非自行指示秤检定记录(参照模板)
- 格式:xls
- 大小:33.50 KB
- 文档页数:2
非自行指示称检定作业指导书为保证所检器具的准确可靠,依据规程JJG14-97《非自行指示秤》。
1、适用范围适用于首次检定、随后检定、使用中检验的各种机械杠杆秤、固定的地中衡、机械吊秤。
2、操作程序3.1检定前的准备工作3.1.1外观检查3.1.1.1说明标志秤应具备以下强检必备标志制造厂的名称和商标;准确度等级,中准确度等级;普通准确度等级;最大秤量(Max);最小秤量(Min);检定分度值(e);制造许可证和编号。
3.1.1.2说明标志应牢固可靠,标志应集中在明显易见的地方,固定于秤的一块铭牌上,或在秤的一个部位上。
3.1.2检定标志检定标志的位置应当是不破坏标志就无法将其拆下;标志容易固定;在使用中,不移动秤就可以看见标志。
3.2测试前的准备工作3.2.1移动式的秤,应在平板或平台上进行测试。
3.2.2四轮移动的秤,测试前先将秤推移一定的距离,然后安放在平板或平台上,使四轮着实,承载器连接件应正常接触。
3.2.3最大秤量大于10t的秤,用不少于50%最大秤量的载重车辆往返通过承载器不少于3次。
3.3零点调试3.3.1将游铊或主、副游铊至于零点分度线的位置,用平衡螺母调整平衡。
3.3.2计量杠杆平衡位置的确定,计量杠杆在示准器内作上下均匀摆动,其摆幅第一周期内距示准器上下边缘的距离不大于1mm,计量杠杆即处于平衡状态。
3.3.3对增铊标尺秤,将计量杠杆的力点端,横向推拉至示准器的任一边,计量杠杆应能自动地回到原来的位置,或偏离示准器中线不大于5mm的位置。
3.3.4将计量杠杆的支、重、力点刀子分别沿其刀承的纵向平移至一极限位置使刀子的减摩件与刀承紧密接触,然后再移至另一极限位置,每次移动后,计量杠杆仍能保持平衡。
游铊标尺秤,只移动重点刀和支点刀。
移动后,计量杠杆的摆幅允许缩小;但其距示准器上下边缘的距离应不大于2mm。
3.4秤量性能的测试3.4.1零点测试后,用调整螺母调整零点平衡。
3.4.2秤量测试按秤量由小到大的顺序连续进行,在测试过程中,不得调整零点,下列秤量必须测试。
