安钢2800M3高炉结构专业总结,及天铁2800M3高炉地基处理方案研讨
- 格式:ppt
- 大小:1.75 MB
- 文档页数:15
千里之行,始于足下。
高炉工作总结范文作为高炉工作的一名员工,我在过去的一年里经历了许多挑战和收获。
我将通过以下几个方面总结我的工作:工作内容和责任、团队合作和领导能力、问题解决和创新能力、个人成长和职业发展。
首先,作为高炉工作,我的主要任务是监督高炉的运行,确保生产进程的顺利进行。
我负责检查高炉设备的运行状况,监测温度、压力和流量等关键参数,并及时采取措施解决问题。
我还负责记录运行数据和报告给上级领导,以便他们做出更合理的决策。
工作责任重大,要求我具备良好的技术和专业知识。
其次,团队合作和领导能力在高炉工作中显得尤为重要。
作为高炉工作的一员,我需要与其他工作人员紧密合作,共同完成任务。
我们定期举行会议,交流工作进展和问题,并讨论应对措施。
我经常参与困难和紧急情况下的决策,向团队成员提供指导和支持,并确保任务按时完成。
这些经验锻炼了我的领导能力和解决问题的能力。
其次,问题解决和创新能力是高炉工作的核心。
在高温高压环境下,高炉设备经常出现故障和问题,需要我及时解决。
我经常利用自己的知识和技能,以及与团队成员共同思考和讨论,找出最有效的解决方案。
我还关注新技术和行业发展的动态,不断尝试新的工作方法和技术,提高工作效率和产品质量。
最后,个人成长和职业发展是我在高炉工作中最大的收获。
在过去的一年里,我学会了更好地管理时间和资源,提高工作效率。
我也意识到团队合作的重要性,并逐渐形成了自己的领导风格。
通过参与各种培训和学习机会,我不断增加了自己的知识储备,提高了专业能力。
我相信,这些经验和能力将对我的职业发展产生积极的影响。
第1页/共2页锲而不舍,金石可镂。
总的来说,过去一年的高炉工作给我带来了许多挑战和机会,我通过努力工作和不断学习取得了一定的成绩。
我会继续努力提高自己的专业知识和技能,在未来的工作中取得更好的成绩。
同时,我也会继续与团队紧密合作,推动整个团队的共同发展。
六七高炉对标总结通过上次与**高炉旳对标,尤其是开展保稳定、上水平旳攻关以来,我们在基础管理、高炉调整、炉料构造旳优化上开展了某些工作,进入8月份以来,七炉炉况基本上保持了稳定顺行,六炉由于8月1日,因焦炭紧张,大量焦粉及仓壁碎焦大量入炉,未及时防守,炉况顺行恶化,直到8月18日炉况正常。
近期我们重要采用了如下措施:1、优化炉料构造,实现精料方针。
炉料构造上逐渐配加了水冶球团,减少停止了国内低品位块矿旳使用,目前炉料构造70%烧结矿+15%水球(或恒昆球)+4%海南矿+11%南非矿。
应当说炉料构造旳合理稳定是高炉长期稳定顺行旳保障。
同步加强烧结、焦炭旳筛分管理,对振动筛进行定期检查清理,尽量减少入炉粉末量。
对条件较差旳原料,规定间断旳搭配入炉。
积极观测原燃料变化,针对变化状况及时及早调整,减少炉况波动。
2、操作管理:(1)选择制定合适旳操作方针,增强严格执行操作方针旳意识,在线微机显示理论燃烧温度、鼓风动能、实际风速、炉顶煤气量、返矿量,计算炉腹煤气量、炉腹煤气量指数,友好配置高炉操作参数,在保证炉况顺行旳状况下,进行技术攻关。
(2)提高富氧量。
喷煤使高炉理论燃烧温度减少,而富氧使理论燃烧温度提高。
增长煤量旳同步,逐渐增长富氧量,提高煤粉燃烧率,使渣铁保持良好旳物理热和流动性,维持合理旳理论燃烧温度,为高炉稳定顺行奠定基础。
(3)合适提高顶压,控制合理旳压差范围。
提高煤比后,炉缸煤气量增长,合适提高顶压,可以减缓煤气流速,稳定煤气流,不仅可以稳定炉况,还能提高煤粉燃烧率。
(4)重视铁水物理热旳检测。
伴随煤比提高,风口前理论燃烧温度减少,未燃煤粉增长,会减少炉缸热储备,使炉缸工作状态恶化,铁水物理热减少。
因此加强铁水物理热旳检测,确定合适旳铁水物理热范围,能间接反应出炉缸旳工作状态,从而采用对应旳调整措施,保证炉缸工作状态良好。
(5)工长要严格执行车间制定旳操作方针,精心操作,保证高炉稳定顺行。
提高对炉况分析判断旳能力,对每次炉况波动要做出分析,增长勤调、微调旳积极性,减少引起炉况波动旳原因。
