《车刀的安装》课件
- 格式:pptx
- 大小:33.52 MB
- 文档页数:22
内孔车刀的安装及车也方法和注意事项
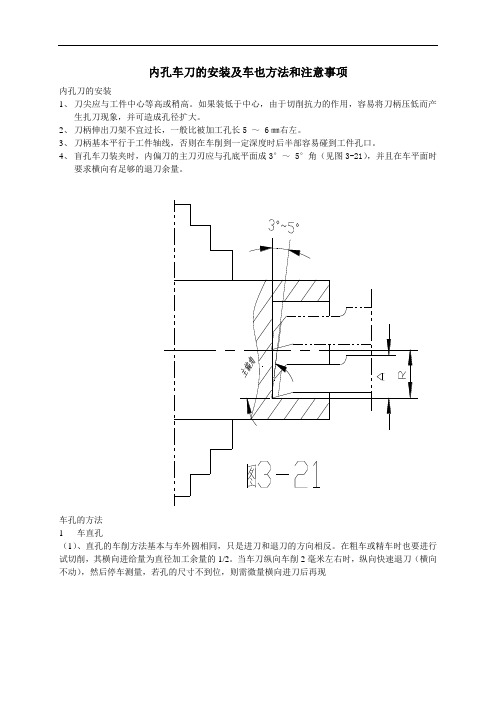
内孔刀的安装
1、刀尖应与工件中心等高或稍高。
如果装低于中心,由于切削抗力的作用,容易将刀柄压低而产
生扎刀现象,并可造成孔径扩大。
2、刀柄伸出刀架不宜过长,一般比被加工孔长5 ~ 6㎜右左。
3、刀柄基本平行于工件轴线,否则在车削到一定深度时后半部容易碰到工件孔口。
4、盲孔车刀装夹时,内偏刀的主刀刃应与孔底平面成3°~ 5°角(见图3-21),并且在车平面时
要求横向有足够的退刀余量。
车孔的方法
1车直孔
(1)、直孔的车削方法基本与车外圆相同,只是进刀和退刀的方向相反。
在粗车或精车时也要进行试切削,其横向进给量为直径加工余量的1/2。
当车刀纵向车削2毫米左右时,纵向快速退刀(横向不动),然后停车测量,若孔的尺寸不到位,则需微量横向进刀后再现。

1、车刀的种类和用途1(切断刀) 2(90度左偏刀) 3(90度右偏刀) 4(弯头车刀) 5(直头车刀) 6(成形车刀) 7(宽刃精车刀) 8(外螺纹车刀) 9(45°外圆车刀) 10(内螺纹车刀) 11(内槽刀)12(通孔车刀) 13(盲孔车刀)2、硬质合金可转位车刀三、车刀的安装示范操作车刀的正确安装注意:车刀安装时,车刀前伸长度约为刀杆高度的1.5倍。
四、操作练习1、硬质合金可转位车刀刀片的安装和拆卸。
课题名称车床刀具第 2 课时,共 2 课时教具教材、外圆车刀、砂轮机等时间教学过程:一、车刀的组成刀体(刀头):担负切削工作,又叫切削部分刀柄(刀杆):作用是把车刀装夹在刀架上(三面两刃一刀尖)前刀面(前面):切屑排出时经过的表面。
三面主后刀面(主后面):副后刀面(副后面)主切削刃:担负车刀主要切削任务。
副切削刃:担负车刀次要切削任务。
刀尖:为提高刀尖的强度,常把刀尖磨成圆弧形或直线型,圆弧或直线部分的刀刃叫过渡刃。
课本12页图1-10二、车刀的刃磨在车削的过程中,刀体处于剧烈的摩擦和切削热作用下,会使车刀变钝失去正常的车削能力,因此要在车刀磨损的情况下及时对车刀进行刃磨。
1、砂轮的选择氧化铝砂轮(白色):锋利但硬度低,适用于刃磨高速钢车刀和硬质合金刀的刀杆部分。
碳化硅砂轮(绿色):硬度高但较脆,适用于刃磨硬质合金车刀刀头部分。
2、车刀的刃磨(1)在氧化铝砂轮上将到面上的焊渣磨掉,并把车刀低平面磨平。
(2)在氧化铝砂轮上:粗磨刀杆的主后刀面和副后刀面(3)在碳化硅砂轮上:粗磨刀头的主后刀面和副后刀面(4)磨断屑槽(5)精磨刀头的主后刀面和副后刀面(6)磨负倒棱(7)磨过渡刃三、巩固练习90°外圆车刀刃磨练习效果监测教学反思。


车刀安装
1 车刀刀杆应与工件的轴线垂直,其底面应平放在刀架上
2 刀尖应与车床主轴轴线等高,装刀时只要使刀尖与尾座顶尖对齐即可
3 刀头伸出刀架的距离一般不超过刀杆厚度的两倍,如果伸出太长,刀杆刚性减弱,切削时宜产生振动,影响加工质量
4 刀杆下面的垫片应平整,且片数不宜太多(少于3片)
5 车刀位置装正后,应用刀架螺钉压紧,至少用两个螺钉并交替拧紧
刻度盘使用
使用刻度盘时,必须熟悉它的刻度值,当手柄转过了头或试切后发现尺寸太小而需要退刀时,为了消除丝杆和螺母之间的间隙,应反转约一圈后再转至所需刻度上。
教师活动内容学生活动内容设计意图一、组织教学
点名考勤、稳定学生情绪、宣布上课
二、复习提问并作记录
1、螺纹车刀从材料上分哪两种?
三、分析同学们的答题
四、讲授新课
(七)螺纹车刀的安装(视频演示)
螺纹车刀的安装位置是否正确,对加工后的螺纹牙型的正确性有较大影响。
1. 对于三角形螺纹、梯形螺纹,其牙型要求对称并垂直于工件轴线,两牙型半角要相等,如果把车刀装歪,会产生牙型歪斜(图7-11) 。
(a)牙型半角相等 (b)牙型半角不等
2.在安装螺纹车刀时,必须使刀尖与工件中心(车床主轴轴线)在同一高度上,并且刀尖轴线与工件轴线垂直,装刀时可以使用样板辅助对刀(图7-12)。
(展示对刀板)
3.螺纹车刀不宜伸出刀架过长,一般以伸出长度为刀柄厚度的1.5倍为宜,为25~30 mm。
回答问题:高速
钢螺纹车刀和
硬质合金螺纹
车刀
观看视频
观测对刀板
回忆上节
课知识
学习螺纹
车刀的安
装方法
了解对刀
板的使用
方法。