水解酸化_复合生物反应器处理玻璃厂废水工程设计
- 格式:pdf
- 大小:193.95 KB
- 文档页数:3
污水处理水解酸化池污水处理水解酸化池是污水处理系统中的一个重要环节,它主要用于将污水中的有机物质进行降解和分解,以达到净化水质的目的。
下面将详细介绍污水处理水解酸化池的标准格式文本。
一、引言污水处理水解酸化池是污水处理系统中的一种关键单元,它通过水解和酸化反应,将污水中的有机物质转化为可降解的有机酸和气体,为后续的生物处理提供有机物质的基础。
二、设计要求1. 处理能力:根据污水处理厂的设计规模和预测的污水流量,确定水解酸化池的处理能力。
2. 降解效率:水解酸化池应能有效降解污水中的有机物质,使其COD(化学需氧量)和BOD(生化需氧量)等指标达到国家相关标准。
3. 反应时间:根据水解酸化反应的特性和污水处理流程,确定水解酸化池的停留时间,以保证有机物质的充分降解。
4. 混合方式:选择合适的搅拌方式和搅拌设备,以保证水解酸化池内的有机物质均匀分布,并促进反应的进行。
5. 温度控制:根据水解酸化反应的温度敏感性,采取相应的措施,控制水解酸化池内的温度,以提高反应效率。
三、设计原理水解酸化池的设计原理主要包括水解反应和酸化反应两个过程。
1. 水解反应:在水解酸化池中,有机物质经过水解反应,被分解成有机酸和气体。
水解反应是一种无氧反应,主要由厌氧菌和厌氧条件下的微生物参与。
水解反应的产物主要有挥发性脂肪酸(VFA)和氨氮等。
2. 酸化反应:水解反应产生的有机酸进一步被厌氧菌氧化为二氧化碳和甲烷等气体。
酸化反应是一种厌氧反应,需要适宜的酸碱度和温度条件。
四、设计参数1. 水解酸化池的尺寸:根据处理能力和停留时间的要求,确定水解酸化池的有效容积和尺寸。
2. 搅拌设备:选择适合的搅拌设备,以保证水解酸化池内的有机物质均匀分布和反应的进行。
3. 温度控制:根据水解酸化反应的温度敏感性,选择合适的温度控制措施,确保反应温度在适宜范围内。
4. pH控制:通过适当的添加酸碱物质,控制水解酸化池内的pH值,以提供适宜的环境条件。
污水处理水解酸化池引言概述:污水处理是现代社会中一项重要的环境保护工作。
其中,水解酸化池作为污水处理系统中的关键环节,起着重要的作用。
本文将从污水处理水解酸化池的原理、操作步骤、运行参数、优化措施以及未来发展方向等五个方面进行详细阐述。
一、水解酸化池的原理1.1 水解酸化池的作用水解酸化池是污水处理系统中的第一道处理工艺,主要通过细菌的代谢作用将有机物质分解为易于生物降解的有机酸。
1.2 水解酸化池的工作原理水解酸化池通过控制温度、pH值和有机负荷等参数,提供适宜的环境条件,促进厌氧细菌的生长和代谢,从而实现有机物质的降解。
1.3 水解酸化池的反应过程水解酸化池中,有机物质首先经过水解作用,被分解为有机酸和氨氮等物质。
然后,有机酸进一步被厌氧细菌降解为甲烷和二氧化碳等无害物质。
二、水解酸化池的操作步骤2.1 进水调节进水调节是水解酸化池操作的第一步,通过调节进水的pH值、温度和有机负荷等参数,为后续处理提供适宜的条件。
2.2 混合搅拌混合搅拌是水解酸化池操作的关键步骤,通过搅拌保持池内的均匀温度和pH 值,促进有机物质的降解反应。
2.3 污泥回流污泥回流是水解酸化池操作的重要环节,通过将部份已经降解的污泥回流到水解酸化池中,增加微生物数量,提高处理效果。
三、水解酸化池的运行参数3.1 温度控制水解酸化池的适宜温度普通在35-40摄氏度之间,过低或者过高都会影响微生物的活性和有机物的降解效果。
3.2 pH值控制水解酸化池的适宜pH值普通在6.5-7.5之间,过低或者过高都会抑制微生物的生长和代谢,影响处理效果。
3.3 有机负荷控制水解酸化池的有机负荷是指单位时间内进入池内的有机物质的质量,适宜的有机负荷可以保证水解酸化池的正常运行和高效处理。
四、水解酸化池的优化措施4.1 混合搅拌优化通过优化混合搅拌设备和搅拌方式,提高水解酸化池内的混合效果,保证有机物质的均匀分布和充分接触,提高处理效果。
4.2 氧化还原电位调控通过调节水解酸化池内的氧化还原电位,控制微生物代谢途径的选择,促进有机物质的降解和产甲烷过程。
污水处理水解酸化池水解酸化池是污水处理系统中的关键环节,它主要用于处理含有高浓度有机物的污水。
本文将详细介绍水解酸化池的定义、工作原理、设计要点以及运行管理等方面的内容。
一、水解酸化池的定义水解酸化池是污水处理系统中的一种生化反应器,通过维持一定的温度和pH 值,利用微生物的作用将有机物分解为可溶性有机物温和体产物。
水解酸化池通常位于污水处理系统的前段,其处理效果将直接影响后续的生物处理过程。
