彩涂板工艺流程图
- 格式:doc
- 大小:38.50 KB
- 文档页数:2
涂装车间工艺流程图一、引言涂装车间是指用于对产品进行喷涂、涂装等表面处理的工作区域。
为了确保涂装过程的高效性和质量,需要建立工艺流程图,明确每个步骤的操作要求和顺序。
本文将详细描述涂装车间的工艺流程图。
二、工艺流程图概述涂装车间的工艺流程图是根据涂装车间的实际情况,综合考虑涂装材料、设备和人员的要求,制定的一种操作指南。
它描述了涂装车间的工艺流程、涂装步骤和各个环节的要求,以确保产品的涂装质量和效率。
三、工艺流程图详细描述1. 准备工作a. 检查涂装设备和工具的完好性和清洁度,确保其正常运行。
b. 检查涂装材料的质量和数量,确保充足供应。
c. 准备工作区域,清理工作台和周围环境,确保无杂物和灰尘。
2. 表面处理a. 清洁产品表面,去除油污、灰尘和其他污染物。
b. 打磨产品表面,去除表面的凹凸和不平整。
c. 防锈处理,涂刷防锈剂或进行防锈处理,以延长产品的使用寿命。
3. 底漆涂装a. 按照产品的要求和涂装规范,选择适当的底漆材料。
b. 涂刷底漆,确保涂层均匀、光滑,不出现滴漏和气泡。
c. 底漆固化,根据底漆材料的要求和工艺流程,进行固化处理。
4. 中涂涂装a. 选择适当的中涂材料,根据产品的要求进行涂装。
b. 涂刷中涂,确保涂层均匀、光滑,不出现滴漏和气泡。
c. 中涂固化,根据中涂材料的要求和工艺流程,进行固化处理。
5. 面漆涂装a. 选择适当的面漆材料,根据产品的要求进行涂装。
b. 涂刷面漆,确保涂层均匀、光滑,不出现滴漏和气泡。
c. 面漆固化,根据面漆材料的要求和工艺流程,进行固化处理。
6. 检验和修复a. 检查涂装质量,确保涂层的颜色、光泽和附着力符合要求。
b. 如有涂装缺陷,进行修复,包括打磨、清洁和重新涂装等工作。
c. 修复后再次进行检验,确保修复效果符合要求。
7. 包装和出库a. 根据产品的要求,进行包装,保护涂装表面不受损。
b. 进行最终检验,确保产品的涂装质量和外观符合要求。
c. 出库前进行记录和标识,确保产品的追溯性和售后服务。
彩涂板生产工艺彩涂板是一种以钢板为基材,经过一系列处理工序制造而成的建筑材料。
彩涂板具备色彩丰富、外观美观、耐候性好等优点,被广泛应用于屋面、墙壁、室内天花板等建筑物的装饰。
彩涂板的生产工艺主要包括以下几个步骤:首先,选择好合适的基材钢板。
彩涂板的基材一般采用冷轧钢板或镀锌钢板,这些钢板具备良好的可塑性和耐腐蚀性,可以保证彩涂板的质量和使用寿命。
基材钢板经过切割和修边后,进入下一步处理。
其次,进行预处理。
预处理的目的是为了清除钢板表面的油污、锈蚀和杂质,以便于后续涂装的附着力。
预处理可以采用酸洗或磷化等方法。
酸洗是将钢板浸入酸性浴液中,使钢板表面产生化学反应,去除表面锈蚀层和杂质。
