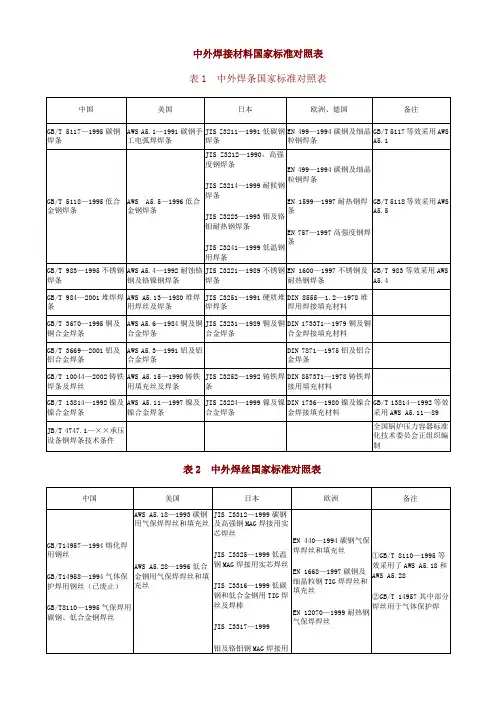
A国内外焊接标准
- 格式:doc
- 大小:152.50 KB
- 文档页数:8
ipc 7091a标准
IPC-7091A标准是IPC(电子工业协会)发布的一项针对无铅焊接的返工/维修焊接端子的标准。
它详细介绍了焊接端子的设计、材料、表面处理、焊接工艺和可靠性等方面的要求。
IPC-7091A标准的主要内容如下:
焊接端子的设计和材料要求:标准规定了焊接端子的设计应与IPC-7351标准的要求一致,材料应选用符合IPC-4552标准的材料。
表面处理要求:标准要求焊接端子的表面应进行镀镍或铬处理,以增强耐腐蚀性。
焊接工艺要求:标准规定了焊接端子的焊接工艺应符合IPC-6012标准的要求,包括焊接温度、时间和压力等参数。
可靠性要求:标准要求焊接端子应经过一系列可靠性测试,以确保其在使用过程中的稳定性和可靠性。
这些测试包括耐久性测试、拉力测试、振动测试等。
总之,IPC-7091A标准旨在确保无铅焊接返工/维修焊接端子的质量和可靠性,以保障电子产品的长期稳定运行。
文章标题:UL486A用于铜制导线的焊片和金属连线标准1. 引言UL486A是一个关于铜制导线焊片和金属连线标准的重要文件。
它包含了对接线端和连接件材料、焊片和金属连线的要求和试验方法等方面的规定。
我们将从UL486A标准中深入探讨铜制导线焊片和金属连线的相关知识,以便更好地理解和应用这一标准。
2. UL486A标准概述UL486A标准是由美国安全实验室(UL)制定的,旨在规范铜制导线焊片和金属连线的质量要求和测试方法。
它包含了对接线端和连接件材料、焊片和金属连线的要求及试验方法等方面的规定。
该标准的制定旨在确保焊片和金属连线的安全性、可靠性和耐久性,以满足不同应用场景的需求。
3. 焊片和金属连线的选材要求根据UL486A标准,焊片和金属连线的材料选择至关重要。
材料的优劣直接影响到焊接的可靠性和导线的传导性能。
在选择焊片和金属连线材料时,应优先考虑其导电性能、耐腐蚀性能和机械强度等指标,以确保焊接的稳定性和安全性。
4. 焊片和金属连线的要求和试验方法UL486A标准对焊片和金属连线的要求和试验方法进行了详细规定。
其中包括焊片的尺寸、形状、材料、表面处理要求等方面的规定,以及金属连线的直径、长度、材料及端部处理等方面的规定。
标准还对焊接的试验方法进行了详细说明,如拉力试验、扭转试验、电气性能试验等,以确保焊片和金属连线的质量符合要求。
5. 对UL486A标准的个人观点和理解作为一项关键的行业标准,UL486A标准在焊片和金属连线的质量控制方面起着至关重要的作用。
通过严格规范焊片和金属连线的材料、制造和测试流程,该标准保障了焊接的可靠性和安全性,为行业发展提供了坚实的基础。
我认为我们在应用UL486A标准的过程中,还需不断学习和总结经验,不断改进和完善相关的生产工艺和质量管理体系,以适应行业发展的需求。
6. 总结UL486A标准对铜制导线焊片和金属连线的要求和试验方法进行了全面细致的规定,旨在确保焊接的可靠性和安全性。
ASTM A252标准是美国材料和试验协会(ASTM International)发布的关于焊接和无缝碳素钢管桩的标准规范。
该标准涵盖了钢管桩的设计、制造和使用的要求,旨在确保钢管桩的质量、可靠性和安全性。
本文将介绍ASTM A252标准的主要内容和重要性,以及其在工程领域中的应用。
一、ASTM A252标准的主要内容1. 钢管桩的材料和制造要求ASTM A252标准规定了钢管桩的材料需符合相应的化学成分和机械性能要求,确保其具有足够的强度和耐久性。
