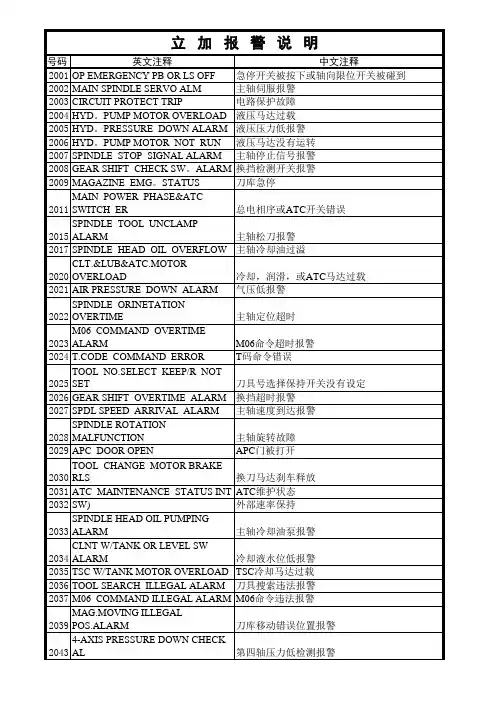
APC-报警
- 格式:pdf
- 大小:1.09 MB
- 文档页数:1
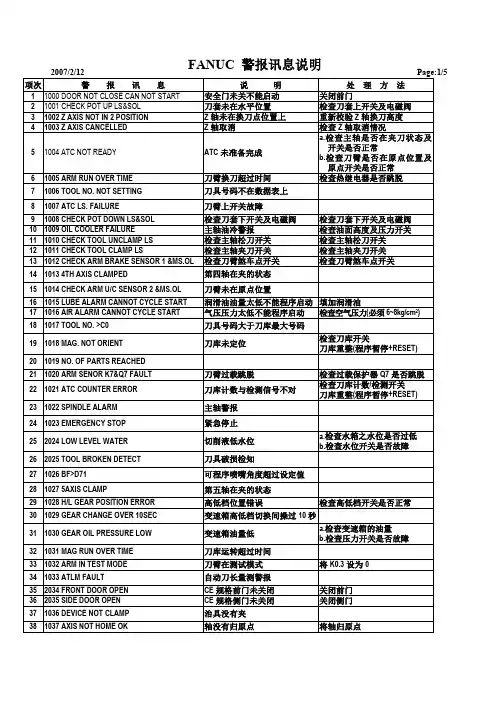
FANUC 警报讯息说明FANUC 0i-TC车床警报讯息说明FANUC 0i-TC车床警报讯息说明2007/2/12 Page:4/5FANUC 0i-TC车床警报讯息说明2007/2/12 Page:5/5FANUC LH 警报讯息说明2008/01/17卧式ATC原点校正卧式ATC PMM GEAR PARAMETER设定PMM参数P105=0,P179=36000,P141=36000P106=?EXAMPLE:刀库总刀数P68=40,60刀库齿轮转一圈刀库位移十(九)把刀,BT50每位移一把刀,马达所需转速,速比1:120(1:108)位移一把120/10=12(108/9=12), P106=(刀库总刀数40 )X 12(位移一把=12)=480 (刀库总刀数60 )X 12=720BT40每位移一把刀,马达所需转速,速比1:90位移一把90/9=10, P106=(刀库总刀数60 )X 10(位移一把=10)=600若P106值太大则P179=360000,P141=360000(PMM417Alarm), 刀库总刀数P68=60,P31=-111P11#0=1 APC,P12#1=0 Automatic parameter setting,P125=Motor type 272P40=100x10,P41=80x10,P43=200x10(刀库总刀数=60 )P1#4=1,P40=700,P41=500,P43=2000,P68=60,P106=720,P141=360000,P179=360000(刀库总刀数=40 )P1#4=1,P40=80,P41=50,P43=200,P68=40,P106=480,P141=36000,P179=360001.开机1077 MAG MOTOR ALARM1078 MAG BATTERY ALARMPMM->MSG 000 319 350用手轮移动一个以上刀套(P9989#1=1 PMM,MPG FUN.)MAG-KEY 在Manual位置关机再开目前用此方式K13.2=1 JOG Mode,X5.2=1(MAG Key=manual),用X5.3(MAG CW)X5.4(MAG CCW)移动一个以上刀套MAG-KEY 在Manual位置关机再开用JOG移动校正OK(JOG速度P41=5~10)PMM PARAMETER->11#0设1关机再开K13.2=0正常MAG JOG One pitch移动每位移一把刀,马达所需转速,BT40速比1:100位移一把100/10=10(刀库总刀数60 )X 10=600->P106值=100P105值=0, P179值=3600003.ALARM 1078消失用手轮移动校正OKPMM PARAMETER->11#0设1关机再开4.ALARM 1077消失K13.0=05.PMM 950 alarmDC24V由ON/OFF RELAY 控制AC220V由K1A 控制1. A.Function=2 Data=1 Y72=33 Mode=Auto Y70=001 Start=ST(T-code)B.Function=2 Data=4 Y72=36 Mode=Jog Y70=101 Start=+x,-x(Jog one pitch)K2.1=0押Mag.CW-key Run, 放开Mag.CW-key Mag. Stop in-correct POS.(连续运转)K2.1=1押Mag.CW-key Run, 放开Mag.CW-key Mag. Stop in-nocorrect POS.(one pitch step by step)C.Function=4 Data=1 Y72=65 Mode=Jog Y70=101 Start= STK13.2=1,K15.4=1 Jog Mag.key-in Manual,押主轴停止键1sec後放开Mag. Return to 1 POS. D2=1D.Function=4 Data=15 Y72=79 Mode=Jog Y70=101 Start= STK13.2=1,K15.5=1 Jog Mag.key-in Manual,押主轴停止键1sec後放开Mag. PMM 000 alarm P11#0=1 setting HOME OKE.Function=0 Data=0xxxx Y72=0 Mode=Jog Y70=101 Start=+x,-xK13.2=1押Mag.CW-key Run, 押W-key Stop错误修正K13.2=1押Mag.CW-key Run, 放开Mag.CW-key Mag. Stop(注意D2不会更动)+X K13.2=1押W-key Run, 放开W-key Mag. Stop(注意D2不会更动)-X 用PMM#41=5 JOG移动刀库取代MPGD0=Spindle NO., D1=Wait tool NO. D2=Mag. current NO. D3=T-command code NO卧式APC手动找寻O9000程式号码,且自动跳至自动执行G7.2(ST)=1P6300#4(ESR)=1P3202#6(PSR)=1D100=90D101=00P6071=6(M6 ARM换刀)O9001P6072=100(M100 APC自动更换)O9002P6073=101(M101 APC PA-IN更换)O9003P6074=102(M102 APC PB-IN更换)O9004O9000(APC-MAN.)