夹具点检表
- 格式:doc
- 大小:59.00 KB
- 文档页数:39

对策完成时间1顾客的特殊要求确认顾客的特殊要求是否满足,如果不满足需制定相应的反应计划品质管理科2过程流程图如果设备更新/线体改造涉及生产过程/步骤的调整,必须更新过程流程图工程技术部3过程FMEA 如果设备更新/线体改造涉及参数调整,标准调整,必须更新过程FMEA 工程技术部4控制计划如果设备更新/线体改造涉及生产过程/步骤调整、标准/参数调整,必须更新控制计划工程技术部5特殊特性清单如果设备更新/线体改造设计产品特性/过程特性调整,必须更新特殊特性清单,且特殊特性尺寸需满足过程能力要求总成开发部6生产件样品顾客有要求时,必须按顾客规定提供产品样品制造部7初始过程能力研究统计螺栓高度、静态扭矩、销钉位置、压装后的轴承过程能力等;接受准则使用性能指数Ppk ≥ 1.67,控制图符合判异原则,样本量至少为30台制造部8重点工位检测报告重点关注压紧、拧紧、涂胶等工位品质检查科9破坏性试验报告重点关注拉力测试、剪切测试、横截面测试、熔深测试、金相试验等品质检查科10外观评价报告/批准报告变速箱壳体划伤、磕碰伤等要求品质检查科11首次生产全尺寸检测报告按照总成图纸进行全尺寸检测并出具检测报告品质检查科12台架功能对比报告与之前生产的零部件的EOL 检测结果进行比较,验证结果离散程度总成技术科13资产改良/委外验收单有设备更新改造策划部门组织施工部门、制造部门、使用部门、技术部门、安全部门、质量部门等部门进行验收设备动力部14设备操作要领书设备动力部门根据设备改造后的使用维护保养资料、技术资料,组织使用部门编制或修改《XX 设备操作要领书》设备动力部15设备台账设备动力部16设备点检表设备动力部17设备检修保养指导书设备动力部18CMK 报告对于所有的工位,验证参数,如果可能的话按照收集的数据再次进行计算;参数(时间、速度、力、角度、等待时间、压力等);Cmk ≥1.67,控制图符合判异原则,样本量至少为30台设备动力部19设备综合效率OEEOEE=时间开动率*性能开动率*产品合格率生产管理科设备动力部门在安装调试合格交付使用前,更新《设备台账》、《设备点检表》《设备检修保养指导书》等相关文件设备更新/线体改造生产点检表未完成问题反应计划是否满足要求责任部门具体要求项目名称备注NO.YES NO YES NO YES NO YES NO YESNOYES NOYES NOYES NO YES NO YES NO YES NO YES NO YES NO YES NO YES NO YES NO YESNOYES NOYES NO20工装夹具点检表设备动力部门在安装调试合格交付使用前,更新《工装夹具点检表》等相关文件设备动力部21测量系统分析研究验证是否传感器、检测装置和其他所有测量参数或者产品的设备都进行了校准;MSA,尤其对于检测设备和EOL ,需要进行再次评估( GRRor Cg/Cgk );偏倚:95%置信度下,0落在置信区间内;线性:偏倚=0必须完全在拟合线置信带以内;%GR&R≤30%,零部件总变差%PV≥90%,分辨率ndc≥5品质检查科22检查辅具如果设备更新/线体改造涉及检查辅具的调整,必须提供满足要求的检查辅具供使用,包括检具测量报告、检具测量系统分析报告、检具验收报告、检具周期性维护计划等品质检查科23变化点管控一览表确认人、机、料、法、环等变化点管控频次及记录依据《变化点管控一览表》执行品质管理科24变化点跟踪记录表品质检查科按管控频次检测变化点产品质量,由班长记录变化点产品断点批次号或变化点执行期间的所有产品流水号、变化时间、变化工位品质管理科25初期工序质量控制表《初期工序质量控制表》需在现场目视管理,并放在现场方便记录的位置品质管理科26防错清单设备更新/线体改造后,车间技术需以线体为单位确认《防错清单》,应明确防错要求、防错措施、验证结果等品质管理科27防错失效应急预案防错装置验证失效时,有车间技术负责对防错进行优化整改,防错的执行及整改遵循以下原则:防止在来料时接收不合格品、防止在生产时制造不合格品、防止在流转时传递不合格品;整改完成后由车间技术通知品管进行防错有效性验证,确认装置有效后方可运行品质管理科28总成清洁度总成清洁度满足顾客清洁度管控要求总成技术科29零部件清洁度零部件清洁度应满足管控要求品质检查科30油液清洁度总成油液、加注油液、二级过滤邮件应符合标准要求品质检查科31线体5S基准卡设备、地面、设备机架、料盒、托盘、存储区、手推车、传送带、台阶、量规、工装、夹具等应该遵循清洁度标准要求使用DHT线上更新后的4S基准卡和5S基准卡来清洁线体评估完清洁度后执行一次清洁度审核,结果应该大于80%制造部32作业准备验证为保证产品生产满足质量,各车间依据《XX车间开线准入规范》,明确作业前对设备、刀具、夹具、工装、量检具状态进行确认,确保设备、夹具、工装、量检具等处于最佳状态并适用于工艺及产品要求,同时核对/确认生产线物料准备情况、CPK满足情况等,技术员及现场作业人员在开线前依据规范进行确认,符合开线再生产制造部33作业指导书根据PFMEA、过程流程图、控制计划、变化点等内容更新作业指导书,并培训员工制造部34作业要领书根据PFMEA、过程流程图、控制计划、变化点等内容更新作业要领书,并培训员工制造部YES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NO35相似问题横展品质技术部根据《质量问题横展平台》内容判断是否可横展,针对可横展问题,制定横展措施,并对已横展问题明确横展结果品质管理科36产能分析从自制件、组装线体等各个工艺环节计算产能情况,并确认是否满足顾客需求,如不满足,需制定产能提升计划生产管理科37制造过程审核X≥90%通过,90%>X≥80%待条件通过,X<80%;确认问题描述、问题原因及改进措施,确认在计划内完成,未按照计划完成的,识别风险,做好风控品质管理科38线体遗留问题清单及对策针对线体遗留开口问题,确认问题描述、问题原因及改进措施,确认在计划内完成,未按照计划完成的,识别风险,做好风控品质管理科YES NOYES NOYES NOYES NO。
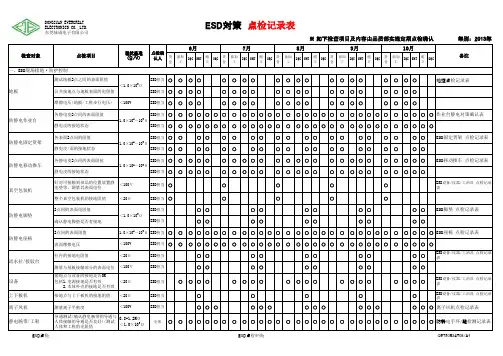