标准还对钢管桩的制造工艺、表面处理和质量控制提出了详细的要求,以保证其符合标准规定的技术指标。
2. 钢管桩的尺寸和允许偏差ASTM A252标准对钢管桩的尺寸、壁厚和长度等方面进行了规定,同时还规定了允许的尺寸偏差范围,以确保钢管桩的几何尺寸符合设计要求。
3. 钢管桩的焊接要求钢管桩通常采用直缝电阻焊或螺旋焊接工艺制成,ASTM A252标准对焊接接头的质量、工艺和检测方法提出了具体要求,以保证焊接接头的完整性和可靠性。
4. 钢管桩的验收标准ASTM A252标准规定了钢管桩的验收标准和试验方法,包括化学成分分析、拉伸试验、冲击试验等,以确保钢管桩的质量符合标准要求。
二、ASTM A252标准的重要性1. 保障工程质量钢管桩是土木工程中常用的地基基础材料,其质量直接影响到工程的安全和稳定性。
ASTM A252标准通过对钢管桩的材料、制造和验收等方面的要求,可以有效保障钢管桩的质量和可靠性。
2. 规范行业生产ASTM A252标准的制定和实施,有助于规范钢管桩的生产和使用,提高行业内企业的生产技术水平和产品质量,促进行业的健康发展。
3. 促进国际贸易作为国际通行的标准,ASTM A252标准可以促进钢管桩产品的国际贸易,降低贸易壁垒,提高产品的竞争力,对于扩大企业的国际市场具有积极的推动作用。
三、ASTM A252标准在工程领域中的应用1. 土木工程中的地基基础钢管桩广泛应用于桥梁、码头、堤坝、楼房等土木工程的地基基础中,起着支撑和加固土体的作用。
论述国内外焊接工艺评定标准对比引言钢结构以其质轻高强、安装周期短等特点在核电建设中得到了广泛的应用,焊接作为钢结构最为常用的一种连接方式,在核电钢结构制作安装中起着非常重要的作用。
因不同技术路线核电建设标准不同,导致了核电钢结构焊接工艺评定标准各异。
本文通过对目前国内在建核电钢结构用焊接工艺评定标准进行对比分析认为,我国的钢结构焊接工艺评定标准与美国以及欧洲标准有很大的兼容性,在实施核电钢结构焊接工艺评定时应根据不同的标准特点选择正确的评定程序,从而为核电钢结构焊接质量提供保证。
1、对比焊接工艺评定标准简介我国目前引进的三代核电主要是法国阿海珐集团的EPR以及美国西屋公司的AP1000堆型,其钢结构焊接工艺评定标准分别是EN288、AWSD1.1/D1.1M,因此本文主要介绍我国的钢结构焊接工艺评定标准JGJ81与EN288、AWSD1.1/D1.1M的差异性。
三种焊接工艺评定标准的名称以及颁布机构如下:JGJ81为建筑行业标准,包括总则、基本规定、材料、焊接节点构造、焊接工艺评定、焊接工艺、焊接质量检查、焊接补强与加固、焊工考试9部分内容,在编写、修订时参考了有关的国际标准。
AWSD1.1/D1.1M是由美国焊接协会(AWS)编制的美国国家标准,包括通用要求、焊接连接的设计、WPS的免除评定、评定、制作、检验、螺柱焊、现有结构的补强与修理、附录9部分内容,是一部被广泛应用的国际性经典典范。
EN288是由欧洲标准化委员会(CEN)颁布的欧洲标准,包括熔焊总则、电弧焊的焊接程序技术规范、钢材电弧焊的焊接程序试验、铝和铝合金电弧焊的焊接程序试验、利用认可的焊接耗材进行电弧焊鉴定、与经验有关的鉴定、利用电弧焊的标准焊接程序进行鉴定、利用生产前的焊接试验进行鉴定8部分内容。
2、使用特点JGJ81中明确规定施工企业具有同等条件焊接工艺评定资料时,可不必重新进行相应项目的焊接工艺评定,即同一个施工企业的焊接工艺评定可在本企业承担的不同项目间进行应用,但若是在国内首次应用的钢材或焊材应重新进行焊接工艺评定。
焊接质量标准焊接是一种常见的金属加工方法,广泛应用于工业生产和建筑领域。
焊接质量的好坏直接影响着产品的使用寿命和安全性。