(D100=90,D101=00)#3003=1G4IF[1013EQ1]GOTO99(MLK)M98P9002N99#3003=0M30O9001(M6-ATC)(P6071=6)#3003=1G4IF[#1008EQ1]GOTO99 (TF=SP)IF[#1013EQ1]GOTO99 (MLK)#130=#4003#131=#4006G91G30Z0G30X0Y0M6M88(DOOR CLOSE)G#130G#131M05(M05取消M03记忆)N99#3003=0M99O9002(M100-APC)(P6072=100)G4IF[#1013EQ1]GOTO99 (MLK)M71(APC CHECK)#130=#4003#131=#4006G91G30Z0IF[#1011EQ1]GOTO2(ZP4 OK)IF[#1012NE1]GOTO1(1=0.001 Degree) M41G91G28B0M40GOTO2N1G91G28B0N2M40M72(PALLET UNCLAMP)G4X2.M74(PALLET UP)G4X1.IF[#1009EQ1]GOTO3(PA NOW IN)M76(PA->IN)G4X1.GOTO4N3M77(PB->IN)G4X1.N4M75(PALLET DOWN)G4X1.M73(PALLET CLAMP)G#130G#131N99#3003=0M99O9003(M101-PA-in)(P6073=101)#3003=1G4IF[#1013EQ1]GOTO99IF[#1009EQ1]GOTO99M98P9002N99#3003=0O9004(M102-PB-in)(P6074=102)#3003=1G4IF[#1013EQ1]GOTO99IF[#1010EQ1]GOTO99M98P9002N99#3003=0M99EXE M100若停在M74(APC-UP)因APC-UP(X11.2)APC-DOWN(X11.3)同时为1把K11.0=1(解除APC-SOL自保)K14.0=1(解除APC-NOT READY)K14.7=1(解除APC-OK ENABLE)关电再开使APC回位OK後K11.0=0,K14.0=0,K14.7=0X12.1=0 M72 APC UNCLAMPX12.1=1 M73 APC CLAMPX12.1(接1.2 NO)X12.1=0 M72 APC UNCLAMP Y7.6=1 AIR CLEANX11.7(接1.3 NO)气密检知K14.1=1X12.1=0 M72 APC UNCLAMP Y7.6=1 AIR CLEAN ON X11.7=1(有风)X12.1=1 M73 APC CLAMP Y7.6=0 AIR CLEAN OFF X11.7=0(无风)若X11.7没有0->1->0则AL1048 AIR TIGHT ALARMK14.0=1(解除APC-NOT READY)不可设1否则AL1048 AIR TIGHT ALARM不会出现X11.7有风无1则AL1048 AIR TIGHT ALARM Y7.6=1 AIR CLEAN ONK14.2=1解除AL1048 AIR TIGHTDATA BCD,BIN选择由PMCRPM设定D0~D1024 Bit可作断电自保COUNTER BCD,BIN选择由Ladder3设定卧式位置开关保护K15.2=1取消位置开关保护3-AXIS 皆入设定范围则保护+X.-X,-Y,-Z G132.0,G134.0,G134.1,G134.2=1不保护+Y,+Z G132.1,G132.2=0P6930,P6950=X(0,-700000)P6931,P6951=Y(-500000,-650000)P6932,P6952=Z(-400000,-650000)。
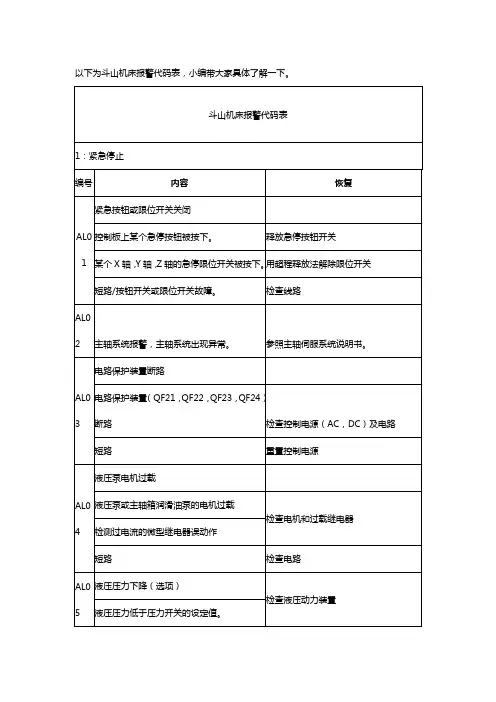
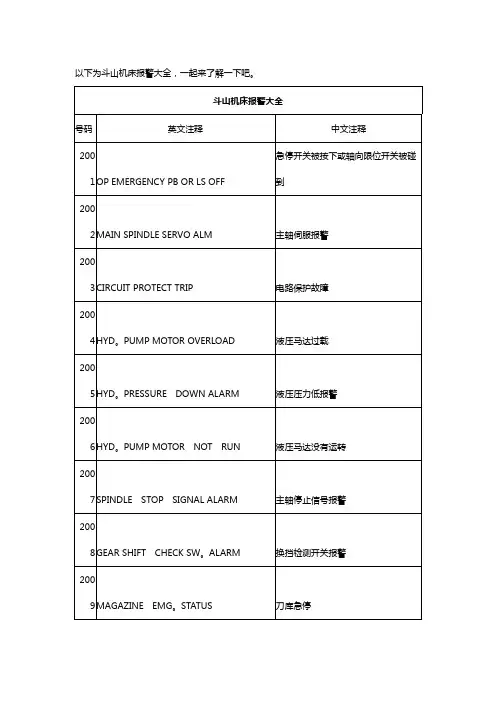
以下为斗山机床报警代码表,小编带大家具体了解一下。
扩展资料:主要产品:高效型数控车床紧凑高效型数控机床,装备线性导轨使得非切削时间大大减少,最小的占地空间最大的生产效率,更大的主轴输出力矩。
此系列分别有Lynx225、Lynx225G、Lynx235、Lynx235D。
高性能数控车床小型高效率数控车床,可用于重载的断续加工,具有长期的精度保持性和最佳表面光洁度。
高速转位的刀塔和快速轴向移动速度减少了非切削时间,使得该机床真正物超所值。
此系列分别有PUMA205、PUMA215、PUMA245、PUMA305、PUMA405。
高性能立式数控车床高效率立式数控车床,特殊的立式结构使得加工精度更高,部品装卸更方便,主轴大扭矩输出。
此系列有PUMAV405、PUMAV835。
铝轮毂加工数控车床铝轮毂加工数控车床,专为铝轮毂加工设计,高刚性导轨,主轴大扭矩输出。
