测试架制作规范
- 格式:doc
- 大小:24.50 KB
- 文档页数:2
通华液晶公司生产模具/测试架制作规範檢查表更新日期:5-Feb-2009测试架/生产组装夾具制作规範:< 1 >测试架结構:狀态1.1测试电路板要用螺絲稳固装在保護盒內,再用連线引出至测试插口.1.2如测试架是用連接器"Connector"方法測试产品帶 FFC, FPC, 或 Connector 插头时,要设计成子母板方式,減低维修連接器引致之生产延误.(並適用于老化测试板)1.3测试产品之FPC,FFC宽度和导线间距 Pitch 要匹配测试架"子板"上連接器.1.4测试FPC,HSC,TAB連接产品时,要设计為以FPC/HSC/TAB定位对准,LCD不要放固定槽内.1.5当测试架同时附有朦/鬼影样本时,驅动测试程式跳图要求产品与样本同步,方便比較.1.6测试架上显示LED燈要安置在员工视角范围內,方便员工察看.1.7背光在测试架上挖孔应该要有可视区大小.1.8测试架上应设有Vdd/Vss/Vlcd引出接口,方便测试叁数確認.1.9测试架挖槽深度要配合产品尺寸,制作时要控制精度.1.10测试架連接灯仔之线粗要適当,减少灯仔断线不亮.1.11测试架标示背光电压要与实际数值相符.1.12测试架焊接处不可用美纹纸遮盖,尽可能不外露走线或焊接位.1.13做给客户之测试架要与 RCL 跳图一致.1.14测试架上焊接灯仔位置(作用如背光),要水平上下平均佈置,使亮度均匀.1.15TAB IC 热压后测试架要求测试斑馬胶阔度(Y方向),是TAB 焊锡脚宽度+2mm,避免压TAB断焊脚.< 2 >测试架/机功能要求:2.1测试架要设置升/降电压功能程序.2.2测试架功能应備有对产品按鍵,感应器等客户使用元件,进行测试.2.3GOP玻璃测试架应備有在PR机测试能力.2.4三边ITO脚玻璃测试架.2.5TAB IC 驅动玻璃测试架2.6OTP 功能测试架.2.7蓝色电源盒要備有测电流功能.2.8关于PCBA需要短接调校电位器的产品(先短接调好电位器,测试OK后将短接点断开),1)在测试架上需加顶针短接连接点.2)在测试架上要求内升电压与外供电压测试转换开关.< 3 >组装夾具要求:3.1元件弯脚工具.3.2过孔插元件要求有压模將元件压緊在PCB板上焊接.3.3LCD/PCBA/觸感屏粘贴要有对位模具.3.4LCD/背光板对位压合模具.3.5没有卡口胶壳与LCD组装时需有组装模具,控制组装精度.3.6斑馬胶压合组装工具要求平行度及压力監控.3.7组装斑馬胶时,斑馬胶/PCBA和LCD定位控制.3.8FFC 插头/连接器焊接位置对位模板.3.9热压夾具承托玻璃斜台要有真空吸緊设计,保証热压对位效果.Prepared by: Wingki。
测试仪器、测试架管理规范(ISO9001-2015)1.0目的为了更好去管理及维护仪器和测试架的正常运作,特制定本管理规范。
2.0适用范围2.1适用于本厂所有用来检测使用仪器和测试架。
3.0管理规范内容:3.1凡涉及测试用的仪器和测试架,均属于公司财产,由公司自行支配或使用,品质保证课负责保管及维护,未经本部门同意,任何部门或个人不得擅自挪用或外借他人。
3.2所有的仪器和测试架均由品质保证课统一编号及标示,并将标签贴于仪器或测试架表面上,未经本部门批准,任何人不得擅自更改编号或者自编编号。
3.3测试架或特殊仪器的制作,分为两部分,一部分为自制品,即是由本厂自行制作,经检验合格后才可以使用;另一部分为客户自己提供,并且经检验合格,符合客户要求,即可以使用。
3.4所有的仪器和测试架必须经过校正和认可,如有些仪器或测试架因时间问题,未能及时校正或认可,须经品质保证课确认,并且贴上“临时使用标签”(注:只限仪器),即可发给使用部门使用。
3.5领用人员资格,必须是在本厂工作并且职位在助拉以上的人员,方可到品质保证课领用仪器或者测试架。
