绕线员工操作岗位技术考核标准
- 格式:doc
- 大小:30.50 KB
- 文档页数:1
各人员现场操作技能考核标准一、背景各行各业都有其技能要求,而在一些需要高度责任感和技能的工作中,现场操作技能的标准尤为严格。
这些工作的成功与否,我们除了考虑人员的专业背景以外,还要考虑他们的实际操作技能。
目前,随着经济的发展、产业结构的调整和人员素质的提高,越来越多的企业和机构开始注重各人员的现场操作技能考核,以确保员工的真实能力与企业要求相符合,为企业的发展和员工的职业发展提供良好的保障。
二、各人员现场操作技能考核标准1. 理论考核理论知识是技能操作的基础,因此对于各行业的人员,在实际工作之前,需要先通过一定的理论考核,以确保其掌握了必要的专业知识。
2. 实操考核员工的具体实际操作能力是企业关心的核心问题,因此在实操考核时,需要考虑以下几个方面:(1)操作质量操作质量是实操考核最核心的考察内容,也是最直观的体现。
操作质量的好坏,直接决定了员工是否合格。
(2)安全意识无论什么行业,安全第一。
因此,员工在实操过程中,安全意识的培养和强化是必要的,也是考核员工的标准之一。
(3)责任心责任心是衡量一个员工综合素质的重要标志,对于一些需要承担重大责任的工作,责任心的培养和落实更为关键。
(4)合作精神合作精神是一个集体成功的关键所在,也是企业文化建设的重要内容之一。
因此,企业需要考察员工的合作精神,以保持企业集体团结一致的状态。
(5)沟通能力沟通能力对于任何一个行业都非常重要,因此的,企业还需要考虑员工的沟通能力,以保障员工的协作效率,效果更佳。
三、考核方法1. 实地考核实地考核是最为直接和有效的考核方法,企业可以直接对员工进行监督和检测,以确保员工的实际能力和他们所掌握的知识水平相符合。
2. 技能大赛技能大赛是一种比较激烈的考核方式,可以有效地激励员工的工作激情,增强员工的竞争意识和创新意识,并由此有效提升员工的实操技能和团队协作能力。
3. 专业认证专业认证是企业对员工专业水平的一种重要考核方式,是各行业发展的基石之一。
操作岗工技能等级评定管理办法一、总则为了促进企业操作岗工技能水平的提高,规范技能等级评定工作,根据国家相关法律法规,制定本办法。
二、适用范围本办法适用于企事业单位操作岗工技能等级评定工作。
三、技能等级划分根据不同职业的特点和要求,将操作岗工技能等级分为初级、中级和高级三个等级。
1.初级初级操作岗工应具备基本的技能和知识,能独立、熟练地完成常规操作任务。
2.中级中级操作岗工应在初级操作岗工基础上进一步提升技能,具备一定的技术知识和操作经验,能够解决简单的操作问题和故障。
3.高级高级操作岗工应是业务的专家级人员,掌握综合的技能和知识,能够独立完成各种复杂的操作任务,并具备一定的管理和指导能力。
四、评定标准1.初级操作岗工评定标准(1)技能水平:熟练掌握操作工具和设备的使用方法,能够按照操作规程进行操作并完成任务。
(2)操作熟练度:能够独立完成常规操作任务,无需他人指导和监督。
(3)工作效率:在规定时间内完成工作任务,并保证质量和安全。
(4)安全意识:熟悉操作安全规程,具备安全防护意识,能够正确使用安全防护设备。
2.中级操作岗工评定标准(1)技能水平:具备一定的专业知识和技能,能够解决常见操作问题和故障。
(2)分析能力:能够分析操作过程中的问题和难点,并提出解决方案。
(3)团队合作:能够与其他岗位人员沟通配合,共同完成任务。
(4)工作效率:在规定时间内高效地完成工作任务,并保证质量和安全。
(5)安全意识:具备高度的安全防护意识,能够安全操作,并采取相应防护措施。
3.高级操作岗工评定标准(1)技能水平:掌握专业知识和高级操作技能,能够处理复杂操作问题和故障。