磷化是将钢板浸入含有磷酸盐的溶液中,使钢板表面产生一层磷化膜,增加涂层与基材的附着力。
然后,进行涂装。
涂装是彩涂板生产的核心环节。
涂装可以采用喷涂或辊涂的方式进行。
喷涂是将彩涂剂通过高压喷枪均匀喷洒在钢板表面,形成均匀的涂层。
辊涂是将彩涂剂倒入辊筒,通过辊子均匀涂覆在钢板表面。
涂层的选择主要依据彩涂板所需的功能和外观要求,常见的涂层有聚酯涂层、聚氨酯涂层等。
最后,进行固化和整形。
涂装完成后,彩涂板需要经过固化处理,即将已涂覆在钢板上的彩涂剂在一定温度下进行烘烤,使其固化成膜。
固化处理可以提高彩涂板涂层的硬度和耐候性。
整形是对涂层固化后的彩涂板进行切割、成型、修边等加工工序,使彩涂板的尺寸和形状符合需求。
总而言之,彩涂板生产工艺包括基材选择、预处理、涂装、固化和整形等环节,每个环节都要严格控制,以确保彩涂板质量的稳定和一致性。
彩涂板作为一种高品质的建筑材料,不仅具备良好的防腐蚀性和耐候性,还能够实现建筑物的美观效果,满足人们对于建筑外观的要求。
唐钢彩涂生产线工艺技术简介裴宏江余大祥梅淑文(唐山钢铁股份有限公司冷轧薄板厂)摘要:介绍了唐钢彩涂生产线的工艺布置、流程,主要工艺技术参数等内容,论述了生产线在提高产品质量、生产效率以及安全生产各方面的主要技术特点。
关键词:彩涂生产线工艺布置工艺技术参数技术特点1前言彩涂板在我国是一种新兴钢结构建筑材料,它拥有建筑结构强度高、经久耐用、美观大方、施工快捷方便等优点,在建筑中的用量越来越广泛,随着建筑行业的不断发展,市场的不断规范彩涂产品将在我国建筑行业中大放异彩。
唐钢冷轧薄板厂一期工程共有四条生产线,分别是:酸洗、冷轧、镀锌、彩涂生产线。
其中彩涂生产线是以生产高档建筑用板、兼顾生产家电用板的生产线,它采用多项专利技术,是目前国际先进水平的生产线。
唐钢彩涂线于2004年6月30曰一次热负荷试车成功,生产出了质量合格的彩涂板产品。
2生产线工艺介绍21生产线概况唐钢彩涂线是从日本新日铁公司引进的一条国际先进水平的彩涂板生产线。
设计年产量15万吨,整个生产线布置形式为三层c形,即出口、入口在同一侧,是布置紧凑的两涂两烘连续生产线,生产线全长170.8米。
设备总重1387吨,装机总容量3300千瓦。
车间厂房为钢结构形式,墙板和屋面板为彩钢板,车间主跨192×30米,附跨42×21米。
22主要工艺参数22l原料原料带卷参数见表1。
表1原料带卷参数项目厚度宽度卷内径卷外径卷重材质内容o3~1.2trim820~1250mmm508mm,由610mm由1000~1950mnl3.1~22.5t,通常为1otCQ,DQ,HSLA2.2.2成品成品带卷参数见表2。
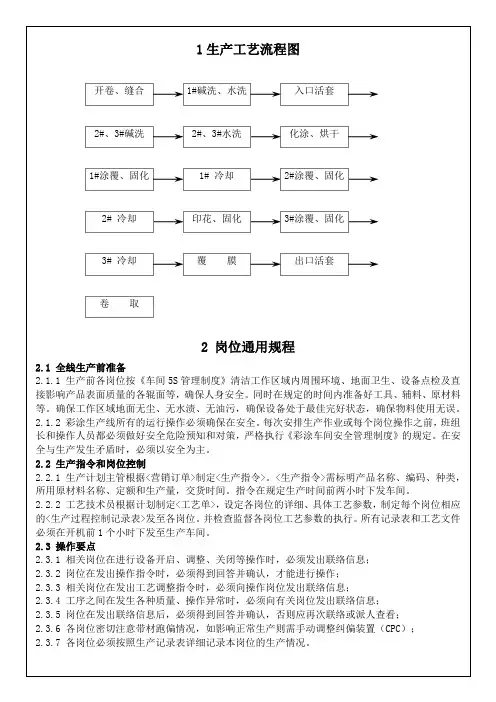
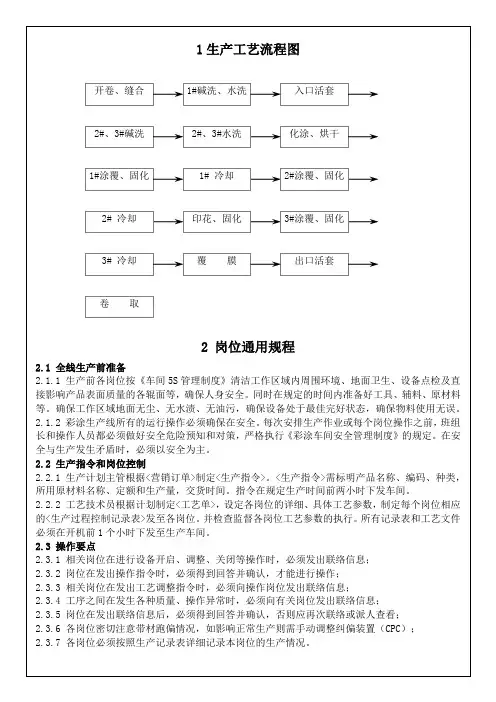
