高频变压器生产工艺样本
- 格式:doc
- 大小:91.50 KB
- 文档页数:20
高频变压器绕制工艺一:绕线(1)winding the copper wire on the bobbin by machine根据生产工艺设定绕线圈数,包括总圈数与每工序的绕线圈数;慢车功能设置来控制柔和起步与停车缓冲;绕线速度设置;这些将决定变压器的电气性能。
二:包胶纸(1)wrapping the insulating tape绝缘胶纸的采用长度、宽度、位置都必须有明确规定,保证完全遮蔽导体,防止绝缘失效!三:焊接铜箔Soldering the copper foil焊接的温度、时间、焊点的光滑度都要有明确规定。
四:包铜箔wrapping the foil on the bobbin将铜箔(附焊线)包于图示位置。
五:包胶纸(2)wrapping the tape六:绕线(2)winding the wire七:浸锡(1)dip the pin into the tin骨架的PIN位浸锡;浸锡高度、时间、锡炉温度都要明确规定。
八:包胶纸(3)wrapping the tape九:绕飞线winding the wire依据指示图绕线十:包胶纸(4)wrapping the tape十一:剪线头cut the surplus wire把飞线依据图示尺寸剪平。
十二:浸锡(2)dip the wire into tin十三:浸锡检查check the soldering point and joint检查浸锡点是否平滑、是否被污染、短路等十四:装磁芯fit the ferrite core into the bobbin依据图示装磁芯十五:包胶纸(5)wrapping the outside tape将磁芯用绝缘胶纸包绕十六:电气性能测试tesing electric features测试火牛绝缘、包绕后的电气性能是否达标。
十六:高温干燥(1) drying in high temperature在恒温100度的环境里干燥30分钟左右。
高频变压器制作工序一. 绕线1. 材料确认1.1 线架规格及材质之确认.1.1.1 BOBBIN规格及材质需正确,且不可有破损或裂痕.1.1.2 工程图面要求拔掉的PIN脚需在绕线前拔掉.1.1.3 PIN脚确认需与工程图面相符,一般有特殊标记为PIN 1(如斜角或凸点等);如果无特殊标记的则参考图面外观图.1.2 铜线规格之确认.1.2.1 WIRE规格及材质需正确,且WIRE不可有破皮、氧化、打结等不良现象.1.3 胶带规格之确认.1.3.1 TAPE规格(宽度、厚度、颜色等)及材质需正确.1.3.2 ACT规格(宽度、层数等)及材质需正确.1.4 套管规格之确认.1.4.1 TUBE规格(大小、长度、颜色等)及材质需正确.1.5 铜箔规格之确认.1.5.1 COPPER FOIL规格(宽度、厚度、长度等)需正确,且无毛边、氧化等不良.1.5.2 是否有要求背胶、焊接引线处理,焊点需平整且需用TAPE正反包住.2. 