离轴非球面磨床
- 格式:doc
- 大小:1.19 MB
- 文档页数:5

离轴非球面磨床案例1、前沿光学系统制造经典方法利用它们对称形状,光学组成部分的中心放置在一个轮盘旋转中心和操作台,它们用一个固定的砂轮磨削,自由的研磨加工和抛光,他们的进行都是一个旋转对称模式。
在一个大口径光学领域设计趋势开始朝着系统一体化大、偏心非球面光学元件发展。
那些元件以一组结合构成单一的大父系光学表面,同时另外系统用单个偏心元件提供紧密、大视野广角成像系统。
一般的,偏心元件为光学系统设计者提供了另外整套选择,为地面、机载和空载光学应用提供了关键特殊系统。
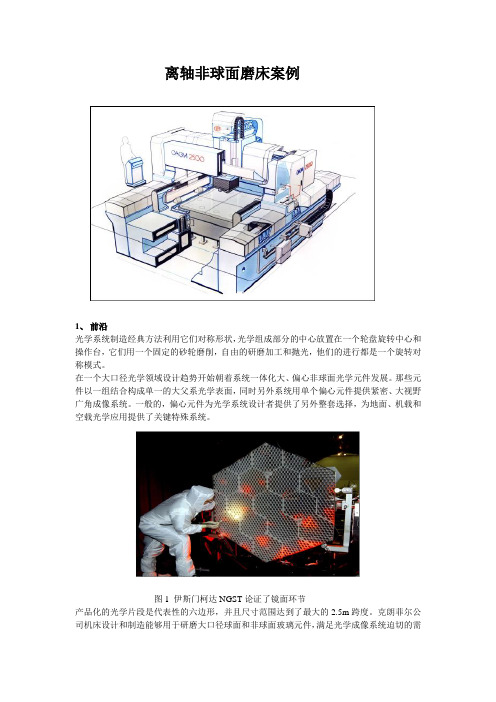
图1 伊斯门柯达NGST论证了镜面环节产品化的光学片段是代表性的六边形,并且尺寸范围达到了最大的2.5m跨度。
克朗菲尔公司机床设计和制造能够用于研磨大口径球面和非球面玻璃元件,满足光学成像系统迫切的需求。
最大设计制约条件利用偏心球形砂轮生产任何三维面形都在以上能力以内,在以下讨论X、Y、Z协调达到精度标准。
这个要求包括:在任何运动的结合下,能够穿越截面和创造边缘轮廓。
在磨削前,在X、Y、Z坐标下测量工件表面,在磨削过程中也可以测量。
这个特征需要能够确定表面形貌,对最大部件周期设计加工策略。
它也要就对砂轮磨损的影响进行考虑同时对磨削过程修正。
2、机床结构通常工件的方向决定机床的概念。
既然这样,他的固定应该满足,在使用中能够快速的升起和能够移除冷却液和磨削碎末。
考虑到精密的要求和对非常昂贵、易碎的玻璃片方便操作的需要,它要求初期用特殊设备工件处于卧式状态,利于冷却液和磨削碎屑的去除。
工件的尺寸和质量和它的安装固定决定它与磨削主轴是相对静止的,测量探头移动在一个三坐标系统(在一个移动式龙门架上)。
磨削主轴和测量头连接到垂直Z轴滑枕末端,Z轴有610mm的行程。
Z轴连接到Y轴支撑架上,Y轴导程是2.675m行程穿越横梁构架。
横梁安装在床身,它沿着X轴导轨水平往复移动。
X轴运动行程是2.6m扩展到3.15m,以便利于工件的装载。
图2机床轴的布置图从这个结构,我们可以看到机床的整个轮廓尺寸和由于工件/固定架变化对机床变形的影响是最小化。

详解平面磨床5种常见的打磨方法平面磨床加工的装夹方法多见的垫圈、摩擦片、样板、薄板等薄片零件,由于刚性差、散热困难、热处置后曲折,装夹时导致夹紧变形,磨削时易翘曲,一般选用磁力吸盘在平面磨床上磨削加工,磨削完成后,去掉磁性招引力,薄片工件恢复原状,难以确定加工精度。
如选用以下几种装夹方法,薄片工件在舒畅状态下进行定位与夹紧,使用双端面进行磨削加工,可获得杰出作用,充足零件加工精度需求。
下面,认真讲讲平面磨床5种常见的打磨方法:一、水平轴力矩台平面磨床。
在此机床中,工件由矩形电磁工作台固定。
四轮进行主旋转的运动,工作台进行纵憧憬还运动,四轮车床进行间歇的纵向切削运动和横向转移运动。
二、垂直轴圆台平面磨床。
在这种机床上,四轮做主旋转的运动,旋转板做圆周转移运动,四轮架做间歇的垂直切削运动。
三、垂直轴台式平面磨床。
在这台机器上,四轮进行主旋转的运动,矩形工作台进行纵憧憬还运动,四轮架进行间歇性的垂直切削运动。
四、水平轴圆台平面磨床。
在这台机器上,四轮进行主旋转的运动,旋转板进行圆周转移运动,四轮框架进行连续径向转移运动和间歇垂直切削运动。
另外,可以将工作台的旋转中心线调整到倾斜位置,便利圆锥体的磨削。
五、双头磨床。
使用两个打磨头的端面,将工件的两个平行面同时打磨为水平轴和垂直轴两种类型。
工件由直线或旋转进给装置通过砂轮引导。
这种磨床动力大,适合大量生产轴承、环形活塞环等零部件。
平面磨床主轴不能正常工作是由哪些原因造成的一、平面磨床主轴自身的料子刚度不足,制作套筒时不点火,主轴在后续使用中会发出很大的声音,只需替换新的整体主轴即可解决问题。
二、主轴前轴承进水了。
密封度不足,水溶解在主轴上,需要替换主轴来解决。
只有重新平衡才略修好主轴。
三、主轴进入打磨工件太多,砂轮和工件在旋转中轰击,使主轴偏转,会导致打磨工件产生波纹和振动,因此要平衡主轴自身。
