孔类零件的加工
- 格式:ppt
- 大小:889.50 KB
- 文档页数:12

孔加工方法有哪些孔加工是制造业中常见的加工工艺之一,它在各种机械零部件的制造中起着至关重要的作用。
孔加工的质量和效率直接影响着整个产品的性能和生产效率。
那么,孔加工方法有哪些呢?接下来我们将一一介绍。
首先,最常见的孔加工方法之一是钻削。
钻削是利用钻头在工件上旋转并向下推进的方式来形成孔洞的加工方法。
它可以分为手动钻削和机械钻削两种方式。
手动钻削一般用于小批量生产或修补加工,而机械钻削则适用于大批量生产,具有高效率和一致性的优点。
其次,还有铰削这种孔加工方法。
铰削是利用铰刀在工件上旋转并向下推进的方式来形成孔洞的加工方法。
它一般适用于孔的加工深度较大的情况,能够快速、高效地完成孔的加工。
除了钻削和铰削,还有镗削这种孔加工方法。
镗削是利用镗刀在工件上旋转并在径向移动的方式来形成孔洞的加工方法。
它适用于孔的精度要求较高的情况,能够获得较高的加工精度和表面质量。
此外,还有冲剪这种孔加工方法。
冲剪是利用冲头在工件上冲击的方式来形成孔洞的加工方法。
它适用于对工件表面要求较高的情况,能够快速、高效地完成孔的加工。
最后,还有激光加工这种孔加工方法。
激光加工是利用激光束对工件进行照射的方式来形成孔洞的加工方法。
它适用于对孔的形状和尺寸要求较为复杂的情况,能够实现非常精细的加工。
综上所述,孔加工方法有很多种,每种方法都有其适用的场合和优势。
在实际生产中,我们需要根据工件的具体要求和加工条件来选择合适的孔加工方法,以确保产品质量和生产效率。
希望本文所介绍的内容能够对大家有所帮助,谢谢阅读!。
数控车孔类零件的加工教案一、前言。
数控车床是一种高精度、高效率的机床,广泛应用于各种零件的加工中。
在零件加工过程中,车孔是一种常见的加工工艺,其加工精度和质量对零件的整体性能有着重要影响。
因此,掌握数控车孔类零件的加工技术,对于提高零件加工质量和效率具有重要意义。
二、数控车孔类零件的加工工艺。
1. 加工准备。
在进行数控车孔类零件的加工之前,首先需要准备好相应的加工工艺文件和加工工具。
加工工艺文件包括零件的加工图纸、工艺卡和加工程序。
加工工具包括车刀、夹具、测量工具等。
2. 夹紧工件。
将待加工的工件夹紧在数控车床的工件夹具上,并进行合理的夹紧和定位,以保证工件在加工过程中的稳定性和精度。
3. 加工参数设置。
根据零件的加工要求和数控车床的性能特点,设置加工参数,包括主轴转速、进给速度、切削深度、切削速度等。
合理的加工参数设置对于保证零件加工质量和提高加工效率至关重要。
4. 车刀选择和装夹。
根据零件的加工要求和加工特点,选择合适的车刀,并将车刀装夹在数控车床的刀架上。
在装夹过程中,需要保证车刀的正确位置和角度,以保证切削的精度和质量。
5. 加工操作。
根据加工程序和加工要求,进行数控车孔类零件的加工操作。
在加工过程中,需要密切关注加工状态,及时调整加工参数和刀具位置,以保证加工的精度和质量。
6. 质量检验。
在加工完成后,进行零件质量的检验。
主要包括尺寸精度、表面粗糙度和孔的圆度等方面。
对于不合格的零件,需要及时调整加工参数和工艺,以保证零件的质量和性能。
三、数控车孔类零件的加工注意事项。
