有色金属熔炼与铸造02
- 格式:ppt
- 大小:1.52 MB
- 文档页数:63
有色金属熔炼与铸造教学基本要求(78学时)一、课程性质和任务《有色金属熔炼与铸锭》是有色金属压力加工专门化方向的一门主干专业课。
其任务是:本课程主要学习熔炼炉的基本知识、重有色金属合金成分控制、铸造相关知识、铸锭凝固基本原理以及有色金属熔铸技术知识等内容。
使学生具备高素质劳动者和中初级专门人才所必需的金属压力加工专业的基本知识和操作技能,毕业后能从事有色金属压力加工车间的生产和技术管理工作。
二、课程教学目标本课程的教学目标是:通过对本课程的学习,使学生应具备初步的选用合金、配制原材料和选择熔炼工艺的能力;具备分析生产中有关问题和提供解决方案的能力;同时对国内外有关的新知识、新材料、新技术和新工艺等有较全面的了解,提高学生的全面素质,为学生以后的毕业实习、职业技能鉴定等打下基础。
(一) 知识教学目标1.掌握各种合金的成分、物理、化学性质及其特点。
2.熟悉常用几类熔炼炉的结构特点及作用。
3.能准确调配合金的成分。
4.掌握各类合金的熔炼工艺。
5.了解重有色金属及其合金铸锭生产设备装置、原理特点、生产操作及铸造工艺。
6.要求基本掌握铸锭凝固基本原理以及铸锭常见缺陷分析。
7. 掌握有色金属熔铸技术知识。
(二) 能力培养目标1.初步掌握有色金属及合金的成分,能够辨别各类有色金属。
2.初步掌握熔炼炉的结构特点及其维护的能力。
3.具有常见合金成分的调配能力。
4.掌握基本的熔炼工艺知识。
5.掌握铸锭生产的基本方法,能进行重有色金属及其合金铸锭生产的基本操作能力与设备维护能力。
6.能进行铸锭质量的检查。
7.具有安全操作生产的技术知识。
(三) 思想教育目标1.具有热爱科学、实事求是的学风和创新意识、创新精神。
2.具有良好的职业道德,热爱本专业工作,具有为本职工作献身的精神。
三、教学内容和要求基础模块(一) 有色全属熔炼的基本原理1.金属的氧化、挥发和除渣精炼1.1氧化的热力学原理掌握金属氧化的热力学条件和判据掌握非标准状态下金属氧化的热力学条件和判据1.2氧化的动力学掌握金属氧化机理和氧化膜结构。

熔炼与铸造原理与技术一、课程说明课程编号:060103Z10课程名称:熔炼与铸造原理与技术/ Melting and Casting of Nonferrous Metal课程类别:学科专业课程学时/学分:32/2.0先修课程:材料科学基础适用专业:材料科学与工程专业本科生建议教材及参考书:(1)《有色金属熔炼与铸锭》,陈存中编著,冶金工业出版社,1988年。
(2)《铜及铜合金熔炼与铸造》,娄花芬,黄亚飞,马可定编著,中南大学出版社,2010年。
(3)《变形铝合金熔炼与铸造》,王立娟,张万金,吴欣凤编著,中南大学出版社,2010年。
二、课程设置的目的、意义有色金属熔炼与铸造是材料科学与工程专业四年制本科生选修的一门专业课程,也是全校本科大材料类专业(如包括:粉末冶金等)本科生的选修课程。
通过本课程的学习,学生将掌握有色金属熔炼与铸造的基本原理,熟悉有色金属熔炼与铸造的相关技术、工艺与装备,可为从事铝合金、铜合金、镁合金等熔炼与铸造工作和后续专业课的学习奠定基础。
三、课程目标3.1课程对毕业生能力支撑本课程对应毕业要求1-5、2-4、3-2、4-1、5-1、6-2、7-2,具体内容如下:毕业要求1-5:掌握解决本专业复杂工程问题所必须的专业知识,能够运用所学的专业知识与相关自然科学知识对材料生产方案进行初步评估;能够运用所学的专业知识和数学基础知识材料生产过程多因素影响工艺模型选用合适的方法求解和评估;毕业要求2-4:掌握分析研究材料生产复杂工程问题所需的专业理论知识。
能够运用所学专业理论知识分析材料组成-工艺-结构-性能的相互关系与制约规律,识别材料生产过程不同阶段的关键;毕业要求3-2:掌握材料设计与生产所需的专业理论知识。