此系列有PUMAAW505BIKE、PUMAAW560、PUMAAW660。
攻丝加工中心高速数控攻丝加工中心,高速线轨及高速伺服马达保证了高速的轴向速度,缩短非加工时间,高效率、高精度、高经济性。
此系列有DT400。
高效率立式加工中心高效率立式加工中心,高速线性导轨及高速伺服马达保证高速的轴向速度、高效率、高经济性、缩短非加工时间、适用范围广。
此系列有CNM560、DNM415、DNM515。
高生产量立式加工中心高生产量立式加工中心,高刚性导轨,高性能和高精度标准新机型,具有长期的精度保持和超精表面加工性能,高耐久性可创造超乎寻常的价值。
此系列有CMV920、Mynx545、Mynx545/50、Mynx650、Mynx650/50。
高速重载立式加工中心高速重载立式加工中心,为高速高负荷加工设计,强有力的,重负荷结构以及高刚性保证。
此系列有V435。
经济型卧式加工中心经济型卧式加工中心,高速,高精度,高可靠性为一体的经济型卧式加工中心,高可靠性和宽敞的工作区,工件调整简便,双托盘交换结构极大的减少了工件装卡时间,提高了工作效率。
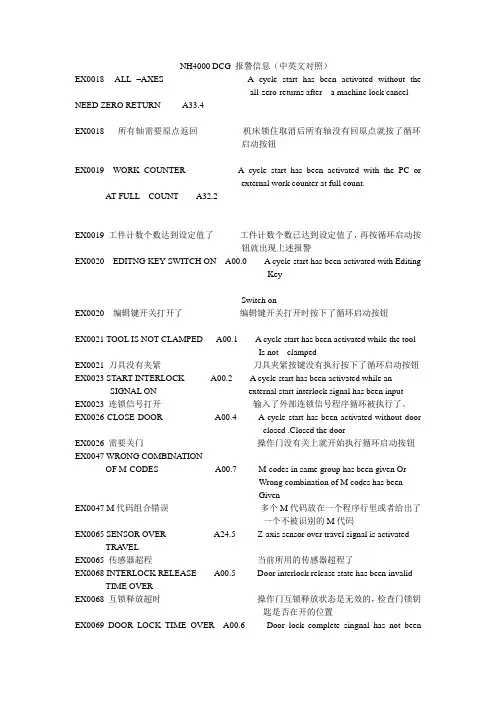
NH4000 DCG 报警信息(中英文对照)EX0018 ALL –AXES A cycle start has been activated without theall-zero-returns after a machine lock cancel NEED ZERO RETURN A33.4EX0018 所有轴需要原点返回机床锁住取消后所有轴没有回原点就按了循环启动按钮EX0019 WORK COUNTER A cycle start has been activated with the PC orexternal work counter at full count.AT FULL COUNT A32.2EX0019 工件计数个数达到设定值了工件计数个数已达到设定值了,再按循环启动按钮就出现上述报警EX0020 EDITNG KEY SWITCH ON A00.0 A cycle start has been activated with EditingKeySwitch onEX0020 编辑键开关打开了编辑键开关打开时按下了循环启动按钮EX0021 TOOL IS NOT CLAMPED A00.1 A cycle start has been activated while the toolIs not clampedEX0021 刀具没有夹紧刀具夹紧按键没有执行按下了循环启动按钮EX0023 START INTERLOCK A00.2 A cycle start has been activated while an SIGNAL ON external start interlock signal has been inputEX0023 连锁信号打开输入了外部连锁信号程序循环被执行了。
EX0026 CLOSE DOOR A00.4 A cycle start has been activated without doorclosed .Closed the doorEX0026 需要关门操作门没有关上就开始执行循环启动按钮EX0047 WRONG COMBINATIONOF M-CODES A00.7 M codes in same group has been given OrWrong combination of M codes has beenGivenEX0047 M代码组合错误多个M代码放在一个程序行里或者给出了一个不被识别的M代码EX0065 SENSOR OVER A24.5 Z-axis sensor over travel signal is activated TRA VELEX0065 传感器超程当前所用的传感器超程了EX0068 INTERLOCK RELEASE A00.5 Door interlock release state has been invalid TIME OVEREX0068 互锁释放超时操作门互锁释放状态是无效的,检查门锁钥匙是否在开的位置EX0069 DOOR LOCK TIME OVER A00.6 Door lock complete singnal has not beenturned on within specified timeEX0069 门关闭时间超时门关闭时间没有在规定时间完成,重新关门EX0089 SPEED DETECTION CIRCUITABNORMAL A018.1 Speed detection signal of monitor circuit isabnormalThough spindle or rotary tool spindle hasnot been rotated, speed detection signal ison.Though spindle or rotary tool spindle hasbeen rotating over fixed speed, speeddetection signal is off.EX0089 