1. 加工前的准备工作要充分,包括加工工艺文件的准备、加工工具的选择和加工参数的设置等。
2. 在夹紧工件时,需要保证夹紧力的均匀和稳定,以避免在加工过程中出现工件的变形和位移。
3. 在车刀选择和装夹时,需要保证车刀的刃口尖锐和刀具的稳定性,以保证切削的精度和表面质量。
4. 在加工过程中,需要密切关注加工状态,及时调整加工参数和刀具位置,以保证加工的精度和质量。
孔加工工作总结
孔加工是一种常见的加工工艺,广泛应用于各种机械零件的加工中。
在孔加工
工作中,操作人员需要严格按照工艺要求进行操作,确保加工质量和效率。
以下是对孔加工工作的总结和经验分享。
首先,在进行孔加工之前,需要对工件进行严格的检查,确保工件表面无任何
缺陷或损坏。
同时,要根据加工要求选择合适的刀具和加工参数,以保证加工质量。
其次,在孔加工的过程中,操作人员需要严格按照工艺要求进行操作,确保加
工精度和表面光洁度。
在操作过程中,要及时清理切屑和冷却液,确保刀具和工件表面的清洁。
另外,在孔加工过程中,需要不断检查加工质量,及时调整加工参数,确保加
工质量符合要求。
同时,要注意刀具的磨损情况,及时更换和修磨刀具,以保证加工效率和质量。
最后,在孔加工结束后,要对加工质量进行全面检查,确保工件符合要求。
同时,要对加工设备进行及时的维护和保养,以延长设备的使用寿命。
总的来说,孔加工工作需要操作人员具备丰富的经验和技术,严格按照工艺要
求进行操作,确保加工质量和效率。
同时,要不断总结经验,提高加工技术水平,为企业的发展做出贡献。
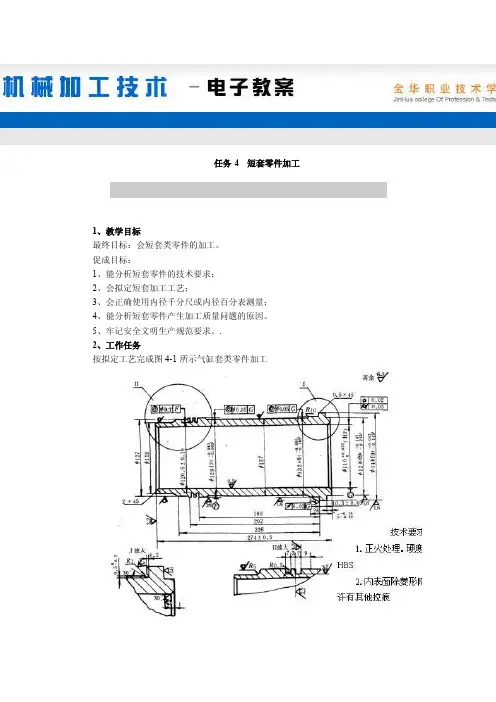
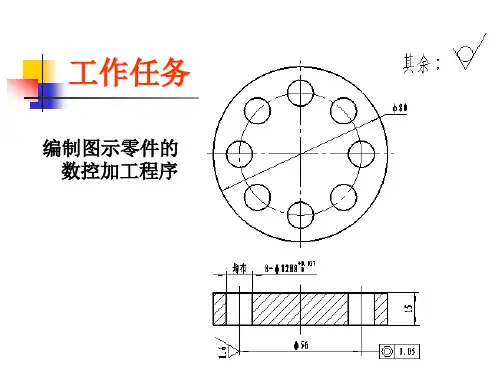
任务4短套零件加工1、教学目标最终目标:会短套类零件的加工。
促成目标:1、能分析短套零件的技术要求;2、会拟定短套加工工艺;3、会正确使用内径千分尺或内径百分表测量;4、能分析短套零件产生加工质量问题的原因。
5、牢记安全文明生产规范要求。
.2、工作任务按拟定工艺完成图4-1所示气缸套类零件加工图4-1A110型柴油机气缸套3、相关实践知识套筒类零件在机械加工中经常碰到,它在机器中主要起支承或导向作用。
气缸套的结构特点:零件的主要表面为内孔与外圆;且两者的同轴度要求较高;零件壁厚较薄;加工中易变形;零件的长度一般大于直径。
主要加工方法是车削和钻削。
3.1选择孔加工刀具,钻床、镗床和工件安装方式3.1.1孔加工刀具类型与选用孔加工刀具主要有麻花钻,扩孔钻,镗刀与铰刀。
(1)麻花钻1)麻花钻的组成标准麻花钻由工作部分、柄部、颈部三部分组成工作部分工作部分是钻头的主要组成部分。
它位于钻头的前半部分,也就是具有螺旋槽的部分,工作部分包括切削部分和导向部分。
切削部分主要起切削的作用,导向部分主要起导向、排屑、切削部分后备的作用,如图4-1a、b所示。
为了提高钻头的强度和刚性,其工作部分的钻心厚度(用一个假设圆直径——称为钻心直径d表示)一般为0.125~0.15 d(d为钻头直径),并且钻心成正锥形,如图4-1d所示,即从切削部分朝后,钻心直径逐渐增大,增大量在每100mm长度上为1.4~2mm。