⾼炉⼯程总结⽬录⽬录 (1)第⼀章⼯程概况 (2)第⼀节⼯程主要内容 (2)第⼆节主要⼯艺设备简介 (3)第⼆章我项⽬部组织机构及⼯作安排 (5)第⼀节主要岗位职责 (6)第⼆节⽇常⼯作安排 (7)第三节⼯程组织协调⽅⾯ (9)第四节热试投产阶段⼯作安排 (9)第三章施⼯进度 (10)第⼀节施⼯总进度 (10)第⼆节主要节点 (10)第四章⼯程现状及以后的⼯作计划 (13)第⼀章⼯程概况我新区1080m3⾼炉⼯程,是由**公司投资建设的炼铁⼯程,是公司⼯程的重要组成部分。
本⼯程由**有限公司总设计,由**监理中⼼监理施⼯,由多家施⼯单位共同施⼯兴建,建设规模为年产炼钢⽤⽣铁300万吨。
本⼯程于2010年⽉⽇开⼯,2011年11⽉全⾯竣⼯投产,总建设⼯期22个⽉。
按照公司⼯程指挥部的分⼯,由**承建3#⾼炉⼯程及其配套⼯程,由**承建2#、1#⾼炉⼯程及其配套⼯程。
其第⼀节⼯程主要内容⼀、**施⼯范围:3#1080m3⾼炉主体⼯程(含防腐),包括:全部⼟建⼯程(开槽、回填、余⼟外运指定地点)、结构制安、管道制作安装⼯程、设备安装调试⼯程、电仪⾃动化安装调试(含防腐、保温),给排⽔:1、3#矿槽及上料系统:包括⼟建、⾮标结构制安、管道制安、设备安装、电⽓仪表⾃动化安装调试,防腐等全部安装⼯程;2、3#⾼炉炉体及炉顶系统:包括⾼炉基础、炉壳、框架钢结构、斜桥制安;热风围管卷制安装;⾼炉砌筑及相应设备(含电仪)安装;(含⽔冷壁安装及相连接管道、风⼝设备、炉顶设备、主卷设备、开⼝机、泥炮、风机系统、液压设备安装、液压管道配制)等全部建筑、安装⼯程;3、3#⾼炉粗煤⽓系统:包括重⼒除尘基础、框架和本体制安,与⾼炉相连接管道配制,设备安装(含放散阀等设备安装)、耐⽕喷涂料等全部建筑、安装⼯程;4、3#⾼炉液压润滑系统:包括液压站、润滑站全部建筑、安装⼯程;5、3#⾼炉炉渣处理设施系统:包括泵房、滤池,冲渣沟等全部建筑、安装⼯程;6、3#⾼炉除尘系统:包括除尘站、烟囱、灰仓等全部建筑、安装⼯程;7、3#⾼炉主控楼:全部建筑、安装⼯程;8、3#⾼炉热风炉系统:包括热风炉基础、框架和热风炉本体结构制安,相连接管道配制,设备(含电仪)安装(含热风系统所有阀门安装及相连接管道配制、液压管道配制、液压设备安装);9、3#⾼炉⾼低压配电室设备安装;⾼炉、热风炉、重⼒除尘、风机房等电⽓仪表⾃动化安装调试;10、3#⾼炉剩余煤⽓放散塔:建筑安装⼯程;11、3#⾼炉三电系统(包括⼚区外部管线):全部建筑、安装⼯程。
某钢厂原有高炉拆除及新建2800m3高炉设备安装方案一、前言1.1编制依据(1)*********大修改造结构与建筑工程合同文件及施工图纸。
(2)国家现行施工验收规范及评定标准。
(3)国家现行安全生产法规。
(4)业主及对文明施工的有关规定。
1.2承建本工程的方针、原则、目标(1)一体化管理方针:诚信守法,满足顾客需求;持续改进,打造精品工程;预防污染,保障安全健康。
(2)目标:1)工期目标:200天。
2)质量目标:达到冶金建设工程优良标准。
3)安全施工目标:人员伤亡事故为0,重大机械设备事故为0,重大火灾交通事故为0。
4)治安、消防目标:施工期间工地不发生盗窃案件和刑事案件,无火灾事故。
5)文明施工目标:争创***钢文明施工工地。
二、工程概况2.1工程简介工程名称:*********大修改造本体结构与建筑工程工程合同编号:W2006-03-0006建设地点:***钢厂区原@高炉区域施工范围:原高炉本体系统(含出铁场)主控楼、高压水泵房、炉前液压站、重力除尘的仪表操作室等建构筑物(炉底耐材、电缆和盘箱柜除外)拆除至自然地面标高原有基础外围部分拆除)、炉顶框架及平台的制安,炉身框架及平台的制安(不含风口平台)、炉壳安装、冷却壁及其供排水管安装、炉体工业管道及炉体工业水管道安装、上升下降管制安、高炉基础处理、热风围管及主管支架制安、高炉本体附属设备(不包括出铁场设备)安装、提供主皮带通廊最高段钢结构吊装的机具和台班等。
2.2工程特点(1)边生产边施工:***大修改造工程在原@高炉区域进行,西侧的5#高炉和东侧的3#高炉均在生产。
北面有67#、68#、69#铁路线;南面有81#、82#、83#、84#铁路线。