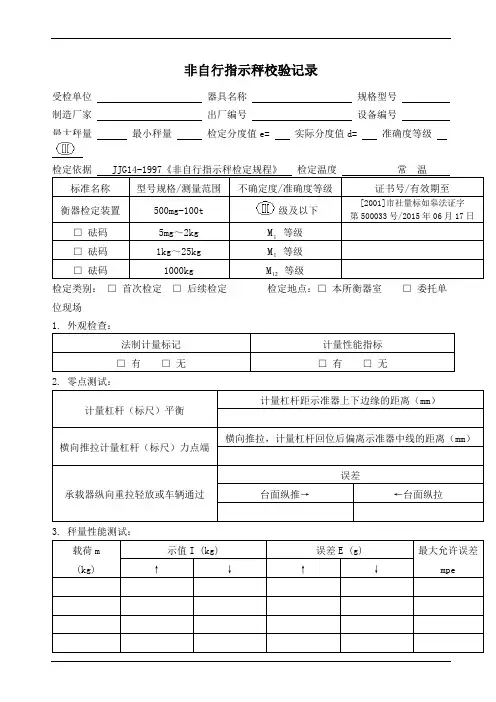
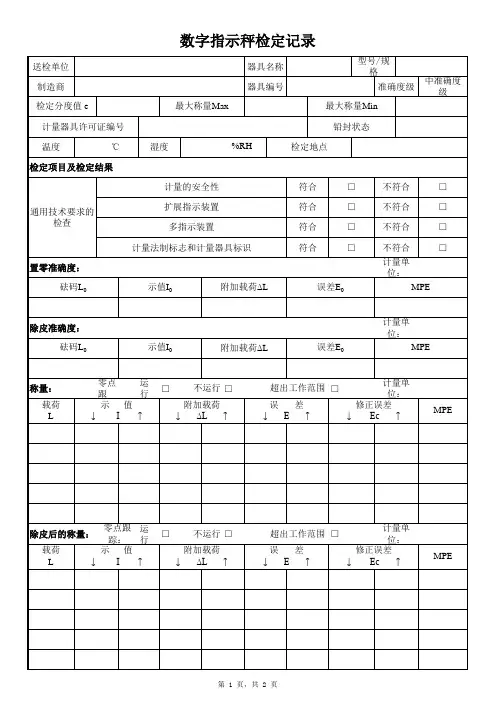
非自行指示秤校验记录
受检单位器具名称规格型号
制造厂家出厂编号设备编号
最大秤量最小秤量检定分度值e= 实际分度值d= 准确度等级
检定依据 JJG14-1997《非自行指示秤检定规程》检定温度常温标准名称型号规格/测量范围不确定度/准确度等级证书号/有效期至
衡器检定装置500mg-100t 级及以下
[2001]市社量标如皋法证字第500033号/2015年06月17日
□砝码5mg~2kg M
1
等级
□砝码1kg~25kg M
1
等级
□砝码1000kg M
12
等级
检定类别:□首次检定□后续检定检定地点:□本所衡器室□委托单
位现场
1.外观检查:
法制计量标记计量性能指标
□有□无□有□无
计量杠杆(标尺)平衡
计量杠杆距示准器上下边缘的距离(mm)
横向推拉计量杠杆(标尺)力点端
横向推拉,计量杠杆回位后偏离示准器中线的距离(mm)
承载器纵向重拉轻放或车辆通过
误差
台面纵推→←台面纵拉
载荷m (kg)
示值I (kg) 误差E (g) 最大允许误差
mpe
↑↓↑↓
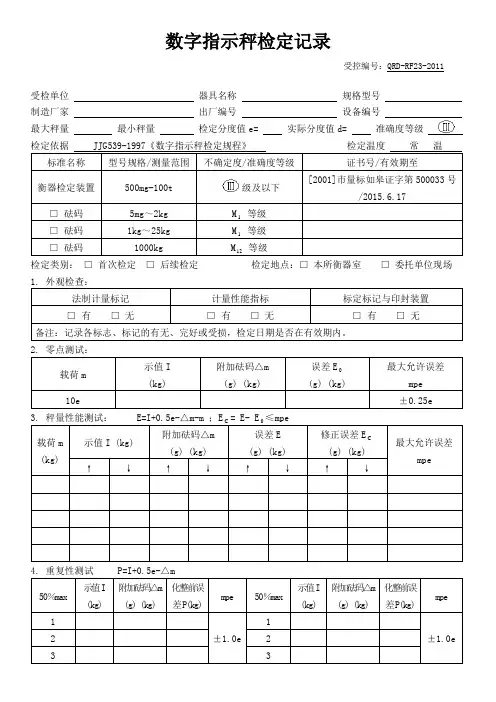
4.偏载测试:
5.灵敏度测试:
6.回零测试:
7.重复性测试:
8.结论及其他。
台秤校验记录
说明:1.设备外观检查方法为目视,检查标准为外观完好、无锈迹、油污及脏物。
2.开关按键查方法为目视、手拭,检查标准为外功能正常。
3.显示屏查方法为目视,检查标准为能显示正常。
4.在零位和偏载项纪录标准砝码读数。
以上检测项目设备外观,开关按键,显示屏若符合要求则在相应的空格内打勾不符合打叉。
零位和偏载不得超过允许误差。
所有项目若有一项不符合则被认为不合格用合格台秤将其替换待维修保养到符合要求方可再次使用。
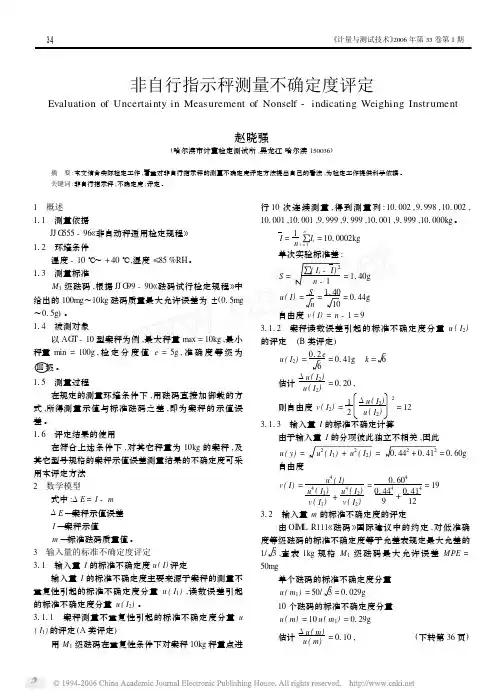

