口罩成型作业指导书
- 格式:doc
- 大小:33.50 KB
- 文档页数:1
口罩生产作业指导书口罩切片作业指导书文件编号:受控状态:受控号:编制:审核:批准:口罩生产作业指导书1.目的和范围1.1目的规范一次性使用医用口罩/医用外科口罩切片操作,确保切片过程符合规定要求,保证产品质量。
1.2范围适用于本公司一次性使用医用口罩/外科口罩本体生产。
2.工作程序2. 1准备工作原材料安装:将无纺布、熔喷布卷膜和鼻梁条卷带正确装入机器制定位置,装卷工位先后顺序如图所示。
无纺布及熔喷布安装位置如图1;图1、无纺布、熔喷布局图a.安装鼻夹上放卷架并引导鼻夹穿越全过程;b.选择合适的裁切模安装到设备上,调整切片位置口罩生产作业指导书c.接通电源,调整设备运行参数(如表1)人员撤离操作台,保证人身安全。
口罩生产作业指导书2. 2生产开始a.专人操作控制柜,启动电源开关;b.打开超声波系统开关即超声波发生器开关;c.调整调速按钮,从零到确定位置。
d.详细说明见附件。
4.修改经历口罩生产作业指导书受控状态:受控号:编制:审核:批准:口罩生产作业指导书1.目的和范围1.1目的规范口罩耳带焊接操作,确保焊接过程符合规定要求,保证产品质量。
1.2范围适用于本公司口罩耳带焊接生产。
2.工作程序2. 1焊接流程a)接通电源,将电源开关打开,检查操作显示屏是否正常。
b)打开超声波焊接机开关按钮,检查机器指示是否正常。
c)物料上料,口罩带上机,装至机器正确工位。
d)检查机器运行参数,并调节至正确工艺参数,见工艺参数表1。
e)切换至自动,按下启动按钮。
f)将口罩片人工放入机器工位,设备检测到后,机器开始运转,如下图。
g)工作中如果出现异常状况,按下急停按钮,所有动作停止,待故障排除后再将按钮右转, 解除急停命令。
3口罩生产作业指导书口罩生产作业指导书受控状态:受控号:编制:审核:批准:口罩生产作业指导书1.目的为确保产品热合封装(包装)质量,规范地使用设备,根据确认的结果,制订了本作业指导书。
2.范围适用于本公司产品的热合封装。
一次性使用医用口罩全自动生产作业指导书1.背景介绍医用口罩是一种重要的个体防护用品,具有阻挡病菌传播的作用。
随着全球新型冠状病毒疫情的爆发,对医用口罩的需求量激增。
为了满足市场需求,提高生产效率,使用全自动生产线生产医用口罩已成为一种常见的选择。
2.材料准备-无纺布材料:选择优质无纺布材料,确保透气性和过滤性能。
-鼻托条:选择柔软而耐用的塑料鼻托条。
-耳带:选择舒适的耳带材料,确保佩戴者的舒适度。
-口罩成型模具:选择合适的口罩成型模具,确保口罩的成型质量。
3.设备准备-口罩层压机:用于将多层无纺布材料进行层压,形成口罩的过滤层。
-鼻托条贴附机:用于将鼻托条粘合到口罩的顶部,提供舒适的贴合。
-耳带焊接机:用于焊接耳带到口罩的两侧,确保口罩的固定。
-检测设备:用于检测口罩的过滤性能、鼻托条的质量以及耳带的拉力。
4.生产流程-步骤1:无纺布层压将预先准备好的无纺布材料送入口罩层压机中,经过高温和压力的作用,将多层无纺布材料层压在一起。
-步骤2:鼻托条贴附将口罩层压片送入鼻托条贴附机中,按照预设的位置和方向,将鼻托条粘合到口罩的顶部。
-步骤3:耳带焊接将已经贴附好鼻托条的口罩送入耳带焊接机中,将耳带材料焊接到口罩的两侧,使其成为可佩戴的医用口罩。
-步骤4:质量检测将已经完成耳带焊接的口罩送入质量检测设备中,进行过滤性能、鼻托条和耳带质量的检测。
-步骤5:包装和装箱将合格的口罩进行包装,根据需求进行装箱,准备发货。