其中68#、84#铁路线要保持火车通行。
必须做好边生产边施工的安全防护措施。
(2)工期短:要求工期:2006年6月20日开工,工期240天。
期间将原@高炉拆除并新建一座2800m3的高炉,工期紧迫。
涟钢2800m3高炉炉况严重失常恢复实践朱薛辉刘赵晶1 概况涟钢 2800 m3 高炉于 2013 年 3 月 22 日送风开炉,开炉后一周内达产,炉况长期稳顺,利用系数长期维持2.5 t/m 3 ·d,最高月平均利用系数达到2.78 t/m 3 ·d。
2013 年 12 月出现一次炉况失常,2014 年2 月出现第二次炉况失常,两次炉况失常处理过程历时近一个月。
2017 年 2 月至 2017 年 6 月,炉况出现长时间严重失常,通过炉况恢复处理,至 2017 年 7 月炉况完全恢复正常,2017 年 7 月至 12 月实现炉况较长周期稳顺。
2 炉况失常的症状及原因分析2.1 炉况失常的症状2016 年 12 月以及 2017 年 1 月,2800 m3 高炉利用系数分别为2.55 t/m 3·d,燃料比分别为537 kg/t·Fe 和529 kg/t·Fe,高炉产量、消耗均在正常水平,见表 1。
从 2017 年 2 月开始各项经济技术指标急剧恶化,出现量压关系不稳、风量萎缩、煤气利用率偏低、风口频繁破损、走料不顺、炉缸温度下行等症状,高炉进入长期严重失常状态,炉况问题表现为炉缸严重堆积,气流严重失常。
表 1 涟钢 2800m3 高炉 2016 年12 月至 2017 年12 月主要运行指标2.2 炉况长期失常的原因分析2.2.1 炉前工作对炉况的影响2800 m3 高炉铁口标高 10.2m,风口标高 14.5m,铁口孔道倾角为9°,两铁口间夹角90°,死铁层深2.5m,炉缸直径12m。
正常情况炉前作业实行两铁口呈180°对角出铁,即为 1 号铁口和 3 号铁口轮流出铁,或者2 号铁口和 4 号铁口轮流出铁。
2016 年年底发现炉前 3 号主沟开裂,12 月 3 日至 12 月 17 日被迫采用 1 号铁口和 4 号铁口呈90°夹角轮流出铁,之后于 12 月 17 日至 12 月 30 日采用 1 号和 2 号铁口呈90°夹角轮流出铁。
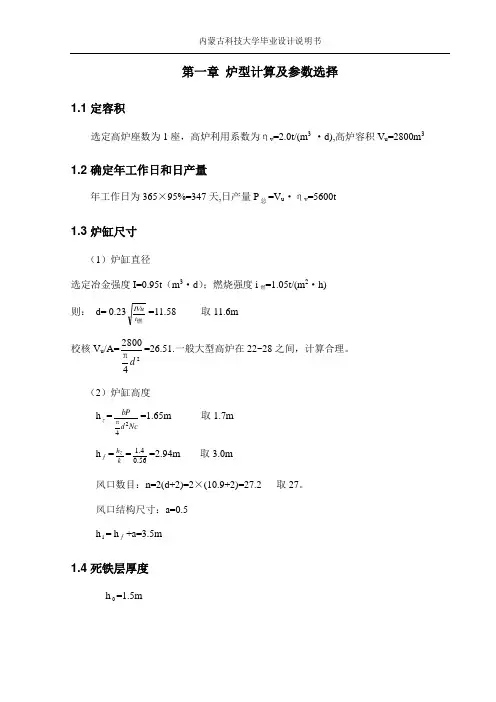
第一章 炉型计算及参数选择1.1 定容积选定高炉座数为1座,高炉利用系数为ηv =2.0t/(m 3 ·d),高炉容积V u =2800m 31.2 确定年工作日和日产量年工作日为365×95%=347天,日产量P 总=V u ·ηv =5600t1.3 炉缸尺寸(1)炉缸直径选定冶金强度I=0.95t (m 3·d );燃烧强度i 燃=1.05t/(m 2·h) 则: d= 0.23燃i IVu=11.58 取11.6m校核V u /A=242800d π=26.51.一般大型高炉在22~28之间,计算合理。
(2)炉缸高度 h z =Nc d bP 24π=1.65m 取1.7mh f =k h z =56.04.1=2.94m 取3.0m风口数目:n=2(d+2)=2×(10.9+2)=27.2 取27。
风口结构尺寸:a=0.5 h 1= h f +a=3.5m1.4 死铁层厚度h 0=1.5m1.5 炉腰直径、炉腰角、炉腹高度选取D/d=1.13D=1.13×d=1.13×11.6=13.11m 取13m 选取炉腹角α=80°30′ h 2='︒-3080tan 2d D =4.19m取4.2m校核: tan α==dD -2h 2 6.0 α=80°32′1.6 炉喉直径、炉喉高度选取 d 1/D=0.7d 1=0.7D=9.1m 取9.1m选取 h 5=2.5m1.7 炉身角、炉身高度、炉腰高度选取β=83°30′h 4='︒-3083tan 21d D =11.66m 取12.0m 校核:tan β=14-2h d D =6.15 β=83°32′1″选取H u /D=2.3H u =2.3×12=29.9m 取30m h 3= H u -( h 1+ h 2+ h 4+ h 5)=7.8m1.8 有效容积校核V 1= 4πh 1d 2=369.64m 3V 2=12πh 2(D 2+Dd+d 2)=499.34 m 3V3=4πh3D2=1034.79 m3V4=12πh4((D2+Dd1+d21)=1162.15 m3V5=4πh5d21=162.51 m3Vu = V1+V2+V3+V4+V5=3228.43 m3误差ΔU=28002800-43.3228×100%=0.84%<1%所以,设计合理。