绕线方式2.1 密绕2.1.1 整齐的绕线,不论是绕一层或是多层,线与线之间都紧密无空隙.2.1.2 要求严格的绕线,在绕两层或以上的绕组时,每绕完一层需加绝缘胶带一层.2.2 疏绕2.2.1 绕线不满一层,线与线之间以相等距离均匀分布.2.3 并绕2.3.1 两股或两股以上铜线同时绕线,依照工程图面采用密绕或疏绕方式绕线.2.4 任意绕2.4.1 有的机种线径细而且圈数较多,绕线时在一定程度上排列整齐,达到最上层时,排线己零乱.2.5 混合绕2.5.1 有的机种为了降低漏电感,在密绕完一层或以上后剩下不足的一层采用疏绕.2.6 逆回绕2.6.1 根据绕线要求,在引出线相反方向起始绕线至引出方向结束的绕线.2.7 同层绕2.7.1 两个或以上绕组分别密绕于同一层上.3. 注意事项3.1 需包ACT的先依工程图面要求靠线槽侧包好,包1TS之ACT可包0.9TS,以利含浸时凡立水良好的渗入底层;包2TS或以上ACT时重迭不可超过5mm,以免线包过胖不利组装CORE及影响漏电感过高.3.2 依照工程图面绕线方式绕线,当结束线跨越绕组回线时需贴固定胶带作隔离,最外层绝缘胶带不宜包得太紧,以免影响产品外观.3.3 原则上铜线从BOBBIN凹槽以一线一槽引出,如凹槽不足可考虑从上槽引出;如无上槽而造成共槽出线的可考虑加TEFLON TUBE避免焊锡短路.3.4 缠线要求紧靠PIN针周围,且不可超过BOBBIN支点,线径小于0.30mm(含)需缠2TS以上,线径小于0.80mm(含)需缠1TS以上,线径大于0.80mm需缠0.8TS以上.3.5 TUBE伸入线槽(或ACT)需2mm以上,套管引出需平齐BOBBIN凹槽或至少达到凹槽2/3高;如卧式无凹槽BOBBIN之套管长度需距PIN针1mm左右.3.6 内铜箔在变压器中一般起屏蔽作用,主要是减小漏电感、激磁电流.包铜箔时原则上焊点朝上,如内铜箔超过1TS(含)时需用胶带隔离防止内部短路.3.7 铜箔取代铜线而做绕组时起导体作用,需背胶后方可使用,主要是满足通过高电流的需要.各焊点需用复合基材包住防止短路.3.8 CT线绞合必须均匀,不可太松也不可太紧.3.9 所有出线均不可太长,以免造成材料浪费,如裁线绕组所用铜线长度与材料分析不符,需及时提出,并由工程部及时变更.二. 焊锡1. 材料确认1.1 锡条之确认1.1.1 锡炉所用之锡条,其锡/铅比例为63/37,锡炉内之杂质污染需及时处理干净.锡炉温度应保持在490℃±10℃.1.1.2 无铅锡条之锡/银比例为99/1.1.2 助焊剂之确认1.2.1 助焊剂及稀释剂之调配依实际情况而定,盛放助焊剂之容器中溶液量依产品而定.2. 作业步骤2.1 将产品整齐排放在粘有双面胶的木条上.2.2 排好版产品之PIN脚沾适量助焊剂.2.3 用锯片刮净锡面,将变压器PIN脚浸入锡中,深度以锡面平齐PIN底部为止.2.4 将焊好锡之产品锡渣清理干净.2.5 剪掉需剪1/2的抽头PIN脚.3. 注意事项3.1 排版木条所粘之双面胶应酌情更换,以免粘性不够时线包掉入锡炉.3.2 PIN脚沾助焊剂时不可太多,以免影响外观,也不可太少而影响焊锡质量.3.3 为防止PIN脚不洁净,锡面需及时处理干净.3.4 不可烫破线包胶带,塑料类BOBBIN不耐高温,必须严格控制好锡炉温度及焊锡时间,否则会使BOBBIN变形、PIN歪斜甚至脱落.3.5 镀锡后的PIN脚需均匀光滑,不可有冷焊、空焊、漏焊、氧化、短路、倒钩或锡围,锡渣需清理干净.3.7 焊锡时间因线径不同而异,如下时间供参考:3.7.1 0.32mm以下焊锡时间: 2-3秒3.7.2 0.80mm以下焊锡时间: 3-4秒3.7.3 0.80mm以上焊锡时间: 4-5秒3.8 特殊产品依实际情况作业.