钣金展开技巧与示例
- 格式:doc
- 大小:2.10 MB
- 文档页数:12
锥形钣金展开技巧与实例可以按照以下步骤进行:1. 确定锥形角度:首先需要确定锥形钣金的锥角,这是展开操作的基础。
2. 划线:根据锥角和锥形底部的直径,划出钣金件的展开轮廓线。
展开轮廓线应该精确,以确保展开后的形状正确。
3. 确定展开方式:根据钣金材料和形状,选择合适的展开方法。
常用的有三角形展开法、辅助曲线展开法等。
对于锥形钣金,需要考虑到材料的弯曲和变形,选择合适的展开方式。
4. 制作样板:根据展开后的形状,制作相应的样板或者模具。
样板应该精确,并经过试验验证以确保正确的形状和尺寸。
5. 实际操作:a. 将锥形钣金分成多个部分,以便于展开操作。
b. 使用剪切工具按照轮廓线进行切割。
如果使用机械剪切刀,需要考虑到材料的弯曲和变形,进行适当的调整。
c. 将切割后的部分展开,使用样板进行校验,确保形状和尺寸正确。
d. 对锥形钣金进行进一步的加工和处理,如钻孔、攻丝等,以满足实际应用的需要。
以下是一个具体的实例:实例:制作一个锥形管接头步骤1:确定锥角和锥形底部的直径,画出展开轮廓线。
在本例中,锥角为45度,锥形底部直径为6英寸。
步骤2:选择合适的展开方法。
由于锥形底部为圆形,可以使用三角形展开法结合辅助曲线进行展开。
步骤3:制作样板。
根据展开后的形状,制作一个锥形模具,用于后续的加工和处理。
步骤4:实际操作。
将锥形管接头分成三个部分,使用剪切工具进行切割。
将切割后的部分按照轮廓线展开,使用制作的锥形模具进行校验。
确保形状和尺寸正确后,进行钻孔、攻丝等进一步处理。
在制作过程中需要注意以下几点:1. 确保划线精确,以避免展开后的形状错误。
2. 根据材料的性质和弯曲程度,选择合适的剪切工具。
3. 校验展开后的形状和尺寸,确保符合要求。
4. 遵循安全操作规程,使用正确的工具和设备进行加工和处理。
通过以上技巧和实例,可以更好地掌握锥形钣金展开的操作方法,提高制作效率和准确性。
新手入门如何学习钣金放样展开,老师傅分享篇(二)1、平面立体棱柱体、棱锥体、多面体2、曲面立体有一条直母线或曲线母线绕一固定轴线旋转而成形成旋转体。
如圆柱、圆锥、球等。
三角形展开法的原理:任何平面都可以看成是由若干三角形组合而成。
任何曲面,我们也可以近视看成是由若干三角形组合而成然后把表面这些小三角形按原来的相互位置和顺序不遗漏地铺平开来,则形体表面就被展开了。
1、天方地圆构件的展开2、方形锥面管的展开3、圆底圆顶成直角异形接头的展开4、作斜天圆地方构件的展开图放射线展开法的作图步骤,可归纳为:(1)在放样图中将形体表面正确分割成若干小三角形。
(2)求所有小三角形各边的实长。
(3)以放样图中各小三角形的相邻位置为依据,用已知的或求出的实长为半径,通过交轨法,依次展开所有小三角形,最后将所得的交点视构件具体情况用曲线或用折线连接起来,由此得到所需构件的展开图。
基本知识:由两个或两个以上形体组合而成的构件称为相贯体。
其表面的交线称为相贯线。
对于相贯体构件的展开而言,关键就是相贯线的求法。
常见的相贯线求法有直线型相贯线法、素线法,纬线法、辅助平面法等。
1、求形体表面上点的投影(1)用素线法求形体表面点的投影原理:设想圆锥面是由许多素线所组成的,圆锥面上任一点必然在过该点的素线上。
只要求出该点的素线投影,即可求出该点的投影。
(2)用纬线法求形体表面点的投影原理用过形体表面任一点所作的平面截切形体,可得到一条纬线(面与形体的交线),那么该点必定在该纬线上,只要把该纬线投影到另一视图上,就可求出该点在另一视图上的投影。
(3)用辅助平面法求形体表面点的投影原理:用辅助平面同时截切两相贯体,找出截面与交线的交点——相贯点。
2、求形体相贯线(1)直线型相贯线(2)用素线法求圆锥面直交圆柱面的相贯线及展开图(3)用纬线法求圆柱面侧面直交正圆锥面的相贯线及展开图(4)用辅助平面法求两圆柱正交的相贯线并作其表面展开图(1)用纬线法作球面的展开图原理:若沿着纬线的方向划分球面,相邻两纬线之间的球面被近似地看成以相邻两纬线为上、下底边的正圆锥面或圆柱面。
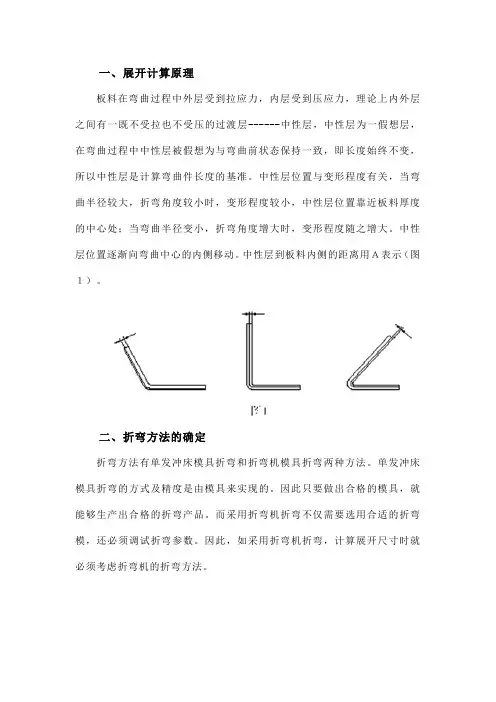
一、展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,理论上内外层之间有一既不受拉也不受压的过渡层------中性层,中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大。
中性层位置逐渐向弯曲中心的内侧移动。
中性层到板料内侧的距离用A表示(图1)。
二、折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法。
单发冲床模具折弯的方式及精度是由模具来实现的。