安钢2 200 m3高炉开炉与达产实践摘要对安钢2200m3高炉开炉及达产的生产操作经验进行了总结。
安钢2200m3高炉采用PW串罐无料钟炉顶、铜冷却壁、联合软水密闭循环系统、“陶瓷杯”+水冷炭砖薄炉底炉缸结构、INBA 炉渣处理系统、3座改进型高温长寿内燃式热风炉、环形缝隙洗涤塔煤气清洗工艺等多项新技术、新设备。
在开炉生产中,由于选择合适的开炉料,采用全焦开炉,制定合理的操作制度,操作调剂得当,实现了顺利开炉和快速达产。
关键词高炉开炉达产1概况安钢8号高炉设计有效容积2200m3,设有2个出铁场,3个铁口,28个风口。
在设计中,采用了“精料、高压、高温、富氧、高喷煤”的冶炼工艺及相应的技术装备:PW串罐无料钟炉顶;最新的砖壁合一技术,高热负荷区域采用铜冷却壁,联合软水密闭循环系统;炉底、炉缸采用“陶瓷杯”+水冷炭砖薄炉底炉缸结构;渣处理采用2套热水INBA炉渣处理系统;3座改进型高温长寿内燃式热风炉;煤气处理采用环形缝隙洗涤塔煤气清洗工艺,高炉煤气余压透平发电机组(TRT)等。
安钢2200m3高炉工程由中冶南方工程技术有限公司总承包,于2004年7月15日动工,2005年10月14日点火开炉。
开炉18天后,高炉利用系数达到2.2,实现了顺利开炉、快速达产。
2开炉准备工作为了保证开炉工作的安全顺利进行,加快达产达效,按照“安全、顺行、优质、低耗、长寿”的原则,在开炉前,做了大量的准备工作。
2.1 热风炉烘炉高炉配备3座改进型高温长寿内燃式热风炉采用悬链线硅砖拱顶、分层式矩形陶瓷燃烧器、自立式隔墙、板块化大墙隔墙结构、交互咬砌格子砖、高性能炉箅子及支柱等先进技术,以提高砌体稳定性,使热风炉的内衬结构具有适应风温1 250℃,一代热风炉寿命30年的能力。
根据硅砖热风炉的特性,将烘炉的时间定为16天连续烘炉(见表1)。
在热风炉烘炉时采用正压烘炉,也就是通过调整烟道阀开度大小,使热风炉内保持较低的正压。
包头原料条件下2800m3高炉原料及炉顶装料系统设计(专业:冶金工程班级:冶金06-1班姓名:张彩云指导老师:侯贵平)摘要:在本设计中,槽上槽下均采用皮带供料系统,槽下胶带运输机供料与称量漏斗相配合,是高炉槽下实现自动化操作的最佳方案。
串罐式无料钟炉顶的称量料罐卸料支管中心线与波纹管中心线以及高炉中心线一致,避免了下料和布料过程中的粒度和体积偏析,通过布料溜槽的旋转和倾动、料流调节阀的排料控制,可实现多种布料方式,适应各种炉况的上部调节要求,布料均匀,使高炉装料操作简单化,有利于高炉的稳定和长寿。
关键词:高炉炉顶;串罐无料钟炉顶;供料系统;皮带上料Design of 2800 m3 Blast Furnace Meterials and the Top Charging System Under the Conditions of Baotou Raw Materials Abstract:This design uses the blet for the feeding system. The best way of realizing automatic operation under tanks is the coorperation between the weighing hopper and the feeding of belt transporter under tanks.By comparison,because the center line of the weighing bucket is consistent with the center line of the bellow,the string-up bucket type bell-less top can avoid the pratide