3.6仪器或测试架在借出时,领用人员应和品质保证课仪器管理员当面交收,确定所需要的仪器或者测试架是否符合产品功能测试的各项要求且外观清洁,领用人员在测试仪器、测架签借记录本相应的位置(签借人一栏)上签名(正楷全名),并注明领取日期,方可取走,否则品质保证课可以拒绝签借仪器、测架。
3.7使用部门需要使用仪器和测试架,应提前四个小时向品质保正课签借仪器测试架.仪器或测试架在正常使用完毕后的三天内归还,归还时应确保仪器或测架功能完好,外观表面整洁;如仪器或测架在归还时有损坏情况下应及时告知验收人员,才能及时维修.符合上述要求验收人员方可验收,所有数目应当面确认。
3.8仪器和测试架维修分为两种:一种是正常维修(即在正常使用状态下,某个组件的使用寿命问题引起的损坏属于正常性维修),正常性维修由品质保证课列入日常维修工作,所有费用均由公司支付,另一种是非正常维修(即是人为和故障或疏忽造成损坏的属于非正常性维修),非正常性维修将不列入日常维修工作,但因急需使用且是唯一一个仪器或测架,短时间内亦找不到代替品的,需由本部门经理批准,所有费用均由使用单位承担。
检具和测量支架技术要求1. 概述检具:检具是冲压件和焊接件等在线检测检验夹具的简称,与其它文件中提到的样架具有相同的意义。
检具是一种按需方特定要求专门制造的检测工具。
检具的形面必须根据零件的CAD数据铣削加工,能体现零件的所有参数,对零件进行定性检测。
对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。
检具还同时应具有测量支架的功能,但是当检具的在线检测功能与测量支架功能不能同时满足时,应首先满足检具的在线检测功能。
测量支架:测量支架是用3D测量机测量冲压件和焊接件时的一种辅助支架,其所有的支撑面(点)和定位基准面(点)均必须根据零件的CAD数据铣削加工,有些特殊零件的测量支架还应具有部分检具的功能。
1.1 检具和测量支架的设计、制造和验收应以产品图纸和主模型(或CAD 数据)为基准。
当零件无主模型(或CAD数据)时,应以产品图纸和经SVW认可的样件作为依据。
1.2 检具和测量支架能够根据有效的产品图纸和主模型(或CAD数据)来合理地测量零件的所有参数,借助于三坐标测量机能对检具和测量支架进行校验和鉴定。
1.3 在正常的使用频率和良好的保养维护情况下,应保证检具和测量支架与其相对应的压延模具或焊接夹具有相同的使用寿命。
1.4 检具和测量支架的设计原则按VW 39D701,技术要求按VW 39D702。
2. 检具结构2.1 检具方案:检具设计之前,供货厂商应与SVW检具规划人员一同确定检具方案,并作为检具设计的依据。
检具方案内容包括:●检具类型:检具是采用下述何种类型全型面的样架结构只有轮廓型面以及重要检测单元的简易样架铝铸件测量支架铝型材测量支架(如侧围零件)带部分样架检测功能的测量支架(如侧围、翼子板零件)带框型型面样架的测量支架(如门外板零件)●零件的摆放:一般原则零件按照车身坐标摆放,在特殊情况下,经过SVW检具规划人员的确认,零件可以旋转90度或者180度进行摆放。
对于门内板等零件,由于认可状态与现场使用状态的不统一,检具设计时需要考虑2种摆放的可能性。
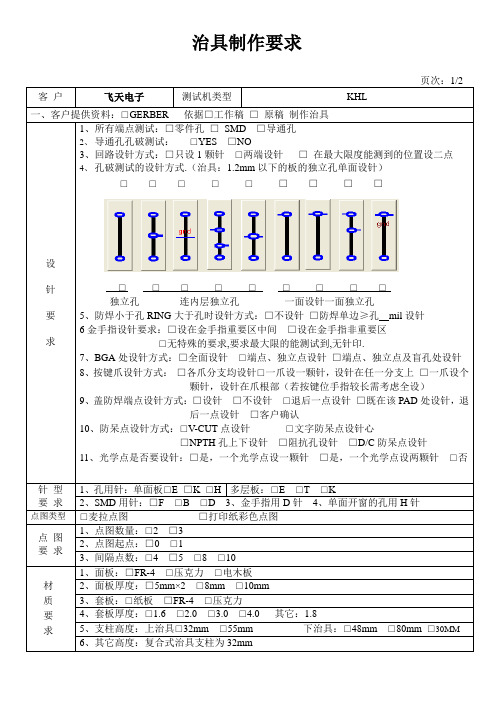
页次:1/2客户飞天电子测试机类型KHL一、客户提供资料:□GERBER 依据□工作稿□原稿制作治具设针要求1、所有端点测试:□零件孔□SMD □导通孔2、导通孔孔破测试:□YES □NO3、回路设针方式:□只设1颗针□两端设针□在最大限度能测到的位置设二点4、孔破测试的设针方式.