(2)创新能力:能够提出改进操作流程和技术的建议,提升工作效率和质量。
(3)管理能力:具备一定的管理和指导能力,能够组织和指导其他操作岗工进行工作。
(4)团队协作:能够与其他部门和团队进行合作,解决操作相关的问题和难点。
(5)安全意识:具备高度的安全意识和责任感,能够确保操作过程的安全和可靠性。
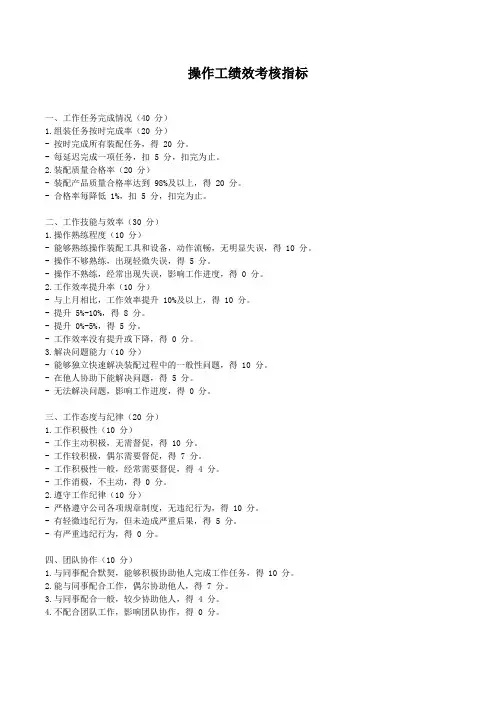
操作工绩效考核指标一、工作任务完成情况(40 分)1.组装任务按时完成率(20 分)- 按时完成所有装配任务,得 20 分。
- 每延迟完成一项任务,扣 5 分,扣完为止。
2.装配质量合格率(20 分)- 装配产品质量合格率达到 98%及以上,得 20 分。
- 合格率每降低 1%,扣 5 分,扣完为止。
二、工作技能与效率(30 分)1.操作熟练程度(10 分)- 能够熟练操作装配工具和设备,动作流畅,无明显失误,得 10 分。
- 操作不够熟练,出现轻微失误,得 5 分。
- 操作不熟练,经常出现失误,影响工作进度,得 0 分。
2.工作效率提升率(10 分)- 与上月相比,工作效率提升 10%及以上,得 10 分。
- 提升 5%-10%,得 8 分。
- 提升 0%-5%,得 5 分。
- 工作效率没有提升或下降,得 0 分。
3.解决问题能力(10 分)- 能够独立快速解决装配过程中的一般性问题,得 10 分。
- 在他人协助下能解决问题,得 5 分。
- 无法解决问题,影响工作进度,得 0 分。
三、工作态度与纪律(20 分)1.工作积极性(10 分)- 工作主动积极,无需督促,得 10 分。
- 工作较积极,偶尔需要督促,得 7 分。
- 工作积极性一般,经常需要督促,得 4 分。
- 工作消极,不主动,得 0 分。
2.遵守工作纪律(10 分)- 严格遵守公司各项规章制度,无违纪行为,得 10 分。
- 有轻微违纪行为,但未造成严重后果,得 5 分。
- 有严重违纪行为,得 0 分。
四、团队协作(10 分)1.与同事配合默契,能够积极协助他人完成工作任务,得 10 分。
2.能与同事配合工作,偶尔协助他人,得 7 分。
3.与同事配合一般,较少协助他人,得 4 分。
4.不配合团队工作,影响团队协作,得 0 分。
员工培训规范操作考核评分标准
1. 背景
为了提高员工的工作效率和质量,公司决定制定一套员工培训规范操作考核评分标准,以评估员工在工作中的表现和技能发展情况。
2. 考核目标
- 审核员工对相关工作流程的理解和掌握程度
- 评估员工在实际操作中的准确性和效率
- 评估员工在解决问题和应对挑战时的能力
- 促进员工个人和职业发展,提高整体团队绩效
3. 考核内容
员工培训规范操作考核评分标准包括以下几个方面的内容:
3.1. 工作流程理解
评估员工对公司相关工作流程的理解程度,包括:
- 对工作流程的整体掌握程度
- 对工作流程中各环节的理解
- 对工作流程的应用能力和实际操作经验
3.2. 准确性和效率
评估员工在实际操作中的准确性和效率,包括:
- 工作中的错误率
- 工作过程中的时间管理和任务安排能力
- 工作中的操作规范性和标准化程度
3.3. 解决问题和应对挑战能力
评估员工在解决问题和应对挑战时的能力,包括:
- 分析问题、找出问题根源的能力
- 提出创新解决方案的能力
- 应对工作中的不确定性和突发情况的能力
- 处理工作中的紧急情况和压力的能力
4. 考核评分标准
根据员工在培训和工作中的表现,采用综合评分的方式进行考核评分,具体评分标准如下:
5. 结论
员工培训规范操作考核评分标准的制定旨在提高员工工作表现和个人技能发展,促进整体团队的绩效提升。