2.2.3生产速度入口段:Max.150mpm工艺段:Max.120mpm出口段:Max.150mpm.180.穿带速度:30mpm表2成品带卷参数2.3工艺布置2.3.1工艺布置简述生产线山以下几部分组成:(1)入口段入口段由钢卷鞍座、开卷机、双切剪、缝合机、压毛刺辊、№1张力辊组成。

彩涂板生产工艺Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998彩涂板生产工艺[color=#0000ff][/color]1前言彩涂板是当今世界钢铁企业板材深加工的终极产品 ,具有轻质、美观等特点及良好的防腐蚀性能 ,广泛应用于建筑、轻工、家电等行业。
近年来 ,随着这些行业的发展及消费水平的提高 ,其市场需求量增长很快 ,因此吸引了国内一大批企业兴建或正在兴建彩涂板生产线。
2彩涂板生产线主要产品及应用彩涂板产品主要有聚脂、硅改性聚脂、环氧树脂、氟碳、丙烯酸树脂、塑料熔胶和家电聚脂及表面贴膜、压花等产品。
其成品规格一般为:厚度0 3~ 1 6mm ,宽度 75 0~ 1 35 0mm ,涂层厚度 2 5~2 0 0 μm ,成品卷重 3~ 1 0t。
在彩涂板消费中 ,建筑行业是彩涂板的最大需求领域。
各类建筑 ,包括仓库、超市、车站、机场、体育馆、商务楼、民宅等 ,都需要彩涂钢板 ,主要用于生产瓦楞板、夹心板、门窗等。
住宅和门窗需要的彩板厚度规格为 0 7mm和 0 8mm两种 ;活动房和厂房需要的彩板厚度规格为 0 4mm、0 5mm、0 6mm等。
家电行业使用的彩涂板主要以覆膜彩板(PVC)为主 ,主要用于冰箱、冰柜、洗衣机、消毒柜、微波炉、影碟机、高档装饰品等醒目的外壳。
3主要生产工艺流程在生产时 ,用吊车将原料卷吊放到彩涂机组的受料台上 ,再由运输小车将钢卷运到彩涂机组前的卷座上 ,在此处拆除捆带 ,然后上料小车将原料钢卷上到开卷机上 ,由引带装置自动将带头引至切头剪处切头 ,带钢在缝合机处与上一卷带钢缝合。
缝合后的带钢首先进入预清洗段进行碱水冲洗、碱水刷洗、热水冲洗 ,然后经热空气烘干后进入活套 ,出活套后进入预处理段 ,在预处理段进行碱水冲洗、碱水刷洗、两级热水冲洗 ,再进行调质处理和两级热水冲洗 ,然后经热空气烘干 ,进入化学涂机 ,在带钢表面涂一层水基的铬化物 ,出化学涂机后进入热空气干燥机烘干。

喷涂车间工艺流程图喷涂车间是一个重要的生产环节,用于对产品进行喷涂涂层的施工。
为了确保喷涂工艺的高效和质量,需要制定一份详细的工艺流程图。
以下是喷涂车间工艺流程图的标准格式,详细描述了从准备工作到喷涂完成的全过程。
1. 准备工作:1.1 确定喷涂车间的工作区域,并进行必要的清洁和整理。
1.2 检查喷涂设备和工具的完好性,并进行必要的维护和保养。
1.3 准备喷涂所需的涂料、溶剂、稀释剂等材料,并进行必要的配制。
2. 表面处理:2.1 对待喷涂的产品进行表面处理,包括去除油污、锈蚀和其他杂质。