因此,制定和执行严格的焊接质量标准是非常重要的。
首先,焊接质量标准应该明确规定焊接材料的选择和质量要求。
焊接材料的选择应符合工程设计要求,具有良好的可焊性和机械性能。
焊接材料的质量要求包括化学成分、力学性能、表面质量等方面,必须符合国家标准和产品规范。
其次,焊接工艺参数是影响焊接质量的重要因素。
焊接质量标准应该明确规定焊接电流、电压、焊接速度、预热温度、焊接层间温度控制等参数要求。
合理的焊接工艺参数能够保证焊缝的充实度和均匀性,避免焊接缺陷的产生。
另外,焊接过程中的质量控制也是焊接质量标准的重点内容之一。
焊接质量标准应该明确规定焊接过程中的质量检测要求,包括焊缝形貌检测、焊接变形控制、非破坏性检测、焊接残余应力控制等方面。
通过严格的质量控制,可以及时发现和排除焊接缺陷,确保焊接质量达到标准要求。
此外,焊接接头的设计和准备工作也是影响焊接质量的重要因素。
焊接质量标准应该明确规定焊接接头的形式、尺寸、倒角、对接间隙等要求,以及焊前的清洁、预热、热输入控制等准备工作。
合理的接头设计和准备工作能够提高焊接质量,减少焊接变形和裂纹的产生。
总的来说,制定和执行严格的焊接质量标准对于保证焊接质量、提高产品质量和安全性具有重要意义。
只有通过严格的质量标准,合理的工艺参数,严格的质量控制和合理的接头设计,才能够确保焊接质量达到标准要求,提高产品的可靠性和使用寿命。
因此,企业和相关部门应该高度重视焊接质量标准的制定和执行,加强对焊接人员的培训和管理,不断提高焊接质量水平,为推动我国焊接行业的发展做出积极贡献。
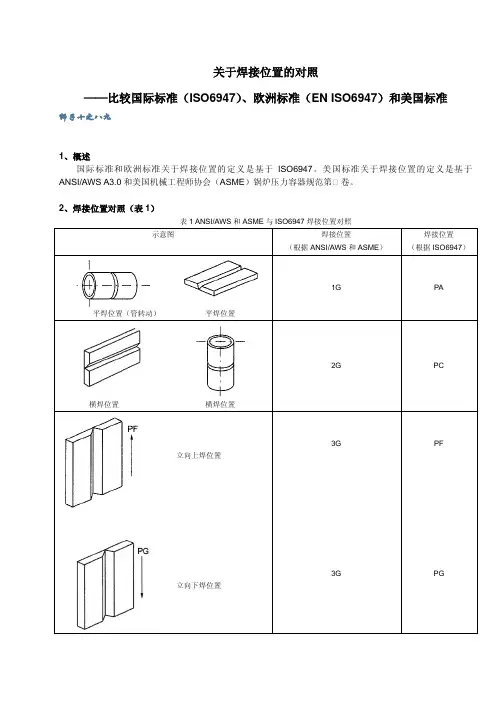
关于焊接位置的对照——比较国际标准(ISO6947)、欧洲标准(EN ISO6947)和美国标准狮子十之八九1、概述国际标准和欧洲标准关于焊接位置的定义是基于ISO6947。
美国标准关于焊接位置的定义是基于ANSI/AWS A3.0和美国机械工程师协会(ASME)锅炉压力容器规范第Ⅸ卷。
2、焊接位置对照(表1)表1 ANSI/AWS和ASME与ISO6947焊接位置对照平焊位置(管转动)平焊位置横焊位置横焊位置仰焊位置斜45º,向下焊接(管子固定)平焊位置(管转动)平角焊(垂直)平角焊(垂直)(管子转动)立向上焊位置立向下焊位置仰角焊位置立向上焊位置(管子固定)3、根据ISO6947的焊接位置定义3.1 主要焊接位置定义(图1)1 平焊位置2和8 平角焊位置 3 和7横焊位置 4 和6 仰角焊位置 5 仰焊位置图1 主要焊接位置3.2 主要焊接位置示例(图2)a)PA平焊位置(箭头所指为焊接位置)图2主要焊接位置示例b)PB平角焊位置(箭头所指为焊接位置)c)PC横焊位置(箭头所指为焊接位置)d)PD仰角焊位置(箭头所指为焊接位置)e)PE仰焊位置(箭头所指为焊接位置)f)PF立向上焊位置(箭头所指为焊接方向或焊接位置)g)PG立向下焊位置(箭头所指为焊接方向或焊接位置)图2主要焊接位置示例h)PH管焊接立向上焊位置(箭头所指为焊接方向或焊接位置)i)PJ管焊接立向下焊位置(箭头所指为焊接方向或焊接位置)j)PK管焊接全位置(箭头所指为焊接方向或焊接位置)图2主要焊接位置示例3.3 产品制造中的焊接位置与试件的焊接不同,产品制造中的焊接位置并不是完全垂直或水平。
产品焊接时,设计焊接位置可能有一定的倾角,类似条件下,焊接位置可能会有变化,具体变化见表2(对于对接焊缝)和表3(对于角焊缝)。