二、水解酸化池的工作原理水解酸化池主要通过水解和酸化两个过程来降解有机物。
具体工作原理如下:1. 水解过程:在水解酸化池中,有机物通过微生物的作用被分解为可溶性有机物。
这一过程主要由厌氧菌和厌氧发酵菌完成,它们利用有机物作为能源进行代谢并产生酸、氨和其他可溶性有机物。
2. 酸化过程:水解产物中的有机酸进一步被厌氧菌和酸化菌分解为挥发性脂肪酸。
这一过程主要由酸化菌完成,它们利用有机酸作为能源进行代谢,并产生乙醇、氢气和二氧化碳。
三、水解酸化池的设计要点1. 尺寸和容积:水解酸化池的尺寸和容积应根据进水量、有机负荷、停留时间等因素进行合理设计。
通常情况下,水解酸化池的容积应占总处理系统容积的10%-30%。
2. 水解酸化池的温度:水解酸化池的温度应控制在30-40摄氏度,这是微生物最适宜的生长温度范围。
3. pH值的控制:水解酸化池中的pH值通常应保持在4-6之间,这有利于微生物的生长和有机物的降解。
4. 混合方式:水解酸化池中的混合方式有机械搅拌温和提混合两种,选择合适的混合方式可以提高有机物的降解效率。
四、水解酸化池的运行管理1. 进水水质的监测:定期对进水水质进行监测,包括COD、BOD、SS等指标,及时发现异常情况并采取相应的调整措施。
2. 温度和pH值的控制:定期检测水解酸化池的温度和pH值,保持在适宜范围内,可通过加热、通风等方式进行调节。
3. 混合设备的维护:定期检查和维护混合设备,确保其正常运行,避免阻塞和故障。
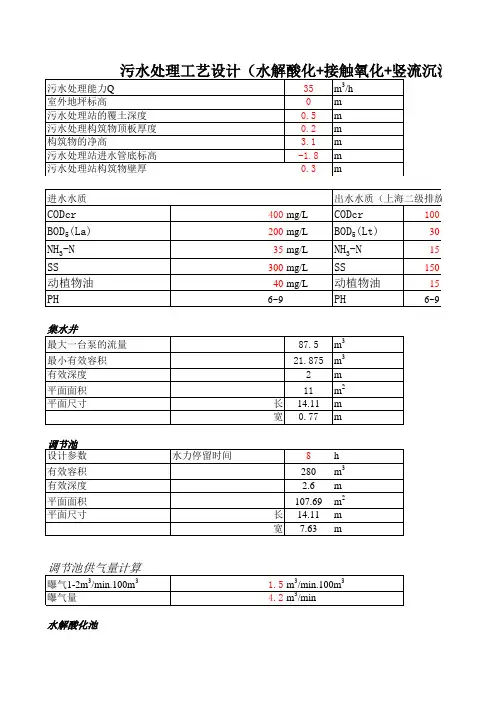
1、已知条件某城市污水二级处理厂污水量近期为Q = 15000m3/d(625 m3/h),总变化系数K Z = 1.5,。
设计进水水质BOD5 =200mg/L,COD=450mg/L,SS=300mg/L,PH=6-8。
水解处理出水水质预计为BOD5 =120mg/L(去除率40%),COD=292mg/L(去除率35%),SS=60mg/L(去除率80%)。
求水解池容积及尺寸。
2、设计计算。
(1)水解池的容积V,m3;V = K Z QHRT式中:K Z ——总变化系数;Q ——设计流量,m3/h;HRT ——水力停留时间,h;近期设计一组水解池,分为2格。
设每格池宽为11.6m,水深为4.4m,按长宽比2 :1设计,则每组水解池池长为2×11.6=23.2(m),则每组水解池的容积为2×23.2×11.6×4.4=2368.26(m3)。
(2)水解池上升流速核算:反应器的高度确定后,反应器的高度与上升流速之间的关系如下:Q V Hv = —— = ———— = ———A HRTA HRT式中:v ——上升流速;H ——反应器高度;HRT ——水力停留时间。
(3)配方方式:采用穿孔管布水器(分支式配水方式),配水支管出水口距池底200mm,位于所服务面积的中心;出水管孔径为20mm(一般15-25mm之间)。
(4)出水收集:出水采用钢板矩形堰。
(5)排泥系统设计:采用静压排泥装置,沿矩形池纵向多点排泥,排泥点设在污泥区中上部。
污泥排放采用定时排泥,每日1-2次。
另外,由于反应器底部可能会积累颗粒物质和小砂砾,需在水解池底部设排泥管。
水解酸化工艺属于升流式厌氧污泥床反应器技术范畴。
水解池内分污泥床区和清水层区,待处理污水以及滤池反冲洗时脱落的剩余微生物膜由反应器底部进入池内,并通过带反射板的布水器与污泥床快速而均匀地混合。
污泥床较厚,类似于过滤层,从而将进水中的颗粒物质与胶体物质迅速截留和吸附。
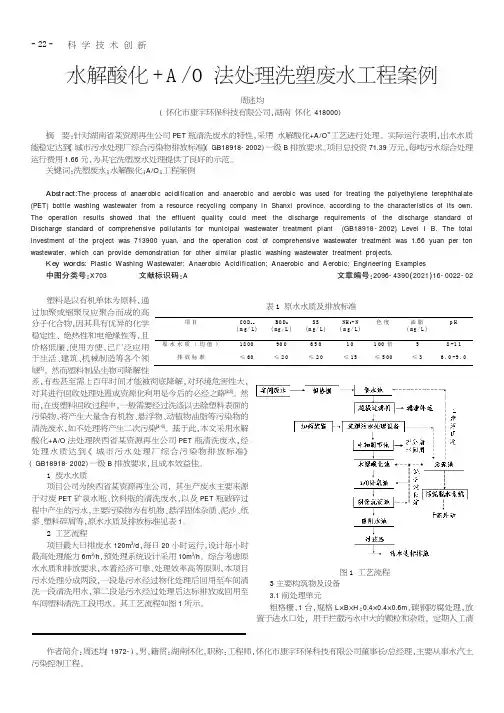
科学技术创新水解酸化+A /O 法处理洗塑废水工程案例周述均(怀化市康宇环保科技有限公司,湖南怀化418000)塑料是以有机单体为原料,通过加聚或缩聚反应聚合而成的高分子化合物,因其具有优异的化学稳定性、绝热性和电绝缘性等,且价格低廉、使用方便,已广泛应用于生活、建筑、机械制造等各个领域[1]。
然而塑料制品生物可降解性差,有些甚至需上百年时间才能被彻底降解,对环境危害性大,对其进行回收处理处置或资源化利用是今后的必经之路[2,3]。
然而,在废塑料回收过程中,一般需要经过洗涤以去除塑料表面的污染物,将产生大量含有机物、悬浮物、动植物油脂等污染物的清洗废水,如不处理将产生二次污染[4-6]。
基于此,本文采用水解酸化+A/O 法处理陕西省某资源再生公司PET 瓶清洗废水,经处理水质达到《城市污水处理厂综合污染物排放标准》(GB18918-2002)一级B 排放要求,且成本效益佳。
