVK1D12
报警窗口
x坐标
ZRSTD100
触摸选键D101
ZRSTM0
上料选中M199
DMOVD184
y0脉冲记
忆D8140
y0脉冲数
DMOVD186
Y1脉冲数
记忆D8142
Y1脉冲数
DMOVK300D8148
加减速时
间
DMOVK10000D8146
最高速度
MOVK300D8145
基底频率
DMOVK8D126
脉冲当量
98 M8000
常通MULD140V0
快进量D126
脉冲当量D840V1
快进量
INCV0
INCV1
INCV1
>V0K10RSTV0
RSTV1
126 M8000
常通MULD156
长修量D126
脉冲当量D860
长修量
DMULD190
修整快进
量D126
脉冲当量D890
修整快进
量
DMULD151
手动高速D126
脉冲当量D862
手动高速
MULD178
消隙量D126
脉冲当量D878
消隙量
DDIVD128
进给位置D126
脉冲当量D728
进给位置
DDIVD130
原点位置D126
脉冲当量D732
原点位置
DSUBD167
砂轮大尺
寸D732
原点位置D134
砂轮现在
值
DSUBD167
砂轮大尺
寸D169
砂轮磨损
值D45
砂轮量
DSUBD134
砂轮现在
值D169
砂轮磨损
值D47
现在砂轮
量
DMULD47
现在砂轮
量K1000D47
现在砂轮
量
DDIVD47
现在砂轮
量D45
砂轮量D41
砂轮剩余
暂存%
D>D169
砂轮磨损
值D134
砂轮现在
值 M134
磨损砂轮
指示
D>D134
砂轮现在
值D132
砂轮正常
值 M123
砂轮大指
示
RSTD30
暂存
284 M8000
常通ADDD140V2
快进量D430D430
INCV2
INCV2
>V2K8MOVD430D31
总进给量
RSTD430
RSTV2
314 M8000
电机正反转加星三角降压启动PLC控制梯形图
(1) 分配输入/输出点数如下表
(2) 根据输入输出点数分配,画出PLC的接线图如下所示
(3) 梯形图对应的指令表如
(4) 安装接线
按照工具材料清单把元器件准备好并合理布置各个元件
(5) 程序调试
检查无误后,把程序输入传入PLC,通电调试并挂接电动机试车 输入 输出
输入继电器 输入元件 作用 输出继电器 输出元件 作用
X0 SB1 正向启动按钮 Y0 KM1 正向运行用交流接触器
X1 SB2 反向启动按钮 Y1 KM2 反向运行用交流接触器
X2 SB3 停止按钮 Y2 KM3 星形联结减压启动
Y3 KM4 三角形联结全压启动
电机正反转加星三角降压启动PLC控制梯形图
(1) 分配输入/输出点数如下表
(2) 根据输入输出点数分配,画出PLC的接线图如下所示
(3) 梯形图对应的指令表如
(4) 安装接线
按照工具材料清单把元器件准备好并合理布置各个元件
(5) 程序调试
检查无误后,把程序输入传入PLC,通电调试并挂接电动机试车 输入 输出
输入继电器 输入元件 作用 输出继电器 输出元件 作用
X0 SB1 正向启动按钮 Y0 KM1 正向运行用交流接触器
X1 SB2 反向启动按钮 Y1 KM2 反向运行用交流接触器
X2 SB3 停止按钮 Y2 KM3 星形联结减压启动
Y3 KM4 三角形联结全压启动
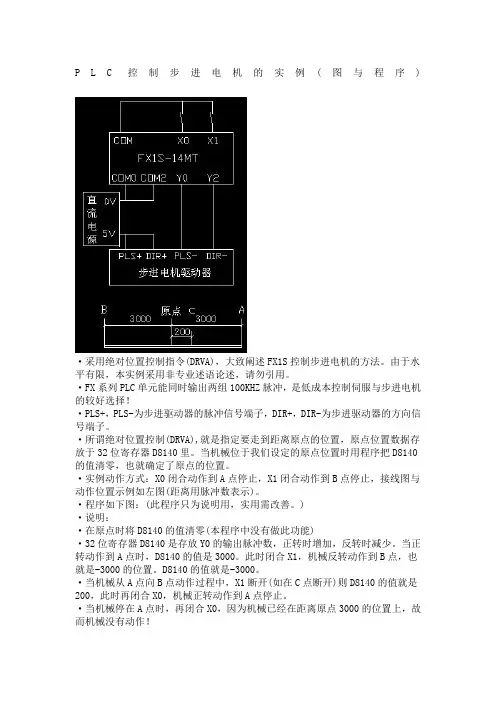
PLC控制步进电机的实例(图与程序)
·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。
·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择!