平面磨床研磨不锈钢的技巧:假如你要用平面磨床研磨的不锈钢是被电磁盘吸住,而且电磁盘吸不住或者吸不紧的话,可以适当的找几个一般铁板挡在要磨的不锈钢的四周,重要要挡在前面,防止在磨削时不锈钢零件移动。

磨床的分类及用途(完整版)磨床分为外圆磨床、内圆磨床、坐标磨床、无心磨床、平面磨床、轧辊磨床、导轨磨床、砂带磨床、砂轮机、珩磨机、研磨机、工具磨床、曲线磨床、凸轮轴磨床、轴承磨床、数控磨床、磨削中心、复合磨床、其他磨床等大类,每个大类又包括若干小类。
一.外圆磨床:主要用于磨削圆柱形和圆锥形外表面的磨床。
一般工件装夹在头架和尾架之间进行磨削。
1.1工作台移动式外圆磨床:用工作台纵向移动的方式磨削工件的外圆磨床。
1.1.1端面外圆磨床:用于磨削轴类工件,其砂轮轴线与工件轴线呈一定角度 ,一次切入磨削可同时完成轴颈和轴肩加工的外圆磨床。
1.1.2万能外圆磨床:具有磨削圆柱形和圆锥形内表面装置的外圆磨床。
1.2.3宽砂轮外圆磨床:用于磨削轴类工件 ,其砂轮宽度数倍于同规格磨床的外圆磨床。
1.2砂轮架移动式外圆磨床:用砂轮架纵向移动的方式磨削工件的外圆磨床。
二、内圆磨床:主要用于磨削圆柱形和圆锥形内表面的磨床。
砂轮主轴一般为水平布置。
2.1立式内圆磨床:砂轮主轴垂直布置的内圆磨床。
2.2立式行星内圆磨床:工件固定在工作台上 ,砂轮除绕本身轴线旋转外,还绕工件孔轴线公转,同时作垂直方向往复运动的内圆磨床。
三、坐标磨床:具有精密坐标定位装置的磨床。
主要用于磨削尺寸、形状和位置精度要求较高的孔系及型腔。
四、无心磨床:工件采用无心夹持,一般支承在导轮和托架之间 ,由导轮驱动工件旋转,主要用于磨削圆柱形表面的磨床。
4.1无心外圆磨床(简称无心磨床) :用于磨削圆柱形外表面的无心磨床。
4.2圆锥滚子无心磨床:用于磨削圆锥滚子外表面的无心磨床。
4.3无心超精机:用于超精加工圆柱和圆锥滚子外表面的无心磨床。
五、平面磨床:主要用于磨削工件平面的磨床。
5.1卧轴矩台平面磨床:砂轮主轴水平布置 ,矩形工作台作往复运动的平面磨床。
5.2立轴矩台平面磨床:砂轮主轴垂直布置,矩形工作台作往复运动的平面磨床。
5.3卧轴圆台平面磨床:砂轮主轴水平布置,圆形工作台作回转运动的平面磨床。

光学精密工程Optics and Precision Engineering第29卷第5期2021年5月Vol. 29 No. 5May 2021文章编号 1004-924X( 2021)05-1095-08大离轴量非球面反射镜的加工方法陈宝华】,吴泉英",唐运海】,范君柳】,王 军1,孙 毅2(1.苏州科技大学物理科学与技术学院,江苏苏州215009;2.苏州苏大明世光学股份有限公司,江苏苏州215028)摘要:为了改进大离轴量非球面反射镜加工方式,降低外界因素导致的反射镜面型误差,以及提高效率,本文基于慢刀伺服技术提出一种适用于大离轴量、且不受车床加工口径限制的刀具路径规划方法。
以离轴反射镜坐标平移变换的方式, 将镜面外边缘与车床主轴中心之间的距离控制在车床加工半径内,减少刀具离轴量和加工区域。
坐标平移后的反射镜以主轴中心为原点,多个与之相同的反射镜均匀分布在圆周上,形成一种切削区和过渡区并存的离轴阵列样式。
建立样条和正弦混合插值方程,以刀具在边缘切削点的Z 向切削速度和切削加速度连续无突变为前提,补正过渡区刀具路径。
最后通过实验分析证明:在整个加工区域,过渡区和切削区刀具路径平滑连续,Z 轴和C 轴平稳运行,加工精度达PV0.4波长@632. 8 nm 。
通过坐标平移的方式,可以有效降低刀具离轴量,补正的刀具路径保证了车床的平稳运行,满足大离轴量的非球面反射镜加工,且一次加工可完成多个反射镜,加工精度和效率高。