1废水水质项目公司为陕西省某资源再生公司,其生产废水主要来源于对废PET 矿泉水瓶、饮料瓶的清洗废水,以及PET 瓶破碎过程中产生的污水,主要污染物为有机物、悬浮固体杂质、泥沙、纸浆、塑料碎屑等,原水水质及排放标准见表1。
2工艺流程项目最大日排废水120m 3/d ,每日20小时运行,设计每小时最高处理能力6m 3/h ,预处理系统设计采用10m 3/h 。
综合考虑原水水质和排放要求,本着经济可靠、处理效率高等原则,本项目污水处理分成两段,一段是污水经过物化处理后回用至车间清洗一段清洗用水,第二段是污水经过处理后达标排放或回用至车间塑料清洗工段用水。
其工艺流程如图1所示。
图1工艺流程3主要构筑物及设备3.1前处理单元粗格栅,1台,规格L ×B ×H :0.4×0.4×0.6m ,碳钢防腐处理,放置于进水口处,用于拦截污水中大的颗粒和杂质,定期人工清摘要:针对湖南省某资源再生公司PET 瓶清洗废水的特性,采用“水解酸化+A/O ”工艺进行处理。
化学制药废水治理的新技术——水解酸化—膜生物反应器工艺概述:一项用于化学制药废水治理的新技术——水解酸化—膜生物反应器工艺处理难降解抗生素废水工业化技术研究,通过了河北省环保局组织的专家鉴定。
这为高浓度难降解的抗生素废水治理提供了高效经济的新工艺。
化学制药废水治理,尤其是高浓度难降解的抗生素废水治理一直是个难题。
河北省是制药工业大省,去年,国家有关部门在河北省建立了国家环保制药废水污染控制工程技术中心。
为解决化学制药废水治理的难题,省环科院、华药环保所、国家环保制药废水污染控制工程技术中心等单位,联合开展了攻关研究。
在实验取得初步成功的基础上,又在华药三废中心建设了工业化示范装置。
经过近一年的连续运行,效果良好,监测指标达到了污水综合排放标准。
鉴定专家们一致认为,该研究成果为抗生素废水和其他难降解高浓度有机废水处理的达标排放,提供了有效的技术支持,具有重大的理论意义和广阔的应用前景。
背景:制药工业是我国国民经济中发展最快的行业之一,改革开放以来一直保持着较快的发展速度,随着国外对环境保护标准日益严格和人力成本等原因,我国已经成为国际上重要的原料药生产加工基地,据统计,中国现有医药工业企业3600多家,生产化学原料药近1500余种,总产量43万吨,位居世界第二。
目前已形成了以石家庄、沈阳、山东、哈尔滨、重庆等老制药工业基地和浙东南化学原料药出口基地。
但是,由于原料药生产过程排放大量的污染物,对环境产生的污染非常严重。
污染物浓度高、成份复杂、治理成本高、治理难度大,始终是制约制药工业可持续发展老大难。
为此,国家环境保护总局根据河北省环境科学研究院、华北制药集团环境保护研究所、河北科技大学的技术优势、资源优势,2002年2月9日以环函[2002]47号《关于批准筹建国家环境保护工程技术中心的通知》文件,批准建立国家环境保护制药工业废水污染控制工程技术中心,我们三家单位随即开展了工程技术中心的建设工作。
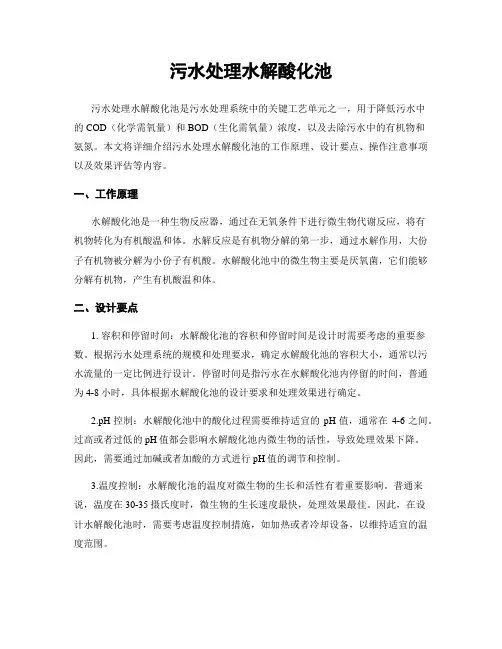
污水处理水解酸化池污水处理水解酸化池是污水处理系统中的关键工艺单元之一,用于降低污水中的COD(化学需氧量)和BOD(生化需氧量)浓度,以及去除污水中的有机物和氨氮。
本文将详细介绍污水处理水解酸化池的工作原理、设计要点、操作注意事项以及效果评估等内容。
一、工作原理水解酸化池是一种生物反应器,通过在无氧条件下进行微生物代谢反应,将有机物转化为有机酸温和体。
水解反应是有机物分解的第一步,通过水解作用,大份子有机物被分解为小份子有机酸。
水解酸化池中的微生物主要是厌氧菌,它们能够分解有机物,产生有机酸温和体。
二、设计要点1. 容积和停留时间:水解酸化池的容积和停留时间是设计时需要考虑的重要参数。
根据污水处理系统的规模和处理要求,确定水解酸化池的容积大小,通常以污水流量的一定比例进行设计。
停留时间是指污水在水解酸化池内停留的时间,普通为4-8小时,具体根据水解酸化池的设计要求和处理效果进行确定。
2.pH控制:水解酸化池中的酸化过程需要维持适宜的pH值,通常在4-6之间。
过高或者过低的pH值都会影响水解酸化池内微生物的活性,导致处理效果下降。
因此,需要通过加碱或者加酸的方式进行pH值的调节和控制。
3.温度控制:水解酸化池的温度对微生物的生长和活性有着重要影响。
普通来说,温度在30-35摄氏度时,微生物的生长速度最快,处理效果最佳。
因此,在设计水解酸化池时,需要考虑温度控制措施,如加热或者冷却设备,以维持适宜的温度范围。
4.通气方式:水解酸化池需要提供适量的氧气供给微生物进行代谢反应。