·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。
·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。
·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。
·程序如下图:(此程序只为说明用,实用需改善。)
·说明:
·在原点时将D8140的值清零(本程序中没有做此功能)
·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是-3000的位置。D8140的值就是-3000。
·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。
·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):
·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。D8140的值为0
·当机械在B点时(假设此时D8140的值是-3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。
·一般两相步进电机驱动器端子示意图:
·FREE+,FREE-:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动。而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。
PLC控制步进电机的实例(图与程序)
·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。
·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择!
·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。
·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。
·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。
·程序如下图:(此程序只为说明用,实用需改善。)
·说明:
·在原点时将D8140的值清零(本程序中没有做此功能)
·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是-3000的位置。D8140的值就是-3000。
·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。
·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):
·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。D8140的值为0
·当机械在B点时(假设此时D8140的值是-3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。
·一般两相步进电机驱动器端子示意图:
·FREE+,FREE-:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动。而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。
电机正反转加星三角降压启动PLC控制梯形图精选文档
TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-
电机正反转加星三角降压启动PLC控制梯形图
(1) 分配输入/输出点数如下表
输入 输出
输入继电器 输入元件 作用 输出继电器 输出元件 作用
X0 SB1 正向启动按钮 Y0 KM1 正向运行用交流接触器
X1 SB2 反向启动按钮 Y1 KM2 反向运行用交流接触器
X2 SB3 停止按钮 Y2 KM3 星形联结减压启动
Y3 KM4 三角形联结全压启动
(2) 根据输入输出点数分配,画出PLC的接线图如下所示
(3) 梯形图对应的指令表如
(4) 安装接线
按照工具材料清单把元器件准备好并合理布置各个元件
(5) 程序调试
检查无误后,把程序输入传入PLC,通电调试并挂接电动机试车
电机正反转加星三角降压启动PLC控制梯形图
(1) 分配输入/输出点数如下表
(2) 根据输入输出点数分配,画出PLC的接线图如下所示
(3) 梯形图对应的指令表如 输入 输出
输入继电器 输入元件 作用 输出继电器 输出元件 作用
X0 SB1 正向启动按钮 Y0 KM1 正向运行用交流接触器