三. 组装铁芯1. 材料确认1.1 铁芯之确认1.1.1 CORE规格、材质、电感需正确,且不可有破损、变形、裂痕或大小不一等不良.1.2 胶带之确认1.2.1 TAPE规格(宽度、厚度、颜色等)及材质需正确.2. 组装铁芯2.1有CT线或飞线的线包剪去多余的部分.2.2 线包较胖的产品需用气压啤机压制线包后方可组装.2.3 CORE装入线包时两只CORE接触面必须保持清洁,CORE结合必须紧密无错位等不良.2.4 有GAP的CORE必须按要求放置,如无注明的则将GAP之CORE放置于PIN端,卧式BOBBIN则将GAP之CORE放置于初级端.2.5 EI型CORE如无注明的将I片放置于顶部.2.6 按工程图面要求方式(胶带或铁夹)固定CORE,用胶带固定CORE的需将胶带切口置于产品底部,需包外铜箔(或外胶)或卧式产品则将胶带切口置于CORE中间,需点胶作业的产品可在一次测试后作业.3. 注意事项3.1 在正式生产前应试样组装10PCS以上,以免含浸后产品批量电感不良.3.2 不同材质的CORE不可组装在同一产品上.3.3 要求背胶的CORE必须依工程图面背胶作业后方可组装,并且所背胶带不可歪斜、皱起及破损,以免产品含浸后胶带翘起.3.4 固定CORE之胶带必须缠紧,以免含浸后电感下降,且不可分层及皱起,胶带切口应平滑以免影响产品外观;如用铁夹固定CORE的产品,铁夹必须置于CORE正中央.3.5 遇上线包较胖的产品,需用气压啤机压制线包后再组装,压制线包时不可压破BOBBIN.3.6 组装CORE时不可弄破线包胶带,以免线包对CORE产生高压不良.3.7 组装好之产品不可有CORE大小不一、错位,点胶产品点胶位置需正确,胶量应适中,所有产品上应无焊油、胶等污物.四. 电气测试1.仪器校对1.1 匝数比测试仪器之确认1.1.1 测试前用校对品校对仪器是否准确.1.2 电感测试仪器之确认1.2.1测试前用校对品校对仪器是否准确.1.3 高压测试仪器之确认1.3.1测试前用校对品校对仪器是否准确.2. 作业步骤2.1 确认测试治具与变压器脚位是否相符.2.2 按工程图面要求设定测试参数,匝数比测试频率为20KHz,测试电压为2.0V,匝数标准为±0.2TS;部分产品(如铁芯GAP或匝数多)会使测试匝数与实际匝数不符,则根据拆解结果设定相应匝数标准.2.3 根据测试仪器功能(洤华310仪器仅可测试匝数比)测试工程图面要求之各项电气性能.2.4 通过测试分选良品与不良品,匝数不良(注明不良绕组)退回前段修理;电感不良如为材料不良则拆下CORE退供货商,如组合不良则由组装人员修理.2.5 按工程图面要求设定测试参数,高压测试一般按初级对次级、初级对铁芯、次级对铁芯之顺序进行测试.3. 注意事项3.1 为防止内部短路,匝数比测试时应加匝间短路测试.3.2 如果为气动测试,测试时应防止BOBBIN支点破损.3.3 高压测试系危险作业,测试人员必须经过培训后方可上岗.3.4 如客户要求高压测试时间为一分钟,为节约时间而提高生产效率,作业时可将高压要求提高至1.2倍而将时间缩短为一秒钟.3.5 测试过程应尽量避免弄歪PIN脚.3.6 所有电气测试必须保证100%为良品方可流程.3.7 为防止混料,所有不良产品需放于有标示之红色盘子.3.8 所有含浸作业后之产品需再次测试电感及高压.