一次性平面口罩作业指导书
- 格式:pdf
- 大小:4.48 MB
- 文档页数:4
AC RE
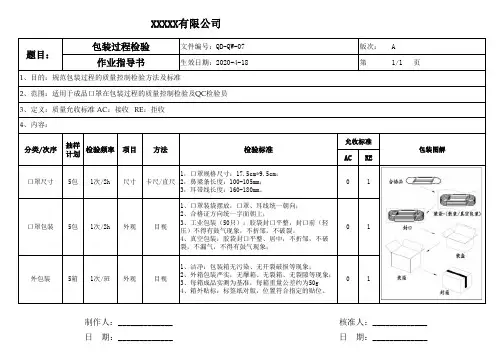
口罩尺寸5包尺寸卡尺/直尺01口罩包装5包外观目视01外包装5箱外观目视01
日 期:_____________日 期:_____________题目:分类/次序抽样计划项目方法包装图解检验频率1次/2h 1、口罩装袋摆放,口罩、耳线统一朝向;
2、合格证方向统一字面朝上;
3、工业包装(50只):胶袋封口平整,封口前(轻
压)不得有鼓气现象,不折邹,不破裂。
4、真空包装:胶袋封口平整、居中,不折邹,不破
裂,不漏气,不得有鼓气现象;
1次/班1、洁净:包装箱无污染、无开裂破损等现象;
2、外箱包装严实,无爆箱、无裂箱、无裂隙等现象;
3、每箱成品实测为基准,每箱重量公差约为50g
4、箱外贴标:标签纸对版,位置符合指定的贴位。
制作人:_____________
核准人:_____________1、目的:规范包装过程的质量控制检验方法及标准
2、范围:适用于成品口罩在包装过程的质量控制检验及QC 检验员
3、定义:质量允收标准 AC :接收 RE :拒收
4、内容:
允收标准1次/2h 1,口罩规格尺寸:17.5cm*9.5cm;2,鼻梁条长度:100-105mm ;
3,耳带线长度:160-180mm 。
检验标准
XXXXX有限公司
包装过程检验
文件编号:Q D-QW-07版次: A 作业指导书生效日期:2020-4-18第 1/1 页。
一次性使用医用口罩全自动生产作业指导书1.背景介绍医用口罩是一种重要的个体防护用品,具有阻挡病菌传播的作用。
随着全球新型冠状病毒疫情的爆发,对医用口罩的需求量激增。
为了满足市场需求,提高生产效率,使用全自动生产线生产医用口罩已成为一种常见的选择。
2.材料准备-无纺布材料:选择优质无纺布材料,确保透气性和过滤性能。
-鼻托条:选择柔软而耐用的塑料鼻托条。
-耳带:选择舒适的耳带材料,确保佩戴者的舒适度。
-口罩成型模具:选择合适的口罩成型模具,确保口罩的成型质量。
3.设备准备-口罩层压机:用于将多层无纺布材料进行层压,形成口罩的过滤层。
-鼻托条贴附机:用于将鼻托条粘合到口罩的顶部,提供舒适的贴合。
-耳带焊接机:用于焊接耳带到口罩的两侧,确保口罩的固定。
-检测设备:用于检测口罩的过滤性能、鼻托条的质量以及耳带的拉力。
4.生产流程-步骤1:无纺布层压将预先准备好的无纺布材料送入口罩层压机中,经过高温和压力的作用,将多层无纺布材料层压在一起。
-步骤2:鼻托条贴附将口罩层压片送入鼻托条贴附机中,按照预设的位置和方向,将鼻托条粘合到口罩的顶部。
-步骤3:耳带焊接将已经贴附好鼻托条的口罩送入耳带焊接机中,将耳带材料焊接到口罩的两侧,使其成为可佩戴的医用口罩。
-步骤4:质量检测将已经完成耳带焊接的口罩送入质量检测设备中,进行过滤性能、鼻托条和耳带质量的检测。
-步骤5:包装和装箱将合格的口罩进行包装,根据需求进行装箱,准备发货。
5.安全操作要点-操作人员必须穿戴个人防护装备,包括口罩、手套和防护服。
-对设备进行定期维护和保养,确保设备的正常运行。
-操作人员必须熟悉设备的操作规程,严格按照操作步骤进行操作。
-在操作过程中,要随时观察设备的运行状态,如发现异常及时进行处理和维修。
-在生产过程中,要保持工作环境的整洁和卫生。
定期清洁设备和生产区域。
6.质量控制和追踪-每批生产的口罩都应进行质量检测,并记录检测结果。
-定期抽样检测,确保口罩的过滤性能和质量符合标准要求。
口罩生产工序作业指导书-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
经确认,公司目前生产的一次性使用医用口罩产品生产过程的关键工序是备料、压合成型、耳带焊接、内包装封口等四个工序。
为确保工序质量持续稳定,需要对关键工序质量监控项目、监控方法、监控频次、责任人等进行规定。
具体情况见下表:
同时应确定关键岗位人员上岗要求:
1、关键岗位人员上岗前需要经过相关的安全注意事项、操作技能、质量监控知识、人员卫生管理要求等内容的培训。