因此只要做出合格的模具,就能够生产出合格的折弯产品。
而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数。
因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法。
1.一次一道弯。
此种折弯由普通通用折弯模来完成。
包括折直角,钝角和锐角(图2)。
2. 一次折两道弯——压锻差。
此种折弯由专用特殊模来完成,但折弯难度比普通折弯大(图3)。
3. 压死边。
此种折弯也须用特殊模来完成(图4)。
4.大R圆弧折弯。
些种折弯如R在一定范围内,可用专用R模压成形,如R值过大,则须用小R模多次压制成形(图5)。
这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍。
如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L1,如图6所示。
折弯高度H的经验值根据产品形状有如下三种(以90度为例,钝角和锐角与直角相近相似)。
1.简单的90度单边折弯(图7)。
如图7所示,此种折弯只需考虑下模V形槽中心到折弯机定位挡块的距离即可确定。
通常H值为H≥3.5 T + R (R 在1mm 以下)。
cad钣金展开技巧与实例
CAD(计算机辅助设计)在钣金加工中扮演着重要的角色,能够帮助设计师进行展开图的绘制和钣金零件的设计。
以下是一些常用的CAD钣金展开技巧和实例:
1.基础几何图形:CAD软件通常提供了各种基础几何图形的
绘制工具,如矩形、圆形、椭圆等,这些图形可以用于绘
制钣金零件的基本形状。
2.弯曲操作:钣金件通常需要进行弯曲和折弯操作,CAD软
件可以通过将设计中需要弯曲的区域指定为弯曲线,然后
应用弯曲角度和半径进行模拟和展开。
3.展开图绘制:根据钣金零件的3D模型,使用CAD软件可
以生成对应的展开图,用于制作钣金模具和进行裁剪和拼
接。
4.破折线展开:当钣金零件需要沿着曲线部分进行展开时,
可以使用CAD软件绘制破折线来近似曲线,然后进行展开。
5.直角展开:当钣金零件存在直角或直线边缘时,可以通过
CAD软件直接进行展开,无需额外处理。
6.多边形展开:一些特殊形状的钣金零件,如多边形、有孔
的形状等,可以使用CAD软件将其展开为规则的展开图。
这些技巧和实例只是钣金展开设计中的一部分,具体应用要根据实际情况选择合适的方法和CAD软件。
不同的CAD软件可能会有不同的工具和操作方式,因此根据所使用的具体软件,可
以查阅相关文档或进行相关培训来了解更多有关CAD钣金展开的技巧。
一展開培訓1. 目的: ..............................................................................................................................................................................2. 適用范圍: ......................................................................................................................................................................3. 鈑金件及其圖面的特征: ..............................................................................................................................................3.1折彎特征23.2非折彎特征44. 展開的工作內容介紹:44.1展開前準備工作44.2展開作業規范55. 各種折彎特征的展開系數算法: ...................................................................................................................................6. 折彎示意圖的制作及折彎方向的准確辨認: ...............................................................................................................一般折彎之三﹕R=0﹐θ≠90˚一般折彎之四﹕R≠ 0﹐θ≠90˚一般折彎之五﹕Z折 (直邊段差) 一般折彎之六﹕Z折 (非平行直邊段差)一般折彎之七﹕Z折(斜邊段差)一般折彎之八﹕Z折(過渡段為兩圓弧相切)一般折彎之九﹕反折壓平一般折彎之十﹕N折➢插入原圖,打開原圖(^O), 拷貝(^C), 建新檔(^N), 粘貼(Edit\Paste as Block), 查看電子檔原圖版次与客戶提供的圖紙是否一致. 用訂單號名稱加原圖檔名作為展開圖的檔案名,存入(^S)私人檔案目錄,待工程圖完成后再存入(SA)网絡.➢客戶圖面复查,拷貝粘貼成塊的原圖后,將其炸開,對其進行圖面尺寸檢查及相應的圖元修改。