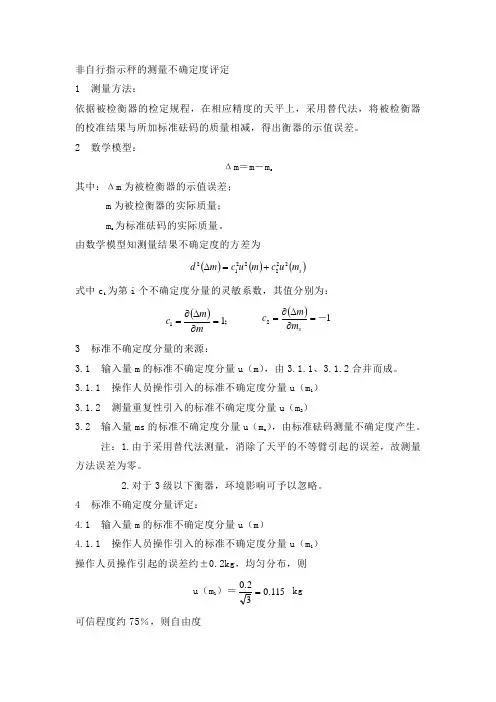
非自行指示秤的测量不确定度评定 1 测量方法:依据被检衡器的检定规程,在相应精度的天平上,采用替代法,将被检衡器的校准结果与所加标准砝码的质量相减,得出衡器的示值误差。
2 数学模型:Δm =m -m s其中:Δm 为被检衡器的示值误差;m 为被检衡器的实际质量; m s 为标准砝码的实际质量。
由数学模型知测量结果不确定度的方差为()()()s m u c m u c m d 2222212+=∆式中c i 为第i 个不确定度分量的灵敏系数,其值分别为:();11=∂∆∂=m m c ()12-=∂∆∂=s m m c3 标准不确定度分量的来源:3.1 输入量m 的标准不确定度分量u (m ),由3.1.1、3.1.2合并而成。
3.1.1 操作人员操作引入的标准不确定度分量u (m 1) 3.1.2 测量重复性引入的标准不确定度分量u (m 2)3.2 输入量ms 的标准不确定度分量u (m s ),由标准砝码测量不确定度产生。
注:1.由于采用替代法测量,消除了天平的不等臂引起的误差,故测量方法误差为零。
2.对于3级以下衡器,环境影响可予以忽略。
4 标准不确定度分量评定:4.1 输入量m 的标准不确定度分量u (m )4.1.1 操作人员操作引入的标准不确定度分量u (m 1) 操作人员操作引起的误差约±0.2kg ,均匀分布,则u (m 1)=115.032.0= kg可信程度约75%,则自由度ν11=(1-75%)-2/2=8.1.2 测量重复性引入的标准不确定度分量u (m 2)用本标准在重复性条件下对TGT-300型 (e =0.2kg ),编号为222004号机械磅秤200kg 示值点连续测量10次,其显示值分别为:200.0、200.1、200.1、200.1、200.0、200.0、199.9、199.9、200.1、200.1(单位:kg )。