2、关键岗位人员应相对固定,避免频繁更换。
特殊情况需要更换时,需要经过培训和确认。
医用口罩检验作业指导书1、目的本指导书规定了医用口罩检验的技术要求、测试方法及检验规则。
2、适用范围本指导书适用于所有一次性医用口罩、防尘口罩等。
3、引用标准3.1 GB19083-2010 医用防护口罩技术要求3.2 YY0469-2004 医用外科口罩技术要求3.3 YY/T0969-2013 一次性使用医用口罩技术要求4、检验依据如有客户要求或产品标志中规定的要求,按客户要求或产品标志中规定的要求,若没有规定按本作业指导书进行检验。
如涉及到安全项目检验的按进口国标准检验。
5、检验设备略6、作业内容:6.1 检验前准备在产品检验前,需获取产品的相关详细资料或由客户提供的确认样品。
同时根据客户的要求确定检验流程和重点检验的项目。
当检验人员到达现场、发现存在与实际提供资料不符合时,需及时通知客户,以确定检验流程是否正常进行。
6.2抽样检验6.2.1 根据相关资料,对已经完完包装的产品进行清点,以确定产品已经完成包装或产品包装已达到客户认可的完成比例。
6.2.2 在已完成包装的产品中,按照常规检验抽样水平AQL,如客户有特殊要求则按客户要求,随机抽取检验样品,按《产品抽样作业指导书》实施。
6.3 产品包装及产品信息收集6.3.1 产品包装信息收集收集产品的包装信息,(包括:外箱箱唛、彩盒、条码、合格标签、说明书等),对产品包装进行测量或称重(根据客户要求),并将产品包装信息(包括包装尺寸、包装重量、包装方法等)记录在检验报告中。
6.4 产品资料检验根据收取的资料、对产品的包装资料(包括:外箱箱唛、彩盒、条码、合格标签、说明书等),产品描述(产品形状、结构、尺寸等)进行核查,确定是否符合要求,不符点记录在检验报告中。
6.5 产品的检验6.5.1 包装的检验6.5.2 产品外观检验:依据客户的要求外观检查光照度,产品距光源1~1.2m 40W日光灯下,用目视检查,检查视距:300~450mm。
6.5.3 生物指标6.5.3.1 包装上标识有“灭菌”或“无菌”字样或图示的口罩应为无菌。
一次性口罩包装出货检验作业指导书
AC RE
口罩尺寸5包尺寸卡尺/直尺01口罩包装5包外观目视01外包装5箱外观目视01
日期:_____________日期:_____________题目:分类/次序抽样计划项目方法包装图解检验频率1次/2h 1、口罩装袋摆放,口罩、耳线统一朝向;
2、合格证方向统一字面朝上;
3、工业包装(50只):胶袋封口平整,封口前(轻
压)不得有鼓气现象,不折邹,不破裂。
4、真空包装:胶袋封口平整、居中,不折邹,不破
裂,不漏气,不得有鼓气现象;
1次/班1、洁净:包装箱无污染、无开裂破损等现象;
2、外箱包装严实,无爆箱、无裂箱、无裂隙等现象;
3、每箱成品实测为基准,每箱重量公差约为50g
4、箱外贴标:标签纸对版,位置符合指定的贴位。
制作人:_____________
核准人:_____________1、目的:规范包装过程的质量控制检验方法及标准
2、范围:适用于成品口罩在包装过程的质量控制检验及QC 检验员
3、定义:质量允收标准 AC :接收 RE :拒收
4、内容:
允收标准1次/2h 1,口罩规格尺寸:17.5cm*9.5cm;2,鼻梁条长度:100-105mm ;
3,耳带线长度:160-180mm 。
检验标准
XXXXX有限公司
包装过程检验
文件编号:Q D-QW-07版次:A 作业指导书生效日期:2020-4-18第 1/1 页。
一次性防护口罩生产工艺指导书为加快日常用防护口罩生产进度,规范口罩生产加工工艺,特制定本生产工艺指导书。
1适用范围本生产工艺指导书规定了日常用防护口罩的产品基本要求、生产车间卫生、生产工艺、包装与标识和成品检验检测要求。
本工艺指导书仅适用于超声波熔接口罩。
2产品基本要求2.1产品执行标准:T/GDBX 025-2020 日常防护型口罩技术规范。
2.2 成品规格:17.5cm*9.5cm(±0.5cm)。
2.3成品分内层、中间层、外层,内层和外层为丙纶无纺布材料,中间层为熔喷无纺布过滤层。
2.4企业需做好原辅料的把关。