—、 折床工作原理折弯就是将上、下模分别固定于折床的上、下工作台 ,利用液 压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而 实现对板材的折弯成形。
—、★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现 形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。
★折弯V 槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折 弯展开会根据上模和下模的不同而发生相应的变化, 在更换模具时 必须考虑进去。
★折床的运动方式有两种:上动式:下工作台不动,由上面滑块下降实现 施压;下动式:上部机台固定不动,由下工作台上升 实现施压。
★工艺特性1.折弯加工顺序的基本原则:由内到外进行折弯;由小到大 进行折弯;先折弯特殊形状,再折弯一般形状。
2.90。
折弯及大于90°小于180°折弯选模:一般在SOP 没 有特殊要求或没有特殊避位的最好选用刀口角度为 88。
或90的折弯上模,这样可 以更好的保证折弯角度的稳定性。
、 厂*G・-&U・三、折弯展开尺寸计算方法,如右图<1>直角展开的计算_______________方法当内R角为0.5 「时折弯系数(K)=0.4*T,前提是料厚小于5.0MM 下模为5TL1+L2-2T+0.4*T=展开<2>钝角展开的计算方法如图,当R=0.5时的展开计算A+B+K= 展开1800-2K —x 0.4a=所有折弯角度<3>锐角展开的计算方法900折弯展开尺寸=L1+L2-2T+折弯系数(K),如右图:当内R角为0.5时折弯系数(K)=0.4*T,L1和L2为内交点尺寸展开=L1+L2+KK=( 180 —@) /90 *0.4T<4>压死边的展开计算方法选模:上模选用刀口角度为300小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
先用441所选的模具将折弯角度折到约300-650.展开=L1+L2-0.5T<5>压U边选模:上模选用刀口角度为300的小尖刀,下模根据SOP 及材料厚度选择V槽角度为300的下模。
cad钣金展开技巧与实例
CAD软件可以在进行钣金件展开时提供许多技巧和功能。
以下是几种常用的技巧和示例:
1. 使用参数化建模:通过在CAD软件中设置参数化的尺寸和约束条件,可以轻松地对零件进行快速调整和修改。
2. 利用模块化设计:将设计的钣金零件模块化,使其易于装配。
通过CAD软件的组件化设计功能,可以更方便地进行展开。
3. 使用智能的展开模块:一些CAD软件提供智能展开模块,能够自动将设计的3D零件展开,并生成成品展开图。
4. 借助约束和绘图工具:在CAD软件中使用约束和绘图工具可以帮助确定展开图的各个零件的尺寸和位置。
5. 应用零件库:部分CAD软件支持零件库功能,可以保存常用的钣金零件,在设计新零件时将其重用。
以上这些技巧可以帮助设计师更快速、高效地进行钣金
件的展开设计。
当然,在具体操作时,还需要根据CAD软件的具体功能和使用方法进行操作。
您可以找到相关的教学视频或者书籍以帮助您更好地掌握这些技巧。
锥形钣金展开技巧与实例锥形钣金是一种常见的钣金加工工艺,它的展开过程是将锥形零件展开成平面形状,以便进行下一步的加工和制作。
展开技巧的掌握对于锥形钣金加工来说至关重要,下面将介绍一些展开技巧,并结合实际案例进行说明。
1. 确定展开形状:首先需要确定锥形零件的形状,包括顶部和底部的直径、高度等。
根据这些参数,可以确定展开形状的尺寸和比例关系。
例如,假设我们需要展开一个圆锥形的零件,顶部直径为10厘米,底部直径为20厘米,高度为30厘米。
根据这些参数,我们可以计算出展开形状的尺寸和比例关系。
2. 分割展开形状:将展开形状按照一定的规则进行分割,以便于展开成平面形状。
常用的分割方法有等分法、等边法等。
继续以上面的圆锥形零件为例,我们可以使用等分法进行展开形状的分割。
假设我们将展开形状分成12个等分,那么每个等分的角度为360度除以12,即30度。
3. 绘制展开图:根据分割后的展开形状,绘制展开图。