普通采用机械通气或者自然通气的方式,确保水解酸化池内的氧气含量符合微生物的需求。
三、操作注意事项1.进水控制:水解酸化池的进水量应根据设计要求进行控制,过高或者过低的进水量都会影响处理效果。
需要定期检查进水管道和阀门的情况,及时清理和维护。
2.污泥处理:水解酸化池产生的污泥需要进行处理和排除。
通常采用污泥回流或者定期清污泥的方式,保持水解酸化池内的污泥浓度适宜。
水解酸化-好氧生物处理工程设计水解是指有机物进入微生物细胞前、在胞外进行的生物化学反应。
微生物通过释放胞外自由酶或连接在细胞外壁上的固定酶来完成生物催化反应。
酸化是一类典型的发酵过程,微生物的代谢产物主要是各种有机酸。
从机理上讲,水解和酸化是厌氧消化过程的两个阶段,但不同的工艺水解酸化的处理目的不同。
水解酸化-好氧生物处理工艺中的水解目的主要是将原有废水中的非溶解性有机物转变为溶解性有机物,特别是工业废水,主要将其中难生物降解的有机物转变为易生物降解的有机物,提高废水的可生化性,以利于后续的好氧处理。
考虑到后续好氧处理的能耗问题,水解主要用于低浓度难降解废水的预处理。
混合厌氧消化工艺中的水解酸化的目的是为混合厌氧消化过程的甲烷发酵提供底物。
而两相厌氧消化工艺中的产酸相是将混合厌氧消化中的产酸相和产甲烷相分开,以创造各自的最佳环境。
水解-好氧生物处理工艺设计指南一、预处理设施预处理的目的之一是去除粗大固体物以及无机可沉固体,这对配水有特殊要求的水解池尤为重要。
另外,不可生物降解的固体在水解反应器内的积累会占据大量的池容,反应器池容的减少最终将导致系统完全失效。
一般预处理系统包括去除大的固体、较小颗粒的格栅和水力筛及去除砂和砾石的沉砂池。
(1)格栅格栅是污水预处理的通用设施。
为保证水解池布水系统不被堵塞,建议采用固定式格栅或回转筛、水力筛作补充处理。
(2)除砂池对小型污水处理厂,由于污水流量变化较大,沉砂池设计的难点需要在变化的水量条件下保持系统中液体流速有相对不变的数值。
因为较高的流速会降低无机固体在渠道中的去除效果,而较低的流速导致有机物与砂一起沉积。
对于有一定规模的污水处理厂,可以考虑采用平流式沉砂池。
在存在较多的砂和有机物共同沉淀的情况下,可采用体外洗砂装置,如螺旋洗砂器或水力固体螺旋洗砂器。
考虑到后续水解处理工艺,一般不用曝气沉砂池作为预处理装置。
二、水解池的详细设计要求1.反应器池体水解池一般可采用矩形或圆形结构。
水解酸化污水处理工艺研究中国市政工程中南设计研究总院摘要:本文在介绍水解酸化工艺的基本原理、反应控制条件的基础上,分析了水解酸化工艺的设计要点及研究应用现状,为工程设计和科研提供参考。
关键词:污水处理水解酸化厌氧消化水解酸化工艺能将污水中的非溶解性有机物转变为溶解性有机物,将难生物降解有机物转变为易生物降解有机物,提高污水的可生化性,通常用于生化工艺的预处理,同时由于水解酸化可以去除一部分有机污染物,减少后继处理设备的曝气量,降低污泥产率,节约能耗,逐渐在污水处理尤其是高浓度及难降解有机废水处理中得到了广泛的应用[1]。
1 水解酸化反应机理1.1 基本概念水解酸化的净水机理主要包括两个方面:首先是在细菌胞外酶的作用下,将复杂的大分子不溶性有机物水解为简单的小分子水溶性有机物;然后是发酵细菌将水解产物吸收进细胞内,排出挥发性脂肪酸(VFA)、醇类、乳酸等代谢产物。
在厌氧条件下,水解和酸化无法截然分开,水解菌实际上是一种具有水解能力的发酵细菌,水解是耗能过程,发酵细菌付出能量进行水解是为了取得能进行发酵的水溶性底物,并通过胞内的生化反应取得能源[2]。
1.2 水解酸化与厌氧生物处理工艺的关系随着能源问题的日益突出,以往仅用于污泥处理的厌氧生物处理工艺由于能耗低、有机物负荷高、污泥产量相对较少、可回收生物能源(沼气)等优点,在污水处理中也越来越受到重视。
厌氧生物处理是经大量微生物的协同作用来完成的,根据微生物的生物种群,复杂有机物的厌氧降解过程是分别在水解细菌、酸化发酵菌、产乙酸菌和产甲烷菌的共同作用下分水解、酸化、产乙酸、产甲烷四个阶段完成的[3],水解酸化工艺是将有机物的降解过程控制在厌氧生物处理的前两个阶段。
水解酸化工艺最终产物主要为低浓度有机酸,而完整的厌氧生物处理工艺中,水解酸化产物会立即经产乙酸、产甲烷反应转化为CH4、CO2和新的细胞物质。
水解酸化工艺对温度不需控制,优势菌种为兼性菌,要求氧化还原电位ORP<50mV 即可,而厌氧生物处理工艺需对温度进行控制,优势菌种为厌氧菌,要求ORP<-300mV[2]。
工业园区污水处理厂水解酸化池设计引言随着工业园区的进步和城市化进程的加快,工业废水的处理和排放问题日益凸显。