原辅料要求符合国家和行业标准的丙纶无纺布;耳带要有一定弹力;驻极熔喷无纺布过滤效率必须达标。
同时所有原辅料物性指标应遵循T/GDBX 025-2020 标准要求。
3.基础要求3.1 口罩应能安全牢固志护住口、鼻子。
3.2 口罩原材料不应适用再生料,无异味。
— 1 —3.3 口罩不应存在可触及的锐利边缘,不对佩戴者构成伤害。
3.4 口罩应便于佩戴和摘除,在佩戴过程中无明显的压迫感或压痛现象,对头部活动影响较小。
4.外观要求口罩表面不应有破损、油污斑渍、变形及其他明显的缺陷。
4.1 甲醛含量。
甲醛含量应 20mg/Kg.4.2 pH值。
pH值范围应在4.0 7.5。
4.3 通气阻力 80Pa。
5生产车间卫生要求5.1每天早中晚三次定时专人对工作场所、工作台、操作工具进行消毒。
5.2进入生产车间(封闭式车间)须换上专用的工作服和工作帽,并按六步法洗手并消毒。
5.3所有生产人员必须全程戴口罩操作。
5.4中途离开工作岗位如厕或者休息,必须脱下工作服和工作帽,返回前六步法洗手并消毒,换上工作服和工作帽。
— 2 —6生产工艺要求6.1口罩款式超声波熔接口罩生产款式分半自动包边型平面口罩和全自动压边型平面口罩,具体款式见图1、图2。
图1 半自动包边型平面口罩图2 全自动压边型平面口罩— 3 —— 4 —6.2口罩各部位的尺寸要求 口罩各部位的尺寸要求见示意图33个褶皱倒向下图3 口罩各部位尺寸要求示意图6.3 原材料控制企业对进厂的原材料必须进行质量控制和检验,特别是影响过滤效率和安全性能指标进行严格把关,检测合格后方能投产。
******有限公司作业指导书文件(一次性使用医用口罩)1 目的此指导书主要告知员工在一次性使用医用口罩产品生产工作过程中(每道工序)的应知应会,使之在产品生产过程中尽可能避免失误,尽量节约各种原辅材料,降低各种损耗等,目的来提高工作效率,使公司获取更大利润。
2 范围此指导书主要针对我公司一次性使用医用口罩产品而言。
3 职责3.1 生产部组织生产人员与设备调试。
3.2 质量部负责指导与监督。
4 工作内容 4.1 准备工作4.1.1工艺流程:执行【一次性使用医用口罩工艺流程】(图1)注:◆代表关键工序, ○代表特殊工序整个生产过程中,耳带点焊为特殊工序、包装是关键工序,需要控制和验证操作的温度,操作人员需经过岗位培训,并且合格后方可上岗。
*关键工序:操作人员需经过岗位培训,并且合格后方可上岗;耳挂焊接控制要点是烛接牢固度,其参数为压力:0.4~0.6兆帕,耳熔时间:20*0.01S,速度为51片/分钟*特殊工序:操作人员需持上岗证方可上岗操作内包装控制要点是包装封口,其参数为温度:中封为125℃,端封为135℃4.1.2工艺参数【表1】表14.1.3物料产品主材料组成表2产品辅材料组成表34.1.4模具及易损件**4.1.5设备编号 所生产设备编号为: 4.2生产工序 4.2.1生产领料a.生产部:根据生产任务单物料数据,按规定要求领料,并填写《领料单》;b.质量部:QC 巡检员根据技术文件(一次性使用医用口罩)要求,核对材料 4.2.2口罩生产 4.2.2.1口罩体生产a.生产部➢ 生产人员根据生产任务单上规定的要求,选择正确的口罩机组; ➢ 将机台表层卫生清理干净 ➢ 将材料表层卫生清理干净后上机台 ➢ 按要求将各个材料装上设备,并设置参数 ➢ 开始调试至合格后正常操作。
b.质量部➢ QC 巡检员根据生产任务单的要求,核对机台➢ QC 巡检员对调试合格后的产品按图3和表4的要求进行确认,并作记录;图3序号 分类 模具名称 图示 使用期限 1热合齿 上下热合齿3500小时2 侧边热合齿3500小时3 耳带热合齿1800小时 4 切刀 鼻梁条切刀 / 300小时 5 片料切刀 / 1000小时 6 包边带切刀 / 1000小时 7/静电消除器/2000小时**表4(单位:cm)各部位标识口罩长A 鼻梁条长A1 口罩宽B 松紧带长B1/B217.5*9.5cm 17.5 11 9.5 16允差±5% ±5% ±5% ±10%4.2.4折叠a.生产部➢生产人员根据生产任务单上规定的要求,领取正确的包装物;➢将工作台版表层卫生清理干净➢开始包装。