关 键 词:非球面反射镜;大离轴量;慢刀伺服;刀具路径规划中图分类号:()439 文献标识码:A doi :10. 37188/OPE. 20212905. 1095Processing method of large off -axis aspheric mirrorCHEN Bao -hua 1 , WU Quan -ying 1* , TANG Yun -hai 1 , FAN Jun -liu 1 , WANG Jun 1 , SUN Yi 2(1. School of P hysical Science and Technology , Suzhou University of Science andTechnology , Suzhou 215009, China ;2. Graduate Practice Station in Soochow Mason Optics Co. , Ltd. , Suzhou 215028 , China )* Corresponding author , E -mail : 7wqycyh@mail. usts. edu. cnAbstract : To improve the method of processing large off -axis aspheric mirrors , reduce the reflector sur face error caused by external factors , and improve efficiency , a tool path planning method suitable for largeoff -axis amounts and not subject to machine processing caliber is proposed based on slow tool servo tech nology. The distance between the outer edge of the mirror and the spindle center is controlled within themachining radius of the lathe by means of translational transformation of the off -axis mirror coordinate , thereby reducing the amount of tool off -axis and the processing area. The mirror after translation takes the center of the spindle as the origin , and a number of mirrors consistent with this are distributed on the cir-cumference , forming an off -axis array processing method in which the cutting zone and the transition zone收稿日期:2020-10-13;修订日期:2020-12-07.基金项目:国家自然科学基金资助项目(No. 61875145,No. 11804243);江苏省先进光学制造技术重点实验室资助项目(No. KJS1710);江苏省十三五重点学科项目资助(No. 20168765);苏州市重点实验室资助项目(No. SZS201611,No. SZS201712);江苏省“六大人才高峰”项目资助(No. 501100010014) (DZXX -026);江苏省高等学校自然科学研究重大项目资助(No. 18KJA470004)1096光学精密工程第29卷coexist,directly avoiding coordinate rotation.Spline and sine mixed interpolation equations are established,based on the premise that the Z-direction cutting speed and cutting acceleration of the tool are continuous without sudden