通过系统掌握本专业领域技术基础理论,能够清晰地描述出一个设计任务需求,并能够识别该任务所面临的各种制约条件,能从多种备选材料生产制备方案和系统里面进行优选;毕业要求4-1:根据工程应用的需要,能够根据材料工程技术研究的需要选择合适的实验手段对材料组成、组织结构、性能及其相互关系,对试验数据做出正确的分析,为材料的应用提出合理建议;毕业要求5-1:系统地掌握材料科学与工程基础理论,掌握相关技术基础理论和现代分析方法在材料制备技术中的应用知识与应用技巧;系统地掌握材料工程领域主要制备技术,深入了解新材料与材料加工新技术的发展方向;毕业要求6-2:能正确认知材料科学与工程中新材料与先进加工方法对社会进步的重大促进作用,了解材料科学与工程对社会对国防的重要意义;毕业要求7-2:了解材料科学与工程中各种工程实践活动对社会对自然环境的作用,掌握一定职业保健知识与技能,了解一定环保知识与环保技术。
第二章铝合金的冶炼1.金属铝的制取金属铝最初是用化学法制取的。
1825年丹麦化学家H.C.Örested和1827年德国Wöhler F.分别用钾汞齐和钾还原无水氯化铝,都得到少量金属粉末。
1854年Wöhler F.还用氯化铝气体通过熔融钾的表面,得到了金属铝珠,每颗重约10~15mg,因而能够初步测定铝的密度,并认识到铝的熔点不高,且具有延展性。
后来,法国S.G。
Deville用钠代替钾还原熔融的氯化钠_氯化铝络盐,也制取金属铝。
1854年他在法国巴黎附近建立了一座小型炼铝厂。
1865年俄国 H.H.BeKeTOB 提议用镁来置换冰晶石中的铝,这一方案被德国Gmelingen Aluminium und Magnesium Fabrik 采用。
由于电解法兴起,化学法便渐渐被淘汰。
在整个化学法炼铝阶段中(1854~1895年),大约总共生产了200Ton铝。
电解法熔炼铝起源与1854年。
当时德国R.W.Bunsen和法国S.C.Deville分别电解氯化钠_氯化铝络盐,得到金属铝。
1883年美国S.Bradley申请了电解熔融冰晶石的专利。
1886年美国的C.M.Hall 和法国的L.T.Héroult同时发明了冰晶石_氧化铝融盐电解法并申请到专利。
此法便是一百年来全世界炼铝工业上采用的唯一方法,统称为霍尔_埃鲁法。
中国的炼铝试验工作起始自1934年天津的黄海化学工业社,用800A预焙阳极电解槽炼出金属铝。
抚顺铝厂开始兴建于1937年,电解槽为自焙阳极式,电解强度为2400 A,最高年产铝量达到8000Ton。
台湾省高雄铝厂亦兴建于1937年。
从南阳 Bintan岛运来三水铝土矿,在厂内用拜耳法生产氧化铝,用24000A 和30000A自焙阳极电解槽生产铝,最高年产量达到10KTon。
新中国成立后,铝合金工业得到迅速的发展。
我国的铝冶炼工业经过几十年的发展,取得了前所未有的成绩,2000年氧化铝产量达429万Ton,铝锭283万Ton,我国已成为世界铝生产和消费的大国。
铸造基础知识铸造的定义——铸造是将通过熔炼的金属液体浇注入铸型内,经冷却凝固获得所需形状和性能的零件的制作过程,是制造业常用的制造方法之一。
铸造是一种古老的制造方法,在我国可以追溯到6000年前。
随着工业技术的发展,铸大型铸件的质量直接影响着产品的质量,因此,铸造在机械制造业中占有重要的地位。
铸造工艺种类:铸造工艺可分为重力铸造、压力铸造、砂型铸造、压铸、熔模铸造和消失模铸造。
铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。
各种特种铸造方法均有其突出的特点和一定的局限性,对铸件结构也各有各自的特殊要求。
重力铸造重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
压力铸造压力铸造是指金属液在其他外力(不含重力)的作用下注入铸型的工艺。