表2 不同倾角和旋转角条件下的焊接位置(对接焊缝)表3 不同倾角和旋转角条件下的焊接位置(角焊缝)3.4 倾角和旋转角示例(图3)a )主要焊接位置PAb )倾角限制c )旋转角限制d )倾角和旋转角限制图3 PA 平焊位置倾角和旋转角示例a )主要焊接位置PCb )倾角限制c )旋转角限制(+60°)d )旋转角限制(-10°)图4 PC 横焊位置倾角和旋转角示例a)主要焊接位置PE b)倾角限制 c)旋转角限制图5 PE 仰焊位置倾角和旋转角示例a)主要焊接位置立焊PF、PG b)倾角限制 c)旋转角限制 d)倾角和旋转角限制图6 PF、PG立焊位置倾角和旋转角示例a)主要焊接位置立焊PA b)倾角限制 c)旋转角限制 d)倾角和旋转角限制图7 PA平焊位置(角焊缝)倾角和旋转角示例a)主要焊接位置仰焊PE b)倾角限制图8 PE仰焊焊位置(角焊缝)倾角示例。
iso6520-1焊接缺陷分类标准(英文版)ISO 6524-1 Welding Defect Classification Standard (English Version)Introduction:ISO 6524-1 is a standard developed by the International Organization for Standardization (ISO) that provides guidelines for the classification of welding defects. The standard covers a wide range of welding processes and materials, and aims to provide a uniform system for identifying and categorizing defects in welded joints. This standard is widely used in the welding industry to ensure consistency and accuracy in defect identification, evaluation, and reporting.Classification of Defects:ISO 6524-1 classifies welding defects into several categories based on the type of defect and its severity. The standard defines various types of defects, such as porosity, lack of fusion, undercut, and cracks, and provides detailed criteria for identifying and categorizing each type of defect. The standard also includes guidelines for determining the size and extent of defects, as well as the potential impact of defects on the integrity and performance of the welded joint.Evaluation and Reporting:ISO 6524-1 outlines the procedures and requirements for evaluating and reporting welding defects. The standard specifies the methods and techniques