change and smoothly compensate for the tool path of the transition zone.Finally, the experiment proves that,in the entire processing area,the Z axis and C axis run smoothly,and the processing accuracy reaches PV0.4wavelength@632.8nm.By means of coordinate translation,the amount of tool off-axis can be effectively reduced.The tool path ensures the smooth operation of the machine and satisfies the processing of aspheric mirrors with large off-axis amount,enabling the completion of multiple mirrors with one-time processing with high processing accuracy and efficiency.Key words:aspheric mirror;large off-axis;slow tool servo;tool path planning1引言离轴非球面反射镜是先进光学系统朝着小型化和高性能方向发展必不可少的组成部分之一。
精密和超精密磨削机理摘要阐述了精密磨削与超精密磨削的机制,介绍了近年来精密与精密磨床的发展概况以及精密与超精密磨削技术的研究现状。
在分析了精密磨削与超精密磨削的发展趋势基础上提出了研究应关注的几个热点问题,如超精密磨削的基本理论和工艺研究、研制高精度的驱动导向机构、ELID 镜面磨削技术的攻关以及适用于超精密加工的新型材料。
关键词超精密磨削原理发展精密加工是指在一定发展时期中,加工精度和表面质量相对于一般加工能够达到较高程度的加工工艺,当前是指被加工零件的加工尺寸精度为1~0.1μm、Ra为0.2~0.01μm的加工技术;超精密加工是指加工精度和表面质量达到最高程度的精密加工工艺,当前是指被加工零件的尺寸精度高于0.1μm、Ra≤0.025μm的加工技术。
因此,一般加工、精密加工和超精密加工会随着科技的不断发展像更精密的方向发展。
随着电子技术、计算机技术以及航天技术的飞速发展,对加工质量的要求越来越高,故而使精密和超精密加工占有十分重要的地位。
一超精密磨削技术的内涵精密磨削主要靠对砂轮的精细修整,使用金刚石修整工具以极小而又均匀的微进给(10~15μm/ min)获得众多的等高微刃,加工表面磨削痕迹微细,最后采用无火花光磨。
由于微切削、滑移和摩擦等综合作用,达到低表面粗糙度值和高精度要求。
高精密磨削的切屑很薄,砂轮磨粒承受很高的应力,磨粒表面受高温、高压作用,一般使用金刚石和立方氮化硼等高硬度磨料砂轮磨削。
高精密磨削除有微切削作用外,还可能有塑性流动和弹性破坏等作用。
光磨时的微切削、滑移和摩擦等综合作用更强。
超精密磨削是当代能达到最低磨削表面粗糙度值和最高加工精度的磨削方法。
超精密磨削去除量最薄,采用较小修整导程和吃刀量来修整砂轮,是靠超微细磨粒等高微刃磨削作用,并采用较小的磨削用量磨削。
超精密磨削要求严格消除振动,并保证恒温及超净的工作环境。
超精密磨削的光磨微细摩擦作用带有一定的研抛作用性质。
超精密加工的发展和展望精密和超精密制造工程是适应前沿高技术发展需求而发展起来的。
它是一个国家重要经济和技术实力的体现,是其它高新技术实施的基础。
超精密制造技术是当前各个工业国家发展的核心技术之一,各技术先进国家在高技术领域(如国防工业、集成电路、信息技术产业等)之所以一直领先,与这些国家高度重视和发展超精密制造技术有极其重要的关系。
超精密制造技术是随着测量技术的发展而发展的。