展开图应包括展开形状的各个部分以及它们之间的连接方式。
在我们的例子中,展开图应包括一个圆形和一个扇形。
圆形代表底部直径为20厘米的圆形部分,扇形代表顶部直径为10厘米的扇形部分。
这两部分通过一条直线连接起来。
4. 计算展开长度:根据展开图计算展开长度。
展开长度是指展开形状在平面上的长度,可以通过展开图的尺寸和比例关系进行计算。
对于我们的圆锥形零件,展开长度可以通过计算圆形的周长和扇形的弧长之和来得出。
5. 制作展开模板:根据展开图和展开长度制作展开模板。
展开模板是用来进行钣金加工的模板,根据它可以将锥形零件展开成平面形状。
我们可以根据展开模板进行钣金加工,将锥形零件加工成平面形状。
通过掌握展开技巧,我们可以更加高效地进行锥形钣金加工,并确保加工出的零件符合要求。
展开技巧在锥形钣金加工中起着重要作用。
通过确定展开形状、分割展开形状、绘制展开图、计算展开长度和制作展开模板等步骤,我们可以更好地进行锥形钣金加工,并获得高质量的平面形状零件。
钣金展开计算方法及工艺处理一、钣金件展开方法:1、展开的计算原理:板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用<90时)2.计算方法:2.1展开的基本公式:展开长度=料内+料内+补偿量展开长度=料外+料外-补偿量2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值3、预开底孔3.1.展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品).压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五)4.开工艺孔:对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。
(便于减少模具及加工时间)。
4.1图有三种情况:全包、半包、搭边。
①所有搭边关系的,无需开工艺孔;②对于有包边板厚T〈1.5mm,无需开工艺孔;③对于有包边且板厚T≥1.5mm,需在转角处加开工艺孔。
工艺孔有两种方式:圆和U形;长圆孔的圆心在折弯线上。
如图a.b所示1.展开后为线段的部分,将其处理成下图所示工艺孔形式:如图c所示工艺孔宽度取0.5(LASER)或2.0(NCT)。
3当抽形边缘与折弯边(内尺寸)距离小于2.0mm,则会影响折弯加工,此时,相应折弯变形区作割孔处理或更改抽形尺寸,如附图e所示:1)在下列情况下,一律不允许开工艺孔:①有外观面或装配关系要求,未经客户允许的工件;②单独出货,未经客户允许的散件。
钣金展开技巧与示例 Revised as of 23 November 2020一展开培训1. 目的: ...............................................................................................................................................................................2. 适用范围: .......................................................................................................................................................................3. 钣金件及其图面的特征: ...............................................................................................................................................3.1折弯特征23.2非折弯特征 44. 展开的工作内容介绍: 44.1展开前准备工作44.2展开作业规范 55. 各种折弯特征的展开系数算法: ....................................................................................................................................6. 折弯示意图的制作及折弯方向的准确辨认: ................................................................................................................一般折弯之七﹕Z折(斜边段差)一般折弯之八﹕Z折(过渡段为两圆弧相切)一般折弯之九﹕反折压平一般折弯之十﹕N折➢插入原图, 打开原图(^O), 拷贝(^C), 建新档(^N), 粘贴(Edit\Paste as Block), 查看电子档原图版次与客户提供的图纸是否一致. 用订单号名称加原图档名作为展开图的档案名,存入(^S)私人档案目录,待工程图完成后再存入(SA)网络.➢客户图面复查, 拷贝粘贴成块的原图后,将其炸开,对其进行图面尺寸检查及相应的图元修改。