5.安全操作要点-操作人员必须穿戴个人防护装备,包括口罩、手套和防护服。
-对设备进行定期维护和保养,确保设备的正常运行。
-操作人员必须熟悉设备的操作规程,严格按照操作步骤进行操作。
-在操作过程中,要随时观察设备的运行状态,如发现异常及时进行处理和维修。
-在生产过程中,要保持工作环境的整洁和卫生。
定期清洁设备和生产区域。
6.质量控制和追踪-每批生产的口罩都应进行质量检测,并记录检测结果。
-定期抽样检测,确保口罩的过滤性能和质量符合标准要求。
防护口罩生产作业指导书防护口罩生产作业指导书一、前言随着人们对空气质量和个人健康意识的不断提高,防护口罩的需求也逐渐增加。
为了确保生产的防护口罩符合质量标准,并能够有效地保护人们的健康,我们编写了本指导书。
本指导书将为生产防护口罩提供详细的操作流程和技术要求,以确保所有生产环节都符合规范。
二、文章类型本文将按照说明文的体例进行撰写,以图文结合的方式,详细阐述防护口罩生产的各个环节,包括原材料准备、生产流程、质量检验等,以便读者能够清晰地了解并掌握防护口罩的生产过程。
三、梳理思路1、明确指导对象:本文的受众群体包括从事防护口罩生产的企业和个体,以及对防护口罩生产过程感兴趣的相关人员。
2、关键词分类:根据防护口罩生产的过程,我们将关键词分为以下几类:原材料、生产流程、质量检验、质量控制等。
3、材料准备:阐述生产防护口罩所需的各种原材料,如口罩布、熔喷布、鼻梁架、耳带等,并详细说明其规格和要求。
4、生产流程:从原材料的准备到成品的产出,详细描述防护口罩的生产流程,包括各个工序的操作要点和注意事项。
5、质量检验:介绍质量检验的方法和标准,包括外观检查、尺寸检查、性能测试等,以确保生产的防护口罩符合质量要求。
6、质量控制:强调质量控制的重要性,提出有效的质量控制措施和方法,以确保防护口罩的生产质量稳定可靠。
四、制定大纲1、引言:介绍防护口罩的重要性和市场需求,引出本文的主题。
2、原材料准备:详细描述生产防护口罩所需的原材料,包括口罩布、熔喷布、鼻梁架、耳带等,列出各种原材料的规格和要求。
3、生产流程:按照生产流程,详细阐述各个工序的操作要点和注意事项,包括裁剪、缝制、热压、检验等环节。
4、质量检验:介绍质量检验的方法和标准,包括外观检查、尺寸检查、性能测试等,以确保生产的防护口罩符合质量要求。
5、质量控制:强调质量控制的重要性,提出有效的质量控制措施和方法,以确保防护口罩的生产质量稳定可靠。
6、结论:总结防护口罩生产的关键环节和注意事项,强调质量控制的重要性,呼吁相关企业和个体严格遵守生产规范和标准。
口罩生产工序作业指导书-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
经确认,公司目前生产的一次性使用医用口罩产品生产过程的关键工序是备料、压合成型、耳带焊接、内包装封口等四个工序。
为确保工序质量持续稳定,需要对关键工序质量监控项目、监控方法、监控频次、责任人等进行规定。
具体情况见下表:
同时应确定关键岗位人员上岗要求:
1、关键岗位人员上岗前需要经过相关的安全注意事项、操作技能、质量监控知识、人员卫生管理要求等内容的培训。
2、关键岗位人员应相对固定,避免频繁更换。
特殊情况需要更换时,需要经过培训和确认。
医用防护口罩生产作业指导书文件编号:编制:日期:审核:日期:批准:日期:1.目的:为了保障本公司生产的医用口罩类产品的口罩片生产,确保操作员的正确操作和设备的正常运行,保证产品的生产效率和质量。