2.2 使用适当的工具(如砂纸、喷砂机等)进行磨光和打磨,以提高涂层的附着力。
3. 涂料准备:3.1 按照产品要求选择适当的涂料种类和颜色。
3.2 根据涂料的配方,进行必要的搅拌和稀释,以确保涂料的质量和流动性。
4. 喷涂操作:4.1 将产品放置在喷涂设备的工作台上,并进行必要的固定和保护。
4.2 使用喷涂枪或喷涂机对产品进行涂覆,确保涂层均匀、平滑且无滴漏。
4.3 根据涂料的要求,进行必要的涂层厚度和涂覆次数的控制。
5. 干燥和固化:5.1 将喷涂完成的产品放置在干燥室或烘箱中,以确保涂层能够充分干燥和固化。
5.2 控制干燥温度和时间,以确保涂层的质量和耐久性。
6. 检验和质量控制:6.1 对喷涂完成的产品进行目视检查,确保涂层的质量和外观符合要求。
6.2 进行必要的检测和测试,如附着力测试、耐腐蚀性测试等,以确保涂层的性能达到标准要求。
7. 包装和存储:7.1 对通过检验的产品进行包装和标识,确保产品的完整性和安全性。
7.2 将包装好的产品进行妥善存储,以防止涂层受到损坏或污染。
以上是喷涂车间工艺流程图的标准格式,详细描述了从准备工作到喷涂完成的全过程。
通过遵循这个流程图,可以确保喷涂工艺的高效和质量,提高产品的外观和性能。
同时,定期对工艺流程进行评估和改进,可以进一步提升喷涂车间的生产效率和质量水平。

普通彩涂基板的生产1 前言彩色涂层板在现代生产生活中应用比较广泛, 其生产过程主要是在冷轧薄板表面涂敷上彩色涂料以改善其表面质量和抗腐蚀能力。
彩色涂层钢板的质量主要反映在涂层性能上, 涂层的性能又分为力学性能、物理性能和抗腐蚀性能。
对于普通彩基板, 在保证涂层性能条件下, 可适当降低锌层重量以节约成本。
本文介绍了鄂钢冷轧薄板厂彩色涂层钢板基板用镀锌钢板的生产工艺与质量控制。
2 基板产品技术要求2.1基板表面质量要求影响彩涂工艺的镀锌板的表面缺陷主要有漏镀和锌花结构, 其他缺陷还有锌粒、锌疤、折叠、裂纹、水印等。
2.2.1漏镀镀锌板出现漏镀的地方, 涂层以后该位置同样会出现漏涂现象。
另一种漏镀的现象是漏钢, 起因是热镀锌的基材由于某种原因生了很厚的黄锈, 这种氧化皮在还原炉种又得不到充分还原, 也会出现漏镀情况, 漏镀的地方呈粗糙的针孔黑点。
由于漏镀会使彩涂过程也出现漏涂情况, 所以作为彩涂基板的镀锌板不允许有漏镀缺陷。
2.1.2锌花结构锌花结构是指镀锌板表面锌花的大小、锌花的波动程度和锌层的厚度。
锌花结构好的镀锌板彩涂后的产品表面质量更高, 更适合特殊用途。
有些后加工产品对镀锌板的表面质量要求更高, 需要在小锌花的基础上再进行光整处理, 经光整后完全消除了锌花, 这种称为光整锌花的基材, 平整度非常高, 涂层后的产品用途范围更加广阔。
鄂钢公司冷轧薄板厂在镀锌机组配置了光整装置, 生产的经光整后的无锌花镀锌板, 更加适合彩涂工艺。