钣金展开技巧与实例钣金是一种常用的金属加工工艺,通过对金属板材的切割、弯曲、冲压等操作,制作出各种形状的零件和结构。
在钣金加工中,展开是一项重要的技术,它可以将三维形状的物体展开成二维平面的零件图纸,为后续的切割和弯曲提供准确的参考。
本文将介绍钣金展开的技巧与实例。
一、常用的钣金展开技巧1. 整体展开法:将钣金零件整体展开成一个平面,适用于平面或简单形状的零件。
该方法简单快捷,适用于一些简单的钣金零件的展开。
2. 分段展开法:将复杂形状的钣金零件划分为若干简单的几何形状,分别进行展开。
然后将这些展开零件进行叠加或拼接,得到最终的展开图。
这种方法适用于复杂形状的钣金零件的展开。
3. 逆向展开法:根据钣金零件的最终形状,反向推导出展开图。
这种方法适用于对称或规则形状的钣金零件的展开。
4. 三维CAD软件展开法:利用CAD软件进行钣金零件的三维建模和展开。
通过软件的辅助,可以快速准确地完成钣金零件的展开。
二、钣金展开实例1. 直角槽展开:以一个直角槽为例,展开过程如下:a) 首先,根据直角槽的尺寸,在纸上画出一个等大的矩形。
b) 确定直角槽的展开方向,并在矩形上标记出直角槽的长度和宽度。
c) 使用尺子或量具,按照标记的长度和宽度,在矩形上划出直角槽的展开图。
d) 根据展开图,切割钣金板材,然后进行折弯和焊接等工艺,最终得到直角槽零件。
2. 弯曲形展开:以一个弯曲形为例,展开过程如下:a) 首先,根据弯曲形的形状,在纸上画出一个等大的矩形。
b) 确定弯曲形的展开方向,并在矩形上标记出弯曲形的长度和宽度。
c) 通过测量弯曲形的弯曲角度和半径,计算出弯曲形的展开长度。
d) 使用尺子或量具,在矩形上划出弯曲形的展开图。
e) 根据展开图,切割钣金板材,然后进行折弯和焊接等工艺,最终得到弯曲形零件。
3. 复杂形状展开:以一个复杂形状的钣金零件为例,展开过程如下:a) 首先,利用测量工具对钣金零件的各个尺寸进行测量,记录下来。
常用的钣金展开计算方法与技巧,绝对好宝典,好好收藏吧展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层—中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲关径弯小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中收的内侧移动,中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量1.1 中性层系数注明:K1适用于有顶底的V形或U形弯曲,K2适用于无顶底的V 形弯曲.但通常我们习惯取K2值。
1.2 压弯90度角的修正系数a值注明:此数据可单独用于90度角的折弯修正,也可与中性层系数互相检查核对。
1.3 其余图形展开计算方法:1.4 当折弯角度为90度,r=0(俗称“90度清角”)时,各材料厚度对应的经验值:r/t≦0.5时,均可按90度清角计算展开长度.展开注意事项为了防止产品展开过程中的失误,造成下料模的多次修改, 特制定下料模的制作方式.(1). 凡对一些展开存在不确定因素的产品, 例如, 有拉伸性质的展开, 多次折弯, Z折,有拉料现象等产品的下料模, 经工程分析有必要先试模的, 其制作方式如下:A. 下料模的模板先不完全加工完毕,先完成机加及热处理部分,线割部分暂缓加工.B. 成型模先做, 试模时先镭射(按下料模展开尺寸)试模, 产品先做实测, 不合格时修正展开尺寸再镭射,一直修到合格为止, 合格样品送客户先承认.C. 样品经客户承认后, 按修正展开尺寸整理下料模, 进行下料模的线割加工.(2). 对展开较直观的, 可基本控制的产品, 一般只要经俩人展开核对无误,下料模可按正常方式加工。
一展開培訓
1. 目的: (1)
2. 適用范圍: (1)
3. 鈑金件及其圖面的特征: (1)
3.1折彎特征 2
3.2非折彎特征 4
4. 展開的工作內容介紹: 4
4.1展開前準備工作 4
4.2展開作業規范 5
5. 各種折彎特征的展開系數算法: (8)
6. 折彎示意圖的制作及折彎方向的准確辨認: (12)
此時直接可對這些被過濾出來的物体進行刪除、移動等操作.或在這些操作的命令提示Select objects:中鍵入P,便可選中剛被過濾出來的物体.