五. 焊铜箔1. 材料确认1.1 铜箔之确认1.1.1 COPPER FOIL规格(宽度、厚度、长度等)需正确,且无毛边、氧化等不良.1.1.2 如需背胶之铜箔是否背胶,TAPE是否有气泡、皱折、刺破等不良.1.2 引线之确认1.2.1 WIRE规格及长度需正确,且至少一端己镀锡.1.3 其它材料之确认1.3.1 外围TAPE规格(宽度、厚度、颜色等)及材质需正确,一般情况之外围TAPE宽度应与线包TAPE相同.1.3.2 引线TUBE规格及长度需正确,规格以容易穿入引线为宜.2. 作业步骤2.1 焊内铜箔2.1.1 将铜箔竖立工作台面上,左手拿引线与铜箔成90℃角置于需焊位置,右手拿焊枪迅速焊接引线.2.2 焊外铜箔2.2.1 根据工程图面要求,确定产品在焊外铜箔前是否需包外围胶带,如需包外围胶带需按要求层数包好.2.2.2 将裁好长度之铜箔居线包中间包紧,用焊枪迅速焊接铜箔.2.2.3 在对应位置焊接外铜箔引线,如需加套管则按适当长度加套管.2.2.4 将引线缠于指定PIN脚上.2.3 焊绕组铜箔2.3.1 方法同焊内铜箔.2.3.2 绕组铜箔主要是满足通过高电流的需要,各焊点需用复合基材包住防止短路.3. 注意事项3.1 背胶之铜箔不可有气泡、皱折、刺破等不良.3.2 点锡需适量,焊点需光滑,不可有堆锡及锡尖.3.3 焊接时间不可太长,以免烫破胶带.3.4 外铜箔需包正包平,不可歪向一边,否则可能会造成产品高压不良及影响外观.3.5 绕组铜箔之焊点需用复合基材正反包住,以免造成短路.3.6 外铜箔引线缠接时不可松散,应避免焊锡后造成焊点超高.3.7 焊好外铜箔后所包绝缘胶带不宜包得太紧,以免影响产品外观.六. 真空含浸1. 材料确认1.1 凡立水之确认1.1.1 凡立水与天那水(稀释剂)必须是同一厂家产品才能混合使用,混合后溶液比重为0.90-0.92.2. 作业步骤2.1 将产品整齐排放在含浸板上,放入80℃-100℃烤箱中预热30分钟.2.2 待产品冷却至60℃左右时,将产品整版放入含浸槽内.2.3 启动真空含浸机,抽气至40-50cm/Hg,导入凡立水,使凡立水淹没产品为准(不可淹没PIN脚),连续抽真空、破真空4-5次.2.4 放气后导出凡立水,再抽气至65-75cm/Hg,然后再放气,将产品取出稍吹干.2.5 将产品放入80℃烤箱预热1小时,再将温度调至100℃-110℃烘烤4小时,大颗产品和安规机种需多烘烤2小时.2.6 将产品取出烤箱,自然冷却(特殊情况可用风扇迅速冷却)后流程至下一工段.3. 注意事项3.1 凡立水和天那水为易燃有毒物品,含浸室内需保持良好的通风条件.3.2 每日含浸前必须检测凡立水之比重,凡立水在使用过程中会渐渐粘稠,必须补给稀释剂充分混合,使其比重达到要求.3.3 含浸用具必须定期清理,保持用具干净,以免影响含浸产品外观.3.4 每批产品出烘箱,IPQC必须拆解成品,确认产品最内层是否烘干,线圈是否固定.3.5 含浸后之产品必须保持外观洁净,无块状污物,CORE不可有松动情形.七. 整脚成形1. 