各型号的镀锌板锌层重量应符合表1的规定。
表1 锌层重量2.2基板外形尺寸要求生产彩色涂层板的基材板型对涂敷质量至关重要, 影响涂层表面质量的板型缺陷主要有: 浪边、瓢曲和镰刀弯。
2.2.1浪边和瓢曲浪边是指金属带材沿长度方向出现高低起伏的波浪形弯曲, 使表面失去平直性。
瓢曲是指在钢板或钢带长度及宽度方向同时出现高低起伏波浪, 称为“瓢形”的现象。
有浪边和瓢曲缺陷的基材在彩涂生产线上会出现边部漏涂现象, 漏涂的形式因浪边和瓢曲的峰值和谷值呈间断性或连续性, 大大影响涂层的表面质量。

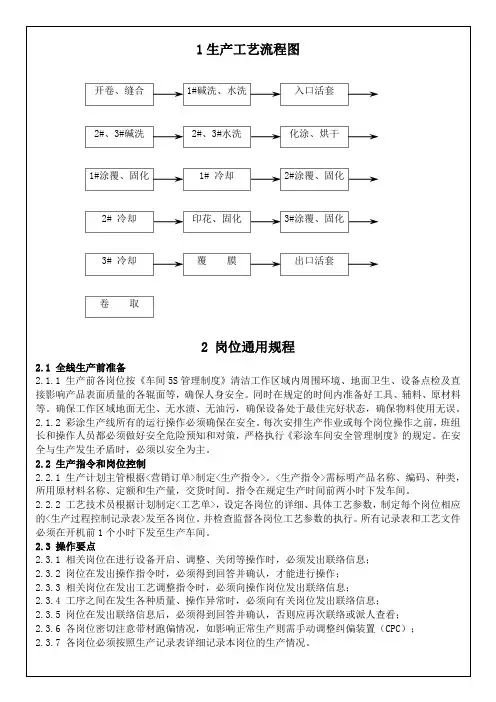
彩板生产工艺流程彩色涂层钢板是以冷轧钢板和镀锌钢板为基板,经过表面预处理(脱脂、清洗、化学转化处理),以连续的方法涂上涂料(辊涂法),经过烘烤和冷却而制成的产品。
常见的二涂二烘型连续彩色涂层机组工艺流程主要生产工序为:开卷→预处理→涂敷→烘烤→后处理→卷取。
彩色涂层钢板的涂层结构双面二涂二烘彩色涂层钢板的涂层,如右图所示上表面二涂二洪,下表面涂一层的彩色涂层钢板的涂层,如左图所示(此类背面漆一般不宜当正面使用)彩色涂层钢板是以冷轧钢板,电镀锌钢板、热镀锌钢板或镀铝锌钢板为基板经过表面脱脂、磷化、铬酸盐处理后,涂上有机涂料经烘烤而制成的产品。
彩色涂层钢板的常用涂料是聚酯(BHP XRW涂覆系统,宝钢JZ,韩国PGS,台湾PE ),其次还有硅性树酯(PSS),氟树脂(PVDF)等,涂层结构分二涂一烘和二涂二烘,涂层厚度一般在表面20-25μ,背面8-10μ。
彩色涂层钢板通常引用的标准是美国ASTM A527(镀锌)、ASTM AT92 (镀铝锌),日本JIS G3302,欧洲EN/0142,韩国KS D3506,宝钢Q/BQB420彩色涂层钢板的涂料种类彩色涂层钢板用涂料一般根据用途分为两大类:即建筑用和家电用。
建筑用涂料根据使用环境的不同,在环氧树脂、聚酯树脂、聚氯乙烯塑料溶胶、硅改性聚酯和聚偏氟乙烯中选择。
家电用涂料一般采用聚酯树脂。
彩色涂层钢板的涂料包括底漆、面漆和背面漆。
1.底漆种类和膜厚底漆有环氧树脂、聚酯树脂、丙烯酸树脂和聚氨酯树脂四类。
一般根据产品的用途、使用场合、加工程度,以及与面漆的配套来选择底漆。
底漆的膜厚通常为5μm。
(1)环氧底漆与基材的附着力良好、耐水、耐碱、抗化学腐蚀性好,是最早的卷材用底漆,柔韧性能不如其它底漆。
(2)聚酯底漆(3)对基材的附着力好、柔韧性优异,对潮湿的环境较敏感、耐化学药品性不如环氧底漆。
(4)水溶性丙烯酸底漆(5)对基材的附着力良好,很好的柔韧性、有机溶剂含量低、低温固化、不宜在潮湿的环境中储存,对预处理要求高。
涂装车间工艺流程图引言概述:涂装车间工艺流程图是指在涂装车间进行涂装作业时所遵循的一系列工艺步骤的图示表示。