货仓前加工IQC SMT組立OQC货仓前加工IQC SMT組立OQC货仓前加工IQC SMT組立OQC货仓前加工IQC SMT組立OQC货仓前加工IQC SMT組立OQC测试地板2点之间的表面阻值ESD担当○○○○○○○○○○○○○○○○○○○○地控点检记录表公共接地点与地板表面的电阻值ESD担当○○○○○○○○○○○○○○○○○○○○摩擦电压(地板/工鞋步行电压)<100VESD担当○○○○○○○○○○○○○○○○○○○○各静电皮2点间的表面阻值ESD担当○○○○○○○○○○○○○○○○○○○○○○○○○○○○○○作业台静电对策确认表静电皮的接地状态ESD担当○○○○○○○○○○○○○○○○○○○○○○○○○○○○○○各表面2点间的阻值ESD担当○○○○○○○○○○○○○○○○○○○○ESD固定货架 点检记录表静电皮/面的接地状态ESD担当○○○○○○○○○○○○○○○○○○○○各静电皮2点间的表面阻抗ESD担当○○○○○○○○○○○○○○○○○○○○○○○○○ESD移动推车 点检记录表静电皮的接地状态ESD担当○○○○○○○○○○○○○○○○○○○○○○○○○针对可接触到部品的位置放置静电垫等,测量其表面电位<100VESD担当○○○○○ESD设备/仪器/工治具 点检记录表整个真空包装机的接地阻值<20ΩESD担当○○○○○2点间的表面电阻值ESD担当○○○○○○○○○○ESD脚垫 点检记录表确认静电脚垫是否有接地ESD担当○○○○○○○○○○2点间的表面阻值1.0×106~109ΩESD担当○○○○○○○○○○○○○○○○○○○○○○○○○○○○○○ESD座椅 点检记录表表面摩擦电压<100V ESD担当○○○○○○○○○○○○○○○○○○○○○○○○○○○○○○拉台的接地电阻值<20ΩESD担当○○○○○○○○○○ESD设备/仪器/工治具 点检记录表测量与基板接触部分的表面电位<100VESD担当○○○○○○○○○○设备接地点与设备的接地是否OK包括1.电源接地是否有效2.本体外壳的接地是否有效<20ΩESD担当○○○○○○○○○○○○○○○○○○○○ESD设备/仪器/工治具 点检记录表上下板机接地点与上下板机的接地阻值<20ΩESD担当○○○○○ESD设备/仪器/工治具 点检记录表离子风机测量离子平衡度<100VESD担当○○○○○○○○○○○○○○○离子风机点检记录表静电腕带/工鞋导通测试(确认静电腕带的导通与人体接触的导通是否良好)/测试人体和工鞋的电阻值0.8-1.2M Ω<1.0×109Ω全体○○○○○○○○○○○○○○○○○○○○○○○○○○○○○○防静电手环/鞋检测记录表备注ESD対策 点检记录表※ 如下检查项目及内容由品质部实施定期点检确认 年别:2013年阻抗基准(Ω/V)点检确认人检查对象7月8月6月<1.0×109Ω1.0×106~109Ω一、ESD现场接地·防护控制10月1.0×106~109Ω地板防静电作业台防静电固定货架点检项目9月防静电移动推车1.0×106~109Ω<1.0×109Ω流水拉/接驳台真空包装机防静电脚垫防静电座椅DONGGUAN EVERGREAT ELECTRONICS CO.,LTD.东莞绿成电子有限公司※ 点检确认人对所测定项目按要求定期点检确认,点检OK用“○”表示,NG用“N”表示并及时找相关责任人处理跟进至OK。