而污水处理厂作为处理和净化工业废水的关键环节,其设计和运行对于保卫环境和维护生态系统的健康至关重要。
本文将盘绕工业园区污水处理厂的水解酸化池进行设计和探讨,以期提供一种高效、可行的解决方案。
一、水解酸化池的概述水解酸化池是污水处理厂中的关键处理单元之一,主要用于有机污染物的降解和消化。
在水解酸化池中,通过發酵作用、缺氧条件以及一系列微生物的共同作用,有机废物被分解成有机酸和甲烷气体。
这一过程不仅能够有效缩减有机废物的浓度,还能够产生一定的能量。
二、水解酸化池的工艺流程2.1 进水与预处理污水处理厂的进水通常需要进行预处理,以去除大颗粒的杂质、固体物质等。
这可以通过格栅和沉砂池等设备实现。
2.2 水解酸化池的设计水解酸化池的设计应依据工业园区的污水流量、水质特性和处理要求等进行合理确定。
依据多年的阅历和实践,我们可以接受一些基本的设计原则:(1)确定水解酸化池的形式:常见的有水平流式、垂直流式和半连续流式等。
选择适合本工程的形式,并依据详尽状况设计出相应的结构。
(2)确定水解酸化池的尺寸:水解酸化池的尺寸应依据进水流量和有机污染物浓度等参数进行计算。
通过确定水解酸化池的长度、宽度和深度等,可以保证足够的滞留时间和足够的处理能力。
(3)确定水解酸化池的曝气系统:水解酸化池中常接受曝气系统来提供氧气,增进微生物的生长和有机物的分解。
有效的曝气系统设计可以提高污水的处理效率,降低能耗。
2.3 水解酸化池的运行与维护水解酸化池的运行与维护是保障污水处理效果和设备寿命的关键。
在运行过程中,应准时监测水解酸化池的温度、pH值、混合液的悬浮物浓度等重要参数,并依据监测结果进行操作调整。
此外,还需要定期清理污泥、检查曝气系统等,以确保设备的正常运行。
三、模拟分析与效果评估为了评估水解酸化池设计的效果,我们可以接受模拟分析的方法。
微氧水解酸化—复合好氧工艺处理难降解工业废水研究一、概览随着现代工业的高速发展,工业废水的排放问题日益严重,给环境保护和自然资源回收带来了巨大的挑战。
许多工业废水难以通过传统的生物处理方法有效净化,因此研究和开发新型高效、环保的技术迫在眉睫。
本文将着重探讨一种创新的难降解工业废水处理技术——微氧水解酸化—复合好氧工艺(Microaerobic HydrolysisAerobic Process,简称MHAP),该技术结合了微氧水解酸化和复合好氧处理的优点,旨在提高废水处理效率,降低运行成本,实现废水资源化。
1.1 研究背景:工业废水的处理和环境保护的重要性随着现代工业的发展,工业废水排放问题日益严重,给环境保护带来了前所未有的挑战。
工业废水往往含有高浓度的有机物、重金属、氮磷等污染物,这些污染物对水体生态系统和人类健康造成极大的危害。
工业废水的处理和环境保护具有重要的现实意义。
传统的化学法和物理法在处理难降解工业废水时存在效果不稳定、运行成本高、易产生二次污染等问题。
在这种背景下,微生物处理技术受到了广泛关注。
通过微生物作用,可以将难降解有机物转化为可降解有机物,从而达到净化废水的目的。
传统的微生物处理方法在处理过程中需要大量的氧气,而厌氧微生物的生长速度较慢,因此限制了其在实际应用中的推广。
本研究提出了一种新型的微氧水解酸化复合好氧工艺,旨在提高难降解工业废水的可生化性,降低处理成本,提高处理效率,为工业废水处理提供新的思路和方法。
1.2 困难降解工业废水的处理方法现状及挑战随着现代工业的迅猛发展,工业废水的排放问题日益严重,给环境保护和自然资源回收带来了巨大的挑战。
特别是难降解工业废水,其成分复杂、毒性大、可生化性差,采用传统的生物处理方法往往难以达到理想的处理效果。
寻找高效、绿色的难降解工业废水处理技术成为了当前研究的热点。
针对难降解工业废水的处理方法主要包括物理法、化学法和生物法三大类。
水解酸化反应器6.2.1 厌氧水解酸化工艺在难生物降解有机污水处理方面显示了一定的优越性,水解酸化可以改变某些难生物降解有机物的化学结构,提高其可降解性,并具有一定的脱毒作用,因而主要用于难生物降解有机污水的预处理,便于后续的好氧处理。
目前实际工程有上流式污泥床水解酸化反应器和采用机械搅拌的接触式水解酸化反应器,无论何种类型,水解酸化反应器通常都是通过控制水力停留时间来实现污水的水解酸化过程,停留时间过短,水解酸化不完全,不能起到应有水解酸化作用,停留时间过长,部分有机物会在反应器内部发生甲烷化,故水力停留时间宜通过试验或参照相似水质运行资料确定。
根据有关研究,水解酸化的速率和酸化终点产物主要取决于有机物性质,微生物种群和环境条件,如pH值、水力停留时间。