它能够清晰地展示涂装车间的工作流程,帮助工作人员了解工艺步骤的顺序和要求,提高工作效率和质量。
本文将详细阐述涂装车间工艺流程图的五个大点,每个大点包含3-5个小点的详细阐述,并在总结部分对涂装车间工艺流程图的重要性进行概括。
正文内容:1. 前期准备阶段1.1 确定涂装需求:根据客户要求和产品特性,确定涂装的颜色、种类和质量要求。
1.2 准备涂装材料:选择适合的涂料、溶剂和涂装工具,并进行检查和准备。
1.3 准备涂装设备:检查和维护喷涂枪、喷涂室、烘干设备等涂装设备,确保其正常运行。
1.4 准备涂装表面:清洁和处理产品表面,去除油污、锈蚀和其他污染物。
2. 涂装操作阶段2.1 喷涂底漆:根据产品特性和涂装要求,选择适合的底漆进行喷涂,确保底漆的附着力和平整度。
2.2 喷涂面漆:根据底漆的干燥程度和涂装要求,选择适合的面漆进行喷涂,确保涂层的光泽度和颜色一致。
2.3 进行干燥:根据涂料的干燥要求,采用适当的烘干设备进行干燥处理,确保涂层的质量和耐久性。
2.4 进行涂装检查:对涂装后的产品进行检查,确保涂层的质量和外观符合要求。
2.5 进行涂装修复:如发现涂层存在缺陷或不符合要求,及时进行修复和改善。
3. 后期处理阶段3.1 清洗和保养设备:清洗和保养喷涂枪、喷涂室、烘干设备等涂装设备,确保其长期正常运行。
3.2 清理涂装区域:清理涂装区域,包括废涂料、废溶剂和其他污染物,确保涂装环境的整洁和安全。
3.3 档案管理:建立涂装作业的档案管理系统,记录涂装的产品信息、涂料使用情况和质量检查结果,便于追溯和分析。
4. 安全措施4.1 佩戴个人防护装备:工作人员在涂装车间工作时,应佩戴适当的个人防护装备,如手套、护目镜和防护服。
4.2 做好通风换气:涂装车间应具备良好的通风换气系统,确保室内空气质量,减少涂料挥发物的浓度。
喷涂车间工艺流程图标题:喷涂车间工艺流程图引言概述:喷涂车间工艺流程图是指展示喷涂车间生产过程中各个环节和步骤的图示,通过该流程图可以清晰地了解整个喷涂生产过程,有助于提高生产效率和质量。
一、准备工作1.1 确定喷涂车间的布局:根据实际生产需求和设备配置,确定喷涂车间的布局,包括喷涂区、干燥区、准备区等。
1.2 确定喷涂设备和材料:选择适合的喷涂设备和材料,确保其符合产品要求和环保标准。
1.3 建立喷涂工艺标准:制定喷涂工艺标准,包括喷涂厚度、温度、湿度等参数,以确保喷涂质量和一致性。
二、喷涂准备2.1 检查喷涂设备:检查喷涂设备的运行状态和清洁程度,确保设备正常工作。
2.2 准备喷涂材料:根据产品要求和工艺标准,准备好所需的喷涂材料,包括底漆、面漆等。
2.3 清洁喷涂表面:清洁待喷涂表面,去除油污、灰尘等杂质,以确保喷涂效果和附着力。
三、喷涂过程3.1 喷涂底漆:根据工艺要求,先喷涂底漆,形成一层均匀的底漆涂层。
3.2 喷涂面漆:待底漆干燥后,再喷涂面漆,形成产品表面的颜色和光泽。