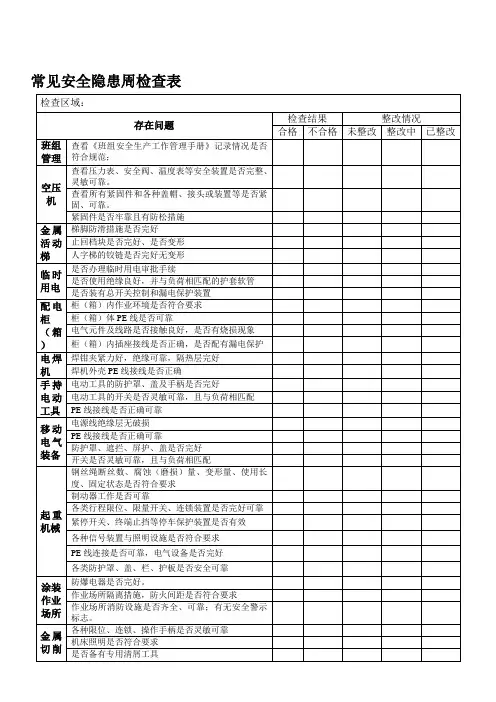
常见安全隐患周检查表
机床防止夹具、卡具松动或脱落的装置是否完好
冲剪压机械离合器动作灵敏、可靠、无连冲
制动器可靠,与离合器相互协调连锁安全防护装置可靠有效
使用的专用工具符合要求
砂轮机砂轮是否有裂纹,磨损是否超标挡屑板是否有足够的强度
托架安装是否牢固
压力容器安全联锁装置、压力表、安全阀等附件是否齐全、可靠。
查看运行状况是否有超压、超温、振动声响等现象,定期巡回检查记录。
作业环境定点存放处的垃圾是否及时清理
危险部位是否设立安全标识
车行道、人行道上方悬挂物告诉是否符合要求
是否规范管理油漆桶、废机油等危险废弃物的处置回收工作,查看相应处置回执单等记录资料。
加强固定废弃物管理,如废铁、废钢等。
查看运行处置资料。
消防安全管理消防水带、消防水枪是否完好无缺消防栓内是否有杂物
灭火器的点检工作是否正常进行
仓库管理消防通道是否被占用
仓库内防爆电器是否完好物品码放是否符合要求
检查员:检查日期:
注:1、如有单位不涉及以上若干检查项,则在检查结果中填写合格即可。
2、不合格项若无法及时整改,应填写《现场检查记录表》并下发《整改通知单》限期整改。
3、此检查表根据《机械制造企业安全质量标准化工作指南》和公司安全生产实际需求编制完成。
⼯装基本知识夹具基本知识A、⼯装种类⼯装在焊装车间有夹具、⼯位器具、吊具、上位机吊具(涂装)、模具、焊接辅具等。
B、夹具⼀、组成夹具分为⼿动和⽓动,包括电⽓控制的夹具夹具⼀般由基准⾯、⾓座、规制板、夹⽖、定位销、定位⾯、轴承、夹钳、⽓缸及⽓动元件组成。
主要通过定位⾯、定位销、夹⽖进⾏定位和夹紧,从⽽确保⼯件的位置精度。
⽓动部分由⽓缸、难燃管、快速接头、控制阀、⽓动三联件、⽓压表、三通、球阀组成。
⽓缸⼀般有夹紧(CK系列)、薄型(CQ2系列)、轻型(CG1系列)、标准型(CA1系列)等型号。
控制阀有限流阀、⼿动式、按钮式、滚轮杠杆型、⼆位五通型、电磁阀等。
快速接头分带螺纹和不待螺纹的,有L、Y、T等型。
⼆、作⽤与原理作⽤:夹具主要作⽤是夹紧和定位1、⼯件夹紧原理为使⼯件在定位件上所占有的规定位置在加⼯过程中保持不变,就要⽤夹紧装置将⼯件夹紧。
才能保证⼯件的定位基准与夹具上的定位表⾯可靠地接触,防⽌在加⼯过程中移动、振动或变形。
由于⼯件的夹紧装置是和定位紧密联系的,因此,夹紧⽅法的选择应与定位⽅法的选择⼀起考虑。
在设计夹紧装置时,应考虑夹紧⼒的选择,夹紧机构的合理设计及其传动⽅法的确定。
关于夹紧⼒的选择应包括⽅向、作⽤点及⼤⼩这三个要素的确定。
夹紧装置选择合适,不仅可以显著地缩短辅助时间,保证产品质量,提⾼劳动⽣产率,⽽且还可以⽅便⼯⼈操作,减轻体⼒劳动。
夹紧⼒作⽤在具体选择时还应注意以下⼏点:(1)夹紧⼒合⼒的作⽤点⼀般应靠近⽀承表⾯的⼏何中⼼,也既作⽤于⽀撑三⾓形的中⼼。
这样可使夹紧⼒较均匀地分布在接触表⾯上。
(2)夹紧⼒作⽤点应尽可能靠近加⼯⾯,使加⼯⼒对于夹紧⼒作⽤点的⼒矩变⼩,这样可减少⼯件的转动趋势或振动。