计算得:算术平均值: ∑==ni i x n x 11=200.03kg实验标准偏差: ()112--=∑=n xxs ni i=0.082kg标准不确定度分量: u (m 2)=ns s ==0.026kg自由度: ν12=n -1=94.1.3 合并4.1.1和4.1.2,输入量m 的标准不确定度分量u (m )为()∑=2ium u =0.118kg()∑==n i iic u u m 144νν≈94.2 输入量m 的标准不确定度分量u (m s )根据JJG99-2006规定,8只M 1级标准20kg 砝码按绝对值相加法,允差0.01kg 。
双金属温度计检定记录
压力表检定记录
Q/YYTH 40752—2001 送检单位:检定日期:年月日压力表名称:允许误差:MPa 测量范围: Mpa 分度值:MPa 制造厂:标准器允许误差:Mpa 出厂编号:检定温度:℃级别:相对湿度:%RH 外观检查:
检定结果:符合级审核:检定员:
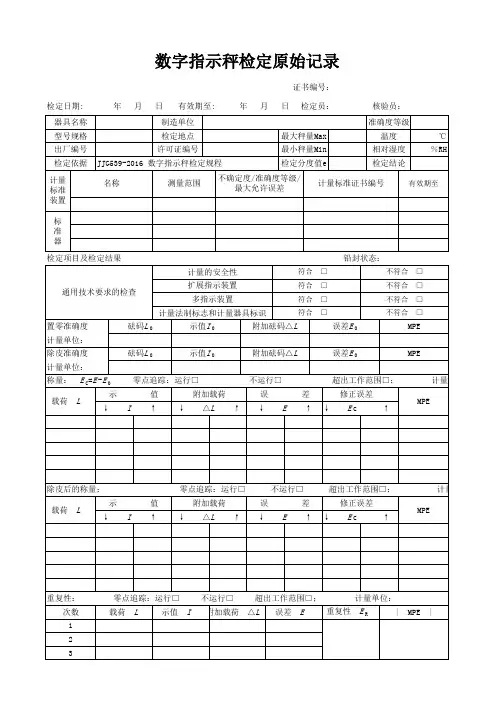
非自行指示秤检定记录
游标卡尺检定记录
千分尺检定记录
精密压力表(或真空表)检定记录表
检定证书编号:检定员:年月日复核员:年月日备注:2~10和12栏目填写内容为:被检表示值与标准值之差;其差值为十分之一分格数
检定结果通知书检定结果通知书
Q/YYTH40765—2001Q/YYTH40765—2001。
检定证书
证书编号:字第号送检单位
计量器具名称
规格 / 型号
出厂 / 编号
制造单位
检定依据
检定结论合格
批准人
(检定专用章)核验员
检定员
检定日期年月日
有效期至年月日
计量检定机构授权证书号:()法计(20 )号电话:
地址:邮编:
传真: / EMAIL:
南岔质量技术监督局法定计量检定所
证书编号:字第号
1.未经伊春市质量技术监督局南岔分局法定计量检定所书面授权同意,复制本证书无效。
2.本证书的检定结果仅对所检定的计量器具有效。
3.本证书封面未加盖“伊春市质量技术监督局南岔分局法定计量检定所检定专用章”无效。
南岔质量技术监督局法定计量检定所
检定结果
证书编号:字第号
根据检定结果,该计量器具符合中准确度等级要求,准予使用。
以下空白。
检定员:
核验员:。