Renishaw、Heidenhain及SONY等公司发展了分辨率均可以达到1nm的测量元件;美国HP公司、英国Taylor、美国zygo等公司的测量仪器均可以满足纳米测量的需求。
超精密制造技术在国际上已经得到广泛应用。
与国防工业有关的如人造卫星用的姿态轴承和遥测部件、被送入太空的哈勃望远镜(HST)、飞机发动机转子叶片等;与集成电路(IC)有关的硅片加工(要求硅片的加工表面粗糙度Ra一般小于2nm,精度要求达0.1nm);此外光刻设备和硅片加工设备的精度要求到亚微米和纳米级。
仪表的精度、激光陀螺仪的平面反射镜的精度、红外制导的反射镜等,其表面粗糙度均要求达到纳米级。
另外,光学非球曲面零件面形制造精度要求已达λ/(30—50),表面粗糙度要求≤0.5nm。
1、超精密制造技术的发展状况1962年美国Union Carbide公司研制出首台超精密车床。
在美国能源部支持下,LLI实验室和Y—12工厂合作,与1983年成功地研制出大型超精密金刚石车床(DTM—3型)。
该机床可加工直径¢2100mm,多路激光干涉测量系统分辨率为2.5nm。
1984年,LLL实验室成功地研制出LODTM大型金刚石车床。
该机床可加工的最大直径为¢1625mm x500mm,重量1360kg。
采用的双频激光测量系统分辨率为0.7nm,其主轴静态精度为:径向跳动≤25nm,轴向窜动≤51nm。
LLL实验室这两台机床是目前公认的国际上水平最高的超精密机床。
CUPE(Cranfield Unit for Precision Engineering)研制的Nanocenter超精密车床已批量生产,其主轴精度≤50nm,加工工件的面形精度≤0.1μm。
离轴非球面磨床案例
1、前沿
光学系统制造经典方法利用它们对称形状,光学组成部分的中心放置在一个轮盘旋转中心和操作台,它们用一个固定的砂轮磨削,自由的研磨加工和抛光,他们的进行都是一个旋转对称模式。
在一个大口径光学领域设计趋势开始朝着系统一体化大、偏心非球面光学元件发展。
那些元件以一组结合构成单一的大父系光学表面,同时另外系统用单个偏心元件提供紧密、大视野广角成像系统。
一般的,偏心元件为光学系统设计者提供了另外整套选择,为地面、机载和空载光学应用提供了关键特殊系统。
图1 伊斯门柯达NGST论证了镜面环节
产品化的光学片段是代表性的六边形,并且尺寸范围达到了最大的2.5m跨度。
克朗菲尔公司机床设计和制造能够用于研磨大口径球面和非球面玻璃元件,满足光学成像系统迫切的需
求。
最大设计制约条件
利用偏心球形砂轮生产任何三维面形都在以上能力以内,在以下讨论X、Y、Z协调达到精度标准。
这个要求包括:在任何运动的结合下,能够穿越截面和创造边缘轮廓。
在磨削前,在X、Y、Z坐标下测量工件表面,在磨削过程中也可以测量。
这个特征需要能够确定表面形貌,对最大部件周期设计加工策略。
它也要就对砂轮磨损的影响进行考虑同时对磨削过程修正。
2、机床结构
通常工件的方向决定机床的概念。
既然这样,他的固定应该满足,在使用中能够快速的升起和能够移除冷却液和磨削碎末。
考虑到精密的要求和对非常昂贵、易碎的玻璃片方便操作的需要,它要求初期用特殊设备工件处于卧式状态,利于冷却液和磨削碎屑的去除。
工件的尺寸和质量和它的安装固定决定它与磨削主轴是相对静止的,测量探头移动在一个三坐标系统(在一个移动式龙门架上)。
磨削主轴和测量头连接到垂直Z轴滑枕末端,Z轴有610mm的行程。
Z轴连接到Y轴支撑架上,Y轴导程是2.675m行程穿越横梁构架。
横梁安装在床身,它沿着X轴导轨水平往复移动。
X轴运动行程是2.6m扩展到3.15m,以便利于工件的装载。
图2机床轴的布置图
从这个结构,我们可以看到机床的整个轮廓尺寸和由于工件/固定架变化对机床变形的影响是最小化。
水平操作的测量探针安装一个固定偏移在Y方向距离砂轮175mm处。
在磨削过程缩回,操作机床时,将其放低达到测量模式。
3、精度
对于偏心非球面产生器,精密和准确度的要求是基于表面下一步抛光过程用干涉仪测量的需要。
用波长为0.6328微米的HeNe激光源,表面误差加工到2.5-5个微米的毛砂面,快速收敛要求的轮廓,同时完成表面微粗糙目标。