通过科学合理的考核评分标准,可以客观评估员工的工作能力,为公司提供有效的人力资源管理和培养方向。
操作考核核心考核标准操作考核是对员工工作能力和工作表现的综合评估,也是衡量员工是否适合当前职位的重要依据。
以下是操作考核的核心考核标准:1.技术能力:操作考核首先要考察员工在所属职位的专业技术能力。
员工应掌握并熟练运用本岗位所需的各种工具、设备和技术,能够独立完成工作任务,并且能够解决工作中出现的常见问题。
2.操作规范:员工在操作考核中需要遵守操作规范。
包括正确使用操作工具、设备和材料,遵循操作流程和安全操作规程,保证工作过程中的安全性和稳定性。
3.工作效率:员工在操作考核中需要展现高效的工作能力和出色的时间管理能力。
完成任务的速度应与标准要求相符,能够在规定时间内高质量完成工作,提高工作效率。
4.质量标准:员工在操作考核中应具备良好的质量意识,能够对产品或服务的质量标准有清晰的认识并做到严格遵守。
对产品或服务的工艺要求和质量控制标准有准确的理解,并能保证产品或服务达到预期的质量要求。
5.问题处理能力:员工在操作考核中需要展现对问题的辨识与解决能力。
能够迅速发现和定位问题,并能够准确分析和解决问题,避免问题扩大化或影响工作进度。
6.团队合作:员工在操作考核中需要展现良好的团队合作精神。
能够与团队成员和其他相关部门积极合作,共同完成工作任务。
关注和支持团队成员,对团队工作的整体目标理解并积极参与。
7.自我管理:员工在操作考核中需要展现良好的自我管理能力。
具备良好的工作计划和组织能力,能够自我监督和调整工作进度,及时完成工作任务,能够面对工作压力和紧急情况保持冷静和应对。
8.自我学习与提升:员工在操作考核中需要展现积极主动的学习和自我提升意识。
能够不断更新专业知识和技能,通过自己的学习和反思来完善自己的工作方式和方法。
以上是操作考核的核心考核标准,旨在全面评估员工的工作能力和工作表现。
通过操作考核,可以为员工提供明确的发展方向,并为公司的人力资源决策提供参考依据。
缝纫技术操作考核评分标准
1. 概述
本文档旨在制定缝纫技术操作考核评分标准,以确保对缝纫技术的评估公正准确。
通过考核评分标准,可以衡量员工在缝纫技术操作方面的熟练程度和能力。
2. 考核要点
考核评分标准主要围绕以下要点进行评估:
2.1. 缝纫基本技术
- 掌握缝纫机的基本操作和调整。
- 熟悉不同类型的针脚,包括直线针脚、Z字针脚和斜线针脚等。
- 能够进行基本的缝纫线路和拼接。
2.2. 缝纫工艺技术
- 具备不同面料的缝纫特点和要求的理解。
- 能够正确选择适合面料的针脚类型和线迹。
- 进行高质量的平缝、卷边、包边和插绒等工艺操作。
2.3. 缝纫问题处理能力
- 具备快速发现和解决缝纫过程中的问题的能力。
- 能够妥善处理线路交叉、线迹不平整、线断等常见问题。
3. 评分标准
根据员工在缝纫技术操作方面的表现,进行如下评分:
- 优秀:熟练掌握缝纫机的操作和调整,能够灵活运用各种针脚和线迹,处理缝纫过程中的问题熟练且准确。
- 良好:熟悉缝纫机的操作和调整,能够熟练运用常见针脚和线迹,处理一些常见的缝纫问题。
- 一般:掌握基本的缝纫机操作和调整,能够进行简单的缝纫线路和拼接,处理一些简单的缝纫问题。
- 不合格:未能掌握基本的缝纫机操作和调整,无法进行有效的缝纫线路和拼接,无法解决缝纫过程中的问题。
4. 结论
通过制定缝纫技术操作考核评分标准,能够对员工在缝纫技术方面进行客观评估,并为进一步提高员工缝纫技术提供指导和培训方向。
评分标准的执行应确保公正、公平和一致性。
员工岗位操作规范达标检查考评细则(五篇模版)第一篇:员工岗位操作规范达标检查考评细则关于开展员工岗位操作规范达标检查考评活动的通知分公司各部门:矿井质量标准化和员工行为操作规范,是煤矿安全生产的重要保障。