速度侦测电路异常速度侦测的主电路异常虽然侦测速度的信号已经发出了但是主轴或动力头还是没有转动主轴或动力头的速度超出了规定的速度,速度侦测信号关闭EX0097 Panel I/O ALARM A01.2 An I/O alarm has been occurred in the flattype operation panelEX0097 操作盘输入输出报警输入输出报警信息是由操作盘发生的EX0099 PANEL ALARM A06.5 An alarm has been occurred in the flat typeoperation panelEX0099 操作盘报警这个报警信息是由操作盘发生的EX0104 OUT OF POSITION FOR ATC A01.1 Tool change command has been givenwithout returning axes to the ATCPOSITIONEX0104 不在换刀点位的位置刀具换刀时轴没有返回到换刀点EX0108 APC NOT IN HOME POSITION A22.7 Tool change command has been givenwithout an APC cw or ccw completionsignalEX0108 APC不在原点位置APC正转或者反转没有到达原点位置执行了换刀动作EX0109 U-AXIS OUT OF ZERO POINT A34.3 When spindle tool is not for U-axis .U-axis is not at zero pointEX0109 U轴不在原点位置当工具轴不在原点位置时不能设为轴EX0111 Z-AXIS NOT IN REFERENCEPOINT A03.6 Tool change command has been givenwithout returning Z-axis to the 2ndzero pointEX0111 Z轴不在参考点Z 轴不在第二参考点就执行了换刀EX0116 REFERENCE POINT PARAMETERERROR A01.4 The parameter for zero return is notcorrect. NC or PC parameter is notproperly set.EX0116 错误的参考点参数原点返回参数不正确,NC 或PC 参数设置不当EX0119 SUB ARM IS NOT MAGAZINE The sub-arm is not at magazine side though SIDE A23.6 Both spindle tool data and next tool data is . set to ―0‖EX0119 待要交换的刀杯不在刀库一侧虽然主轴刀具和等待刀具都设为“0但是待要交换的刀杯不在刀库侧EX0120 SUB ARM IS NOT SPINDLE A01.3SIDE The sub –arm is not at spindle side thougheither spindle tool data or next tool data isset .EX0120 待要交换的刀杯不在主轴一侧虽然主轴刀具和等待刀具都设了数据,但是待要交换的刀杯不在主轴侧EX0121 TOOL DATA SETTING ERROR A01.5 Tool change command has been givenwhile the data for waiting pot or spindletool is not stored in magazineEX0121 刀具数据设置错误换刀时的刀号不能在主轴或刀库里发现EX0123 NO EMPTY POT A3.0 No empty pot exists during ATC cyclecheck the tool data.EX0123 没有空刀杯刀库里的刀杯已经全被占用了EX0124 SPECIFIED POT NOTINDEXED A03.2 The pot specified by T code has not beenindexed at change –position during ATCcycleEX0124 没有找到指定的刀杯ATC 循环期间被T代码指定的刀杯没有被找到EX0146 SPINDLE TOOL DA TA ERROR A24.2 During A TC cycle ,spindle tool checksignal is not activated while a spindletool data exists ,or ,spindle tool checksignal is activated while there is no tooldataEX0146 主轴刀号错误主轴刀号不存在EX0155 ATC HOME POSITION SIGNALOFF A01.6 ATC has deviated from home positionduring spindle rotationEX0155ATC 原点位置信号关掉在主轴旋转时ATC脱离了原点位置EX0156 ATC MOTOR OVERLOAD A01.7 The ATC motor thermal relay hastripped.reset