for inspecting welds, including visual inspection, radiographic testing, ultrasonic testing, and other non-destructive testing methods. It also provides guidelines for measuring the size and severity of defects, as well as the acceptance criteria for different types of defects.Benefits of Using ISO 6524-1:By following the guidelines outlined in ISO 6524-1, welders, inspectors, and engineers can ensure consistency and accuracy in defect classification, evaluation, and reporting. This standard helps to improve the quality and reliability of welded joints, as well as the safety and performance of welded structures. By using a standardized classification system, stakeholders in the welding industry can communicate effectively and make informed decisions regarding the acceptance or rejection of welded joints.Conclusion:ISO 6524-1 is a valuable tool for the welding industry that provides guidelines for the classification of welding defects. Byfollowing the procedures outlined in this standard, stakeholders can ensure consistency and accuracy in defect identification, evaluation, and reporting. This standard helps to improve the quality and reliability of welded joints, as well as the safety and performance of welded structures. Stakeholders in the welding industry are encouraged to adopt ISO 6524-1 to enhance the quality and integrity of their welding projects.。
焊接国家标准总汇一、引言焊接是一种常见的金属连接方式,广泛应用于各个行业中。
为了确保焊接质量和安全性,各国都制定了一系列的焊接国家标准。
本文将总结和介绍焊接相关的国家标准,为读者提供一个全面了解焊接标准的参考。
二、焊接材料标准1. 焊接电极和焊丝标准焊接电极和焊丝作为焊接过程中的重要材料,其质量和性能直接影响焊接接头的质量。