表面精度要求包括由砂轮离散的不完整引起的局部波纹,同时包括砂轮磨损的影响。
在一个典型的工件表面测量,全工作区域2.5m×2.5m×0.61m,对于机床运动目标精度是2.5μm,。
一个简单的误差预算表明:期望以上工作区域精度目标用一个传统的设计机床方法是不现实
的,在传统的设计方法里,几何精度由结构和导轨的完整性确定的。
两个方法提高精度因此被认可。
1、误差补偿依靠精度性能周期特征。
2、用一个自由的测量框架理念。
在每个特征化/标准化操作之间,前者方法是依靠一个精度特性可预测性,但是,考虑许多不确定因素,后者方法可行。
4、测量结构
一个固定的测量结构很难应用在一个大三轴机床上。
这个挑战就是设计一个执行方法,既能够明白实际可接受的成本,同时在大的工作域又能够得到足够的精度。
激光干涉仪与基准直尺结合承认工件表面与机床刀刃和轮廓仪测量点的关联的一个精确方法的实现。
激光测量结构原理构成
两个玻璃参考杆平行安装到机床工作台和共面。
第三个参考杆安装到移动的龙门架上,平行于Y轴,并且对于所有X、Y位置,它的基准面垂直以上测量铁笔。
系统计算基准面和干涉仪的距离,从而在X、Y和Z方向进行修正。
基准杆由2.75m长、截面100mm×307..5mm的麻粒ULE玻璃构成。
这个杆是研磨和抛光,并且伊斯门通过干涉仪已经检测了它们的特性。
基准面有个铝处理的斑纹,它能够使它们作为一个平面镜在机床干涉系统里。
测量结构转载两个共面参考杆,此杆表现为一个带有基准干的的空心四方块体形式,测量结构固定在四方的对立边。
每个杆按照运动学用必备的精密垂直微调器安装在它的最小偏差点上。
结构自身由一个高应力消失钢焊接,为了高刚度和高阻尼填充环氧混凝土。
测量结构和工作台都必需固在机床的基部,既不受力由于改变工件或者固定架质量,也不弯曲由于大机床龙门架的运动,扭曲测量结构。
既不受力由于改变工件或者固定架质量不适当地影响机床几何结构,也不扭曲由于机床龙门架运动影响工作台(工件几何结构化)
激光干涉仪位置和测量结构
5、主要机床要素
以上描述,在许多关键区域,测量系统的使用减小机床精度要求。
尽管这样,好的精密机床设计习惯需要遵从确保一个高闭环刚度在机床和工件之间,在磨削期间发生的振动幅度的最小化。
结构
底座、测量结构支撑、工作台、立柱和横梁由消除应力的刚焊件,里面填充了合成花岗岩。
这个技术提供了高刚度高和高内阻尼的基础,在合理的成本范围,也允许设计灵活。
底座制造用四块体,其易于制造、控制和运输。
两个块支撑X轴导轨另外两个提供横向支撑,留下一个大的空腔为测量结构和工作台。
立柱、Y梁和上测量梁构成在相似的方向。
需要精确、刚度和重复性的对齐截面需要手动刮研。
截面意味着阻止扭曲或者应力的传递。
驱动
水平X和Y轴驱动利用牵引的驱动部件系统。
每一个驱动使用一个直流电机直接驱动一个V形辊子,其轮流操作固定到一个静止的部件上的圆形杆。
这提供了连续磨球面的伺服系统机械高刚度因素达到高分辨率。
更短Z轴驱动使用一个传统的带有机械平衡机构的滚珠丝杠。
虽然成功了,但是克朗菲尔公司最近已经发展了许多技术(大地重叠牵引驱动系统的性能)。
他们使用的例子是DT40、EcoR1640和高精度钻孔床
导轨
油静压导轨是用在水平X和Y轴,一个外在压力空气轴承系统用在短的垂直Z轴。
轴承类型的这种结合是基于相对刚度和承载能力要求、易于油的净化和相对易于制造而选择的。
磨削主轴
一个外在空气压力轴承主轴倾向于一个小的角度到水平,通常携带球截面磨削砂轮。
几何机构是真实的和去除轮子边线,以确保与工作面一个充分的接触,任何的倾斜规定最大为7度。
测量探针
对于低的摩擦力和平衡力对控制力操作,一个垂直的执行探针固定在一个外空气压力轴承系统,它安装平行于Z轴。
探针轴支撑一个回射器组成测量系统,允许铁笔位置相对于高基准杆同时监视。
结束语
上面展示的机床制造过程中,最后是完成的在车间。
几乎最近20年,机床继续使用中。
一个主要重复改进是在2002年承担取代许多关键操作单元包括测量结构部分。
激光系统和控制系统都升级到最新使用标准。