2.范围:适用于口罩自动生产线自动化设备- 口罩片自动生产线。
3.操作步骤:打片工序:3.1,接通气阀,检查气压是否处于正常气压状态,有无漏气现象。
3.2,接通电源,将电源开关打开,检查操作显示屏是否正常。
3.3,打开超声波焊接机开关按钮,检查机器指示是否正常。
3.4. 物料上料,将三层无纺布卷膜正确装入机器制定位置;下层从左往右依次为口罩下、中、上三层膜。
再将卷膜和卷带打开拉至机器工作位置。
注:口罩三层分别为:下:无纺布20g*200白色;中:熔喷布25g *175mm白色;上:无纺布25g*175蓝色。
3.5.检查机器运行参数,并调节至正确工艺参数30片/mino3.6,切换至自动,按下启动按钮,机器开始工作。
3.7.工作中如果出现异常状况,按下急停按钮,所有动作停止,待故障排除后再将按钮右转,解除急停命令。
断料工序a.根据工作台上画好的刻度进行量取耳带尺寸,量取时耳带刚好拉直即可;b.用剪刀将量取的耳带裁剪裁剪出来注意:耳带具有松紧性,量取尺寸时不可拉紧量取,不然耳带尺寸不足不符合要求,也不可能松垮量取,不然耳带尺寸过长不符合要求焊接工序a.焊接前确保手部及工作台面已经消毒;b.将待焊接的耳带及口罩本体放置在工作台面;c.接通电源、气源,脚踏阀控制电源、气源二路即脚踏下去,超声波、气缸会同时工作;d.调整时间继电器获得焊接时间;e.用镶子(已消毒)或者手指(个人习惯选择)夹住耳带一端,放入焊接器下方下方进行焊接。
压边焊接焊接a.焊接前确保手部及工作台面已经消毒;b.将待压边的口罩本体放置在工作台面,调整压边位置,如图;c.接通电源、气源,脚踏阀控制电源、气源二路即脚踏下去,超声波、气缸会同时工作;e.压边完成后,自检压边质量是否合格,不可有褶皱、开口等现象。
题目:KN95口罩打片机作业指导书编号:SB-ZD-004d-00 制定人:制定部门:生产技术部制定日期:年月日审核人:审核部门:QA 审核日期:年月日批准人:批准部门:质量部批准日期:年月日颁发部门:质量部复审日期:年月日生效日期:年月日分发部门分发份数
质量部
生产技术部
一、目的:建立kn95口罩打片机的作业指导,以规范员工的操作,起到指导作用。
二、适用范围:本规程适用于对本公司的美国口罩机、国产本体口罩机的操作与维护。
三、职责:生产操作人员、维修人员。
四、工作内容:
1、安全要求
1.1操作员必须在培训考核合格后才能上岗作业。
1.2操作中若出现异常响动或故障先兆,先按下停止按钮切断电源并及时联系维修并上报部门主管。
1.3操作人员在穿5层布、包边、鼻梁条时注意手与机器的位置,小心手被擦伤。
1.4机器运行时禁止手接触折叠、成型、切片、等压合位置,以及静电消除器等电器部位。
1.5禁止人员在机器工作范围内嬉闹追逐。
1.6一定要在电源切断的情况下进行维修。
1.7停机清扫时,必须关闭电源。
2、操作流程
1.上无纺布
2.上熔喷布
3.上鼻梁条
4.将布料顺序穿过辊轮
5、扭开开机按钮
6、点启动生产
7、出片。
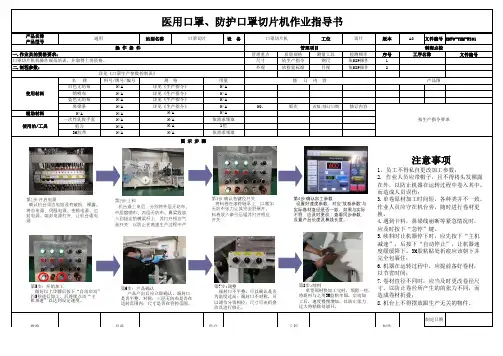
管理重点质量规格测量工具检测频率序号文件编号尺寸依生产指令钢尺依SIP 操作1外观依检验标准目视依SIP 操作2名 称料号/牌号/编号白色无纺布N/A 熔喷布N/A 蓝色无纺布N/A 鼻梁条N/A N0.版次首版/修订日期修订内容辅助材料N/AN/A 一次性乳胶手套N/A 剪刀N/A 3M胶带N/A制定日期口罩切片通用口罩切片机版本制作A0文件编号INFO-YZM-WI01按生产指令要求使用材料使用治/工具批准品质站别名称N/A依需求领取图 示 步 骤生产工程N/A N/A N/A 依需求领取N/A 1把详见《生产指令》N/A 详见《生产指令》N/A 详见《生产指令》N/A 规 格用量修 订 内 容产品图详见《生产指令》N/A 口罩切片机机操作规范培训,并取得上岗资格。