根据华润高矿(2011)011号文件《关于员工岗位操作规范达标考核方案》的总体部署,自今年4月份以来,全体员工认真学习了岗位行为操作通用标准、岗位标准,并组织了文化理论考试。
为了检查员工的学习效果,员工岗位操作行为是否达标,经研究决定,首先在井下员工范围内。
现将《员工岗位操作规范达标检查考核评比实施细则》下发给你们,请认真组织本部门的员工学习,严格按照操作标准规范作业,正确对待检查考评,争取全矿各部门、各工种员工岗位操作行为达到国家标准要求。
附《员工岗位操作规范达标检查考评实施细则》二0一一年八月二十六日员工岗位操作规范达标检查考评实施细则一、为了规范员工操作行为,激励员工做遵守岗位规范操作的模范,特制定本检查考评实施细则。
二、参加考评人员范围采煤、掘进、通防、机电、运输队全体员工。
三、检查考评时间安排:2011年9月1日——12月31日止。
三、检查考评操作行为的项目:(一)、班前会认真开好班前会,不参加班前会者不准上岗。
1、会议纪律。
员工要自觉遵守班前会纪律,不得迟到、早退、抽烟、嚼槟榔、讲小话、关掉手机或调成振动。
2、会议内容。
传达调度会议精神;掌握上班安全生产移交情况;安排本班工作,特别强调安全注意事项;检查员工精神状况,发现有情绪不稳、精神欠佳、喝酒者不准上班。
(二)、班前准备每位员工都要按规定穿戴好工作服、工作帽,佩戴好自救器、瓦检仪、人员定位读卡器、上岗证、劳保用品、工具配件等,携带火工品者还要严格遵守有关制度。
(三)、入井须知1、自觉遵守检身制度,严禁穿化纤衣服下井,严禁携带香烟、打火机、槟榔、口香糖等东西下井;2、自觉排队等候人车,做到不拥挤、不抢座、不超员,车未停稳时不强行上下车。
电机绕线岗位职责规章制度一、背景为规范电机绕线岗位的工作流程和职责,提高绕线工作的质量和效率,订立本规章制度。
二、适用范围本规章制度适用于公司职能部门的电机绕线岗位,包含全部从事电机绕线工作的员工。
三、职责和工作流程1. 电机绕线岗位职责1.1. 负责依据工程图纸和工艺要求进行电机绕线工作。
1.2. 确保电机绕线工作符合相关安全标准和质量标准。
1.3. 依照工作计划和生产布置,及时完成绕线任务。
1.4. 定期检查和维护绕线设备,确保设备正常运行。
1.5. 搭配其他部门的工作需要,供应技术支持和帮助。
1.6. 乐观参加岗位相关的培训和学习,不绝提升专业技能和知识水平。
2. 工作流程2.1. 接受任务:依据工作布置,领导或相关部门向绕线岗位布置工作任务和工艺要求。
2.2. 准备工作:依据任务要求,准备所需料子、设备和工具,并检查绕线设备的正常运行情况。
2.3. 绕线操作:依据工程图纸和工艺要求,进行电机绕线操作,确保绕线的质量和效率。
2.4. 检查验收:完成绕线操作后,进行自我检查,并将绕线产品提交给质检部门进行验收。
2.5. 整理文档:完成任务后,及时整理绕线记录、工艺资料和相关报告,并上报给领导或相关部门。
四、管理标准1. 工作质量管理1.1. 电机绕线工作必需符合相关安全标准和质量标准,不得存在安全隐患和质量问题。
1.2. 绕线产品必需符合工程图纸和工艺要求的要求,尺寸精准明确,线圈结构坚固。
1.3. 核查自检记录,确保绕线质量符合要求。
1.4. 定期开展绕线工艺技术培训,提高员工的绕线技能和质量意识。
2. 工作效率管理2.1. 严格依照生产计划和工作布置,及时完成绕线任务。
2.2. 提高绕线设备的利用率,避开设备故障和停机造成的生产耽搁。
2.3. 合理布置工作流程,提高绕线工作的效率和产能。
2.4. 定期开展绕线工作效率的评估和改进,提高工作效率和生产本领。
五、考核标准1. 质量考核1.1. 依据质检部门的评估和反馈,评估绕线产品的质量合格率。