contact. ATC motor maybe overloaded.EX0156 ATC 马达过载A TC 马达热保护器跳掉了,ATC 马达超载了EX0158 ATC CYCLE TIME OVER A02.0 ATC cycle has not been completedwithin specified time. Check forpossible error in stop positionEX0158 换刀超时换刀在规定的时间内没有完成,检查是否在换刀点EX0159 ATC ARM H.P. SIGNALKEEPING OFF A02.1 A TC arm home position check signalhas not been turned on during ATCcycleEX0159 机械手臂不在原点位置换刀过程中检测机械手臂原点信号没有打开EX0160 ATC NOT IN HOMEPOSITION A02.2 Spindle rotation or rigid tap commandhas been given when ATC is not athome positionEX0160 ATC 不在原点位置主轴旋转或攻丝命令在运行中时执行了ATC换刀EX0161 ATC ARM NOT IN HOME A02.3 Tool change or T-code command hasbeen given when ATC arm is not athome positionPOSITIONEX0161 ATC 手臂不在原点位置A TC 手臂不在原点位置时执行了换刀EX0165 TOOL CLAMP SIGNAL OFF A02.4 Tool clamp check signal has beenturned off during spindle rotationEX0165 刀具夹紧信号关主轴旋转时刀具夹紧检测信号关了EX0166 TOOL IS NOT CLAMPED A02.5 Spindle rotation spindle orientation orrigid tap command has been givenwhile tool is not clampedEX0166 刀具没有夹紧刀具没有夹紧执行了主轴旋转主轴定位或攻丝EX0167 TOOL IS NOT CLAMPED A02.6 Tool change command has been givenwhile tool is not clampedEX0167 刀具没有夹紧刀具没有夹紧时执行了换刀动作EX0168 ATC ARM NOT IN HOME POSITION A02.7 A cycle start has been activated whileATC arm is not at home positionEX0168 ATC 手臂不在原点位置当ATC手臂不在原点位置时按下了循环启动按钮EX0169 ATC SHUTTER IS NOT CLOSED A06.0 A cycle start has been activatedwithout ATC shutter closedEX0169 刀库门没有关刀库门没关按下了循环启动按钮EX0198 ATC ARM H.P. SIGNAL KEEPING ON A03.1 ATC arm home position checksignal has not been turned off duringATC cycleEX0198 检测ATC手臂原点的检测信号始终检测ATC手臂原点的检测信号始终处于打开状态在ATC运行过程中处于打开状态EX0201 IMPROPER T-CODE SPECIFIED A0.4 The tool called with T-code commandhas not been registered to themagazineEX0201 指定的T代码是错误呼叫的T代码在刀库里没有注册EX0202 SPINDLE TOOL DATA SPECIFIED A04.1 The spindle tool has been given witha T-code commandEX0202 刀号被主轴指定了所呼叫的刀号已经在主轴上了EX0204 NO EMPTY POT FOR T0 A05.7 No empty pot exists when specifyingT0 commandEX0204 没有为T0准备空刀杯当执行T0命令时没有空刀杯存在EX0205 M33&T-CODE IN SAME BLOCK A04.2 Both anM33 and a T-code commandhave been given in the same blockgive an M33 command in a signalblockEX0205 M33 与T 代码在同一个程序段上M33不能与T代码写在一行EX0207 T-CODE NOT COMMANDED A05.6 An M06 command has been specifiedwithout specifying T-code command EX0207 没有T代码指令没有给出T代码执行了M06命令EX0210 SBC