二.制程参数:详见《口罩生产参数控制表》医用口罩、防护口罩切片机作业指导书操 作 条 件管理项目制程点检一.作业员的资格要求:工序名称产品名称产品型号设 备工位切片第2步:上料机台通上电后,分别将外层无纺布、中层熔喷布、内层无纺布、鼻梁线放入到指定的横梁杆上,并打开相应气涨开关,以防止在高速生产过程中产第3步:确认各键位开关将料卷在滚轮轴承上,以增加无纺布张力让其完全舒展开。
料卷放入牵引压辊并打开相应开关第4步:确认加工参数设置好速度参数,对应“放卷参数”与实际卷材直径是否一致。
如果与实际不符,应及时更改;查看同步参数,设置产品长度及鼻线长度。
第5步:开始加工做好以上步骤后按下“自动启动”约5秒进行加工,后连续点动“主机加速”以达到设定速度。
第6步:产品确认产品产出后应立即确认,端封口是否平整、对称;三层无纺布是否在边封范围内;尺寸是否在管控范围。
第7步:调整端封口不平整,可以确认是否为温度过高;端封口不对称,可以调节分切相位;尺寸可由折叠治具进行修正。
注意事项1,员工不得私自更改加工参数;2.作业人员应带帽子,且不得将头发裸露在外,以防止机器在运转过程中卷入其中,而造成人员误伤;3.单卷原材加工时间短,各种类并不一致,作业人员应守在机台旁,随时进行卷材更换。
1 目的规范口罩生产及质量控制标准。
2 范围适用于口罩生产现场质量控制。
3 规范性引用文件YY/T0969-2013《一次性使用医用口罩》4 术语与定义4.1 本指导书统一采用mm单位制。
4.2 本指导书所用的测量工具为砝码、拉力计、游标卡尺、钢板尺等,测量工具均应经过计量检定并合格。
4.3 本指导书所提及的口罩均为一次性使用医用口罩(非无菌型)。
5 内容5.1 口罩片过程控制要点5.1.1 外观要求5.1.1.1 测试方法:目测5.1.1.2 测量工具:无5.1.1.3 检测方法:1)外观平整周正,无明显褶皱;2)干净无脏污,完整无破损;3)切片两端整齐无毛刺;4)鼻梁夹包裹完整,位置正确,无金属外露;5)压花均匀无穿透。
6)焊点内侧不扎手。
5.1.2 尺寸要求(如图1所示)5.1.2.1 测试方法:量具测量5.1.2.2 测量工具:无5.1.2.3 检测方法:游标卡尺或钢板尺1)鼻梁夹长度应为不小于80。
2)口罩长度为170~180。
3)口罩宽度为92~95。
图1 口罩尺寸要求图5.1.3 对称性要求5.1.3.1 测试方法:目测或量具测量5.1.3.2 测量工具:游标卡尺或钢板尺5.1.3.3 检验方法:1)鼻梁夹应位于两隔离点之间。
(如图2所示)2)口罩蓝色面第1个褶痕距离口罩上边缘35~50。
3)褶皱目测均匀即可。
图2 对称性要求示意图5.1.4 压边要求5.1.4.1 测试方法:目测5.1.4.2 测量工具:无1)目视压边应紧实均匀,不可出现塌边现象(如图3所示)。
图3 压边要求示意图2)口罩两端齿轮压花数量相差应不超过1.5个压点。
5.2 耳带点焊过程控制要点5.2.1 耳带绳长度及对称度(如图4所示)5.2.1.1 测试方法:量具测量5.2.1.2 测量工具:游标卡尺或钢板尺5.2.1.3 检验方法:1)目前材质的耳带线,对折后自然伸长的长度为85,允许差异5。