员工岗位技能考核标准
技能鉴定项目及方法
1.1 主要包括笔试、实操技能考核和现场问答考核,笔试针对于特殊技能岗位和重要技
能岗位,实操技能考核适用于所有岗位。
笔试内容为所属岗位的相关理论知识、实操规程、安全常识等。
经过培训后,由所属部门岗位负责人会同行政部门拟订考试题,由行政部、所属部门、总经理组织考试。
1.2 实操技能考核的内容,由技能部门根据评定对象所从事的工种确定相应的考核项目,
在指定场地通过现场实操的形式进行考核。
考核人员由行政部、所属考核部门、总经理理行现场评定给分。
1.3 理论知识考试和实操考核满分均为100分,理论考核60分为合格,理论考核达不到
60分者不安排实操考核;实操考核60分为合格,两项综合成绩达到60分者才能鉴定为合格,其中有一项达不到60分者为不合格。
一般技能岗位只做实操技能考核,考核结果以实操技能考评结果为准。
1.4 1.6 技能实操考核标准:1.熟练度;2.精准度;3.方向维持度;4.技巧度;5.保养性知识;
6.机械性能了解;
7.整合作业性了解能力。
绕线工安全上岗操作考核一、填空1.绕线的常用方法有:、、、等。
2.在线圈绕制过程中,除拖动导线外,主要依靠来保证和的正确就位,因此卷线工人应熟悉掌握其绕制绕组的和。
3.绕组用导线有和两种,又可分为和。
低压圆筒式绕组多采用绕制,高压圆筒式绕组多采用绕制。
4.安全生产管理,坚持、的方针。
5.从业人员在作业过程中,应当严格遵守本单位的规章制度和,正确佩戴和使用。
二、问答题1.制前的准备工作有哪些?2.小型圆筒式绕组采用“整柱”的绕制方法有哪些?3.对使用绕线机的操作规程有哪些?三、简述低压及高压的绕组过程。
剪切工安全上岗操作考核一、填空1.硅钢片冲剪质量,包括冲剪、、、漆膜损伤程度,生产过程中的弯曲折边程度等,它们都直接影响、和片缝系数。
2.在使用冲床前,要对其各运动部分充分,检查各运动部分是否,是否有或现象,机构、装置、活动是否灵活好用,间隙是否适宜,是否已紧固好,各部分是否拧紧。
3.安全生产管理,坚持、的方针。
4.操作人员在作业过程中,应当严格遵守本单位的,规章制度和,正确佩戴和使用。
二、分析题(请通过分析冲剪毛刺的形状,判断出产生的原因和排除方法。
)1. 工件上形成齿状毛刺产生原因:排除方法:2. 工件剪切面呈“波纹”状和圆锥形,在凸模侧的剪切周边上有毛边产生原因:排除方法:3.毛刺过多过大产生原因:排除方法:4.毛刺连续,且均向一侧产生原因:排除方法:5.毛刺沿周长半边有半边无产生原因:排除方法:三、简答题1.为达到各项质量指标的要求,在冲剪过程需注意什么?2.为解决毛刺问题,对操作员提出的要求有哪些?3.简述使用剪板机的操作规程。
绕线工的工艺纪律1)按“三按”(图样、工艺文件、技术标准)生产。
2)要认真做好生产前的准备工作,对加工的零部件及工装量具应养成轻拿轻放的良好习惯,按规定认真使用工位器具,整齐地摆放在指定地点,严防磕碰、划伤、锈蚀,做到文明生产。
3) 严禁绝缘件落地,并保持其清洁。
有灰尘、污垢时,必须擦干净后方可使用。
4)严禁锉刀、砂纸和绝缘件放在一起,严防金属粉沫落入绝缘件内。
5)导线进行焊接时,要将线圈覆盖好,以防金属沫崩入线圈内。
锉头时应将其它导线覆盖好,以防金属沫掉在导线上。
6)对特殊线段应随卷随标匝数,以免匝数计算错误。
7)绕线在拉紧线段时严禁用脚踩线圈和绝缘件。
8)线圈内部导线焊接头和出头绝缘包扎,严禁用两层以上纸带同时包扎。
线圈外表面一层导线的最外层绝缘应用与原绝缘相同的电缆纸包扎,其余部位可用皱纹纸包扎。
巡线工岗位职责1 负责天然气管网及其管线附属设施(阀门、阀井及调压箱等)维护、检查工作的组织实施,确保管网安全正常运行。