CYCLE TIME OVER A04.3 SBC cycle has not been completedwithin specified time check forpossible error of stop positionEX0210 机械手交换时间超时机械手交换在指定时间没有完成,检查停止位置可能错误EX0212 SUB ARM NOT IN HOME A04.5 A cycle start has been activated whilesub arm is not at home position POSITIONEX0212 机械手臂不在原点位置机械手臂不在原点位置时按下了循环启动按钮EX0218 TOOL DA TA SETTING ERROR A04.6 T-code command has been given whilespindle tool data or waiting pot tooldata is not registered to the magazinetool data is not properly setEX0218 刀号设置错误A04.6 主轴刀号和等待刀号在刀库里没有注册,刀号设置不当EX0219 TOOL LIFE EDNING A04.7 The life of all tools in its group isexhaustedEX0219 刀具寿命结束组里所有刀具寿命都用完了EX0220 TOOL GROUP DATA ERROR A05.0 M66 or M67 command has been givenwhile tool group or tool life data(#1133) is improperly setEX0220 刀具组数据错误M66或M67不能执行,刀具组或刀具寿命数据设置不当EX0230 SELET MAGAZINE AUTO MODE A05.1 The manual operation mode has beenselected on the magazine operationpanel when T-code command hasbeen given. Select the automaticoperation modeEX0230 刀库自动模式被选择当执行T代码呼叫时,刀库操作盘上的手动模式被选择了,请选择自动模式EX0231 CLOSE MAGAZINE DOOR A05.2 The magazine door has been openedclose the magazine doorEX0231 关闭刀库门刀库门开着,请关闭刀库门EX0233 PRESS CYCLE START BUTTON A05.4 Press the cycle start button .T-cycleis startedEX0233 按下循环启动按钮按下循环启动按钮,T循环开始执行EX0234 CARRYING POT DA TA IS EXISTING A29.2 Carrying pot data exists not duringSBC cycle operation .Clear the dataafter returning the tool to properposition by manual operationEX0234 搬送刀杯数据是存在的搬送刀杯数据存在机械手臂循环操作不能执行手动操作使该刀具返回到合适的位置后清除该数据EX0240 T-DATA IS SET FOR EMP. POT A06.4 Tool data is set for the empty potduring ATC cycle。

项目2:FANUC 0I MATE-D数控系统调试与维修任务1 FANUC 0I MATE-D数控系统的操作任务2 FANUC 0I MATE-D数控系统的连接任务3 FANUC 0I MATE-D数控系统电源故障任务4 FANUC 0I MATE-D数控系统基本参数设置任务5 FANUC 0I MATE-D数控系统报警故障任务1 FANUC 0I MATE-D数控系统的操作 2.1.1 FANUC 0i Mate-D数控系统MDI面板1.MDI键盘区上面四行为字母、数字和字符部分,用于字符的输入;其中“EOB”为分号(;)输入键。
2.SHIFT键:上档键;3.CAN键:退格/取消键;4.INPUT键:写入键;5.ALTER键:替换键;6.INSERT键:插入键;7.DELETE键:删除键;8.PAGE键:翻页键;9.HELP键:帮助键;10.RESET键:复位键;11.方向键;软键区;下页键(NEXT)。
任务1 FANUC 0I MATE-D数控系统的操作2.1.2数控系统和加工操作有关的画面1. 回参考点(REF):进行机床机械坐标系的设定,用机床操作面板上各轴返回参考点用的按钮使刀具沿指定的方向移动。
2. 手动(JOG):按机床操作面板上的进给轴方向选择开关,机床沿选定轴的选定方向移动。
3. 增量进给(INC):按机床操作面板上的进给轴和方向选择开关,机床在选择的轴选方向上移动一步。
4. 手轮进给(HND):通过旋转机床操作面板上的手摇脉冲发生器使机床连续不断地移动。