2)两条耳带绳长度对称性:对折后的耳带线长度允许差异为5。
NO 工序名称操作方法作业图片
1合并三层无纺布使用图示中的自动化机器设备将外层纺粘无纺布+中层熔喷无纺
布+内层纺粘无纺布三层无纺布原料叠合在一起。
2缝进鼻梁夹口罩上部那根可弯折的金属丝。
佩戴的时候要捏合鼻夹固定到鼻梁上,这样戴口罩才会严实。
沿着无纺布的一侧匹配输送金属丝,然后图示中结构一卷边,后面再一缝合。
3层叠部分口罩主体部分就是下图这个层叠结构,拉开来完全罩住口鼻,用机械把三层无纺布折叠,接着还有一个压片的环节,把口罩表面压平整。
4裁断环节口罩的单个裁断和缝边,大多是全自动无人工的处理。
而不同
的口罩是有细微的制造差异的,有的是缝边,有的直接是热压
胶合,出来的就是单独的一个口罩主体了。
医用口罩制作工艺流程图作业指导书
5补边压合及
耳绳组装
1)在口罩边沿涂上指定型号的粘着剂,利用自动化机器设备把
挂耳绳用热压粘着剂固定在口罩上。
2)左右两大卷无纺布,等着要补强口罩边沿,一侧被包裹之
后,立刻压平粘合。
3)出来的原先已经裁断好的口罩,立即进行裁断补强边作业。
6热压固定挂耳绳在口罩边沿还需要用上粘着剂,如图图机械爪送挂耳绳,那边底下就热压粘着剂的把挂耳绳固定在口罩上,一个平整型的口罩就算制作完成。
6消毒灭菌1)将口罩送入消毒室,然后通环氧乙烷气体,达到一定浓度后完成了消毒过程。
2)在消毒室里通空气和氮气去稀释和抽走环氧乙烷,如此多次,直到口罩表面的环氧乙烷残留量达标为止。
各种口罩生产作业指导书平面口罩分为:棉布口罩、无纺布口罩、高分子材料口罩、活性炭粉滤芯口罩、活性炭纤维毡垫口罩。
尺寸规格:18×9(成人)、15×9(儿童)。
一次性口罩:非织造布又称无纺布,是指不经过传统的纺纱、机织、针织所制成的布。
是一种由纤维层构成的纺织品,这种纤维层可以是定向纤维网或是杂乱无序的纤维网;也可以是由纤维网与传统的纺织品(如纱线、机织物、针织物等,或与非纺织材料(如金属薄膜、金属铝箔等)组成;还可以用纺丝的方法直接制成的纤维网。
将这些纤维层经过非传统的纺织机械加工或经过化学粘合,便可制成非织造布。
一次性口罩又分为,一次性两层口罩、一次性无纺布口罩、一次性三层口罩、一次性活性炭口罩。
1;一次性两层口罩是用两层28克无纺布面料制作;鼻梁处采用环保型全塑条,不含任何金属,配带透汽,舒适尤其适合电子类工厂,日常生活使用;2;一次性三层口罩是用两层无纺布和过滤纸制作而成;一次性三层口罩是由专业用于医疗卫生的纤维无纺布内两层,中间增加一层起过滤防菌达99.999%的以上过滤溶喷布经超声波焊接而成, 鼻梁处采用环保型全塑条,不含任何金属,配带透汽,舒适。
过滤效果B.F.E 高达99.9% 尤其适合电子类工厂;一次性活性炭口罩是用表层28克无纺布、中间第一层是用防菌过滤纸起过滤防菌达99.999%的以,起着防菌作用,防止病毒害;中间第二层是用采用新型高效吸附、过滤材料—活性碳纤维、活性碳布制作而成,具有防毒、防臭、滤菌、阻尘等功效;3;一次性口罩在制作上是采用了环保全塑鼻梁条鼻梁夹设计可依不同脸型做最舒适的调整。
选用内覆超声波点焊,耳带均可很牢固不易掉落。
制作:买台口罩打片机有专门做橡皮筋的,口罩机可以生产出口罩片,用点焊机点好橡皮筋就好了。
棉布口罩:用稀疏的棉布经过缝纫加工而成,主要用于含有低浓度有害气体和蒸气的作业环境。
制作:首先,裁好一块纱布,然后按照尺寸对折,折叠的时候把口罩带放好,最后用平车缝纫,像这样就完成了。