segregation and the volume segregation during the blanking and the mix feeding. Through the rotation and the tilting of the rotating chute ,and the control of the material flow gate,the furnace can achieve various distributing modes to adapt kinds of furance conditions which the upside request.All of these things make the operation of the blast furance simplistic and is conducive to the stability and longevity of BF.Key words:blast furnace top; the string-up bucket type; material supply system; belt charging前言现代大型高炉每昼夜连续需要原、燃料上万吨。
1、工程概况工程名称:安钢2800m3高炉工程工程地点:安钢厂内建设单位:安阳钢铁集团公司设计单位:中冶南方技术有限公司1.1安钢2800m3高炉工程,本公司承担了热风炉标段。
三座热风炉共重1295吨,燃料系统钢结构约为2000吨,管道大约800吨,设备500吨。
工期要求2006年10月1日至2007年4月1日完工。
1.2主要特点1.2.1热风炉1)热风炉设计材质为Q345-B正火板。
2)结构型式为下部变锥体,上部为球形穹顶的顶燃式热风炉。
3)炉底标高0.500m,炉顶标高47.1m。
下直段内直径φ9840mm。
上直段内直径φ11260mm,拱顶半径R3270mm4)热风炉框架为三跨八线,最大跨度为12m。
最高为51.3m。
2、施工平面布置图2.1为保证施工进度,保证制作与安装形成良好流水线,减少组合构件运输,且施工场地也能满足该施工要求。
2.2安装现场的动力电源由甲方负责乙方指定地点,总负荷约800KVA。
3、执行标准及规范《冶金机械设备安装工程施工及验收规范炼铁设备》(YBJ208-85);《现场设备、工业管道焊接工程施工及验收规范》(GB50236--98)《钢结构工程施工及验收规范》(GB50205--2001)《高炉炉壳技术条件》(YB4079--91)《压力容器无损探测》(JB4730-94)4、主要施工方法4.1炉壳加工制作工艺流程4.2.1 材料供应,必须具备产品质量证明书及合格证。
热风炉炉壳采用Q345-B正火板制作。
入库后严格按规范进行检验和实验,合格后方可使用。
4.2.2 工程所用的辅助性材料,应在合格分承包方名单内进行采购,并具备质量证明书。
4.2.3对变形超差的钢板进行矫平。
4.2.4根据施工详图零件的尺寸。
选择相应的钢板严格按照武汉院排版图进行排版,并按图进行编号。
4.3 放样4.3.1 放样前应谨慎核实施工详图的图形,展开半径、角度等有关的各部尺寸是否一致和正确,同时审核各种因工艺需要预留的部分尺寸是否已在施工详图中已经考虑或因工艺需要预留的尺寸设计能否满足要求,若发现问题应及时向项目负责人反映进行更改。
安钢2号高炉大修放残铁实践宋燕民【摘要】安钢2号2800m3高炉大修放残铁时克服了残铁孔位置空间狭小、残铁沟障碍物多及残铁孔标高与铁水罐高差小等不利因素,研究开发了一种大型高炉放残铁使用的水平摆动溜槽,解决了高炉大修时放残铁的难题,为高炉大修工期及投资控制探索出新思路.【期刊名称】《四川冶金》【年(卷),期】2019(041)003【总页数】4页(P15-18)【关键词】高炉;大修;放残铁;新工艺【作者】宋燕民【作者单位】安阳钢铁股份有限公司,河南安阳455004【正文语种】中文【中图分类】TF035安钢2号高炉于2007年6月28日建成投产,有效炉容2800 m3。