4.2展開作業規范:
展開的重點還是在了解產品形狀、結构及功能.所以首先要縱觀全圖, 找到圖面中的主視圖.
可認為鈑金產品分為前﹑后﹑左﹑右﹑正面五個大部分,在加工過程中前﹑后﹑左﹑右四部分
是以正面為基准,將依次從外到內折起來的.反過來,展開就是找到該基准面作為正面,然后將
前﹑后﹑左﹑右各部分依次從外到內攤開來.閱讀鈑金圖面時,是從前﹑后﹑左﹑右這四部分側
視圖中了解整個產品的大致折彎結構的.
➢展開的總原則是:由外到內,由小到大,由中間到四周,由易到難
由于圖面中各個視圖都是相互關聯的,故展開的一般原則是外到內,由小到大,由中間
到四周,這也是符合鈑金件的折彎加工次序的.
由外到內就是參照側視圖的中折彎示意,确定哪個面是最外側,哪個面是在中間,哪個面
在最里面,然后先把最外面的圖元接到中間的面上,再把它們與最里面對接. 否則會把外面的
鈑金面投影到里面的元素刪除掉.如下圖中的A~E面的對接展開.
由小到大就是先把要連接到各面中的小折完成,再將它與其它面相接.力爭把每個面上要
連到它四周的圖元先處理好后再接到其它的圖面上去.
文件系統主題文件編號﹕
由中間到四周就是先把各面中的抽形﹑抽孔﹑抽牙﹑小折﹑卡鉤完成, 再將它與其它面相接.這也是為了先展開完每個面上自身的圖元,然后直接與其它面相接即完成整個展開工作.
由易到難是考虙到圖形复雜時,可能有某些局部結构一下子維以想像出來,影響整個展開工作.些時可先不考虙該部分結构,轉而先把其它部分展開,得出整個產品的總体結构,最后再回來想像原先那部分复雜結构,困難會大大減少.
➢展開的基本方法:了解產品的各個面之間的連接關系后,就可進行展開. 展開的基本方法就是面與面對接.用拷貝、复制、鏡像的方式把要對接的鈑金面放置到要與之對接的鈑金面旁邊,進行多余圖元清理后即可對接展開.如下圖中的D、E處的鈑金面.
➢簡單鈑金面的快速展開
展開的基本方法是面與面對接,但若有部分鈑金面非常簡單,其上沒有任何圖元或只有兩端的倒角圓弧時,可以采取直接畫出該部分鈑金面的方法.這种情況對簡單鈑金面的“ㄋ”形折時尤其省時.
文件系統主題文件編號﹕
➢多個相同小折(群)的拷貝
展開中若遇到有多個相似結構, 一般應分別展開.但若它們在一條直線上排列,且側視圖又重疊,則可認為它們是相同結构.此時可只展開一處,然后將其以塊的形式(CV)拷貝到各處.其它不在一條直線上的相似結構,若經過對比(CV)是相同圖元后也可用此方法. 如下圖的A和B處的小折群以及C和D、E、F的小折
➢每個鈑金面上圖元的存在判定
通常,鈑金圖的2D圖需要分清虛實線才可進行展開,除非是簡單的圖面或有各种剖視圖作補充.若鈑金件是用Pro/E的鈑金方式生成,則轉成2D后,會分成三種線型:灰色的虛線、白線和綠線;若是用Pro/E的實体方式,則只有灰色的虛線和白線
一般來說,一個面上的虛線圖元是不存在于該面上的圖元,若一個面上有兩層實線的圖元,則底層的圖元也是不存在于該面上的圖元..
文件系統主題文件編號﹕。