为了减少导向部分和已加工孔孔壁之间的摩擦,对直径大于lmm的钻头,钻头外径从切削部分朝后制造出倒锥,形成副偏角,如图4-1c所示。
倒锥量在每100mm长度上为0.03~0.12mm。
柄部柄部位于钻头的后半部分,起夹持钻头、传递转矩的作用,如图4-1a、b所示。
柄部有直柄(圆柱形)和莫氏锥柄(圆锥形)之分,钻头直径在13mm以下做成直柄,利用钻夹头夹持住钻头;直径在12mm 以上做成莫氏锥柄,利用莫氏锥套与机床锥孔连接,莫氏锥柄后端有一个扁尾榫,其作用是供楔铁把钻头从莫氏锥套中卸下,在钻削时,扁尾榫可防止钻头与莫氏锥套打滑。
孔内键槽加工方法孔内键槽加工是一种常见的机械加工方式,它可以用于生产各种类型的机械零部件。
键槽在许多机械传动和定位应用中起关键作用。
本文将探讨孔内键槽加工的方法和技巧。
常见的孔内键槽加工方法有:1. 利用钻孔机械加工对于小尺寸的孔内键槽,通常可以采用钻床或钻孔机。
然后,用锉刀或铣刀将键槽加宽到所需尺寸。
采用这种方式可以低成本地生产出小尺寸的机械零件。
2. 壁纸钢丝锯壁纸钢丝锯的加工原理是通过一种卷绕的钢丝切入固定工件表面削去金属。
此方法适用于小尺寸的孔内键槽。
该方法优点是加工成本较低,但缺点是加工速度慢,大量生产会影响生产效率。
3. 火花机在较大尺寸的孔内键槽加工方面,用火花机较为常见。
火花机可以生成键槽形状,并可以对较硬的金属进行加工。
火花机的加工效率高,但成本较高。
4. 定制刀具针对比较复杂的孔内键槽设计,可以制定定制刀具。
这种方法可以大量生产键槽,提高生产效率。
但成本较高且需要设计、制造定制刀具,因此只适合大量、高频率生产需求。
5. 激光机激光机是一种基于激光剪切的技术,可以用于加工精细、高质量的键槽。
激光机加工的优点是处理速度快及切割带材,因此适合高速生产节奏。
对于需要更高的准确度和清晰度要求的键槽的另一个好处是激光可以很容易地切割复杂的形状。
总之,在生产中,许多因素将影响您选择哪种孔内键槽加工方式,例如孔直径、孔深度、制造经费、批量等。
在选择加工方式时,您需要考虑到两个主要方面-价格与准确性。
如较低价格的钻孔机可用于添加和扩展基本的直角防止键用以调整定位的精度,对于套区域的锁定也可以充分使用,并每隔一段时间进行维护和清洁。
此外,当原型生产时间有限或低成本加工需求时,您可以使用以激光加工为代表的高质量、高效率的工艺方法。
因此,对于任何生产需求,各个加工工艺都是密切相关的,在考虑哪种方法时记住您的时间、设备和成本预算。

数控车床的孔加工编程方法举例数控车床是一种高精度的机械加工设备,在工业生产中广泛应用于零件的加工和制造。
孔加工是数控车床中最常见的加工操作之一,下面将为大家举例介绍数控车床的孔加工编程方法。
首先,我们需要了解数控车床孔加工的基本步骤。
孔加工主要包括钻孔、镗孔和攻丝等操作,而数控车床则可以通过程序控制机床自动完成这些操作。
在编程时,我们需要明确孔的位置、大小和加工方式,然后根据实际情况选择合适的编程方法。
一、钻孔编程方法钻孔是最常见的孔加工操作之一,下面以钻孔加工编程为例进行介绍。
1.孔的位置确定首先,我们需要确定孔的位置。
一般情况下,我们可以通过测量零件的工件坐标和孔的中心坐标来确定孔的位置。