5. 存储器运行(MEM):程序预先存在存储器中,当选定一个程序并按了机床操作面板上的循环启动按钮时,开始自动运行。
6. MDI运行:在MDI面板上输入10行程序段,可以自动执行,MDI运行一般用于简单的测试操作。
7. 程序编辑(EDIT):进行数控加工程序的编辑、修改、查找等功能。
任务1 FANUC 0I MATE-D数控系统的操作 2.1.3 数控系统和机床维护操作有关的画面1.参数设定画面2.诊断画面3.PMC画面4.伺服监视画面5.主轴监视画面任务2 FANUC 0i Mate-D数控系统的连接 2.2.1 FANUC 0i Mate-D数控系统基本构成C 控制用CP电源回路2.2-4轴控制卡3.LCD 显示控制4.MDI 接口电路5.I/O LINK串行输入输出接口电路6.主轴控制接口7.RS232C接口8.存储卡接口任务2 FANUC 0i Mate-D数控系统的连接 2.2.2 FANUC 0i Mate-D数控系统整体连接2.2.3 FANUC 0i Mate-D控制单元硬件连接图1.图2.2.2.4 FANUC 0i Mate D控制单元接口任务3 FANUC 0i Mate-D数控系统电源故障 2.3.1 数控系统电源接通与切断控制数控系统控制电源不能正常接通,是数控机床维修过程中经常遇到的故障之一,维修时必须从数控机床电源回路工作原理入手。

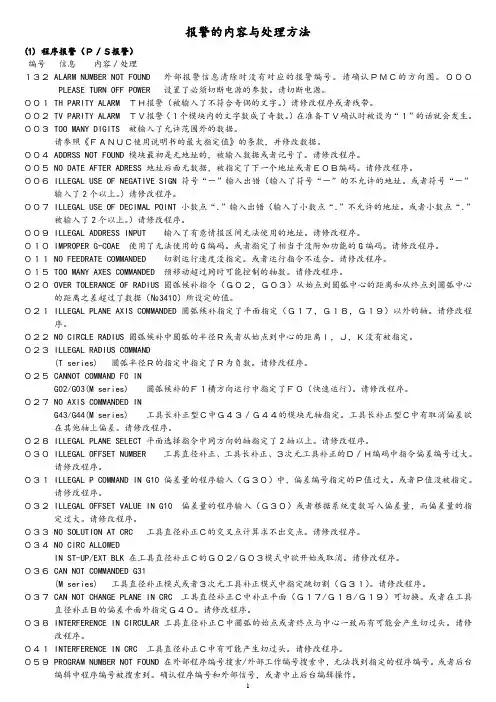
报警的内容与处理方法(1) 程序报警(P/S报警)编号信息内容/处理132 ALARM NUMBER NOT FOUND 外部报警信息清除时没有对应的报警编号。
请确认PMC的方向图。
000 PLEASE TURN OFF POWER 设置了必须切断电源的参数。
请切断电源。
001 TH PARITY ALARM TH报警(被输入了不符合奇偶的文字。
)请修改程序或者线带。
002 TV PARITY ALARM TV报警(1个模块内的文字数成了奇数。
)在准备TV确认时被设为“1”的话就会发生。
003 TOO MANY DIGITS 被输入了允许范围外的数据。
请参照《FANUC使用说明书的最大指定值》的条款,并修改数据。
004 ADDRSS NOT FOUND 模块最初是无地址的,被输入数据或者记号了。
请修改程序。
005 NO DATE AFTER ADRESS 地址后面无数据,被指定了下一个地址或者EOB编码。
请修改程序。
006 ILLEGAL USE OF NEGATIVE SIGN 符号“-”输入出错(输入了符号“-”的不允许的地址。
或者符号“-”输入了2个以上。
)请修改程序。
007 ILLEGAL USE OF DECIMAL POINT 小数点“.”输入出错(输入了小数点“.”不允许的地址。
或者小数点“.”被输入了2个以上。
)请修改程序。
009 ILLEGAL ADDRESS INPUT 输入了有意情报区间无法使用的地址。
请修改程序。
010 IMPROPER G-COAE 使用了无法使用的G编码。
或者指定了相当于没附加功能的G编码。
请修改程序。
011 NO FEEDRATE COMMANDED 切割运行速度没指定。
或者运行指令不适合。
请修改程序。
015 TOO MANY AXES COMMANDED 预移动超过同时可能控制的轴数。
请修改程序。
020 OVER TOLERANCE OF RADIUS 圆弧候补指令(G02,G03)从始点到圆弧中心的距离和从终点到圆弧中心的距离之差超过了数据(№3410)所设定的值。
M00:程序停止当机床在自动运转模式(MDI和MEM)时指定M00在执行完包含有M00的单节后自动操作停止当机床用M00停止后,模式选择开关在JOG位置可手动操作机床对再启动循环,将模式开关选择预先的自动运转模式,然后按CYCLE START按钮注:在执行完M00后,主轴停止,可以手动进行卡盘的张开/锁紧而不用变换模式M01:选择停止此指令通过使用“/”使机床临时停止,在每把道具加工时来检查工件,用OPTIONAL STOP 开关(选择停止开关)来选择这种模式M02:程序结束此M码用于卡盘所夹工件的程序的最后一个单节当机床在自动运转时使用此M码,程序在执行完有M02的单节的其他指令后返回到开头,控制复位,自动运转模式结束且机床停止M03:主轴正向旋转(逆时针)M04:主轴反向旋转(顺时针)M05:主轴停止M07:高压COOLANT开M08:COOLANT开M09:COOLANT关M10:接料器1前进M11:接料器1返回M13:刀塔吹气M14:主轴吹气M15:吹气停止M13M14都用M15停止M17:机床锁定开指定机床锁定开此代码只能在MDI模式下指定M18:机床锁定关指定机床锁定关(解除)此代码只能在MDI模式下指定M19:主轴定向主轴停止在固定位置M19 S**:主轴多重定位(ORIENTATION"B")当在同一单节指定M19和S码时,主轴停止位置有S码决定M24:排屑器启动M25: 排屑器停止M30:程序停止并返回(连续运转)用M30指令返回记忆的开头,复位并停止用CYCLE