自2014年以来,随着高炉进入炉役后期,冷却壁漏水较多,炉缸侵蚀严重,炉缸异常侵蚀区的温度持续升高,高炉采取了诸如在线压浆、钒钛矿护炉、减风生产、堵风口等措施,控制碳砖温度维持生产;于2016年9月20日停炉大修,第一代炉役为9年零3个月,累计产铁19 450 kt,单位炉容产铁6946 t/ m3。
大修时为缩短工期,减少炉内残铁处理时间,采取了高炉停炉后放残铁的方案。
1 炉缸结构高炉设计3个铁口,30个风口,炉缸直径11 600 mm,炉缸高度4900 mm,死铁层深度为2400 mm,炉底、炉缸采用半石墨碳块-陶瓷砌体复合炉衬结合水冷薄炉底碳砖结构。
炉底中心下部砌筑高导热半石墨化碳砖(高1200 mm),上部砌筑微孔碳砖(高800 mm),最上部立砌两层刚玉莫来石砖(高800 mm),炉缸内侧砌刚玉莫来石砖,宽度350-750 mm,外侧环砌微孔碳砖,高度5800 mm,宽度:1000-1350 mm;在炉缸、炉底交接处采用加厚陶瓷质耐火材料和微孔碳砖砌筑结构,如图1所示。
炉缸共有 4 层冷却壁,铁口使用刚玉质和碳质组合砖;冷却系统为联合软水密闭循环冷却,循环软水总量4250 m3/h,水压0.75 MPa。
2 残铁孔位置确定根据当时能正常使用的炉缸热电偶测量数据,结合炉壳外部测温,找出温度较高的区域,也就是炉缸侧壁侵蚀最严重的区域,经过测量对比分析,在8号风口下部标高7.5 m处和在11号风口下部标高6.8 m处两个区域温度相对较高。
安钢高炉加废钢项目的实施及效果分析作者:冯兆晖来源:《今日自动化》2020年第08期[摘要 ]随着国家对节能环保的要求越加严格,钢铁企业作为能源消耗巨大、环境污染风险大的企业,面临巨大的节能减排压力。
为此,国内外各钢企针对生产效率、节能减排等方面大力研究,推陈出新。
2014年以来,安钢的绿色化改造一直走在各钢企前列,高炉加废钢项目通过其实施效果分析,可以发现其具有降低成本、提高产量、节能环保的巨大优势,对众多钢企具有一定的借鉴意义。
[关键词]高炉;废钢;实施及效果分析[中图分类号]X757;TF54;X82 [文献标志码]A [文章编号]2095–6487(2020)08–0–03Implementation and Effect Analysis of Scrap Steel Project in Anyang Iron and Steel CoFeng Zhao-hui[Abstract]With the increasingly strict requirements of energy conservation and environmental protection, iron and steel enterprises, as enterprises with huge energy consumption and high risk of environmental pollution, are facing huge pressure of energy conservation and emission reduction. To this end, domestic and foreign steel enterprises for production efficiency, energy conservation and emission reduction and other aspects of vigorous research, innovation. Since 2014, the green transformation of Anyang steel has been in the forefront of all steel enterprises. Through the analysis of the implementation effect of blast furnace scrap steel project, we can find that it has the huge advantages of reducing cost, increasing production, energy saving and environmental protection,which has certain reference significance for many steel enterprises.[Keywords]blast furnace; scrap; implementation and effect analysis目前世界每年产生的社会回收废钢总量为3亿~4亿t,约占钢总产量的45%~50%。