各国都发布了相应的标准来规范焊接电极和焊丝的制造和使用。
2. 焊接材料化学成分和机械性能标准焊接过程中所使用的金属材料需要符合一定的化学成分和机械性能标准,以确保焊接接头的牢固性和耐久性。
各国通过发布相应的标准来规范焊接材料的选择和使用。
三、焊接工艺标准1. 焊接方法标准不同的焊接方法适用于不同的工件和材料,各国发布了相应的标准来规范不同焊接方法的适用范围、操作步骤和工艺要求。
2. 焊接接头标准焊接接头的结构和形式对焊接质量有重要影响。
各国发布了相应的标准来规范不同类型的焊接接头的设计、制造和检验要求。
四、焊接质量评定标准1. 焊接缺陷标准焊接过程中可能发生各种缺陷,如焊缝气孔、夹渣、裂纹等。
各国发布了相应的标准来规范焊接缺陷的分类、评定和处理方法。
2. 焊接接头强度标准焊接接头的强度是评价焊接质量的重要指标之一。
各国发布了相应的标准来规范焊接接头的强度试验方法和评价标准。
五、焊接质量控制标准1. 焊接前准备标准焊接前的准备工作对焊接接头的质量起着至关重要的作用。
各国发布了相应的标准来规范焊前准备的要求,包括清洁度、表面预处理等。
2. 焊接过程控制标准焊接过程中的控制对焊接接头的质量和性能有很大影响。
各国发布了相应的标准来规范焊接参数的选择、操作工艺的控制以及焊接过程中的监测要求。
3. 焊后热处理标准对于某些焊接接头,焊后热处理可以提高其强度和耐久性。
各国发布了相应的标准来规范焊后热处理的方法和过程。
六、结论焊接国家标准的制定和遵守对于保障焊接接头的质量和安全具有重要意义。
本文总结了焊接材料、工艺、质量评定和质量控制等方面的国家标准,希望对读者了解和遵守相关标准提供参考,并在实际焊接工作中得到应用。
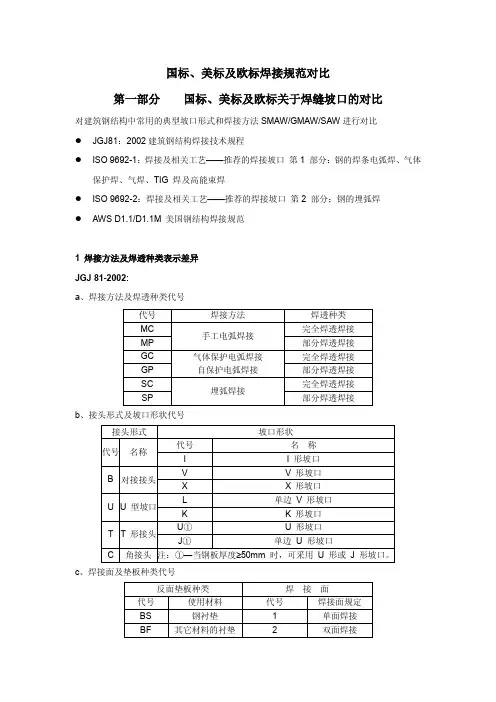
国标、美标及欧标焊接规范对比第一部分国标、美标及欧标关于焊缝坡口的对比对建筑钢结构中常用的典型坡口形式和焊接方法SMAW/GMAW/SAW进行对比●JGJ81:2002建筑钢结构焊接技术规程●ISO 9692-1:焊接及相关工艺——推荐的焊接坡口第1 部分:钢的焊条电弧焊、气体保护焊、气焊、TIG 焊及高能束焊●ISO 9692-2:焊接及相关工艺——推荐的焊接坡口第2 部分:钢的埋弧焊●AWS D1.1/D1.1M 美国钢结构焊接规范1 焊接方法及焊透种类表示差异JGJ 81-2002:a、焊接方法及焊透种类代号代号焊接方法焊透种类MC手工电弧焊接完全焊透焊接MP 部分焊透焊接GC 气体保护电弧焊接自保护电弧焊接完全焊透焊接GP 部分焊透焊接SC埋弧焊接完全焊透焊接SP 部分焊透焊接b、接头形式及坡口形状代号接头形式坡口形状代号名称代号名称I I 形坡口B 对接接头V V 形坡口X X 形坡口U U 型坡口L 单边V 形坡口K K 形坡口T T 形接头U①U 形坡口J①单边U 形坡口C 角接头注:①—当钢板厚度≥50mm 时,可采用U 形或J 形坡口。
c、焊接面及垫板种类代号反面垫板种类焊接面代号使用材料代号焊接面规定BS 钢衬垫 1 单面焊接BF 其它材料的衬垫 2 双面焊接d、焊接位置代号焊接位置平焊横焊立焊仰焊代号 F H V O e、坡口各部分的尺寸代号代号坡口各部分的尺寸t 接缝部位的板厚(mm)b 坡口根部间隙或部件间隙(mm)H 坡口深度(mm)p 坡口钝边(mm)a 披口角度(°)f、焊缝表示方法AWS D1.1-2008:焊缝表示方法:接头类型符号-母材厚度和熔深符号焊缝类型符号-焊接方法符号2 坡口形式比较2.1 典型坡口形式全熔透焊缝差异:符合标准焊接方法 板厚 焊接位置 坡口尺寸 允许偏差 坡口示意图零件图用 装配用 JGJ 81SMAW 3~6 所有 b=t/2 0,+1.5 -3,+1.5GMAW FCAW3~8 所有 b=0~3 0,+1.5 -3,+1.5 SAW 6~12 F b=0 ±0 0,+1.5 AWS D1.1SMAW6(max ) 所有 R=T1/2 +2,-0 +2,-3 GMAW FCAW10(max ) 所有 R=0到3 +2,-0 +2,-3 SAW10(max ) F R=0 ±0 +2,-0 16(max )FR=0±0+2,-0总结 I 型坡口对接接头,背部清根,差异主要体现在偏差允许值上,AWS 所允许的偏差范围大于JGJ81。
DIN德国标准
EN欧洲标准
ISO国标标准化组织
JIS日本工业标准
DIN 1733 铜和铜合金用焊接填加剂成份.应用及交货技术条件
DIN EN ISO 18274 焊接消耗品.镍和镍合金熔焊用实心焊丝、条和棒材.分类DIN EN ISO 14172 焊接消耗品.镍和镍合金的手工金属弧焊接的药皮电焊条DIN 1787 铜,半成品
DIN EN ISO 14731 焊接协作任务及职责
DIN EN 729-3焊接质量要求,金属材料熔焊
其中DIN EN ISO 18274 焊接消耗品.镍和镍合金熔焊用实心焊丝、条和棒材.分类
DIN EN ISO 14172 焊接消耗品.镍和镍合金的手工金属弧焊接的药皮电焊条ISO 3834《焊接的质量要求金属材料的熔化焊》(共5个部分)(GB/T12467) ISO 14731 《焊接管理任务与职责》(GB/T19419)
BS EN 287《熔化焊焊工考试》(共3个分册)
EN 1418 《自动熔化焊及电阻焊焊接操作工考试》
EN ISO 9606《熔化焊焊工考试》(共5个分册)
EN ISO 14732《自动熔化焊及电阻焊焊接操作工考试》
美国标准
AWS D1.1《钢结构焊接规范》(AWS标准)
AWS QC1《美国焊接学会焊接检验师认证标准》(AWS标准)
SNT-TC 1A《无损检测人员资格评定及指南》(ASNT标准)
CP-189《无损检测人员资格评定》(ANSI/ASNT标准)
新上传国内外焊接标准(081107)。
DIN德国标准
EN欧洲标准
ISO国标标准化组织
JIS日本工业标准
DIN 1733 铜和铜合金用焊接填加剂成份.应用及交货技术条件
DIN EN ISO 18274 焊接消耗品.镍和镍合金熔焊用实心焊丝、条和棒材.分类DIN EN ISO 14172 焊接消耗品.镍和镍合金的手工金属弧焊接的药皮电焊条DIN 1787 铜,半成品
DIN EN ISO 14731 焊接协作任务及职责
DIN EN 729-3焊接质量要求,金属材料熔焊
其中DIN EN ISO 18274 焊接消耗品.镍和镍合金熔焊用实心焊丝、条和棒材.分类
DIN EN ISO 14172 焊接消耗品.镍和镍合金的手工金属弧焊接的药皮电焊条ISO 3834《焊接的质量要求金属材料的熔化焊》(共5个部分)(GB/T12467) ISO 14731 《焊接管理任务与职责》(GB/T19419)
BS EN 287《熔化焊焊工考试》(共3个分册)
EN 1418 《自动熔化焊及电阻焊焊接操作工考试》
EN ISO 9606《熔化焊焊工考试》(共5个分册)
EN ISO 14732《自动熔化焊及电阻焊焊接操作工考试》
美国标准
AWS D1.1《钢结构焊接规范》(AWS标准)
AWS QC1《美国焊接学会焊接检验师认证标准》(AWS标准)
SNT-TC 1A《无损检测人员资格评定及指南》(ASNT标准)
CP-189《无损检测人员资格评定》(ANSI/ASNT标准)
新上传国内外焊接标准(081107)。