广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。
这几种铸造工艺是目前有色金属铸造中最常用的、也是相对价格最低的。
砂型铸造砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。
砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。
砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。
砂型铸造用的模具,以前多用木材制作,通称木模。
木模缺点是易变形、易损坏;除单件生产的砂型铸件外,可以使用尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。
虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。
此外,砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。
但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,必须重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。
第一部分有色金属熔炼的基本原理第一章:金属的氧化、挥发和除渣精炼一、响氧化烧损的因素及降低烧损的方法1、影响因素:(1) 金属及其氧化物的性质:与氧的亲和力越大,烧损就越大致密度越大,则烧损就越大(2) 熔炼温度越高,氧化反应就越厉害,烧损也就越严重(3) 炉气性质:炉气的氧化性强,一般烧损程度也大对于Cu熔炼来说,CO2、H2O呈中性,但有时H2O会有烧损影响,H2、CO 呈还原性。
Cu+H2O=Cu2O+H2(4) 其它因素:炉料的块度越大,烧损程度就越大;熔炼时间越长,烧损程度也会越大;2、降低氧化烧损的方法从分析影响氧化烧损的诸因素可以看出,当所熔炼的合金一定时,主要从熔炼设备和熔炼工艺两方面来考虑。
(1) 选择合理炉型:尽量选用熔池面积较小、加热速度快的熔炉。
(2) 采用合理的加料顺序和炉料处理工艺:易氧化烧损的炉料应加在炉料下层或待其他炉料熔化后再加入到熔体中,也可以中间合多形式加入。
(3) 采用覆盖剂(4) 正确控制炉温(5) 正确控制炉气性质:对于氧化精炼的紫铜及易于吸氢的合金,宜采用氧化性炉气。
在紫铜熔炼的还原阶段及无氧铜熔炼时,宜用还原性炉气,并且用还原剂还原基体金属氧化物。
(6) 合理的操作方法:例如熔炼含铝、硅的青铜时,应注意操作方法,避免频繁搅拌,以保持氧化膜完整。
(7) 加入少量α>1的表面活性元素,其目的是改善熔体表面氧化膜的性质,能有效地降低烧损。
二、减少杂质污染金属的途径1、选用化学稳定性高的耐火材料。
紫铜、黄铜、硅青铜、锡青铜可用硅砂炉衬。
2、要可能条件下采用纯度较高的新金属料以保证某些合金纯度的要求。
3、火焰炉应选用低硫燃料4、所有与金属炉料接触的工具,尽可能采用不会带入杂质的材料制作,或用适当涂料保护好。
5、变料或转换合金时,应根据前后两种合金的纯度和性能的要求,对熔炉进行必要的清洗处理。
6、注意辅助材料的选用。
7、加强炉料管理,杜绝混料现象。
三、金属的脱氧所谓脱氧就是向金属液中加入与氧亲和力比基金属与氧亲和力更大的物质,将基体金属氧化物还原,本身形成不溶于金属熔体的固态、液态或气态脱氧产物而被排除的工艺过程。
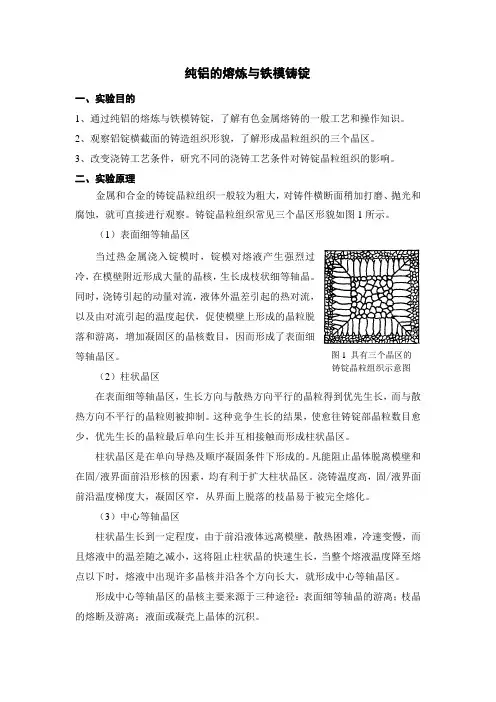
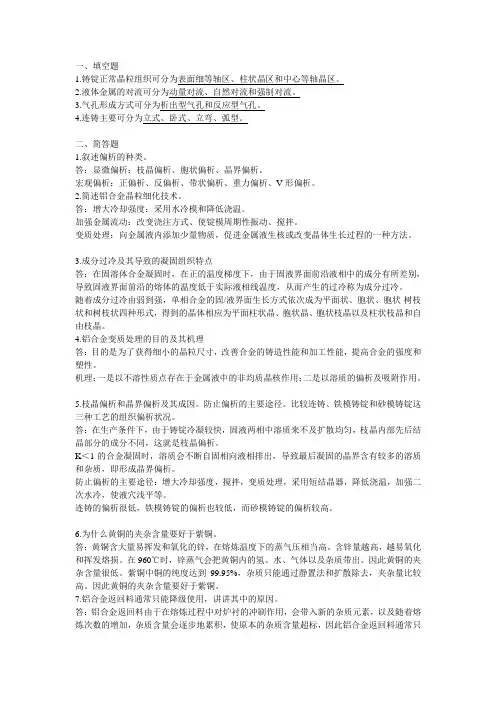
图1 具有三个晶区的 铸锭晶粒组织示意图 纯铝的熔炼与铁模铸锭一、实验目的1、通过纯铝的熔炼与铁模铸锭,了解有色金属熔铸的一般工艺和操作知识。