3.3 控制喷涂参数:在喷涂过程中,严格控制喷涂厚度、速度和距离等参数,以确保喷涂质量和一致性。
四、烘干处理4.1 进入烘干室:完成喷涂后的产品进入烘干室,根据工艺要求进行烘干处理。
4.2 控制烘干时间:根据喷涂材料和厚度,控制烘干时间,确保产品干燥均匀。
4.3 检查烘干效果:检查产品表面的干燥情况和质量,确保产品符合要求。
五、质量检验5.1 目视检查:对喷涂后的产品进行目视检查,检查表面是否平整、无气泡、无色差等。
5.2 测试性能:进行必要的性能测试,如附着力测试、硬度测试等,确保产品质量符合标准。
5.3 记录和整理:记录喷涂过程中的关键参数和质量检验结果,整理喷涂车间工艺流程图,以备日后参考和改进。
结论:喷涂车间工艺流程图是喷涂生产过程中的重要工具,通过严格遵循工艺流程图,可以提高生产效率和质量,确保产品符合客户要求和标准。
彩涂板生产工艺彩涂板生产工艺Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998彩涂板生产工艺[color=#0000ff][/color]1前言彩涂板是当今世界钢铁企业板材深加工的终极产品,具有轻质、美观等特点及良好的防腐蚀性能,广泛应用于建筑、轻工、家电等行业。
近年来,随着这些行业的发展及消费水平的提高,其市场需求量增长很快 ,因此吸引了国内一大批企业兴建或正在兴建彩涂板生产线。
2彩涂板生产线主要产品及应用彩涂板产品主要有聚脂、硅改性聚脂、环氧树脂、氟碳、丙烯酸树脂、塑料熔胶和家电聚脂及表面贴膜、压花等产品。
其成品规格一般为:厚度0 3~ 1 6mm ,宽度 75 0~ 1 35 0mm ,涂层厚度 2 5~2 0 0 μm ,成品卷重 3~ 1 0t。
在彩涂板消费中,建筑行业是彩涂板的最大需求领域。
各类建筑,包括仓库、超市、车站、机场、体育馆、商务楼、民宅等,都需要彩涂钢板,主要用于生产瓦楞板、夹心板、门窗等。
住宅和门窗需要的彩板厚度规格为 0 7mm和 0 8mm两种 ;活动房和厂房需要的彩板厚度规格为 0 4mm、0 5mm、0 6mm等。
家电行业使用的彩涂板主要以覆膜彩板(PVC)为主,主要用于冰箱、冰柜、洗衣机、消毒柜、微波炉、影碟机、高档装饰品等醒目的外壳。
3主要生产工艺流程在生产时,用吊车将原料卷吊放到彩涂机组的受料台上,再由运输小车将钢卷运到彩涂机组前的卷座上,在此处拆除捆带,然后上料小车将原料钢卷上到开卷机上,由引带装置自动将带头引至切头剪处切头,带钢在缝合机处与上一卷带钢缝合。
缝合后的带钢首先进入预清洗段进行碱水冲洗、碱水刷洗、热水冲洗,然后经热空气烘干后进入活套,出活套后进入预处理段,在预处理段进行碱水冲洗、碱水刷洗、两级热水冲洗,再进行调质处理和两级热水冲洗,然后经热空气烘干 ,进入化学涂机 ,在带钢表面涂一层水基的铬化物 ,出化学涂机后进入热空气干燥机烘干。