机加工车间 月份不良品统计表
- 格式:doc
- 大小:57.00 KB
- 文档页数:1

序号不良项目不良数1脱漆532氖灯不亮103脏污54
无功率125
耐压不良366
色差77
变形228
其它3合计148
序号不良项目不良数占不良总数百分比累积百分比1脱漆5335.8%35.8%2耐压不良3624.3%60.1%3变形2215.0%75.0%4
无功率128.1%83.1%5
氖灯不亮10 6.8%90%6
色差7 4.7%94.6%7
脏污5 3.4%98.0%8
其它3 1.9%100.0%合计148100%
步骤1
收集数据步骤2
数据排序步骤3
绘制横轴
与纵轴刻
度3).选中右击"红色线条",设置"次坐标轴",如下图所示
100.0%8月份制程不良品统计表1).选择标示黄色部分的数据;
2).先选择"拆线图",因为07版本没有"双轴线柱状图",如下所8.1%24.3%4.7%14.9%2.0%8月份制程不良品统计表占不良总数百分比35.8%6.8%3.4%010
20
30
405060
系列1系列2
5).再选中右击蓝色线条,更改图表类型为柱状图,如下所示6).再选中右击红色线条,更改"数据系列格式",如下图所示4).选中更改左右和下面轴线的格式,如下图所示
35.8%
60.1%75.0%83.1%90%94.6%98.0%0%10%20%30%40%50%60%70%80%90%100%0102030405060708090100110120130140系列1系列2。

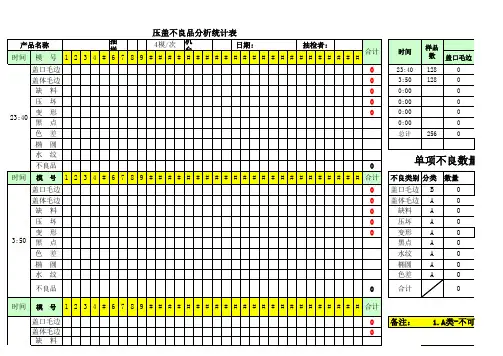
B 面C 面活塞孔中心孔B 面C 面中心孔活塞孔B 面C面活塞孔气孔振纹活塞孔倒角偏C 面划伤端面操作员确认漏工序断刀表面氧化班长确认巡检确认冷隔拉模表面起皮气孔毛坯残留日期:加工岛/线调试不良裂纹工废料废孔径不良退刀痕缺口B 面磕碰伤C 面压伤加工现场不良记录表活塞孔划伤粗糙度不良B 面划伤C 面磕碰伤1609-FH/STR-FH/TRSE-FH加工岛1206-CB/1274-CB 二号加工岛PXE-CB一号岛PXE-CB二号岛PXE-CB三号岛PXE-CB四号岛1094-CH加工岛1094-CH加工岛1217-CH加工岛1217-CH加工岛1609-CH/STR-RH/TRSE-CS加工岛1206-CB/1274-CB 一号加工岛1206-CB/1274-CB 二号加工岛PXE-CB线1609-FH/STR-FH/TRSE-FH加工岛1094-CH加工岛1609-CH/STR-RH/TRSE-CS加工岛早中7V线 (1094-CB)7V线 (1094-CB)1609-CH/STR-RH/TRSE-CS加工岛1609-FH/STR-FH/TRSE-FH加工岛PXE-CB线PXE-CB四号岛夜7V线 (1094-CB)B 面压伤1206-CB/1274-CB 二号加工岛1217-CH加工岛1206-CB/1274-CB 一号加工岛PXE-CB一号岛PXE-CB二号岛PXE-CB三号岛PXE-CB一号岛PXE-CB二号岛PXE-CB三号岛PXE-CB四号岛1206-CB/1274-CB 一号加工岛班次PXE-CB线。
2 原因分析:
环 材料人员
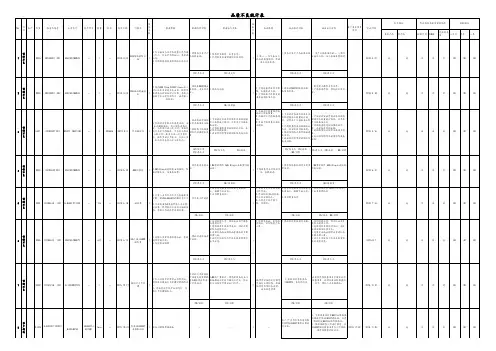
编制: 周金铭 审核:牟洪祥12月份不合格品统计分析报告
从排列图中在可以看出本月十一车间废品报废数量较大,其主要原因是
由于2904064-JA 零件工艺更改,造成库存零件大量报废,报废金额达381054.81元,其报废属于非正常报废。
其他均属于正常报废。
批准:孙明文
废品:
1统计
结论:影响该零件大量报废的主要原因是:顾客未能及时通我
厂,造成我厂未能及时调整生产计划。
3 纠正措施:
及时与顾客沟通,确保信息讯速传递。
球头销零件工艺更改造成大量。