生料磨的选型及标定
- 格式:doc
- 大小:52.00 KB
- 文档页数:2

设备选型是水泥工厂设计非常重要的步骤,设备选型的优良也直接影响着水泥生产的成本节约,以及材料的减少,效率的提高。
车间设备选型一般步骤如下:1、确定车间的工作制度,确定设备的年利用率。
2、选择主机的型式和规格,根据车间要求的小时产量、进料性质、产品质量要求以及其他技术条件,选择适当型式和规格的主机设备,务必使所选的主机技术先进,管理方便,能适应进料的情况,能生产出质量符合要求的产品。
同时,还应考虑设备的来源和保证。
3、标定主机的生产能力,同类型规格的设备,在不同的生产条件下(如物料的易磨性、易烧性、产品质量要求以及具体操作条件等),其产量可以有很大的差异。
所以,在确定了主机的型式和规格后,应对主机的小时生产能力进行标定。
即根据设计中的具体技术条件,确定设备的小时生产能力。
标定设备生产能力的主要依据是:定型设备的技术性能说明;经验公式(理论公式)的推算;与同类型同规格生产设备的实际生产数据对比。
4、计算主机的数量 ·h h lG n G = 式中:n ——主机台数,h G ——要求主机小时产量(t/h ),·h l G ——主机标定台时产量(t/h )。
5、核算主机的年利用率主机的实际年利用率和每周实际运转小时数,可用公式 ·h h lG nG ηη︒= 式中:η︒——主机的实际年利用率,η——预定的主机年利用率。
水泥厂主机年利用率选择参考表2-1,表2-1 水泥厂主机年利用率(以小数表示)主机名称周别 每日工作班数 适宜利用率 备注 石灰石破碎 不连续周 1 0.24—0.28 也可连续周石灰石破碎不连续周 2 0.48—0.58 回转烘干机 连续周 3 0.70—0.80 生料磨(圈流)连续周 3 0.70—0.78 生料磨(开流)连续周 3 0.70—0.80 机械立窑连续周 3 0.80—0.85 旋窑连续周 3 0.82—0.88 水泥磨(圈流)连续周 3 0.70—0.82 水泥磨(开流)连续周 3 0.75—0.85 水泥包装 不连续周 10.24—0.28 水泥散装 不连续周2 0.48—0.56一, 破碎设备1,石灰石破碎设备一般石灰和石灰石大量用做建筑材料,也适用于工业的原料。
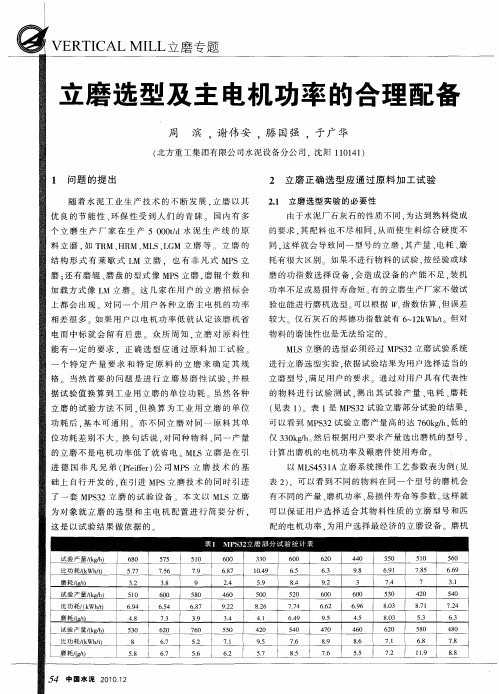

Φ5m×11.5m生料磨的技术改造刘玲珊郝鹏江苏省徐州市淮海水泥厂(221168)1概述我厂为大型干法水泥生产厂,生料制备系统由1台Φ5m×11.5m带烘干仓的尾卸球磨机,1台Φ2.8m×35.5m入磨前立式烘干塔,2台Φ8mCV型离心式选粉机为主组成的用窑气烘干物料的闭路粉磨系统。
自投入试生产以来,因窑系统运转率低和产量低而长期负荷不高;同时其自身故障率也很高:相对于窑的运转率不到80%。
在烧成系统进行了技术改造后,窑的生产能力和运转率大幅度得到提高,生料制备系统从生产平衡的角度更暴露出能力不够和故障率高的问题,影响并制约窑的运转,因此必须对生料磨系统进行分析和研究,以找出改造的目标和途径。
生料磨的有关数据磨机规格:Φ5m×11.5m带Φ4.57m×1.8m悬臂烘干仓;磨主电机:功率4200kW,转速496r/min,额定电流490A;主减速机:功率4050kW,入轴转速496r/min,出轴转速14.1r/min;入磨物料细度:25mm筛余<10%;成品细度:4900孔筛余<12%±2%;磨机设计装球量:270t;设计产量:270t/h。
生料磨由1986年至1993年最高年平均运转率为53.8%,最高台时产量为240t/h,达不到设计能力。