夹紧⼒作⽤点的数⽬增多,能使⼯件夹紧均匀,提⾼夹紧的可靠性,减少夹紧⼒的变形。
2、定位1、在定位时,每个⼯件在夹具中的位置是不确定的,对同⼀批⼯件来说,各件的位置也将是不⼀致的。
⼯件位置的这种不确定性,可⽤空间直⾓坐标轴分为以下6个⽅⾯,⼯件有6个⾃由度,沿三坐标轴的移动⾃由度和绕三坐标轴的转动⾃由度。
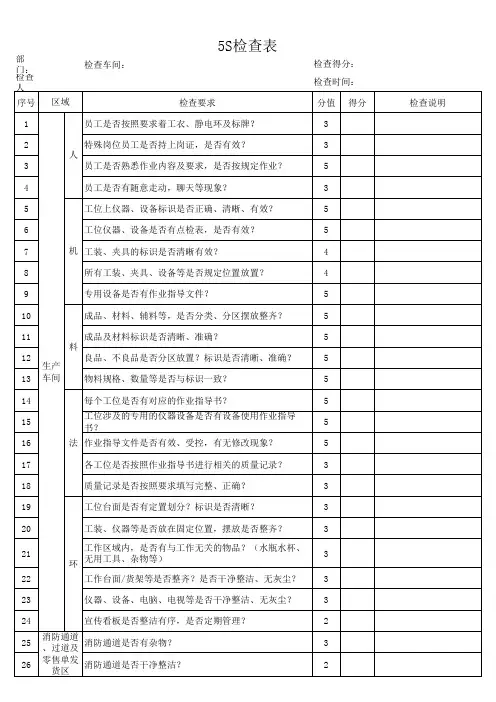
部门:检查车间:
检查人
序号检查要求分值得分检查说明
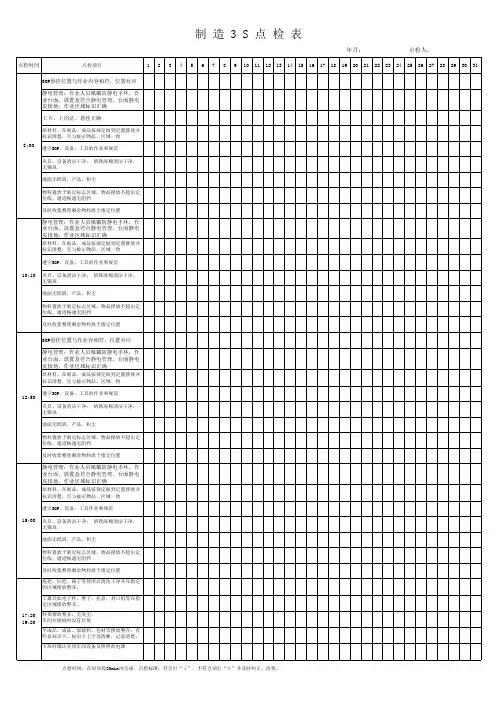
1员工是否按照要求着工衣、静电环及标牌?32特殊岗位员工是否持上岗证,是否有效?33员工是否熟悉作业内容及要求,是否按规定作业?54员工是否有随意走动,聊天等现象?35工位上仪器、设备标识是否正确、清晰、有效?56工位仪器、设备是否有点检表,是否有效?57工装、夹具的标识是否清晰有效?48所有工装、夹具、设备等是否规定位置放置?49专用设备是否有作业指导文件?510成品、材料、辅料等,是否分类、分区摆放整齐?511成品及材料标识是否清晰、准确?512良品、不良品是否分区放置?标识是否清晰、准确?513物料规格、数量等是否与标识一致?514每个工位是否有对应的作业指导书?515工位涉及的专用的仪器设备是否有设备使用作业指导书?516作业指导文件是否有效、受控,有无修改现象?517各工位是否按照作业指导书进行相关的质量记录?318质量记录是否按照要求填写完整、正确?319工位台面是否有定置划分?标识是否清晰?320工装、仪器等是否放在固定位置,摆放是否整齐?321工作区域内,是否有与工作无关的物品?(水瓶水杯、无用工具、杂物等)322工作台面/货架等是否整齐?是否干净整洁、无灰尘?323仪器、设备、电脑、电视等是否干净整洁、无灰尘?324宣传看板是否整洁有序,是否定期管理?225消防通道是否有杂物?326消防通道是否干净整洁?2
生产车间
人机料法
环消防通道、过道及零售单发货区
5S检查表检查得分:检查时间:区域100表单编号:FM-HR-004-A0
·保存期限:2年
合计
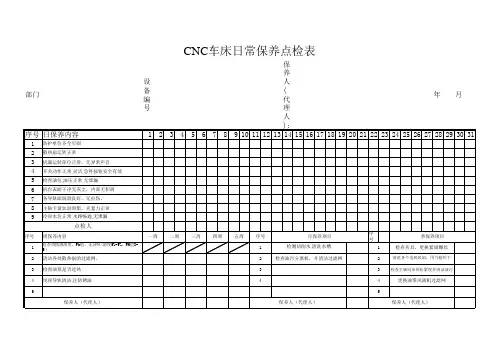
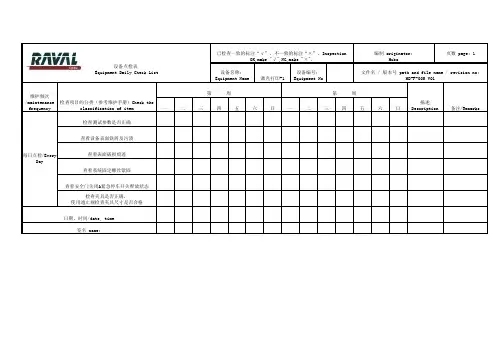
工装夹具点检维护保养内容目视1.定位销无磨损现象(一般磨损为0.2MM需更换),磨损时应及时报告工装管理员。
2.定位面无松动、凹坑、过度划伤等,如有此现象,及时报告班组长,再由工装管理员处理。
3.基准面(BASE)板表面光滑,无明显凹坑和裂纹。
手动1.夹爪有效夹紧、无松动、晃动,定位销无脱落、松动,轴承无异响,各单元润滑良好;2.打开气源检查气缸活动自如,活塞杆无打火、气缸表面无磨损现象;3.打开气源检查各快速接头、气管无老化、松动、漏气现象;保养1.工装夹具现场按要求规定区域水平平稳放置。
2.夹具表面清洁,无灰尘、杂物、焊渣等,夹具上各按钮无损坏、残缺及凸凹槽的清洁。
3.各单元齐全,夹具编号与铭牌清楚完好。
4.各附属装置(气管、三联件等)表面无灰尘、油污;气路完好,无老化、泄漏现象。