2、观察铝锭横截面的铸造组织形貌,了解形成晶粒组织的三个晶区。
3、改变浇铸工艺条件,研究不同的浇铸工艺条件对铸锭晶粒组织的影响。
二、实验原理金属和合金的铸锭晶粒组织一般较为粗大,对铸件横断面稍加打磨、抛光和腐蚀,就可直接进行观察。
铸锭晶粒组织常见三个晶区形貌如图1所示。
(1)表面细等轴晶区当过热金属浇入锭模时,锭模对熔液产生强烈过冷,在模壁附近形成大量的晶核,生长成枝状细等轴晶。
同时,浇铸引起的动量对流,液体外温差引起的热对流,以及由对流引起的温度起伏,促使模壁上形成的晶粒脱落和游离,增加凝固区的晶核数目,因而形成了表面细等轴晶区。
(2)柱状晶区 在表面细等轴晶区,生长方向与散热方向平行的晶粒得到优先生长,而与散热方向不平行的晶粒则被抑制。
这种竞争生长的结果,使愈往铸锭部晶粒数目愈少,优先生长的晶粒最后单向生长并互相接触而形成柱状晶区。
柱状晶区是在单向导热及顺序凝固条件下形成的。
凡能阻止晶体脱离模壁和在固/液界面前沿形核的因素,均有利于扩大柱状晶区。
浇铸温度高,固/液界面前沿温度梯度大,凝固区窄,从界面上脱落的枝晶易于被完全熔化。
(3)中心等轴晶区柱状晶生长到一定程度,由于前沿液体远离模壁,散热困难,冷速变慢,而且熔液中的温差随之减小,这将阻止柱状晶的快速生长,当整个熔液温度降至熔点以下时,熔液中出现许多晶核并沿各个方向长大,就形成中心等轴晶区。
形成中心等轴晶区的晶核主要来源于三种途径:表面细等轴晶的游离;枝晶的熔断及游离;液面或凝壳上晶体的沉积。
凡能阻止游离到铸锭中心的晶粒完全熔化的因素,均有利于促进中心等轴晶区的形成。
铸锭的结晶过程及其组织与金属的冷却条件、浇铸时熔体的温度、变质处理条件等因素有关。
改变金属的浇铸温度对结晶过程有影响作用。
当液态金属过热越多时,浇筑后沿铸锭截面的温差越大,越有利于按顺序凝固的方式结晶,形成柱状晶组织。

1.铸锭正常晶粒组织可分为表面细等轴区、柱状晶区和中心等轴晶区。
2.液体金属的对流可分为动量对流、自然对流和强制对流。
3.气孔形成方式可分为析出型气孔和反应型气孔。
4.连铸主要可分为立式、卧式、立弯、弧型。
二、简答题1.叙述偏析的种类。
答:显微偏析:枝晶偏析、胞状偏析、晶界偏析。
宏观偏析:正偏析、反偏析、带状偏析、重力偏析、V形偏析。
2.简述铝合金晶粒细化技术。
答:增大冷却强度:采用水冷模和降低浇温。
加强金属流动:改变浇注方式、使锭模周期性振动、搅拌。
变质处理:向金属液内添加少量物质,促进金属液生核或改变晶体生长过程的一种方法。
3.成分过冷及其导致的凝固组织特点答:在固溶体合金凝固时,在正的温度梯度下,由于固液界面前沿液相中的成分有所差别,导致固液界面前沿的熔体的温度低于实际液相线温度,从而产生的过冷称为成分过冷。
随着成分过冷由弱到强,单相合金的固/液界面生长方式依次成为平面状、胞状、胞状-树枝状和树枝状四种形式,得到的晶体相应为平面柱状晶、胞状晶、胞状枝晶以及柱状枝晶和自由枝晶。
4.铝合金变质处理的目的及其机理答:目的是为了获得细小的晶粒尺寸,改善合金的铸造性能和加工性能,提高合金的强度和塑性。
机理:一是以不溶性质点存在于金属液中的非均质晶核作用;二是以溶质的偏析及吸附作用。
5.枝晶偏析和晶界偏析及其成因。
防止偏析的主要途径。
比较连铸、铁模铸锭和砂模铸锭这三种工艺的组织偏析状况。
答:在生产条件下,由于铸锭冷凝较快,固液两相中溶质来不及扩散均匀,枝晶内部先后结晶部分的成分不同,这就是枝晶偏析。
K<1的合金凝固时,溶质会不断自固相向液相排出,导致最后凝固的晶界含有较多的溶质和杂质,即形成晶界偏析。
防止偏析的主要途径:增大冷却强度,搅拌,变质处理,采用短结晶器,降低浇温,加强二次水冷,使液穴浅平等。
连铸的偏析很低,铁模铸锭的偏析也较低,而砂模铸锭的偏析较高。
6.为什么黄铜的夹杂含量要好于紫铜。
答:黄铜含大量易挥发和氧化的锌,在熔炼温度下的蒸气压相当高。