2对生料磨进行技术标定及分析2.1技术标定为了分析解决磨机及系统存在的问题,1991年至1993年,工厂、设计院分别进行了技术标定,标定时磨机稳定喂料量为260t/h,图1为对磨机作的筛余曲线,原料情况如表1所示。
图1 改造前、后生料磨的筛余曲线表1 标定时入磨原料情况2.2对标定的分析(1)从筛余曲线分析,一仓入料端前2m处倾斜度较小,约为0.1,整个一仓粉磨曲线斜率过低(约为0.3),表明一仓前部粉碎能力不足,物料细度变化不大,粉磨效率不高。
分析推断为钢球反向分级和一、二仓分配不合理所致。
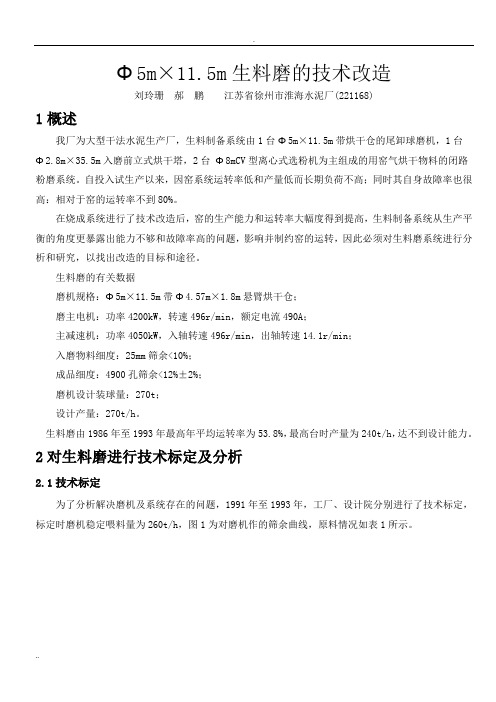
磨机配球一、仓内混合钢球的最大球径和平均球径 ① 对于闭路磨机的粗磨仓 最大球径: D 大=28⨯395d ⨯m K f(1) 平均球径: D 平=28⨯380d ⨯mK f (2)式中;D 95、D 80——入磨物料最大粒度,平均粒度mm ;以95%、80%通过的筛孔孔径表示;mK ——物料的相对易磨性系数,表1;f ——磨机单位容积物料通过量影响系数,根据磨机每小时的单位容积通过量K 从表1中查出。
其中,K=(Q+QL )/V (t/h m 3) (3) 式中,Q ——磨机小时产量(t/h);L ——磨机的循环负荷率(%)对于开路磨QL=0 V ——磨机有效容积(m 3)。
K f ② 对于细磨仓则,D 大mK fd ⨯⨯=39546 (4)D 平mK f d ⨯⨯=38046 (5)式中,D 大、D 平——细磨仓最大,平均球径,mm ;D 95、D 80——细磨仓入口处物料最在大粒度,平均粒度,mm.二、我国水泥行业经验公式 对于生料磨——仓平均球径: D 平=1.83D 80+57式中,D 80——喂入物料80%通过的筛孔孔径,mm 。
该式只适用于直径大于2m 的开路磨机,对于闭路磨机,D 平可适当加大2~3mm ,且被磨物料为中等硬度。
三、级配后的混合平均球径计算公式112212............n nnD G D G D G D G G G +++=+++平(mm )式中:D 1,D 2,…D n —分别为G 1,G 2……G n 钢球质量的直径,mm ; G 1,G 2,…G n —分别为D 1,D 2……D n 直径的钢球质量,t 。
四、研磨体级配方案的制定制定研磨体的级配方案,通常是从第一仓开始(即粗碎仓)。
对多仓磨机而言,一仓的钢球级配尤为重要,按照一般交叉级配的原则,亦即上一仓的最小球径决定下一仓的最大球径,依此类推,一仓实际上主导了其它各仓的级配,目前,球磨机一仓有代表性的级配方法有两种,一种是应用最普通的多级级配法,另一是近年来开始采用的二级级配法。
目录1 磨机 (5)1.1 筒体设计制作一般要求 (5)1.1.1 制作公差 (5)1.1.2 拉撑和支撑 (6)1.1.3 保护 (6)1.1.4 检查门 (6)1.2 磨头及中空轴 (6)1.3 轴承 (7)1.3.1 轴承的润滑 (7)1.3.2 密封的底板 (7)1.4 内部隔仓板 (7)1.4.1 中间隔仓板 (7)1.4.2 出口隔仓板 (7)1.4.3 两种隔仓板的共同特性 (8)1.5 喂料溜子 (8)1.6 卸料箱 (8)1.7 驱动装置 (8)1.7.1 大齿圈和小齿轮 (8)1.7.2 主减速机 (9)1.7.3 辅助驱动 (9)1.7.4 支撑底座: (10)1.8 电气设备 (10)2 衬板及辅助部件 (10)2.1 一般特征 (10)2.2 制作要求 (11)2.2.1 材料要求 (11)2.2.2 热处理 (11)2.2.3 模具 (11)2.2.4 成型和铸造 (11)2.2.5 公差 (11)中间或卸料隔仓板的耐磨篦板和中间隔仓板背侧衬板 (12)筒体体衬板 (12)2.3 交付条件—检查 (12)2.3.1 表面状况 (12)2.3.2 试板的检查 (12)2.3.3 所有衬板的检查 (13)2.3.4 缺陷区的消除 (13)2.4 制作日程安排 (14)2.5 包装和运输 (14)2.6 检查和确认 (14)2.7 质量保证 (14)2.7.1 损坏 (15)2.7.2 磨损 (15)2.7.3 性能 (15)2.7.4 性能检查 (15)2.7.5 性能检验 (15)2.7.6 设备使用期间设备性能不符合要求 (16)2.7.7 在保证期内性能恶化 (16)2.8 资料 (16)2.9 首要的备件 (17)2.10 附件-衬板下的Klingerite垫层 (17)2.10.1 说明 (17)2.10.2 供货说明 (17)2.10.3 检查-确认 (17)2.10.4 资料 (17)3 固定用螺栓 (18)3.1 说明 (18)3.2 螺栓的组成 (18)3.3 制作要求 (18)3.4 螺栓的安装 (18)3.5 检查 (19)3.5.1 在进行其他检查(5.2和5.3)的同时,须提供材料的合格证。
矿渣立磨型号参数
根据您的要求,我提供以下关于一种矿渣立磨的型号参数:
1. 矿渣立磨型号:M400型
2. 生产能力:最大产量100吨/小时
3. 研磨物料:适用于矿渣、煤渣、水泥熟料等粉状物料的研磨
4. 电机功率:主电机功率为500千瓦
5. 转速范围:可调速范围为20-40转/分钟
6. 研磨轮直径:研磨轮直径为4000毫米
7. 进料粒度:最大进料粒度为100毫米
8. 产粉细度:可以达到300目
9. 控制系统:采用自动化控制系统,可实现全程控制和监测
10. 料仓容量:配备1000吨的矿石料仓和500吨的研磨粉细料仓
11. 设备尺寸:整机尺寸长x宽x高为8000x4000x6000毫米
12. 设备重量:整机重量为80吨
13. 设备特点:采用先进的研磨工艺和技术,在矿渣研磨过程中能够实现高效、低能耗的特点。
以上为一种矿渣立磨的型号参数,仅为示例,不涉及真实产品和引用。
详细参数请参考实际产品指南和生产厂家提供的信息。
水泥粉磨设备选型大多数水泥厂在水泥预粉磨设备的规格选型时,常常是以现有球磨机设计生产能力的2倍来选用。
这种选型思维比较保守,球磨机的增产幅度受到限制,没有充分发挥球磨机和预粉磨设备的各自特点。
为了充分发挥其优点,取得最佳的经济效益,笔者从球磨机结构技改最简化和提产增幅最大化两个方面提出预粉磨生产规格选型的意见以供参考。
1、水泥粉磨的理论依据球磨机用于水泥粉磨生产时,其研磨效率大于破碎效率。
同时球磨机做终粉磨设备,具有产品颗粒级配分布合理、<30μm颗粒含量高、水泥细度和颗粒级配能充分满足水泥强度发展的要求等特点。
这也是目前辊式磨、辊压机、筒辊磨等预粉磨设备所不能取代球磨机作终粉磨设备的关键原因。
文献[1]中提到:“应该尽量利用效率高的破碎机取代部分球磨机第一仓的工作,第一仓中应该创造条件多装小钢球,第二仓也不能台长,可以缩短球磨机长度。
”为此,本人提出修改看法和意见:(1)应该采用破碎效率高的预粉磨设备完全替代球磨机的破碎仓工作,将球磨机的破碎功能转移到球磨机外部进行,取消球磨机分仓,采用单仓简化磨机结构,全部加装研磨效率高的小直径钢锻,充分发挥球磨机研磨效率高的特点,使球磨机专门用于水泥研磨。
(2)控制入磨物料的细度,最大限度发挥球磨机的研磨作用,提高球磨机的增产幅度,达到最佳的生产效果。