5.气压表正常(工作气压0.4MP~0.6MP),气动三连件完好,油杯中油量在正常指示范围内,油质(气动油)正常,调压自如,滤清器无堵塞,每日上下班及时清除过滤杯中的水和对夹具加油。
6.夹具上各定位销、夹头、夹块、铜块完整,且润滑良好,无异常7.各移动部件导轨间无异物,表面无研伤,且润滑良好,无异响8.减震器工作正常,油量充足,无异响;各气缸、气阀等固定点无松动、串气现象。
9.焊接辅具上没有焊渣、油污及其他对焊接质量有害的杂质。
各装配夹具、样板定位准确,无变形且夹紧装置状态良好。
10.夹具上定位块无变形,非金属压块无磨损、老化、变形。
11.各气动及手动夹紧点在夹紧时必须在死点位置,并且无松动。
12.夹具上的电极板无变形、坑包,厚度高度应符合工艺要求。
13.夹具上不允许放劳保用品和过多板件。
14.不允许工件摆放不到位或使用变形产品,强制加紧造成工装损坏。
15.不允许随意敲打、撞击夹具或夹具带“病”工作。
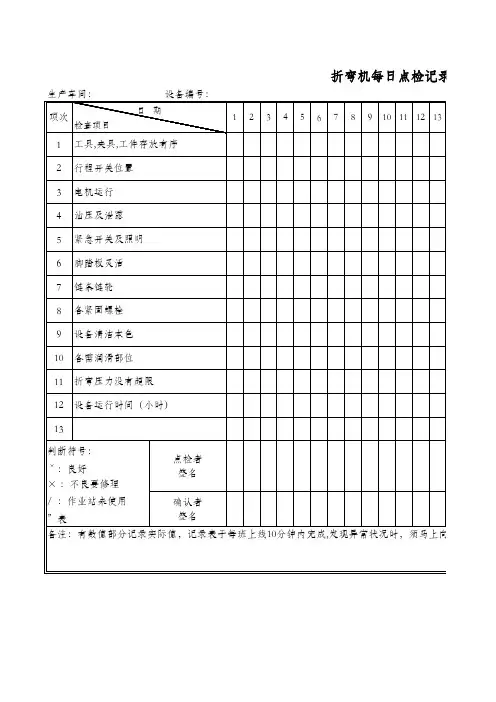
东莞市郭氏精密机械制造有限公司设备日常点检记录表部门:设备名称:冲床组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门:设备名称:油压机组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:数控折弯机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:剪板机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:碰焊机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:切角机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:折板机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:打包机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:攻牙机设备编号:日期: 年 月份備註: 1.每日上班時立即作自主檢查,以上項目如有問題,須立刻向主管反應.2.點檢結果良好打"√",點檢異常打"X" 休息時打"-"3.本表請保養人確實填寫,若影響效率、品質、人員安全,請主動呈報檢修,以達到預防保養的目的.組長:主管:經理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:激光切割机设备编号:日期: 年 月份东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:CNC数控冲床设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:切管机设备编号:日期: 年 月份设备日常点检记录表部门: 设备名称:机械臂设备编号:日期: 年 月份设备日常点检记录表部门: 设备名称:U槽成型机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01。