不同的有机物水解速率不同,对于同类有机物,分子量越大,水解越困难,就分子结构来说,直链比支链易于水解,支链比环状易于水解,单环化合物比杂环或多环化合物易于水解。
无资料时,宜根据污水中有机物性质选取停留时间6h~12h。
6.2.2 本条是对上流式污泥床水解酸化反应器设计的规定:1 反应器的有效高度(即水深)可按上升流速和水力停留时间计算,宜为4m~6m。
2 随着反应器的运行,污泥将增殖,使反应器污泥层升高,当污泥层超过一定高度时,污泥将随出水一起冲出反应器,故反应器应维持污泥层上部一定清水区,以保证泥水分离的效果。
3 反应器是依靠上升流速使污泥悬浮,达到污泥与污水充分混合的,上升流速较低时,混合效果较差,可采用回流或脉冲间歇进水。
对上升流速作出规定,主要是从经济合理性、布水均匀性、污水与污泥充分混合、防止污泥流失的角度考虑的。
4 配水系统是保证污水与污泥均匀、充分接触,克服死区,保证反应器良好运行的重要因素之一,故作此规定。
5 反应器的出水堰宜采用三角堰,出水堰最大负荷不宜大于1.7L/(s·m)。
6 上流式污泥床水解酸化反应器中上部的污泥较下部污泥的沉降性能差,污泥活性较低,为保持水解酸化微生物的活性,维持池内微生物浓度在一合适水平,宜在反应器污泥区中上部设剩余污泥排出点,池底设排渣设施,排出沉积在池底的不可生物降解的有机物、无机物颗粒。
水解!混凝!复合生物池工艺处理印染废水的工程应用祁佩时李欣程树辉提要采用水解!混凝!复合生物池组合工艺处理印染废水的运行结果表明,在进水平均COD 1564m g/L,BOD475m g/L,色度500倍的条件下,上述各项指标去除率分别为90.5%,96.6%,90%,出水满足污水综合排放标准。
关键词印染废水水解混凝复合生物池印染行业是工业废水的排放大户,其废水具有水量大、有机污染物浓度高、色度大、碱性强、水质变化大等特点,属于难处理的工业废水[1]。
近年来随着印染技术的进步,使PVA,CM C浆料,新型助剂,活性染料等难生化降解的有机物大量进入废水,造成废水COD浓度升高,可生化性下降,使传统的处理工艺受到了严重挑战;目前传统的生物、化学处理工艺对这类印染废水的COD去除率分别为50%,30%左右,不能满足废水排放的要求。
因此开发经济、高效的印染废水处理技术已成为当今环保行业关注的课题。
大量的试验和实践证明,生物处理法在去除有机物方面有效果好、费用低的优越性,但是对色度的去除却不够理想;物理和化学处理法在脱色方面有快速、高效的优点,但对有机物的去除一般不是效率很低,就是费用昂贵。
因此,对于有机物浓度和色度都比较高的印染废水,要使处理后的出水达到规定的排放标准,很难用单项处理方法彻底解决问题,因此,组合式工艺处理法有逐渐被普遍采用的趋势。
海城市中新印染厂是一家以染色、印花为主的来料加工型民营企业。
该厂始建于1992年,近年来发展迅速,目前年生产各种印染布1亿米以上,是东北地区大型印染企业之一。
该厂在生产过程中排放大量废水,对周围水体环境造成了严重污染,被省、市环保部门列为限期治理项目。
根据该厂废水的具体特点,采用了水解!混凝!复合生物池组合工艺,该工程于2000年9月正式通过环保验收,各项指标均达到排放要求。
!废水水质和水量该厂废水主要来自退浆、煮漂、丝光、染色、印花、整理等车间。
废水中主要污染物为染料、涂料、浆料和表面活性剂。
科技情报开发与经济SCI -TECH INFORMATION DEVELOPMENT &ECONOMY 2009年第19卷第14期Discussion on the Full Framing Construction Technique for 2×64m T-type RigidFrame Cast-in-place Box-girder on Baoding-Fuping Superhighway CrossingBeijing-Guangzhou RailwayLU Jian-shengABSTRACT :This paper introduces the general situation of the engineering of 2×80m T-type rigid frame swivel bridges on Baoding -Fuping Superhighway crossing Beijing -Guangzhou Railway ,and expounds in detail the full framing construction technique for 2×64m t-type