2、球磨机的改造据此,对球磨机进行改造,改造后的优点是:1)最大幅度的增加球磨机的台时产量;2)取消分仓、简化了球磨机结构,降低研磨体和各种备件材料的消耗;3)减少反复配球所造成的人力物力损失,降低工人的劳动强度;4)改善磨内生产状况,降低磨内阻力,使磨机通风更加流畅,产品颗粒级配分布更加合理;5)增加球磨机的运转率。
磨机不再因为内部的分仓结构屡遭破坏而频繁停磨检修,也不因反复配球影响生产;6)采用小直径钢锻作研磨体,降低了大直径钢球对球磨机筒体的冲击,保证了机械设备的稳定运行。
德国R.阿斯穆斯等人作过模拟计算,若将物料预磨到勃氏比表面积150~200m2/kg,则球磨机系统产量可以提高100%,能耗降低24~30%。
生料粉磨技术1、生料粉磨作业的功能和意义生料粉磨是水泥生产的重要工序,其主要功能在于为熟料煅烧提供性能优良的粉状生料。
对粉磨生料要求:一是要达到规定的颗粒大小(可以细度、比面积等表示);二是不同化学成分的原料颗粒混合均匀;三是粉磨效率高、耗能少、工艺简单、易于大型化、形成规模化生产能力。
由于生料粉磨设备、土建等建设投资高,消耗能量大(一般占水泥综合电耗的1/4以上),因此采用高新技术,优化生料粉磨工艺,对水泥工业现代化建设有着十分重要的作用和意义。
2、粉磨的基本原理物料的粉磨是在外力作用下,通过冲击、挤压、研磨克服物料晶体内部各质点及晶体之间的内聚力,使大块物料变成小块以至细粉的过程。
为提高粉磨效率,近百年来许多学者从各个不同角度对粉碎理论进行了研究,提出了不少有价值的学说,在一定程度上近似地反映了粉碎过程的客观现实。
其中,最著名的有三个基本原理:第一粉碎原理即雷廷格的粉碎表面积原理;第二粉碎原理即克尔皮切夫和基克的粉碎容积或重量原理;第三粉碎原理即邦德的粉碎工作指数原理。
但是由于破碎和细磨过程本身受着很多因素的影响,而这些因素在不同的具体条件下又有着不同的变化。
诸如,物料的性质、形状、粒度、产品的细度、设备类型、操作方法等。
3、现代生料粉磨技术发展的特点随着新型干法水泥技术日趋势完善,生料粉磨工艺取得了重大进展,其发展历程历经两大阶段:第一阶段,20世纪50年代至70年代,烘干兼粉碎钢球磨机发展阶段(包括:风扫磨及尾卸、中卸提升循环磨);第二阶段,20世纪70年代至今,辊式磨及辊压机粉磨工艺发展阶段。
其发展特点如下:1)、原料的烘干和粉磨作业一体化,烘干兼粉碎磨机系统得到了广泛的应用。
并且由于结构及材质方面的改进,辊式磨获得新的发展。
20世纪90年代中期以来,辊式磨及辊压机终粉磨已成为首选技术装备。
2)、磨机与新型高效的选分、输送设备相匹配,组成各种新型干法闭路粉磨系统,以提高粉磨效率,增加粉磨功的有效利用率。
目录1. 系统介绍 (2)2. 总设计 (2)2.1 设计参数 (2)2.2 设计标准 (2)2.3 电气设备 (3)3. 部件说明 (3)3.1 入口闸板 (3)3.2 辊磨 (4)3.2.1 下部结构 (4)3.2.2 上部结构 (4)3.3 磨盘 (4)3.4 气环 (4)3.5 磨辊 (5)3.6 润滑 (5)4. 磨机驱动装置 (5)4.1 主齿轮箱 (5)4.2 辅助驱动 (7)5. 选粉机 (7)5.1 变速驱动装置 (7)5.2 壳体 (7)5.3 旋转部件 (8)6. 磨辊检修系统 (8)7. 安全装置 (8)8. 参数表.............................................错误!未定义书签。
1系统介绍•本系统适合于原料、水泥、煤和矿渣的粉磨。
物料可以是潮湿的,因此这种磨机具有双重功能:粉磨和干燥。