调试整脚机1.1 装好适配的整脚板,启动后插入变压器整脚,取出产品检查PIN脚是否合格.2. 整脚作业2.1 将产品逐一插入整脚板整脚成形.2.2 所有经整脚成形之产品应整齐排放于盘中,不可随意乱放以免弄歪PIN脚.2.3 整脚时不可弄破BOBBIN支点及刮伤PIN脚.3. CT线成形3.1 确认CT线是否需加套管及套管材质、规格、长度.3.2 穿入要求之套管,检查镀锡部分长度是否正确.3.3 确认CT线成形位置,将CT线弯向工程图面要求位置.3.4 根据实际情况确定CT线是否需合脚处理.八. 贴标签(捺印)1. 材料确认1.1 标签之确认1.1.1 标签规格、材质及内容需正确,字体清晰,无漏字错字,周期是否有效.1.1.2 印章内容需正确,字体清晰,有周期的需将周期调至有效周期.1.2 产品之确认2.1 产品与标签(印章)是否相符,产品是否己完成贴标签(捺印)之前所有工序.2. 操作步骤2.1 将产品初级(或次级)朝同一方向摆放整齐.2.2 将标签粘贴(或捺印)于产品上.3. 注意事项3.1 标签大小原则上应小于所贴位置面积.3.2 标签需贴正贴平,标签与产品需完全接触,不可贴错、贴反、贴歪及漏贴.3.3 捺印之油墨应清晰,均匀,颜色需正确.九. 外检包装1. 材料确认1.1 包装盒之确认1.1.1 所用包装盒外观尺寸及包装数量是否符合客户要求.1.1.2 包装盒和外箱上之内容与产品料号是否相符.2. 外观检查2.1 确认产品是否完整,外观需洁净,无块状污物(凡立水);各外观尺寸需符合工程图面要求.2.2 BOBBIN不可有裂缝、破损、变形.2.3 CORE不可有严重错位、破损、变形及松动.2.4 TAPE不可有刺破、翘起、烫伤等不良.2.5 TUBE材质及长度是否正确,TUBE不可破损.2.6 要求点胶之产品,胶量及位置需正确,且必须起到固定的作用.2.7 要求打点之产品,颜色及位置需正确,且必须清晰,不可有打错、打反或漏打.2.8 有CT线(或飞线)之产品,出线位置及长度需正确,镀锡部分需光滑且不可有大头.2.9 产品PIN脚必须均匀光滑,不可有冷焊、空焊、漏焊、氧化、短路、倒钩或锡围,锡渣需清理干净.3. 装盒封箱3.1 将检验无误之产品按要求装入盒中.3.2 确认数量无误后封箱.4. 注意事项4.1 所有待包装产品需100%通过电气特性测试.4.2 不良产品必须进行修补,无法修补之产品方可报废.4.3 包装时不可有混料、多装及少装之情形.4.4 海运和空运之产品需慎重包装,以免运输时造成损坏.4.5 包装好之产品需经FQC检验OK后方可出货.。
高频变压器制作文档
《高频变压器制作文档》
嘿呀,大家好呀!今天我来给大家分享一下高频变压器的制作过程哦,这可是一个超级有趣的事儿呢!
有一次我就亲自搞起了高频变压器的制作,那可以说是一次难忘的经历呀。
我先把各种工具都准备得妥妥当当的,什么螺丝刀啦、钳子啦、铜线啦等等,就像准备上战场的战士一样,装备齐全得很嘞!然后呢,我就开始小心翼翼地绕线啦,每一圈都绕得特别仔细,心里想着可千万不能出错呀。
哎呀,这绕线的过程就像在给变压器编织一件特别的毛衣似的,真的需要特别的耐心哦。
我时不时还会停下来检查一下,生怕有哪里不完美。
接着就是安装铁芯啦,我对着那小小的铁芯研究了好久,想着怎么把它完美地安装进去。