X1 SB2 反向启动按钮 Y1 KM2 反向运行用交流接触器
X2 SB3 停止按钮 Y2 KM3 星形联结减压启动
Y3 KM4 三角形联结全压启动 (4) 安装接线
按照工具材料清单把元器件准备好并合理布置各个元件
(5) 程序调试
检查无误后,把程序输入传入PLC,通电调试并挂接电动机试车
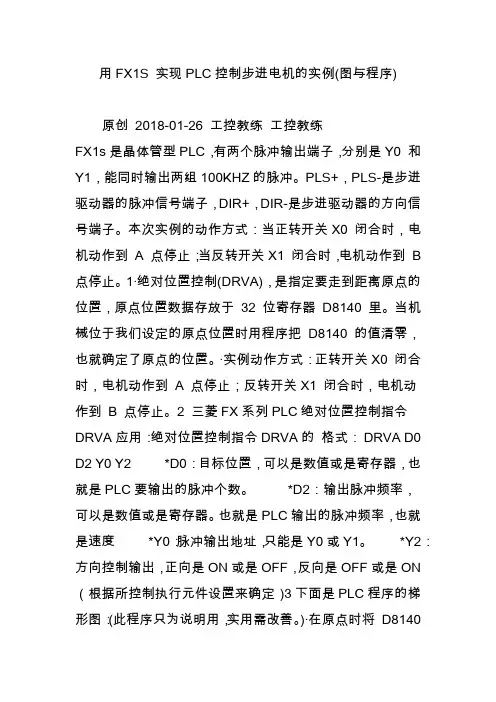
用FX1S 实现PLC控制步进电机的实例(图与程序)
原创 2018-01-26 工控教练 工控教练
FX1s是晶体管型PLC,有两个脉冲输出端子,分别是Y0 和Y1,能同时输出两组100KHZ的脉冲。PLS+,PLS-是步进驱动器的脉冲信号端子,DIR+,DIR-是步进驱动器的方向信号端子。本次实例的动作方式:当正转开关X0 闭合时,电机动作到 A 点停止;当反转开关X1 闭合时,电机动作到 B
点停止。1·绝对位置控制(DRVA),是指定要走到距离原点的位置,原点位置数据存放于 32 位寄存器 D8140 里。当机械位于我们设定的原点位置时用程序把 D8140 的值清零,也就确定了原点的位置。·实例动作方式:正转开关X0 闭合时,电机动作到 A 点停止;反转开关X1 闭合时,电机动作到 B 点停止。2 三菱FX系列PLC绝对位置控制指令DRVA应用:绝对位置控制指令DRVA的 格式: DRVA D0
D2 Y0 Y2 *D0:目标位置,可以是数值或是寄存器,也就是PLC要输出的脉冲个数。 *D2:输出脉冲频率,可以是数值或是寄存器。也就是PLC输出的脉冲频率,也就是速度 *Y0:脉冲输出地址,只能是Y0或Y1。 *Y2:方向控制输出,正向是ON或是OFF,反向是OFF或是ON(根据所控制执行元件设置来确定)3下面是PLC程序的梯形图:(此程序只为说明用,实用需改善。)·在原点时将 D8140 的值清零(本程序中没有做此功能)·32 位寄存器 D8140 是存放 Y0 的输出脉冲数,正转时增加,反转时减少。当正转动作到 A 点时,D8140 的值是 3000。此时闭合 X1,机械反转动作到 B 点,也就是-3000 的位置。D8140 的值就是-3000。·当机械从 A 点向 B 点动作过程中,X1 断开(如在 C 点断开)则 D8140 的值就是 200,此时再闭合 X0,机械正转动作到 A 点停止。·当机械停在 A 点时,再闭合
PLC控制步进电机的实例(图与程序)
·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法.由于水平有限,本实例采用非专业述语论述,请勿引用.
·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择!
·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR—为步进驱动器的方向信号端子。
·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置.
·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。
·程序如下图:(此程序只为说明用,实用需改善。)
·说明:
·在原点时将D8140的值清零(本程序中没有做此功能)
·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是—3000的位置。D8140的值就是-3000.
·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。
·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):
·当机械在B点时(假设此时D8140的值是—3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点.D8140的值为0
·当机械在B点时(假设此时D8140的值是—3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为—6000。
·一般两相步进电机驱动器端子示意图:
·FREE+,FREE—:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动.而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲.
PLC控制步进电机的实例(图与程序)
·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。
·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择!