rigid frame cast-in-place box-girder on Baoding-Fuping Superhighway crossing Beijing-Guangzhou Railway .KEY WORDS :full framing ;construction technique ;rigid frame cast-in-place box-girder ;Baoding-Fuping Superhighway水解酸化(Hydrolytic Acidification )工艺是将厌氧发酵阶段过程控制在水解与产酸阶段,即在大量水解细菌、产酸菌作用下将不溶性有机物水解为溶解性有机物,将难生物降解的大分子物质转化为易生物降解的小分子物质的过程,可以让更多的无机物转化为有机物,这样后期的好氧曝气才能有发挥作用的空间,才能达到最大化地去除污染物的效果。
水解酸化工艺作为各种生化处理的预处理,可改进废水的可生化性,为废水的有效处理创造了良好的条件。
复合生物反应器(Hybrid Biological Reactor )是将传统的活性污泥法与生物膜法进行有机结合的一种新型高效的污水处理工艺。
该工艺近年来颇受关注,其特点是在活性污泥池中投加填料作为微生物附着生长的载体,进而形成悬浮生长的活性污泥和附着生长的生物膜,二者共同承担去除污水中有机污染物的任务,该工艺增加了反应器中单位体积的生物量,减小了曝气池的体积,改善了系统的稳定性和运行性能,提高了系统的有机负荷和效率。
某玻璃厂废水用水解酸化和复合生物反应器结合起来的工艺进行处理,取得了较好的处理效果。
1工程概况某玻璃厂位于山西省中部、晋中盆地西缘的交城县,该厂文章编号:1005-6033(2009)14-0147-03收稿日期:2009-03-10水解酸化—复合生物反应器处理玻璃厂废水工程设计许震(安徽省建设工程勘察设计院,安徽合肥,230001)摘要:介绍了玻璃厂废水处理工程的概况,阐述了废水处理工艺流程、主要处理构筑物及设计参数,进行了技术经济分析,总结了调试与运行情况,指出本工程设计采用水解酸化工艺提高废水的可生化性,提高了后续生物处理的去除效果,水解后的生物处理采用先进的复合生物反应器工艺,出水水质稳定达标,处理效率较高。
关键词:玻璃厂废水处理;水解酸化;复合生物反应器中图分类号:X703文献标识码:A(5)接地装置安设完毕后应及时用电阻表测定是否符合要求。
(6)雷雨天气,钢管支架上的操作人员应立即离开。
7施工现场安全管理措施(1)在主要施工部位、作业点、危险区、主要通道口挂安全宣传标语或安全警告牌;(2)施工现场全体人员严格执行《建筑安装工程安全技术规程》和《建筑安装工人安全技术操作规程》;(3)施工现场杜绝任意拉线接电;(4)配电系统设总配电箱、分配电箱、开关箱、实行分级配电,开关箱装设漏电保护器;(5)施工机械进场安装后经安全检查合格后投入使用。
8结语保阜高速公路跨京广铁T 型刚构转体桥现浇箱梁梁体高、跨度大、施工质量重,做好支架方案及验算对整个施工至关重要。
本工程的满堂支架地基利用现有的107国道路面,结合实际,工序上更为简单,造价上更为经济,实践表明结构上也能很好地满足施工及规范要求。
该桥施工周期长,满堂支架周转材料费用高,做好支架受力验算,能确保施工安全,节约周转材料。
实践证明,该桥在满堂支架搭设方面较其他同类型桥梁施工要节约周转材料约300t ,大大节约了工程成本。
(责任编辑:王永胜)────────────────第一作者简介:鲁建生,男,1972年5月生,1995年毕业于太原理工大学,工程师,中铁十七局五公司,山西省太原市,030032.147表1设计进水水质和排放标准项目污水进水水质排放标准ρ(COD cr )/(mg/L )400~1200100ρ(SS )/(mg/L )10~18070ρ(BOD 5)/(mg/L )50~23060ρ(NH 3-N )/(mg/L )20~3015废水图1废水处理工艺流程图制造工艺先进,主要产品为汽车挡风玻璃,厂区废水产量约500m 3/d ,主要包括厂区的生活污水、车间生产废水等,排水水量不稳定,水中COD cr 波动比较大,pH 值的变化幅度较大,BOD 5/COD cr 值比较小,废水的可生化性较差,利用一般的好氧处理工艺处理效果不好。
当地要求污水排放要达到《污水综合排放标准》(GB 8978—1996)中的一级排放标准,根据厂家提供的水质监测数据,污水的进水水质以及所要达到的排放水质标准见表1。
2工艺流程的确定该玻璃厂废水中COD cr 含量稍高,BOD 5含量较低,水中有毒有害物质甚微,污水可生化性差,在工艺的选择上要考虑先提高废水的可生化性。