就这么一会儿比划这儿,一会儿摆弄那儿的,终于给它找到了最合适的位置。
在整个过程中呀,我都特别的专注和认真,就好像在雕琢一件艺术品一样。
慢慢地,高频变压器在我的手中逐渐成型啦,看着它一点点变得完整,那种成就感简直爆棚呀!等最后完成的时候,我开心得都要跳起来了,哇塞,我自己亲手做出来啦!
这就是我制作高频变压器的有趣经历啦,真的是又好玩又有挑战性呢!大家也快来试试吧,感受一下制作高频变压器的独特乐趣哟!嘿嘿!。
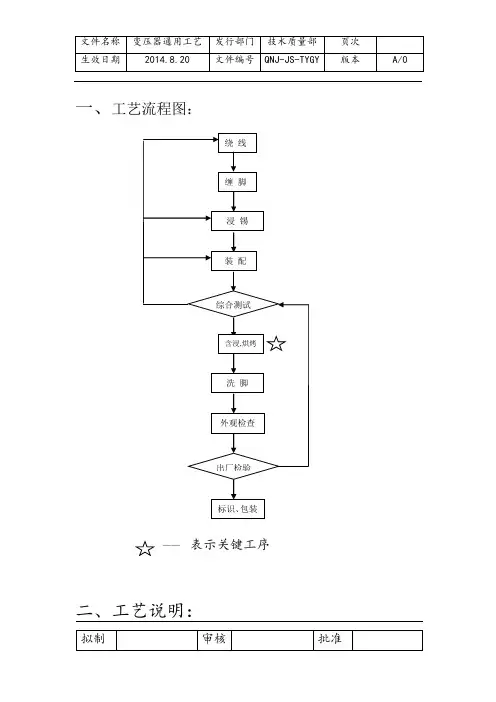
一、工艺流程图:—— 表示关键工序二、工艺说明:‹一›绕制绕线前准备:1、按照作业指导书准备原材料(骨架:幅宽、脚距、有无破损、毛刺;线:线径、型号、根数、无黑点打结等现象;胶带:颜色、宽窄度、粘结度等);2、绕线夹具紧密固定在绕线机主轴上,防止绕线圈数与起绕点变动;3、在上线时,线轴之间应保持一定的距离并用塑料袋套住作为保护,防止在绕线过程中线与线之间出现缠绕与打结等现象;4、铜线不能与金属或硬度过大的介质相接触,需要在必要的地方加海绵垫,并保证线的张力适中即可。
(当线直接与金属接触时,会损伤线的绝缘层,张力过大时会将线径拉小,影响产品的电气性能;张力过小时,线包不易绕平整且容易松散,会导致线包饱满,影响后继工序进行。
);5、保持工作台面干净、整齐,周转盒应摆放在规定位置。
与工作无关物品不得摆放在工作台上。
要求及注意事项:1、为保证工作效率,剪刀应随时握在右手里。
脚踏板放在自己合适的位置,踩踏后,脚应迅速离开脚踏板,避免在挂线时受伤。
2、认准骨架方向,骨架在上到绕线机夹具上时应保证接触紧密、方向一致、不得松动或脱落。
3、铜线在针脚上的缠绕方向与圈数应严格按照作业指导书执行。
4、绕制前检查前工序的脚位、槽位、线的根数、线圈胶带平整度等是否符合要求,不合格的产品应及时退回上工序返工,发现批量性的错误时应及时停止生产并上报相关负责人,进行错误隔离。
5、严格按照作业指导书要求来执行绕制步骤(进出线脚位、槽位、圈数、绕线方向)6、有挡墙(或有套管)的绕组必须依照作业指导书要求确定挡墙的宽度、厚度、层数与位置(或套管的露出长度、大小、位置与流线长度),线圈不能上挡墙。
7、有层间绝缘的绕组按照要求的层数进行层间绝缘,胶带的圈数应按照作业指导书进行操作。
8、要求散绕的绕组,左右留空,各线圈之间应保证均匀的间隙,并绕满整个绕线要求的幅宽;密绕的绕组,线与线之间不能留空,层与层之间不能留缝,不能出现交叉、堆积现象。
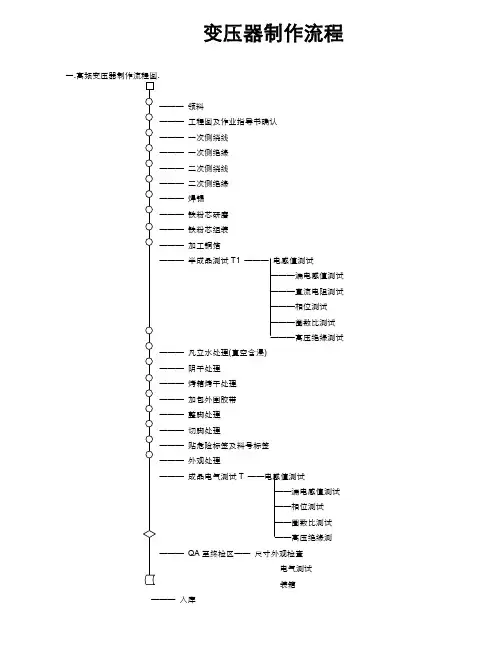
高频变压器绕制工艺一:绕线(1)winding the copper wire on the bobbin by machine根据生产工艺设定绕线圈数,包括总圈数与每工序的绕线圈数;慢车功能设置来控制柔和起步与停车缓冲;绕线速度设置;这些将决定变压器的电气性能。
二:包胶纸(1)wrapping the insulating tape绝缘胶纸的采用长度、宽度、位置都必须有明确规定,保证完全遮蔽导体,防止绝缘失效!三:焊接铜箔Soldering the copper foil焊接的温度、时间、焊点的光滑度都要有明确规定。
四:包铜箔wrapping the foil on the bobbin将铜箔(附焊线)包于图示位置。