当代高炉炼铁技术若干问题的探索与思考解虎航摘要:在我国快速的发展的过程中,随着社会经济的不断发展,我国人民的生活水平越来越高,这就使得各行各业之间的竞争也在逐渐的增加,我国作为重工业发展的大国,一直在重工业的发展上颇为重视,其中现代高炉炼铁方面的技术也在不断地改进,力求能更适应现代化的发展。
笔者作为从事相关工作的技术人员,从实际工作经验出发,就这些年的工作中如何精准的针对所出现的实际问题采取相应的解决策略,如何提高自身的技术水平,达到精准操控,获得好的经济指标上进行研究和分析。
关键词:高炉炼铁;技术问题;探索思考引言炼铁技术作是维持钢铁工业的一项关键技术,其中以高炉为设备的高炉炼铁又是钢铁生产的重要环节。
其具有对环境污染较小的特点,在部分企业疯狂追求利润的现在,深入探究高炉冶炼炼铁技术既符合可持续发展的要求,同时又满足了企业家们追求利润的心理,无疑是可以达到共赢的。
如何进一步改进高炉冶炼炼铁技术更好的运用它来进行工业生产是值得我们去思考探究的。
1 概述陕钢集团汉钢公司2280m3高炉于2012年8月15日点火投产,高炉采用串罐无料钟布料、新型顶燃式热风炉技术、砖壁合一薄内衬全冷却壁结构、联合全软水密闭循环系统、高热负荷区域采用铜冷却壁等先进或成熟工艺,高炉实际炉容2316m3、高径比2.32,设28个风口、2个铁口。
2280m3高炉自开炉以来高炉利用系数、吨铁电耗均处于中等偏下水平。
2017年随着钢铁行业经营形势好转,同时确保公司2017年生产经营任务的顺利完成,铁前系统通过实施系列工艺、设备、操作及外围保证措施,将2280m3高炉利用系数由2.23t/m3.d提高至2.53t/m3.d,吨铁电耗由138kwh/t降至129kwh/t,TRT发电量由48.61提高至55.95 kwh/t。
2烧结烟气治理技术烧结烟气温度偏低、气量大、污染物含量高且成分复杂,是钢铁行业烟气治理的难点和重点。
近年来,在环保压力不断加大、环保要求不断升级、环保形势异常严峻的背景下,钢铁工业烧结烟气治理与减排压力与日俱增。
知识文库 第16期248安钢2800立方米高炉矿焦槽除尘器放灰系统的改造张 峰在当前越来越严厉的环保压力之下,安钢2800m ³高炉矿焦槽除尘在放灰过程中由于现场灰量大、加湿机能力不足等一系列问题,容易出现二次扬尘的现象。
在工作中我们根据以下几个方面对该除尘器放灰系统进行了改造,避免了现场二次扬尘,改善了放灰工作业环境并达到了环保要求。
1 安钢2800㎥高炉矿焦槽除尘器放灰系统简介安钢2800m ³高炉矿焦槽除尘器为长袋低压脉冲除尘器,设计过滤面积12000㎡,风量80万m ³/h。
除尘器共有24个箱体,双排平行排列。
两排箱体下部分别由一套埋刮板机将灰输送至集合刮板机后,然后再通过斗提机进入大灰仓。
最后再由通过给料机、加湿机装入汽车后将灰外排。
安钢2800㎥高炉矿焦槽除尘器放灰系统工艺流程图如下:安钢2800㎥高炉矿焦槽除尘器放灰系统主要技术参数如下:除尘器型号:LCMD12000 除尘器面积:120000㎡ 除尘能力:800000 m ³/h 除尘器室数:24个埋刮板机:YD310 三套 斗提机:NE50 一套 大灰仓:60m ³加湿机:YSJ-60 一台 卸灰阀:YJD-26 一台2 安钢2800㎥高炉矿焦槽除尘器放灰系统中存在的问题2.1 加湿机加湿效果不明显安钢2800m ³矿焦槽除尘器放灰系统原使用的加湿机为DSZ-80单轴型,传动形式为皮带轮式的带传动。
由于矿焦槽除尘器所产生的除尘灰比重大,均为颗粒型矿粉、焦炭粉。
在使用过程中加水量过小则会导致除尘灰进入汽车后产生二次扬尘;加水量过大负荷太大,皮带轮打滑造成加湿机卡阻转不动的问题。
2.2 大灰仓设计长度较短该大灰仓由于投产时设计的较短,拉灰汽车不能完全进入其中。
除尘灰在落入汽车后,易产生二次扬尘。