例如,假设工件坐标原点位于工件的左下角,并且要在工件中间加工一个直径为10mm的孔,那么孔的中心坐标将为(X,Y) = (50, 50)。
2.选择合适的刀具在进行钻孔编程时,我们还需要选择合适的刀具。
一般情况下,我们可以使用标准的钻头进行钻孔加工。
例如,在上述示例中,我们可以选择直径为10mm的钻头进行钻孔。
3.编写加工程序接下来,我们可以编写加工程序来实现钻孔操作。
下面是一个钻孔编程示例:O0001(程序号)N1G90G54G64G80(绝对坐标系,工件坐标系,等距插补模式,取消固定循环)N2S500M3(设置主轴转速为500转/分钟,开启主轴)N3G0X50Y50(快速定位到孔的中心坐标)N4 G81 Z-10 R2 F100 (启动钻孔循环,Z轴下降10mm,每次进刀2mm,进给速度为100mm/分钟)N5G80(取消固定循环)N6M5(关闭主轴)N7M30(程序结束)在上述示例中,首先通过G90指令设置绝对坐标系和工件坐标系。
然后通过G64指令设置等距插补模式,取消固定循环。
接着,通过G0指令进行快速定位,将刀具移动到孔的中心坐标处。
然后通过G81指令启动钻孔循环,设置Z轴下降10mm,每次进刀2mm,进给速度为100mm/分钟。

一、孔的分类二、用固定尺寸刀具加工孔钻孔扩孔铰孔拉孔三、孔的镗削四、孔的磨削五、孔的光整加工·孔的研磨孔的珩磨、六、孔的加工方案及应用范围\内圆表面(孔)的加工内圆表面主要指圆柱形的孔。
由于受孔本身直径尺寸的限制,刀具刚性差,排屑、散热、冷却、润滑都比较困难,因此一般加工条件比外圆差。
但另一方面孔可以采用固定尺寸刀具加工,故孔的加工与外圆表面相比较有大的区别。
孔的技术要求包括:尺寸精度(孔径、孔深)、形状精度(圆度、直线度、圆柱度)、位置精度(同轴度、平行度、垂直度)及表面粗糙度等。
孔是盘套类、支架、箱体类零件的主要组成表面,其主要技术与外圆表面基本相同。
但是,孔的加工难度较大,要达到与外圆表面同样的技术要求需要更多的加工工序。
在工件上进行孔加工的基本方法有钻削、镗、磨等。
一、孔的分类孔的加工方法的选择与孔的类型及结构特点有密切的关系。
孔的分类如下。
(1)、按用途分1.非配合孔如螺钉孔、螺纹孔的底孔、油孔、气孔、减轻孔等。
这类孔一般要求加工精度较低,在IT12以下。
表面质量要求也不高,表面粗糙度Ra值大于10μm。
2.配合孔【如套、盘类零件中心部的孔,箱体、支座类零件上的轴承孔都有要求较高的加工精度(IT7以上)和较高的表面质量(Ra<μm)。
(2)、按结构特点分按结构特点可分为通孔、盲孔;大孔、中小孔;光孔、台阶孔;深孔,一般深度孔。
二、用固定尺寸刀具加工孔固定尺寸刀具是指钻头、扩孔钻、铰刀、拉刀等。
用这类刀具加工孔其精度、表面粗糙主要决定于刀具本身的尺寸精度、结构和切削用量等条件。
钻孔钻孔是在实心材料上加工出孔的方法。
所用刀具为钻头,一般用麻花钻,其结构如图11-10所示。
图11-10 麻花钻结构钻孔通常在钻床、车床、镗床上进行。
车床一般钻回转体类中心部位的孔,镗床钻箱体零件上的配合孔系,钻后进行镗孔,除此以外的孔大都在钻床上加工。
[钻孔特点如下:横刃前角为负值,主切削刃愈接近芯部前角愈小,且两刃不易磨得对称,排屑槽深,刚性差。