2 按规定周期对所辖区域工、商业户,管线、调压箱 (柜)、阀井和周边电缆沟、地裂缝、人防工事、污水井及其它沟穴部位进行巡视检测,定期做好小区的低压泄漏测试工作。
3 加强业务学习,熟悉辖区管网布局温和流走向,熟练掌握高中压管道事故抢险预案,能正确使用,维护和保管检漏仪器。
4 以高度的责任心履行岗位职责,检查处理管线、调压箱(柜)、阀门、泄漏、塌陷和违章建造等情况,确保责任区管线供气正常。
5 发现轻微漏气情况,如实填写及时上报并配合作好维修工作,漏气情况严重时,迅速通知主管领导,配合抢修队进行抢修,并作好现场监护。
6 负责处理对燃气输配系统造成危害的不安全因素行为,及时对不安全行为进行劝阻,及时发联络通知,并上报公司领导,跟踪监控,直至妥善解决。
7 认真执行上级指令,主动保持与各部门联系,配合有关部门完成抢修抢险及动火作业工作,配合外单位施工做好现场看护工作。
8 加强对燃气设施及管道的安全警示标志的检查,保证各项安全警示标志在位、清晰。
机线员技术比武操作规范及评分标准一、拉线制作拉线上把夹板法规范标准(共40分)评分标准1、比赛时间为30分钟2、两夹板间标准距离为3CM,每超出或少于0.5CM扣除1分。
3、夹板与第一把缠绕线的标准距离为5CM,每超出或少于0.5CM扣除1分。
4、第一把缠绕线的标准长度为10CM,每超出或少于0.5CM扣除1分。
5、第一把缠绕线与第二把缠绕线间的标准距离为10CM,每超出或少于0.5CM扣除1分。
6、每把缠绕铁丝要紧密美观,可酌情加、减1分二、扣式接线子接续操作规范和标准(共60分)(1)扣式接线子接续方法一般适用于300 对以下电缆,或在大对数电缆中接续分歧电缆。
(2)全塑电缆接续长度及扣式接线子的排数应根据电缆对数,电缆直径及封合套管的规格等来确定。
接线子排列及接续长度见下表。
扣式接线子排数及接续长度电缆对数(对)接线子排数接续长度(mm)(3)直接口与分歧接口接续步骤如下:①根据电缆对数、接线子排数,电缆芯线留长应不小于接续长度的1.5 倍。
②剥开电缆护套后,按色谱挑出第一个超单位线束,将其他超单位线束折回电缆两侧,临时用包带捆扎,以便操作,将第一个超单位线束编好线序。
③把待接续单位的局方及用户侧的第一对线(四根),或三端(复接、六根)芯线在接续扭线点疏扭3~4个花,留长5CM,对齐剪去多余部分,要求四根导线平直,无钩弯。
A 线与A 线,B 线与B 线压接。
④将芯线插入接线子进线孔内[直接口:两根A 线(或B 线)插入二线接线孔内。
复接:将三根A 线(或B 线)插入三线接线孔内。
必须观察芯线是否插到底。
⑤芯线插好后,将接线子放置在压接钳钳口中,可先用压接钳压一下扣帽,观察接线子扣帽是否平行压入扣身并与壳体齐平,然后再一次压接到底。
用力要均匀,扣帽要压实压平,如有异常,可重新压接。
⑥压接后用手轻拉一下芯线,防止压接时芯线跑出没有压牢。
扣式接线子接续示意图如图1。
芯线接续尺寸,直接口如图2 所示。
操作崗位技朮考核標準
——绕线員工
崗位名稱﹕組立員工
1. 基本知識
1.1 能辯認本崗位所涉及的基本材料﹑工治具﹑設備。
瞭解本崗位所涉用的物料的標識及
防護要求。
1.2 熟悉SOP作業知識。
1.3 瞭解本崗位品質方針和目標﹑環境方針和目標﹐以及展開或分解到本崗位的目標。
2. 技朮要求標準
2.1 正確理解接收到工作資訊﹐按有關要求正確填寫有關記錄和/或輸出有關檔資料。
2.2 能獨立完成組立作業﹐熟悉鐵芯來料的檢驗﹐繞線位置正確﹐能正確辨認第一腳位﹐
引線長度的控制正確及繞線圈數的要求和刮毛刺。
具備自檢能力。
2.3 瞭解本崗位所涉用的工治具的初級保養。
2.4 按作業指導書規定或資格培訓後應掌握的要求正確完成本崗位流程的全部操作。