2.3 加湿机水系统压力较低加湿机设计要求用水压力在0.3-0.5Mpa 为易。
3高炉工程竣工档案交付情况'>安钢2800关于《3高炉工程竣工档案交付情况'>安钢2800 》,是我们特意为大家整理的,希望对大家有所帮助。
摘要:工程档案收集的齐全完整与否,直接关系着企业的发展,企业的未来,关系着企业的技术改造和技术升级换代,它是企业文化发展的真实记录。
下载论文网关键词:重点工程档案接收情况2800m3高炉是安钢“三步走”的重点工程,也是安钢实现装备大型化、工艺现代化又一工程。
我们围绕这个重点工程从工程立项、到项目实施对资料和图纸进行管理、监督指导。
为使2800m3高炉竣工后开成一整套齐全、完整、系统、准确的档案资料,我们对工程的档案管理工作主要做了以下几点工作:一、建立健全档案管理制度(一)建立制度,健全机构,形成网络是工程档案管理工作的关键。
为此我们做了这几项工作。
其一、统一制度,监督指导,落实到人。
在工程开工时,由工程指挥部副指挥长主导、协调档案归档工作,并召开专门会议,使工程档案工作落到实处。
其二、由专人负责竣工档案的监督、检查、指导、接收、整理和归档工作,使档案工作和工程进度同步。
其三、,狠抓制度的建立。
把工程档案的归档要求、范围、方法和具体规定,下发各有关单位,让其参照报告。
其四,在施工管理各部门确立档案专职人员,负责建设全过程的技术资料和图纸的形成、积累、保管和现场借阅,待完工后做档案移交工作。
其五,由工程监理负责把关。
由监理公司的现场监理和总监检查资料的齐全、完整,并签字盖章。
这些措施的实施,为竣工档案图纸和资料的移交奠定了坚实的基础。
(二)抓好竣工图纸和资料验收关企业档案关系着企业发展,企业的未来。
工程竣工资料的验收是工程档案管理工作中重中之重。
为做好档案工作,主要做几项工作:A在工程竣工后,召开竣工档案验收会议,由各施工单位的技术、质监部门、安钢技改工程处、安钢质监站负责工程领导、监理公司总监和现场监理参加审核,确认合格,各方签字盖章后方可移交。
国产高温高压汽动鼓风机组在大高炉上的应用实践王庆丰;刘伟;马忠民【摘要】安钢3#高炉配套鼓风站AV100-18汽动鼓风机组采取一系列工艺技术措施优化配置,并成功实现国产风机的定风量定风压运行,投运以来,安全经济,稳定可靠,技术优势和经济效益显著。
%The AV100-18 steam-driven blower unit for the No.3 blast furnace of Anyang Steel adopted series of technological measures to optimize process resources and suc-cessfully achieved fixed-volume and fixed-pressure operation of home-made blast blower, which has operated safely, stably and reliably, showing significant technical and economic ad-vantages.【期刊名称】《冶金动力》【年(卷),期】2014(000)004【总页数】4页(P30-33)【关键词】国产;高温高压;汽动鼓风机组;应用【作者】王庆丰;刘伟;马忠民【作者单位】安阳钢铁股份有限公司动力厂,河南安阳 455004;安阳钢铁股份有限公司动力厂,河南安阳 455004;安阳钢铁股份有限公司动力厂,河南安阳455004【正文语种】中文【中图分类】TH44热电王庆丰,刘伟,马忠民(安阳钢铁股份有限公司动力厂,河南安阳455004)【摘要】安钢3#高炉配套鼓风站AV100-18汽动鼓风机组采取一系列工艺技术措施优化配置,并成功实现国产风机的定风量定风压运行,投运以来,安全经济,稳定可靠,技术优势和经济效益显著。
安钢公司在2009年决定启动铁前配套系列工程,作为大高炉配套的鼓风站经过全面论证,采用两炉两机模式,站内配置2台240 t/h高温高压全燃高炉煤气锅炉,1台60 MW汽轮发电机组,一期上马1台汽轮机驱动的全静叶可调AV100-18鼓风机组,预留1台备用鼓风机组。