START进行再启动在最后一个单节指定M30M31:互锁跳过(主轴和尾座)此代码用于主轴未锁紧时循环启动和在主轴旋转时尾座顶尖的操作M32:主轴旋转式中心架的锁紧和松开当使用中心架时主轴旋转的互锁跳过代码在主轴是有M66旋转式中心架锁紧(M38或M58)和松开(M39或M59)有效M33:动力头正向旋转M34:动力头反向旋转M35:动力头停止M38:中心架锁紧(右侧)M39:中心架松开(右侧)M40:齿轮换成空挡M41:齿轮换成低挡M42:齿轮换成中档M43:齿轮换成高档M46:同时启动可编程尾座体松开且导引杆前进M47:同时启动可编程尾座体锁紧且导引杆退回M50:棒料进给M52:自动门开M53:自动门关M54:工件计数M61:切换低速(仅用于@P60)当使用@P60主轴时,主轴的输出扭矩和速度范围由于动力线的切换而不同,M61用于低转速rpm(Y型)400-500rpm(18.5KW)M62:切换高档(仅用于@P60)M62用于高速rpm(△型)750-4500rpm(22KW)M63:主轴正向旋转且COOLANT开(AUTO档)M64:主轴反向旋转且COOLANT开(AUTO档)M65:主轴停止且COOLANT关(AUTO档)M66:双重卡盘低压锁紧主卡盘用低压卡紧M67:双重卡盘高压锁紧主卡盘用高压卡紧M68:卡爪锁紧,自动锁紧主卡盘便于棒料进出M69:卡爪松开,自动放松主卡盘便于棒料进出M70:双重尾座低压前进,用低压使尾座前进M74:误差检出开当M74有效时,控制处理下一单节在直线和圆弧插补时单节之间的延迟脉冲,G00定位除外时机床在单节之间移动更平滑不管怎样,工作的棱角可能不会太尖M74为模态代码指令,它在遇到M75之前一直有效M75:误差检出关解除误差检出开的状态当卡机后M75有效直到M74被指令M76:倒角开在螺纹加工循环(G76或G92)之前指定M76 切削螺纹刀具在螺纹终点部分倒角M77:倒角关取消M76状态M78:尾座顶尖前进M79:尾座顶尖返回M80:快速对刀仪手臂下降M81:快速对刀仪手臂收回M82:镜像开M83:镜像关M84:刀塔正向旋转此M码用于设定在自动模式下打开刀塔正向旋转此码为非模态码,用于有T码的单节中M85:刀塔反向旋转M86:扭矩跳跃动作用于移动轴的扭矩跳跃例:G00 B-500.0;M86;G98 G31 P99 V-20.0 F100.0;G01 B-500.0;M87;M87:扭矩跳跃动作取消M88:C轴低压锁紧,只用于有C轴控制的情况M89:C轴高压锁紧,只用于有C轴控制的情况M90:C轴松开M91M92M93M94:外部M码备用M98:子程序调用用于进入子程序M99:子程序结束返回主程序M103:副主轴正向旋转指定副主轴逆时针方向旋转,S码在同一单节或预先指定当副卡盘张开时指定M103码发生顺序报警M104:副主轴反向旋转M105::副主轴停止M110:接料器2前进M111:接料器2 返回M114:副主轴吹气M119:副主轴定位M131:副主轴互锁跳过,副主轴未锁紧时循环启动M163:副主轴正转COOLANT开M164:副主轴反转COOLANT开M165:副主轴停止COOLANT关M168:副主轴卡盘锁紧M169:副主轴卡盘松开M203:正向同步指令主轴和副主轴同时正向旋转主轴和副主轴同步同时正向旋转M204:反向同步指令M205:同步停止主轴和副主轴旋转停止M206:主轴同步指令旋转指令解除指定解除主轴和副主轴的速度控制如果你想要主轴和副主轴不同的转速在S码之前指定M206操作面板主轴超驰在最后选择有效例:M03 S1000;M206;M103 S500;。
APC解决方案APC(Application Performance Management)是一种用于监控和管理应用程序性能的解决方案。
它可通过收集应用程序的性能指标和数据,提供实时的性能监控、诊断和优化工具,帮助应用程序开发者和管理员更好地了解和管理应用程序的性能,提升应用程序的稳定性和用户体验。
1.实时性能监控:APC能够实时监控应用程序的性能指标,包括CPU 利用率、内存使用率、网络延迟等,帮助开发者和管理员随时了解应用程序的性能状况,及时发现潜在问题。
2.异常检测和警报:APC能够监测应用程序的异常行为,如响应时间延长、错误请求增加等,并能及时发送警报通知开发者或管理员,帮助他们迅速发现和解决问题,避免影响应用程序的正常运行。
3.问题定位和诊断:当应用程序出现性能问题时,APC可以提供详细的诊断工具和数据,帮助开发者和管理员快速定位问题,并找到问题的根本原因。
这些诊断工具可以包括性能分析器、日志记录、线程跟踪等,帮助用户深入了解应用程序的运行状况。
4.性能优化和调整:根据监控和诊断结果,APC可以提供性能优化建议和指导,帮助开发者和管理员调整应用程序的配置和参数,提升应用程序的性能和响应速度。
5.容量规划和预测:APC可以分析应用程序的性能指标历史数据,预测应用程序未来的性能需求,帮助开发者和管理员进行容量规划,合理分配资源,提前准备应对未来的性能需求。
1.云端应用监控:随着云计算的发展,越来越多的应用程序部署在云端。
APC可以帮助云服务提供商监控和管理大量的应用程序,确保它们的稳定性和性能。
2.企业内部应用监控:大型企业通常有许多内部应用程序需要监控和管理。
APC可以帮助企业管理员实时监控这些应用程序的性能,及时发现和解决性能问题,确保业务的正常进行。
3. Web应用优化:对于Web应用程序来说,性能是至关重要的。
APC可以帮助Web开发者监控和调优应用程序的性能,提升用户的访问速度和体验。