·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。
·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。
·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。
·程序如下图:(此程序只为说明用,实用需改善。)
·说明:
·在原点时将D8140的值清零(本程序中没有做此功能)
·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是-3000的位置。D8140的值就是-3000。
·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。
·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):
·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。D8140的值为0
·当机械在B点时(假设此时D8140的值是-3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。
·一般两相步进电机驱动器端子示意图:
·FREE+,FREE-:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动。而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。
0 M8002
开机清零RSTD0
画面数
RSTD10
报警窗口
RSTD152
手动高速
高位
RSTD164
修量主高
位
RSTV0
RSTV1
RSTV2
CALLP5
清零
CALLP25
节拍运算
MOVK120D11
报警窗口
y坐标
MOVK1D12
报警窗口
x坐标
ZRSTD100
触摸选键D101
ZRSTM0
上料选中M199
DMOVD184
y0脉冲记
忆D8140
y0脉冲数
DMOVD186
Y1脉冲数
记忆D8142
Y1脉冲数
DMOVK300D8148
加减速时
间
DMOVK10000D8146
最高速度
MOVK300D8145
基底频率
DMOVK8D126
脉冲当量
98 M8000
常通MULD140V0
快进量D126
脉冲当量D840V1
快进量
INCV0
INCV1
INCV1
>V0K10RSTV0
RSTV1
126 M8000
常通MULD156
长修量D126
脉冲当量D860
长修量
DMULD190
修整快进
量D126
脉冲当量D890
修整快进
量
DMULD151
手动高速D126
脉冲当量D862
手动高速
MULD178
消隙量D126
脉冲当量D878
消隙量
DDIVD128
进给位置D126
脉冲当量D728
进给位置
DDIVD130
原点位置D126
脉冲当量D732
原点位置
DSUBD167
砂轮大尺
寸D732
原点位置D134
砂轮现在
值
DSUBD167
砂轮大尺
寸D169
砂轮磨损
值D45
砂轮量
DSUBD134
砂轮现在
值D169
砂轮磨损
值D47
现在砂轮
量
DMULD47
现在砂轮
量K1000D47
现在砂轮
量
DDIVD47
现在砂轮
量D45
砂轮量D41
砂轮剩余
暂存%
D>D169
砂轮磨损
值D134
砂轮现在
值 M134
磨损砂轮
指示
D>D134
砂轮现在
值D132
砂轮正常
值 M123
砂轮大指
示
RSTD30
暂存
284 M8000
常通ADDD140V2
快进量D430D430
INCV2
INCV2
>V2K8MOVD430D31
总进给量
RSTD430
RSTV2
314 M8000
0 M8002
开机清零RSTD0
画面数
RSTD10
报警窗口
RSTD152
手动高速
高位
RSTD164
修量主高
位
RSTV0
RSTV1
RSTV2
CALLP5
清零
CALLP25
节拍运算
MOVK120D11
报警窗口
y坐标
MOVK1D12
报警窗口
x坐标
ZRSTD100
触摸选键D101
ZRSTM0
上料选中M199
DMOVD184
y0脉冲记
忆D8140
y0脉冲数
DMOVD186
Y1脉冲数
记忆D8142
Y1脉冲数
DMOVK300D8148
加减速时
间
DMOVK10000D8146
最高速度
MOVK300D8145
基底频率
DMOVK8D126
脉冲当量
98 M8000
常通MULD140V0
快进量D126
脉冲当量D840V1
快进量
INCV0
INCV1
INCV1
>V0K10RSTV0
RSTV1
126 M8000
常通MULD156
长修量D126
脉冲当量D860
长修量
DMULD190
修整快进
量D126
脉冲当量D890
修整快进
量
DMULD151
手动高速D126
脉冲当量D862
手动高速
MULD178
消隙量D126
脉冲当量D878
消隙量
DDIVD128
进给位置D126
脉冲当量D728
进给位置
DDIVD130
原点位置D126
脉冲当量D732
原点位置
DSUBD167
砂轮大尺
寸D732
原点位置D134
砂轮现在
值
DSUBD167
砂轮大尺
寸D169
砂轮磨损
值D45
砂轮量
DSUBD134
砂轮现在
值D169
砂轮磨损
值D47
现在砂轮
量
DMULD47
现在砂轮
量K1000D47
现在砂轮
量
DDIVD47
现在砂轮
量D45
砂轮量D41
砂轮剩余
暂存%
D>D169
砂轮磨损
值D134
砂轮现在
值 M134
磨损砂轮
指示
D>D134
砂轮现在
值D132
砂轮正常
值 M123
砂轮大指
示
RSTD30
暂存
284 M8000
常通ADDD140V2
快进量D430D430
INCV2
INCV2
>V2K8MOVD430D31
总进给量
RSTD430
RSTV2
314 M8000
1 / 3 PLC控制步进电机的实例(图与程序)
·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。
·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择!
·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。
·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。
·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。
·程序如下图:(此程序只为说明用,实用需改善。)
·说明:
·在原点时将D8140的值清零(本程序中没有做此功能)
·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是-3000的位置。D8140的值就是-3000。
·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。
·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
2 / 3
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):
·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。D8140的值为0
·当机械在B点时(假设此时D8140的值是-3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。
·一般两相步进电机驱动器端子示意图: