2型材挤压生产过程工艺规程及作业指导书
- 格式:pdf
- 大小:1.03 MB
- 文档页数:13
挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于金属、塑料等材料的加工过程中。
为了确保挤压作业的质量和效率,制定一份详细的挤压作业指导书是非常必要的。
本文将按照任务要求,为您提供一份详细的挤压作业指导书。
二、作业流程挤压作业的整体流程可分为准备工作、设备设置、材料准备、挤压操作和质量检验五个步骤。
1. 准备工作准备工作包括工作区域清理、设备检查和操作人员培训等。
确保工作区域干净整洁,设备正常运转,并对操作人员进行相关的安全培训和作业指导。
2. 设备设置挤压作业需要使用挤压机等专用设备。
在进行挤压作业前,需要根据所需产品的规格和要求,进行设备的调整和设置。
主要包括挤压机的压力、速度、温度等参数的调整。
3. 材料准备挤压作业需要使用特定的材料,如金属或者塑料等。
在进行挤压作业前,需要对所使用的材料进行检查和准备。
确保材料的质量和规格符合要求,并进行必要的预处理,如切割、清洗等。
4. 挤压操作挤压操作是整个作业的核心环节。
在进行挤压操作时,需要根据产品的要求,将材料放入挤压机的进料口,并通过挤压机的动力,将材料挤压成所需的形状。
在操作过程中,需要注意挤压机的运行状态、挤压速度、温度等参数的控制,以确保产品的质量和尺寸精度。
5. 质量检验挤压作业完成后,需要对产品进行质量检验。
主要包括外观质量、尺寸精度、材料强度等方面的检查。
通过质量检验,可以及时发现和解决可能存在的问题,确保产品的质量符合要求。
三、安全措施在进行挤压作业时,需要注意以下安全措施,以确保操作人员的安全和设备的正常运行:1. 佩戴个人防护装备,如安全帽、护目镜、耳塞等,以防止意外伤害。
2. 确保操作人员熟悉设备的操作流程和安全规范,并进行必要的培训和指导。
3. 定期检查和维护设备,确保设备的正常运行和安全性能。
4. 严禁操作人员将手部或者其他身体部位挨近挤压机的运动部件,以防止夹伤或者撞伤事故的发生。
5. 在挤压作业过程中,严禁使用损坏或者不合格的材料,以防止产品质量问题和安全事故的发生。
挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于机械创造、建造工程、汽车创造等领域。
为了确保挤压作业的质量和安全,制定一份详细的挤压作业指导书是必要的。
二、任务目的本指导书的目的是为挤压作业人员提供明确的操作步骤和注意事项,以确保挤压作业的顺利进行,并最大程度地降低事故风险。
三、任务内容1. 挤压作业前的准备1.1 确定挤压作业的材料和规格要求。
1.2 检查挤压设备的状态,确保设备正常运行。
1.3 检查挤压模具的磨损情况,必要时更换模具。
1.4 确保挤压作业区域的安全和整洁。
2. 挤压作业的操作步骤2.1 将待加工材料放置在挤压设备的进料口,并调整进料机构的位置。
2.2 启动挤压设备,调整挤压速度和压力,确保材料顺利进入模具。
2.3 监控挤压过程中的温度和压力变化,根据需要进行调整。
2.4 观察挤压出来的产品质量,及时发现并处理问题。
3. 挤压作业的安全注意事项3.1 操作人员必须穿戴好安全防护装备,包括防护眼镜、手套等。
3.2 在挤压作业过程中,严禁将手或者其他物体挨近挤压设备的运动部件。
3.3 如发现挤压设备浮现异常情况,应即将停机检查并报告相关人员。
3.4 定期检查挤压设备的保养情况,保持设备的正常运行。
四、任务成果本指导书的成果是一份详细的挤压作业指导书,包括挤压作业的准备工作、操作步骤和安全注意事项。
该指导书应由专业人员编写,并经过相关部门的审核和批准。
五、任务执行时间本任务估计在一个月内完成,具体时间根据编写和审核的发展情况而定。
六、任务执行人员本任务的执行人员应包括挤压作业的专业人员、安全管理人员和相关部门的审核人员。
七、任务风险评估1. 由于挤压作业涉及到机械设备和高温操作,存在一定的安全风险,需要加强安全培训和操作规范的制定。
2. 编写指导书可能需要调研和采集相关资料,需要合理安排时间和人力资源。
八、任务评估与反馈任务完成后,应进行评估和反馈,采集相关人员的意见和建议,以进一步完善挤压作业指导书的内容和格式。
挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于金属加工、塑料加工等行业。
为了确保挤压作业的质量和效率,制定一份详细的作业指导书是非常必要的。
本文将为您提供一份挤压作业指导书的标准格式,以便于操作人员按照规范进行作业。
二、作业准备1. 确定挤压材料:根据产品要求,选择合适的挤压材料,并进行质量检验。
2. 准备挤压设备:检查挤压设备的工作状态,确保设备正常运行。
3. 准备模具:根据产品要求,选择合适的模具,并进行清洁和调整。
三、作业流程1. 设定挤压参数:根据产品要求,设定挤压参数,包括挤压速度、温度、压力等。
2. 安装模具:将模具安装到挤压设备上,并进行调整,确保模具位置准确。
3. 加料:将挤压材料放入挤压设备的进料口,并确保材料的均匀供给。
4. 开始挤压:启动挤压设备,按照设定的参数进行挤压作业。
5. 监控挤压过程:操作人员需要不断观察挤压过程中的变化,及时调整参数,确保挤压质量。
6. 完成挤压:当挤压完成后,住手挤压设备,并进行模具的拆卸和清洁。
四、安全注意事项1. 操作人员必须戴好个人防护装备,包括安全帽、防护眼镜、防护手套等。
2. 操作人员应熟悉挤压设备的操作规程,并定期进行安全培训。
3. 在进行挤压作业时,严禁将手或者其他物体伸入挤压设备内部。
4. 在挤压过程中,如发现异常情况,应即将住手设备,并通知相关人员进行检修。
5. 挤压作业现场应保持整洁,杂物应及时清理,以防止意外事故的发生。
五、作业质量控制1. 挤压产品的尺寸和形状应符合产品要求,可通过量具进行检测。
2. 挤压产品的表面应光滑、无明显划痕或者凹陷,可通过目视检查进行评估。
3. 挤压产品的材料应符合相关标准,可通过化学成份分析进行检测。
4. 挤压产品的强度和硬度应符合产品要求,可通过机械性能测试进行检测。
六、作业记录与报告1. 操作人员应记录挤压作业的关键参数,包括挤压速度、温度、压力等。
2. 操作人员应记录挤压产品的质量检测结果。
规范热挤压型材(基材)的生产作业活动,以达到准确成形、保证质量、提高效率的目的。
合用于在本公司挤压生产的整个过程。
3.1 车间主任负责指导和监督车间员工按本规程的规定操作。
3.2 其他各岗位员工严格按本规程的规定进行操作。
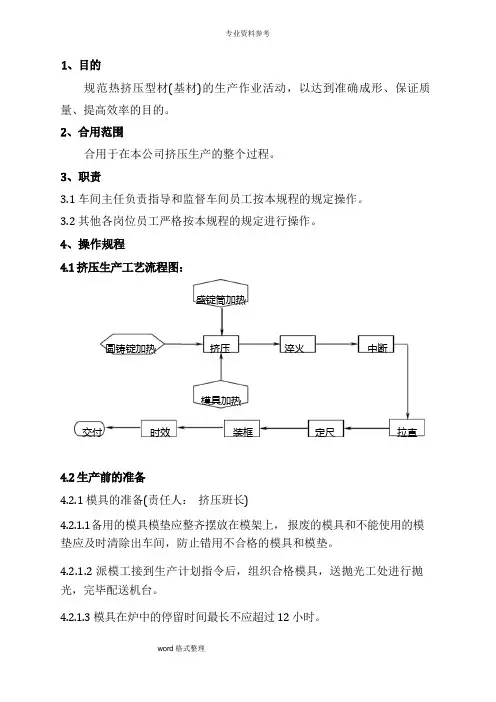
盛锭筒加热圆铸锭加热挤压淬火中断模具加热交付时效装框定尺拉直4.2.1 模具的准备(责任人:挤压班长)4.2.1.1备用的模具模垫应整齐摆放在模架上,报废的模具和不能使用的模垫应及时清除出车间,防止错用不合格的模具和模垫。
4.2.1.2 派模工接到生产计划指令后,组织合格模具,送抛光工处进行抛光,完毕配送机台。
4.2.1.3 模具在炉中的停留时间最长不应超过 12 小时。
4.2.1.4 模具加热及保温控制如表 14.2.2 盛锭筒的准备(责任人:挤压班长)4.2.2.1 盛锭筒必须保持干净,无严重磨损或者大肚,否则,挤压产品将会 浮现夹渣或者气泡。
4.2.2.2 盛锭筒与模具配合的端面应平整无损伤和粘铝,否则挤压时会跑料。
4.2.2.3 盛锭筒的加热元件必须完好并有足够的加热能力。
否则,盛锭筒 将无法达到工艺要求的温度。
4.2.2.4 盛锭筒温度控制在 380℃-430℃之间,严禁超出范围。
4.2.2.5 每班上班前, 应对盛锭筒进行一次清缸。
在正常挤压时, 每隔20-50 支锭应进行一次清缸,以确保盛锭筒内清洁干净。
4.2.2.6 盛锭筒应避免急冷急热,在正常情况下,盛锭筒应在工艺要求的 温度范围内长期保温,交班时不要断电。
4.2.3 铝合金圆铸锭的准备(责任人:夹棒工)4.2.3.1 根据排产单的要求选用相应牌号的合金和长度的圆铸锭,其数量 由生产任务的多少决定。
4.2.3.2 各机台所使用的铝合金圆铸锭必须是有炉次编号的圆铸定。
加热温度(℃)420-490 420-490 420-490 420-490 420-490 420-490 420-490 420-490保温时间(H)≥3 ≥5 ≥2 ≥2 ≥1 ≥2 ≥1 ≥1.5模具外径Ф278- Ф330Ф198- Ф248Ф138- Ф148Ф138模具类型 平面模 分流模 平面模 分流模 平面模 分流模平面模 分流模4.2.3.3 圆铸锭在入炉加热之前,应作表面质量自检,自检由夹棒工负责,凡是有明显夹渣、冷隔、中心裂纹和弯曲的圆铸锭,都不应入炉加热,应将其挑选出来退回熔铸车间。
挤压作业指导书引言概述:挤压作业是一种常见的加工工艺,广泛应用于金属加工、塑料制品等行业。
为了确保挤压作业的安全和质量,制定一份挤压作业指导书是非常必要的。
本文将从挤压作业的准备工作、操作要点、安全注意事项、常见问题及解决方法等五个方面,详细阐述挤压作业指导书的内容。
一、挤压作业的准备工作:1.1 确定挤压材料:根据产品要求,选择合适的挤压材料,如金属材料、塑料材料等。
1.2 准备挤压模具:根据产品设计图纸,制作挤压模具,确保模具的尺寸和形状符合要求。
1.3 调整挤压设备:根据挤压材料和模具的要求,调整挤压设备的参数,如温度、压力等。
二、挤压作业的操作要点:2.1 安装挤压模具:将挤压模具安装在挤压设备上,并确保模具的位置准确。
2.2 调整挤压设备:根据挤压材料的特性,调整挤压设备的参数,如温度、压力、速度等。
2.3 开始挤压作业:将挤压材料放入挤压设备的进料口,启动设备,开始挤压作业。
三、挤压作业的安全注意事项:3.1 佩戴个人防护装备:进行挤压作业时,必须佩戴安全帽、防护眼镜、防护手套等个人防护装备。
3.2 注意设备运转状态:在挤压作业过程中,要时刻关注挤压设备的运转状态,确保设备正常工作。
3.3 避免触碰热表面:挤压设备在运行时会产生高温,操作人员要注意避免触碰热表面,以免烫伤。
四、挤压作业常见问题及解决方法:4.1 产生挤压痕迹不明显:可能是挤压压力不够,需要增加挤压压力。
4.2 产生挤压裂纹:可能是挤压速度过快,需要降低挤压速度。
4.3 产生挤压尺寸偏差:可能是挤压模具尺寸不准确,需要重新制作模具。
五、总结:挤压作业指导书是确保挤压作业安全和质量的重要文件。
通过准备工作、操作要点、安全注意事项、常见问题及解决方法等五个方面的详细阐述,可以帮助操作人员正确进行挤压作业,提高生产效率和产品质量。
在实际操作中,还应根据具体情况进行调整和改进,不断完善挤压作业指导书,以适应不同的生产需求。
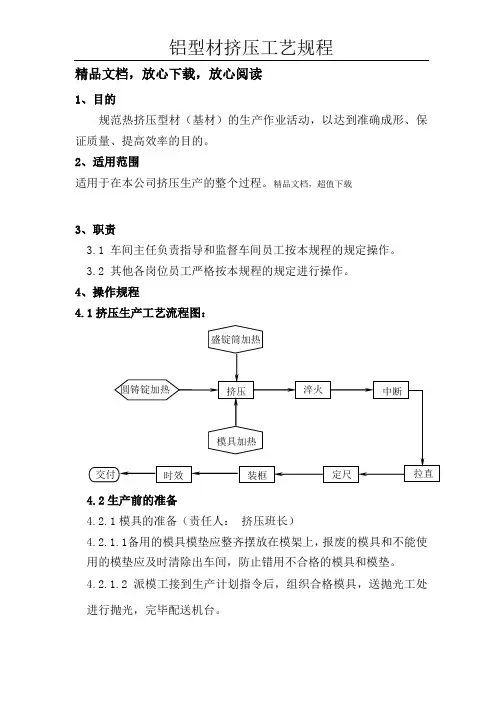
精品文档,放心下载,放心阅读1、目的规范热挤压型材(基材)的生产作业活动,以达到准确成形、保证质量、提高效率的目的。
2、适用范围适用于在本公司挤压生产的整个过程。
精品文档,超值下载3、职责3.1 车间主任负责指导和监督车间员工按本规程的规定操作。
3.2 其他各岗位员工严格按本规程的规定进行操作。
4、操作规程4.1挤压生产工艺流程图:4.2生产前的准备4.2.1模具的准备(责任人:挤压班长)4.2.1.1备用的模具模垫应整齐摆放在模架上,报废的模具和不能使用的模垫应及时清除出车间,防止错用不合格的模具和模垫。
4.2.1.2派模工接到生产计划指令后,组织合格模具,送抛光工处进行抛光,完毕配送机台。
4.2.1.3模具在炉中的停留时间最长不超过8小时。
4.2.1.4模具加热及保温控制如表14.2.2盛锭筒的准备(责任人:挤压班长)4.2.2.1盛锭筒必须保持干净,无严重磨损或大肚,否则,挤压产品将会出现夹渣或气泡。
4.2.2.2盛锭筒与模具配合的端面应平整无损伤和粘铝,否则挤压时会跑料。
4.2.2.3盛锭筒的加热元件必须完好并有足够的加热能力。
否则,盛锭筒将无法达到工艺要求的温度。
4.2.2.4盛锭筒温度控制在380℃-430℃之间,严禁超出范围。
4.2.2.5每班上班前,应对盛锭筒进行一次清缸。
在正常挤压时,每隔20-50支锭应进行一次清缸,以确保盛锭筒内清洁干净。
4.2.2.6盛锭筒应避免急冷急热,在正常情况下,盛锭筒应在工艺要求的温度范围内长期保温,交班时不要断电。
4.2.3铝合金圆铸锭的准备(责任人:主机手)4.2.3.1根据排产单的要求选用相应牌号的合金,其数量由生产任务的多少决定。
4.2.3.2各机台所使用的铝合金圆铸锭必须是有炉次编号的圆铸锭。
4.2.3.3圆铸锭在入炉加热之前,应作表面质量自检,自检由主机手负责,凡是有明显夹渣、冷隔、中心裂纹和弯曲的圆铸锭,都不应入炉加热,应将其挑选出来退回熔铸车间。
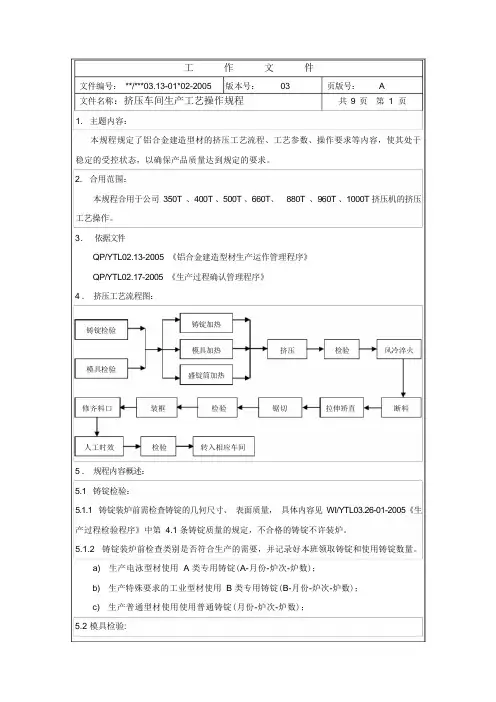
工作文件文件编号:**/***03.13-01*02-2005 版本号:03 文件名称:挤压车间生产工艺操作规程页版号:共9 页A第1 页1. 主题内容:本规程规定了铝合金建造型材的挤压工艺流程、工艺参数、操作要求等内容,使其处于稳定的受控状态,以确保产品质量达到规定的要求。
2. 合用范围:本规程合用于公司350T 、400T 、500T 、660T、880T 、960T 、1000T 挤压机的挤压工艺操作。
3.依据文件QP/YTL02.13-2005 《铝合金建造型材生产运作管理程序》QP/YTL02.17-2005 《生产过程确认管理程序》4 .挤压工艺流程图:铸锭检验模具检验铸锭加热模具加热盛锭筒加热挤压检验风冷淬火修齐料口装框检验锯切拉伸矫直断料人工时效检验转入相应车间5 .规程内容概述:5.1 铸锭检验:5.1.1 铸锭装炉前需检查铸锭的几何尺寸、表面质量,具体内容见WI/YTL03.26-01-2005《生产过程检验程序》中第4.1 条铸锭质量的规定,不合格的铸锭不许装炉。
5.1.2 铸锭装炉前检查类别是否符合生产的需要,并记录好本班领取铸锭和使用铸锭数量。
a) 生产电泳型材使用 A 类专用铸锭(A-月份-炉次-炉数);b) 生产特殊要求的工业型材使用 B 类专用铸锭(B-月份-炉次-炉数);c) 生产普通型材使用使用普通铸锭(月份-炉次-炉数);5.2 模具检验:工作文文件编号**/***03.13-01*02-2005 版本号:03 文件名称:挤压车间生产工艺操作规程件页版号:共9 页A第2 页模具装炉前需检查其模具编号、支重、壁厚是否符合生产计划的要求。
5.3 铸锭加热:5.3.1 铸锭规格使用:a) 盛锭筒φ 125mm 采用φ 120mm 铸锭;b) 盛锭筒φ 105mm 采用φ 100mm 铸锭;c) 盛锭筒φ 75mm 采用φ 73mm 铸锭。
5.3.2 铸锭长度计算方法:a) 铸锭长度计算公式:压余+ 头尾料+ 支重× 支数= 铸锭长度(mm) 铸锭分量(kg/mm)式中:压余长度规定: (压余长度规定见表3 的规定)(表3)铸锭直径(mm) 压余长度(mm) φ 12030φ 10020φ 7315注:生产电泳型材、国标料、工业材及特殊要求的型材压余长度取上限值。
挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于金属加工、塑料加工等行业。
为了确保挤压作业的质量和安全,制定一份详细的作业指导书是必要的。
本文将针对挤压作业进行作业指导,包括作业前的准备工作、作业过程中的注意事项以及作业后的清理工作。
二、作业前的准备工作1. 设备准备挤压作业需要使用挤压机、模具等设备,首先要确保设备处于正常工作状态。
检查设备的电源、润滑油、冷却系统等,确保其正常运转。
2. 材料准备根据产品要求,准备好所需的挤压材料。
检查材料的质量和规格,确保符合要求。
同时,还需准备好所需的辅助材料,如模具、刀具等。
3. 工艺准备根据产品要求和工艺流程,制定详细的挤压工艺方案。
确定挤压的温度、压力、速度等参数,并进行调试和测试,确保工艺方案的可行性和稳定性。
三、作业过程中的注意事项1. 安全操作挤压作业需要注意安全操作,遵守相关的安全规定和操作规程。
操作人员必须佩戴好个人防护装备,如安全帽、防护眼镜、防护手套等。
同时,要确保操作环境的安全,防止发生意外事故。
2. 模具安装在进行挤压作业之前,需要将模具安装到挤压机上。
在安装过程中,要注意模具的定位和固定,确保模具安装牢固。
同时,还要检查模具的磨损情况,如有磨损或损坏,及时更换或修复。
3. 挤压操作在进行挤压操作时,要注意以下几点:- 调整好挤压机的参数,如温度、压力、速度等,确保挤压过程的稳定性。
- 控制好挤压材料的供给量,避免过量或不足。
- 确保挤压材料的均匀性,避免出现气泡、缺陷等问题。
- 定期检查挤压产品的尺寸和质量,及时调整工艺参数。
四、作业后的清理工作1. 设备清理挤压作业结束后,要对设备进行清理和维护。
清理挤压机、模具等设备的残留物,清除积聚的杂质和废料。
同时,要对设备进行检查,确保其正常运转。
2. 产品清理清理挤压出来的产品,去除表面的污垢和残留物。
根据产品的要求,进行表面处理或包装,确保产品的质量和外观。
3. 工作区域清理清理作业现场,清除杂物和废料。
挤压车间操作流程及作业指导书核心提示:生产计划的好坏直接影响生产的正常情况,除按生产顺序配好模具和铝棒外,关键是让全班员工明白班长的计划,什么料先生产,接着生产什么,然后再生产什么,做到生产有头绪。
要使用的平面模、分流模,生产前必须先把专用垫准备好,不能等上套模卸模后将下一套上机模具从模具炉中拉出来,而找不到专用垫,导致模具温度下降,压不出或压坏模具,影响计划完成时间,增加生产成本。
模具上机时要查看模具编号是否与排产相同,对壁厚、长度、颜色、订单号的掌握有利于提高产量,控制好质量。
挤压一.操作规程:1.采用加温100℃/1小时的梯温形式,将盛锭筒加温至380℃---420℃。
2.根据作业计划单,选择适量的合适铝棒进棒炉加温至480℃---520℃,特殊的工业型材按规定的工艺温度执行。
3.根据作业计划单选定符合计划单的模具,加温至460℃---500℃,保温2---4小时。
4.启动挤压机冷却马达——油压马达。
5.根据计划单顺序,选定模具专用垫装在模座中,将模座锁定在挤压位置。
6.将盛定筒闭锁,将加热过的铝棒利用送料架升至料胆对齐位置。
7.主缸前进挤压8.挤压时刚起压速度要慢,中速挤压速度视出料口型材表面质量适当调整。
9.将模具编号、铝棒编号、主缸压力、出料速度等详细记入原始纪录。
二.工艺要求1.铝棒加热上机温度为:A平模:500℃---520℃B.分流模:480℃---500℃C.特殊工业材按特殊的工艺要求执行。
2.模具加温工艺:A.平模:460℃---480℃B.分流模:460℃---500℃3.盛定筒温度:380℃---420℃盛锭筒端面温度为280℃---360℃4.挤压出的料必须表面光滑,纵向压痕无手感,挤压纹细致均匀,无亮带、黑线、阴阳面平面间隙、角度偏差,切斜度按国标高精级。
5.挤压力:≤200㎏/cm26.料胆闭锁压力120㎏/cm2—150㎏/cm2。
7.液压油温度≤45℃8.型材流出速度一般控制在:5米/分钟---30米/分钟9.模具在炉内的时间:≤8小时10.每挤压80支棒-100支棒,必须用专用清缸垫清理一次料胆。
范围﹕☐全公司☑部门☐对外☐外来文件编号﹕WY-PE13-011 目的:为规范挤压车间工艺操作,提高效率,保证质量.2 适用范围:本规程适用于挤压车间各工序工艺操作。
适用于6000系铝合金T1、T4、T5、T6、T66状态的建筑型材(基材)或工业型材。
其他系列合金或在本规程中未作规定的6000系的其他合金,按相应的特殊工艺规定执行。
3 职责:车间主任、带班主任和班长负责指导、管理车间员工按本作业指导书的规定操作。
工艺技术员负责监督抽查。
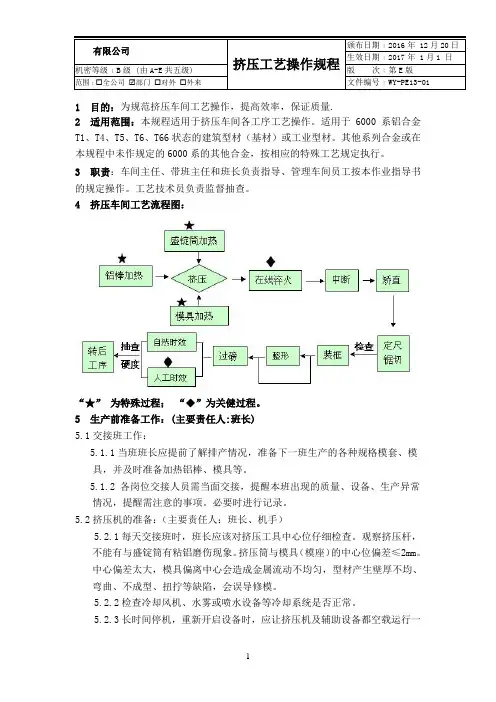
4 挤压车间工艺流程图:“★”为特殊过程;“◆”为关健过程。
5 生产前准备工作:(主要责任人:班长)5.1交接班工作:5.1.1当班班长应提前了解排产情况,准备下一班生产的各种规格模套、模具,并及时准备加热铝棒、模具等。
5.1.2 各岗位交接人员需当面交接,提醒本班出现的质量、设备、生产异常情况,提醒需注意的事项。
必要时进行记录。
5.2挤压机的准备:(主要责任人:班长、机手)5.2.1每天交接班时,班长应该对挤压工具中心位仔细检查。
观察挤压杆,不能有与盛锭筒有粘铝磨伤现象。
挤压筒与模具(模座)的中心位偏差≤2mm。
中心偏差太大,模具偏离中心会造成金属流动不均匀,型材产生壁厚不均、弯曲、不成型、扭拧等缺陷,会误导修模。
5.2.2检查冷却风机、水雾或喷水设备等冷却系统是否正常。
5.2.3长时间停机,重新开启设备时,应让挤压机及辅助设备都空载运行一次,检查机械电器运转是否正常。
5.3铝棒(圆铸锭)的准备:(主要责任人:班长、机手)5.3.1根据排产单的要求选用相应牌号的合金和长度的铝棒,其数量由生产任务的多少决定。
5.3.2各机台所使用的铝棒必须是有明确标识的铝棒。
5.3.3铝棒在进炉加热之前,应作表面质量自检,自检由班长或开机手负责。
铝棒表面应无气孔、裂纹、冷隔、明显弯曲等缺陷,无铝屑、油污等杂物。
有缺陷的铝棒应挑选出来退回熔铸车间。
5.3.4不同合金的铝棒在同一炉中加热时,应标记(一般用粉笔做标记)清楚。
挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于金属加工、塑料加工等领域。
为了确保挤压作业的质量和效率,制定一份详细的挤压作业指导书是非常必要的。
二、任务目的本指导书的目的是为挤压作业提供准确、详细的操作指导,包括挤压设备的准备、材料的准备、挤压工艺参数的设定、挤压作业的操作步骤等,以确保挤压作业的质量和效率。
三、任务内容1. 挤压设备的准备1.1 设备清洁和维护在进行挤压作业之前,需要对挤压设备进行清洁和维护,确保设备处于良好的工作状态。
1.2 设备调试根据挤压作业的要求,对挤压设备进行调试,包括调整挤压机的压力、温度、速度等参数,以确保设备能够正常运行。
2. 材料的准备2.1 材料选择根据挤压作业的要求,选择适合的材料,包括金属材料、塑料材料等。
2.2 材料切割和准备将选定的材料按照要求进行切割和准备,确保材料的尺寸和形状符合挤压作业的要求。
3. 挤压工艺参数的设定3.1 模具选择和安装根据挤压作业的要求,选择合适的模具,并将模具安装到挤压设备上。
3.2 挤压机的参数设定根据挤压作业的要求,设定挤压机的压力、温度、速度等参数,以确保挤压作业的质量和效率。
4. 挤压作业的操作步骤4.1 材料的进料将准备好的材料放置到挤压设备的进料口,并确保材料能够顺利进入挤压机。
4.2 开始挤压作业根据设定的挤压工艺参数,启动挤压机,开始挤压作业。
4.3 监控挤压过程在挤压作业过程中,需要不断监控挤压机的运行状态,确保挤压作业的质量和效率。
4.4 挤压作业结束当挤压作业完成后,停止挤压机的运行,并将挤压好的产品取出。
四、任务要求1. 本指导书应具备清晰、简洁、易懂的特点,以便操作人员能够迅速掌握挤压作业的操作方法。
2. 指导书中的操作步骤应具体、详细,包括每个操作步骤的要求、注意事项等。
3. 指导书中的参数设定应准确,确保挤压作业的质量和效率。
4. 指导书中的安全注意事项应明确,确保操作人员的人身安全。
铝型材挤压车间操作流程生产计划的好坏直接影响生产的正常情况,除按生产顺序配好模具和铝棒外,关键是让全班员工明白班长的计划,什么料先生产,接着生产什么,然后再生产什么,做到生产有头绪。
要使用的平面模、分流模,生产前必须先把专用垫准备好,不能等上套模卸模后将下一套上机模具从模具炉中拉出来,而找不到专用垫,导致模具温度下降,压不出或者压坏模具,影响计划完成时间,增加生产成本。
模具上机时要查看模具编号是否与排产相同,对壁厚、长度、颜色、定单号的掌握有利于提高产量,控制好质量。
挤压一.操作规程:1.采用加温100℃/1 小时的梯温形式,将盛锭筒加温至380℃---420℃。
2.根据作业计划单,选择适量的合适铝棒进棒炉加温至480℃---520℃,特殊的工业型材按规定的工艺温度执行。
3.根据作业计划单选定符合计划单的模具,加温至460℃---500℃,保温 2---4 小时。
4.启动挤压机冷却马达——油压马达。
5.根据计划单顺序,选定模具专用垫装在模座中,将模座锁定在挤压位置。
6.将盛定筒闭锁,将加热过的铝棒利用送料架升至料胆对齐位置。
7.主缸前进挤压8.挤压时刚起压速度要慢,中速挤压速度视出料口型材表面质量适当调整。
9.将模具编号、铝棒编号、主缸压力、出料速度等详细记入原始纪录。
二.工艺要求1.铝棒加热上机温度为: A 平模:500℃---520℃ B.分流模:480℃---500℃ C.特殊工业材按特殊的工艺要求执行。
2.模具加温工艺:A.平模:460℃---480℃B.分流模:460℃---500℃3.盛定筒温度:380℃ ---420℃ 盛锭筒端面温度为280℃---360℃4.挤压出的料必须表面光滑,纵向压痕无手感,挤压纹细致均匀,无亮带、黑线、阴阳面平面间隙、角度偏差,切斜度按国标高精级。
5.挤压力:≤200 ㎏/cm26.料胆闭锁压力 120 ㎏/cm2—150 ㎏/cm2。
7.液压油温度≤45℃8.型材流出速度普通控制在: 5 米/分钟---30 米/分钟9.模具在炉内的时间:≤8 小时10.每挤压 80 支棒-100 支棒,必须用专用清缸垫清理一次料胆。
1、目的规范热挤压型材(基材)的生产作业活动,以达到准确成形、保证质量、提高效率的目的。
2、适用范围适用于在本公司挤压生产的整个过程。
3、职责3.1 车间主任负责指导和监督车间员工按本规程的规定操作。
3.2 其他各岗位员工严格按本规程的规定进行操作。
4、操作规程4.1挤压生产工艺流程图:垫应及时清除出车间,防止错用不合格的模具和模垫。
4.2.1.2派模工接到生产计划指令后,组织合格模具,送抛光工处进行抛光,完毕配送机台。
4.2.1.3模具在炉中的停留时间最长不超过8小时。
4.2.1.4模具加热及保温控制如表14.2.2盛锭筒的准备(责任人:挤压班长)4.2.2.1盛锭筒必须保持干净,无严重磨损或大肚,否则,挤压产品将会出现夹渣或气泡。
4.2.2.2盛锭筒与模具配合的端面应平整无损伤和粘铝,否则挤压时会跑料。
4.2.2.3盛锭筒的加热元件必须完好并有足够的加热能力。
否则,盛锭筒将无法达到工艺要求的温度。
4.2.2.4盛锭筒温度控制在380℃-430℃之间,严禁超出范围。
4.2.2.5每班上班前,应对盛锭筒进行一次清缸。
在正常挤压时,每隔20-50支锭应进行一次清缸,以确保盛锭筒内清洁干净。
4.2.2.6盛锭筒应避免急冷急热,在正常情况下,盛锭筒应在工艺要求的温度范围内长期保温,交班时不要断电。
4.2.3铝合金圆铸锭的准备(责任人:主机手)4.2.3.1根据排产单的要求选用相应牌号的合金,其数量由生产任务的多少决定。
4.2.3.2各机台所使用的铝合金圆铸锭必须是有炉次编号的圆铸锭。
4.2.3.3圆铸锭在入炉加热之前,应作表面质量自检,自检由主机手负责,凡是有明显夹渣、冷隔、中心裂纹和弯曲的圆铸锭,都不应入炉加热,应将其挑选出来退回熔铸车间。
4.2.3.4不允许圆铸锭在地面上滚动,凡是表面有泥沙、灰尘时,均应清理干净后再入炉加热。
4.2.3.5出口端的燃烧器主要用作控制铸锭温度,但要靠热工仪表的准确定温来控制燃烧器自动着火和熄火,以确保铸锭温度符合工艺要求。
挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于金属加工、塑料制品生产等领域。
为了确保挤压作业的质量和效率,制定一份详细的挤压作业指导书是非常必要的。
二、任务目的本指导书的目的是为挤压作业人员提供操作规范和技术要求,确保挤压作业的安全性、稳定性和高效性。
三、任务内容1. 挤压作业的基本原理挤压作业是通过将材料推入挤压机中,通过模具的挤压力将材料形成所需的截面形状。
操作人员需要了解挤压机的结构和工作原理,掌握挤压过程中的关键参数。
2. 挤压作业的准备工作在进行挤压作业前,需要进行以下准备工作:- 确认挤压材料的种类和规格,并进行检查;- 清洁挤压机和模具,确保无杂质;- 调整挤压机的参数,如温度、压力等;- 准备好所需的辅助工具和设备。
3. 挤压作业的操作步骤挤压作业的操作步骤如下:- 将挤压材料放入挤压机的进料口,并确保材料的位置正确;- 启动挤压机,调整挤压参数,如温度、速度、压力等;- 监控挤压过程中的各项参数,确保其稳定性;- 检查挤压后的产品质量,如尺寸、表面质量等;- 完成挤压作业后,关闭挤压机,并进行清洁和维护。
4. 挤压作业的安全注意事项挤压作业涉及到机械设备和高温材料,操作人员需要遵守以下安全注意事项:- 穿戴好个人防护装备,如安全帽、护目镜、防护手套等;- 熟悉挤压机的安全操作规程,并严格按照要求操作;- 注意挤压材料的温度,避免烫伤;- 禁止将手或其他物体伸入挤压机的工作区域;- 定期检查挤压机的安全设备和保护装置,确保其正常运行。
5. 挤压作业的质量控制为了保证挤压产品的质量,需要进行质量控制措施:- 对挤压材料进行质量检查,确保其符合要求;- 监控挤压过程中的各项参数,如温度、速度、压力等;- 定期对挤压产品进行抽样检验,检查尺寸、表面质量等指标;- 记录和分析挤压作业的质量数据,及时发现问题并采取措施。
四、任务结果通过本指导书的制定和执行,可以实现以下结果:- 挤压作业人员能够按照规范操作,提高工作效率;- 挤压作业的质量得到有效控制,产品符合要求;- 挤压作业过程中的安全风险得到降低,减少事故发生的可能性。
挤压工艺操作规程文档信挤压车间工艺操作规程本规程规定了铝及铝合金工业用型材、建筑型材(基材)的挤压和人工时效各工序的工艺制度及操作规范。
1挤压车间产品生产工艺流程1.1挤压状态(H112)型材工艺流程铸棒加热→挤压→张力矫直→锯切、取样→整形处理→成品检验→包装→交货1.2淬火+自然时效状态(T4)型材工艺流程铸棒加热→高温挤压→喷水淬火→张力矫直→锯切、取样→整形处理→成品检验→包装→交货1.3淬火+人工时效状态(T5、T6)型材工艺流程铸棒加热→高温挤压→吹风冷却或喷水淬火→张力矫直→锯切、取样→整形处理→预检查→人工时效→手工矫正→成品检验→包装→交货1.4建筑型材(基材)挤压工艺流程铸棒加热→高温挤压→冷却(空冷、风冷或水冷)淬火→张力矫直→切定尺→整形处理→预检查→人工时效→检查→提交表面处理。
2挤压工序操作规程2.1挤压前的准备工作2.1.1按设备使用规程及安全规程检查、润滑设备,空行程运转,证明设备正常才能开始生产。
在连续生产的过程中,应认真交接班,仔细了解上一班的生产、质量、设备和工具等情况。
2.1.2检查铸棒加热炉、模具加热炉、挤压筒的仪表定温和实际指示温度,以及铸棒的实际温度是否符合规定要求。
模具加热炉温度范围一般为400~450℃。
2.1.3检查工模具(包括挤压模、挤压垫等)的规格、型号和尺寸是否与生产卡片一致,质量是否符合要求。
2.1.4各机台当班的班长应提前2~3小时向模具工提交下班准备生产的各种规格产品的工具任务单,以便模具工及时准备和加热有关工具。
各机台用模具在加热炉内的保温时间一般不小于:6MN挤压机的1小时,8MN挤压机的1.5小时,10MN以上吨位挤压机的2小时。
2.2铸棒装炉和加热2.2.1装炉前应按照生产卡片核对铸棒的合金、炉次、规格、数量,确认无误后方可装炉,不得擅自更改。
2.2.2为了保证产品质量,装炉前铸棒的表面应清洁,无油污、灰尘、金属屑及其它赃物。
规范热挤压型材(基材)的生产作业活动,以达到准确成形、保 证质量、提高效率的目的。
合用于在本公司挤压生产的整个过程。
3.1 车间主任负责指导和监督车间员工按本规程的规定操作。
3.2 其他各岗位员工严格按本规程的规定进行操作。
4.2.1 模具的准备(责任人: 挤压班长) 4.2.1.1备用的模具模垫应整齐摆放在模架上, 报废的模具和不能使 用的模垫应及时清除出车间,防止错用不合格的模具和模垫。
4.2.1.2 派模工接到生产计划指令后,组织合格模具,送抛光工处 进行抛光,完毕配送机台。
4.2.1.3 模具在炉中的停留时间最长不超过 8 小时。
4.2.1.4 模具加热及保温控制如表 1加热温度(℃) 保温时间(H)模具类型模具外径盛锭筒加热圆铸锭加热模具加热交付 时效 装框 定尺 拉直挤压淬火中断4.2.2 盛锭筒的准备(责任人:挤压班长)4.2.2.1 盛锭筒必须保持干净,无严重磨损或者大肚,否则,挤压产 品将会浮现夹渣或者气泡。
4.2.2.2 盛锭筒与模具配合的端面应平整无损伤和粘铝否,则挤压时会 跑料。
4.2.2.3 盛锭筒的加热元件必须完好并有足够的加热能力。
否则, 盛锭筒将无法达到工艺要求的温度。
4.2.2.4 盛锭筒温度控制在 380℃-430℃之间,严禁超出范围。
4.2.2.5 每班上班前,应对盛锭筒进行一次清缸。
在正常挤压时,每 隔 20-50 支锭应进行一次清缸,以确保盛锭筒内清洁干净。
4.2.2.6 盛锭筒应避免急冷急热,在正常情况下,盛锭筒应在工艺 要求的温度范围内长期保温,交班时不要断电。
4.2.3 铝合金圆铸锭的准备(责任人:主机手)4.2.3.1 根据排产单的要求选用相应牌号的合金,其数量由生产任务的多少决定。
4.2.3.2 各机台所使用的铝合金圆铸锭必须是有炉次编号的圆铸锭。
4.2.3.3 圆铸锭在入炉加热之前,应作表面质量自检,自检由主机手负责,凡是有明显夹渣、冷隔、中心裂纹和弯曲的圆铸锭,平面模 Ф278- Ф330分流模平面模 Ф198- Ф248分流模 平面模 Ф138- Ф148分流模 平面模 Ф138分流模440-480 440-480 440-480 440-480 440-480440-≥3 ≥5 ≥2 ≥2 ≥1 ≥2 ≥1 ≥1.5都不应入炉加热,应将其挑选出来退回熔铸车间。