五:包胶纸(2)wrapping the tape六:绕线(2)winding the wire七:浸锡(1)dip the pin into the tin骨架的PIN位浸锡;浸锡高度、时间、锡炉温度都要明确规定。
八:包胶纸(3)wrapping the tape九:绕飞线winding the wire依据指示图绕线十:包胶纸(4)wrapping the tape十一:剪线头cut the surplus wire把飞线依据图示尺寸剪平。
十二:浸锡(2)dip the wire into tin十三:浸锡检查check the soldering point and joint检查浸锡点是否平滑、是否被污染、短路等十四:装磁芯fit the ferrite core into the bobbin依据图示装磁芯十五:包胶纸(5)wrapping the outside tape将磁芯用绝缘胶纸包绕十六:电气性能测试tesing electric features测试火牛绝缘、包绕后的电气性能是否达标。
十六:高温干燥(1) drying in high temperature在恒温100度的环境里干燥30分钟左右。
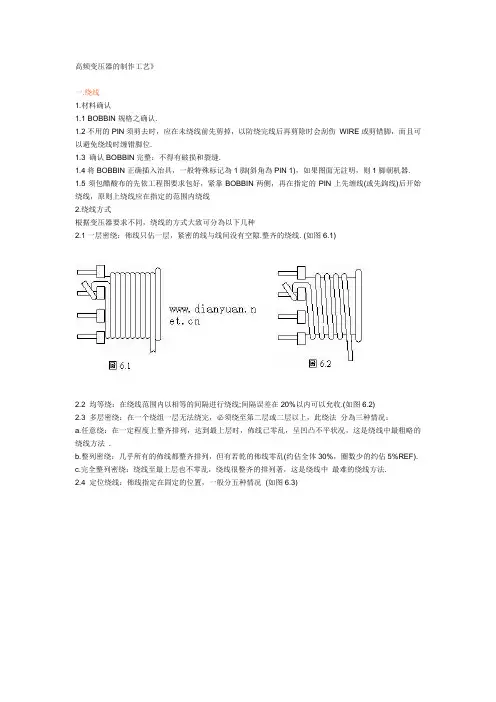
高频变压器的制作工艺》一.绕线1.材料确认1.1 BOBBIN规格之确认.1.2不用的PIN须剪去时,应在未绕线前先剪掉,以防绕完线后再剪除时会刮伤WIRE或剪错脚,而且可以避免绕线时缠错脚位.1.3 确认BOBBIN完整:不得有破损和裂缝.1.4将BOBBIN正确插入治具,一般特殊标记為1脚(斜角為PIN 1),如果图面无註明,则1脚朝机器. 1.5须包醋酸布的先依工程图要求包好,紧靠BOBBIN两侧,再在指定的PIN上先缠线(或先鉤线)后开始绕线,原则上绕线应在指定的范围内绕线2.绕线方式根据变压器要求不同,绕线的方式大致可分為以下几种2.1一层密绕:佈线只佔一层,紧密的线与线间没有空隙.整齐的绕线. (如图6.1)2.2 均等绕:在绕线范围内以相等的间隔进行绕线;间隔误差在20%以内可以允收.(如图6.2)2.3 多层密绕:在一个绕组一层无法绕完,必须绕至第二层或二层以上,此绕法分為三种情况:a.任意绕:在一定程度上整齐排列,达到最上层时,佈线已零乱,呈凹凸不平状况,这是绕线中最粗略的绕线方法 .b.整列密绕:几乎所有的佈线都整齐排列,但有若乾的佈线零乱(约佔全体30%,圈数少的约佔5%REF).c.完全整列密绕:绕线至最上层也不零乱,绕线很整齐的排列著,这是绕线中最难的绕线方法.2.4 定位绕线:佈线指定在固定的位置,一般分五种情况(如图6.3)图6.32.5 并绕:两根以上的WIRE同时平行的绕同一组线,各自平行的绕,不可交叉.此绕法大致可分為四种情况:(如图6.4)图6.43.注意事项:3.1当起绕(START)和结束(FINISH)出入线在BOBBIN同一侧时,结束端迴线前须贴一块横越胶布(CROSSOVER TAPE)作隔离。
3.2出入线於使用BOBBIN之凹槽出线时,原则上以一线一凹槽方式出线,若同一PIN有多组可使用同一凹槽或相邻的凹槽出线,唯在焊锡及装套管时要注意避免短路。