•因此,选粉机和入口闸板亦为该系统的构成部分1.1 入口闸板及其驱动装置1.2 磨机1.3 磨驱动系统1.4 选粉机及其驱动装置1.5 磨辊操作系统1.6 安全装置2总设计2.1设计参数产品类型物料密度t/m3粒度x%<mm自然休止角度(°)最低预期喂料含水量设计喂料% H2O最高预计喂料研磨功率kWh/t硬度(用于煤磨)% SiO2- 磨损率暊磨损 g/t 在现有的设备磨入口气流Nm3/h磨入口气体压力mmH2O磨入口气体温度℃额定成品料输出量t/h2.2设计标准•该系统设计时必须确保:最小的震动等级(直到正常流量的75%);设备的连续运转(24h/24);可能的最低压降;•研磨出的物料的粒度必须与设备的研磨能力相匹配;•成品的剩余含水量必须符合运输条件、堆存、预期使用和排料(从磨内)。
2.3电气设备•每台电气设备应符合STD.2.99.0.U.19标准的要求。
主电压、辅助电压及频率在工厂电气要求中给出。
•按照现行规范的要求,设备设计时,当按正常相序(R、S、T或红、黄、蓝或…)接线时,其电机的旋转方向从其轴端看为顺时针方向。
目前,水泥工业应用比较广泛的是钢球磨机系统,近年来,立式磨发展较快,
采用立式磨粉磨生料的日益增多。它是风扫磨的另一种型式,有一系列优点,主
要靠磨辊和磨盘间压力来粉碎物料,使物料在磨内受到碾压、剪切、冲击等作用,
不必像钢球磨要提升研磨介质来冲击碾磨物料,粉磨有用功率较钢球磨高的多
[13]
。且磨机本身带选粉机构,因此单从磨机本身的碾磨和选粉来讲,电耗可降
低50%之多。还由于利用风扫式,其烘干能力很强,利用窑尾废气可烘干8%水
分的物料,入磨粒度可达100mm大型磨机甚至可达150mm,可节省二级破碎系
统,节省投资和消耗,占地面积小,细度易调节,也便于实现微机操作自动化,
通风量较小,可更好得利用窑尾废气余热烘干生料[14]。
立式磨随着窑外分解窑的发展得到迅速发展,目前各种立式磨系统的粉磨能
力已达500t/h以上,产品系列中生产能力最大者已达1200t/h。
(1)确定生料粉磨车间的工作制度
生料磨车间采用三班制,每班工作7.5小时,每年工作310天
(2)根据车间运作班制和主机运转小时数,确定主机的年利用率
81.087605.733108760kkη321k
式中 k1——每年工作日数,取310天;
2
k
——每日工作班数;
3
k
——每班主机运转小时数。
(3)主机要求小时产量
87.40581.0876008.28799208760yhG
G
(t/h)
式中 Gh ——要求主机小时产量,t/h;
Gy ——要求的物料年平衡量,t/y;
η——预定的主机年利用率。
(4)设备的选型
选用辊式磨ATOX 50,该磨机技术性能参数如表4-5所示。
表4-5 辊式磨ATOX 50
型号 ATOX 50
入磨物料粒度(mm)
≤175
入磨物料综合水份
≤8%
生产能力(t/h)
410
产品细度(80μm筛筛余)
≤12%
产品水份
≤0.5%
磨辊个数(个)
3
磨盘直径(mm) 5000/5610
磨盘转速(r/min) 25
主电动机
型号 YRKK850—6W
额定功率(kw) 3800
(5)生产能力的标定
该型号磨机2009年在湖南海螺水泥有限公司投入运行,设备运行稳定,
设计台时产量为450t/h,12月份台时产量达到425t/h[15],这里标定该机的台
时产量为410t/h.
(6)计算主机的数量
99.041087.405nlhh
G
G
式中 n——主机台数;
h
G
——要求主机小时产量(t/h);
·hl
G
——
主机标定台时产量(t/h)。
所以需要该型号磨机一台。
(7)核算主机的年利用率
80.081.0410187.405nlhho
G
G
(符合)
式中 ——主机的实际年利用率;
——预定的主机年利用率。