根据国内外实际运行经验,使用水解酸化工艺将污水的可生化性提高,然后再用生物处理方法将废水处理达标。
本设计采用水解酸化—复合生物反应器处理工艺。
该工艺是一种通过水解酸化池将难生物降解的大分子物质转化为易生物降解的小分子物质,然后再利用接触氧化法与活性污泥法相结合的复合生物反应器工艺去除废水中的主要污染物,这种工艺避免了活性污泥法容易产生污泥膨胀的问题,提高了接触氧化池中的微生物浓度,有利于世代时间较长的硝化细菌的增殖,提高脱氮效果和系统的耐冲击负荷能力。
该法工艺先进,运行方便,不仅可满足处理要求,更主要的是处理效果较稳定,且较为经济,占地面积小。
另外,该法还有很好的脱氮除磷功能。
处理后的水能够达到《污水综合排放标准》(GB 8978—1996)规定的一级排放标准。
根据所选的污水处理方案,确定本工程的污水处理流程见图1。
图1中,玻璃厂的废水经排水管道汇集后,首先经调节池前的格栅去除一些大的漂浮物,然后流入调节池进行水质水量的调节,使废水的水质和水量都比较均匀,以保证后续处理构筑物及处理设备的稳定运行。
调节池内设提升泵和潜水搅拌机,提升泵用来将污水提升到水解酸化池水解,在水解酸化池中将难生物降解的大分子物质转化为易生物降解的小分子物质,提高废水的可生化性,并且去除一部分的污染物。
经过水解处理后的废水依次进入一级、二级生物反应池进行处理,在两级生物反应池中都设有潜水曝气机进行充氧曝气,潜水曝气机工作时还能起到搅拌作用,使泥水充分混合并且能和填料上的生物膜充分接触,在生物反应池中可去除废水中主要的污染物,然后废水进入二沉池进行泥水分离处理,经泥水分离处理后的上清液达标排放。
二沉池沉淀的污泥部分回流至水解酸化池和一级生物反应池,剩余污泥排到污泥干化场。
水解酸化池内的剩余污泥也定时排到污泥干化场进行干化,干化场处理后的干污泥装车外运处置。
3主要处理构筑物及设计参数3.1格栅该工程的污水量不大,水中大的漂浮物也比较少,可采用平板式格栅进行拦截。
可节省动力,截污性能也比较优越,易于移动安装,节省电能消耗,只需人工定期清除拦截的栅渣,是一种简易的拦污设备,格栅安装在厂区内原有的污水调节池前的进水渠上,长度为2.0m ,宽度为1.5m ,垂直放置。
操作工人可定期掀开进水渠盖进行清渣。
3.2调节池设置一座水质、水量调节池,钢筋砼结构。
尺寸为7.0m×7.0m×5.0m ,其中超高0.5m ,水力停留时间10h 。
调节池内设置潜污泵,将污水从调节池内提升到水解酸化池中进行水解反应。
潜污泵数量为3台,2备1用,单台流量20m 3/h ,扬程15m ,功率1.5kW ,采用液位控制器自动控制水泵的启停,高位启泵,低位停泵,最高水位4.5m ,最低水位0.5m 。
3.3水解酸化池水解酸化池可去除85%左右的SS ,去除40%左右的COD cr ,提高BOD 5/COD cr 值,增加废水的可生化性。
设置一座地上钢筋砼结构,尺寸为7.0m×3.5m×4.5m ,其中超高0.5m ,水力停留时间4h 。
池内设置一套小阻力配水系统,可减少水头损失和系统的复杂程度。
池内设置1台剩余污泥排泥泵,选用潜污泵,流量10m 3/h ,扬程25m ,功率1.5kW ,用来将剩余污泥排到污泥干化场。
另设1台潜水搅拌机,间歇搅拌,使废水与回流污泥充分混合反应,保证水解酸化池的去除效率。
3.4复合生物反应池两级复合生物反应池合建在一起,构成整个污水处理工艺的主体生物处理部分。
复合生物反应池采用接触氧化池的形式,底部布满丰富的活性污泥,形成悬浮生长的活性污泥和附着生长的生物膜共存的系统。
反应池用钢板制作,埋地。
一级和二级复合生物反应池的尺寸都为6.0m×5.2m×4.5m ,超高0.5m ,水力停留时间6h 。
两池内都填充2.5m 高的半软性填料,填料的填充比为75%;两池内分别设置一台QXB1.5型离心式潜水曝气机向池内供氧,并起到搅拌混合作用,强化了生物接触氧化复合反应池的耐冲击负荷性能,每台潜水曝气机的功率为1.5kW 。
一级复合生物反应池内的溶解氧控制在4.0mg /L~5.0mg /L 间,二级复合生物反应池内的溶解氧控制在3.5mg /L~4.0mg /L 的范围,用以保证反应器内的有机物去除率。
3.5二沉池污水经过前面各构筑物处理后,水质改善,水中大量的污染物已被去除。
接触氧化复合反应池的出水进入到二沉池,在二沉池中进行泥水分离。
二沉池采用竖流式,钢板结构,尺寸为5.0m×5.0m×4.5m ,有效水深4.0m ,泥斗深度为1.5m ,水力停留时间为4h 。