机器设备日常点检保养记录表年月压机机器品牌设备编号机器型号出厂日期操作员使用检查日期1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 2点检记录机油位。
屏的读数。
中是否有冷凝液排出。
过滤器保养指示器。
机机组有无异常声响和泄漏;读数是否正确;显示是否显示正常。
压力是否正常?点检人员签名其他零件无缺损,工作正常。
漏油、漏水现象。
有无锈蚀,必要时去锈涂漆;有无松动,如有则将其紧固;点检人员签名水;机油量是否够及是否需更换点检人员签名记录1、2、于每次设备保养及点检完毕后签名。
,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏每班工作开始时进行,在检查中如发现异常应及时联系维修人员处理。
核准:审核:记录: QR-WK82-02B机器设备日常点检保养记录表年月压机机器品牌设备编号机器型号出厂日期操作员使用检查日期点检记录1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 2、周围环境、模治具及附件整、并注意防锈运行中是否有异响。
模安装是否牢固程限位开关是否灵敏可靠。
时,压力表性能是否灵敏可靠点检人员签名和充液箱的油面,不得低于油系统各线路及零附件工作是件螺栓的紧固表面油污点检人员签名制元件(阀门)视情况进行清洗管弯曲处油污变形,如有异常应予更换,如有必要,更换液压油。
点检人员签名记录1、2、于每次设备保养及点检完毕后签名。
,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏每班工作开始时进行,在检查中如发现异常应及时联系维修人员处理。
核准:审核:记录: QR-WK82-02B机器设备日常点检保养记录表年月测试台机器品牌设备编号机器型号出厂日期操作员使用检查日期点检记录1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 2、各按键功能是否正常屏是否正常显示。
机器设备日常点检保养记录表
核准:审核:记录:QR—WK82-02B
机器设备日常点检保养记录表
年月
核准: 审核: 记录: QR—WK82—02B
机器设备日常点检保养记录表
核准:审核:记录:QR-WK82-02B
机器设备日常点检保养记录表
核准:审核:记录: QR-WK82-02B
机器设备日常点检保养记录表
核准:审核:记录:QR—WK82-02B
机器设备日常点检保养记录表
核准:审核:记录: QR-WK82—02B
机器设备日常点检保养记录表
核准:审核:记录: QR-WK82—02B
机器设备日常点检保养记录表
核准: 审核:记录:QR—WK82—02B
机器设备日常点检保养记录表
核准:审核: 记录:QR-WK82—02B
机器设备日常点检保养记录表
核准:审核: 记录:QR—WK82—02B。