(治具:1.2mm以下的板的独立孔单面设针)□□□□□□□□□□□□□□□□□□独立孔连内层独立孔一面设针一面独立孔5、防焊小于孔RING大于孔时设针方式:□不设针□防焊单边≥孔mil设针6金手指设针要求:□设在金手指重要区中间□设在金手指非重要区□无特殊的要求,要求最大限的能测试到,无针印.7、BGA处设针方式:□全面设针□端点、独立点设针□端点、独立点及盲孔处设针8、按键爪设针方式:□各爪分支均设针□一爪设一颗针,设针在任一分支上□一爪设个颗针,设针在爪根部(若按键位手指较长需考虑全设)9、盖防焊端点设针方式:□设针□不设针□退后一点设针□既在该PAD处设针,退后一点设针□客户确认10、防呆点设针方式:□V-CUT点设针□文字防呆点设针心□NPTH孔上下设针□阻抗孔设针□D/C防呆点设针11、光学点是否要设针:□是,一个光学点设一颗针□是,一个光学点设两颗针□否针型要求1、孔用针:单面板□E □K □H 多层板:□E □T □K2、SMD用针:□F □B □D3、金手指用D针4、单面开窗的孔用H针点图类型□麦拉点图□打印纸彩色点图点图要求1、点图数量:□2 □32、点图起点:□0 □13、间隔点数:□4 □5 □8 □10材质要求1、面板:□FR-4 □压克力□电木板2、面板厚度:□5mm×2 □8mm □10mm3、套板:□纸板□FR-4 □压克力4、套板厚度:□1.6 □2.0 □3.0 □4.0 其它:1.85、支柱高度:上治具□32mm □55mm 下治具:□48mm □80mm □30MM6、其它高度:复合式治具支柱为32mm。
第1页测试治具设计规范
一、目的:
规范工程师设计工作,标准化测试治具制造工艺。
二、适用范围:
适用于本公司所有测试治具设计。
三、资料要求:
首件打样需提供详细资料。
对于测试治具需提供GERBER 、实板及要求。
对对于外厂加工而本厂返修则需提供Gerber 及具体数据要求。
四,设计要求:
1. 所有功能达成。
根据客户提供的PCB 实际情况,确定所需测试功能,设计测试治具的原则是要把PCB 板
上所有的功能都能实现。
2. 使用的安全性。
测试治具要在使用者的角度考虑,要保证操作者的安全,不能有安全隐患。
另,要考虑
治具在使用的过程不能对被测试的产品造成损坏,要尽量避免因误操作而造成损坏被测试产品的情况。
3. 使用的方便性。
测试治具要考虑在使用的过程中要方便可靠,不可以出现操作不便的情况。
郑州瓢虫自动设备:
如何制作合格的PCB板测试架?PCB板测试架质量要求:
1、PCB板测试架电路走线图应正确绘制;布局应合理、无遗漏;编号位应正确。
2、PCB板测试架治具垫板面的钻孔应有较好的垂直度和同心度,孔位不能偏斜;孔壁光洁无毛刺、无缺损、选用治具垫板应平整无损;保持原有的透明度,不得擦伤。
3、配线时排线座插头编号应垫板标识的孔位,编号要一致,不得错配和漏配;插头上的顺序号不得错乱,连接导线不得有断损的打拆,连接触针之间不能有短路。
4、使用5块垫板制造治具的方法,关键的在于第一片垫板、第三片垫板。
在测试时使每种大小不一样的探针的针头能在同一个平面上。
检具技术要求目录1. 目的 (3)2. 适用范围 (3)3. 责任 (3)4. 规定 (3)4.1 检具(测量支架)的概述 (3)4.2 检具设计与制造的技术要求 (4)4.3 检具和测量支架的验收和交付 (12)5. 存档 (14)6. 评审与更改 (14)7. 分发 (14)8. 附件清单 (14)附件一:关于检具定位销和检验销的说明 (15)1. 检具定位销概述 (15)2. 定位销A1的结构形式 (16)3. 定位销A2的结构形式 (19)4 . 零件检查销的结构和计算 (24)5. 轴套结构图示介绍 (27)附件二:检具(测量支架)认可流程 (30)附件三: 检具(测量支架)设计认可报告 (31)附件四:检具(测量支架)制造认可报告 (33)1. 目的通过制订《检具(测量支架)技术要求》,使检具(测量支架)在规划、设计与制造、验收与使用时,能够遵循统一的技术标准和评价指标。
2.适用范围本技术要求适用于车身检具及对零件型面尺寸或装配尺寸与车身坐标系统有关联的内外饰件的检具。
3. 责任***负责本技术要求的编制、维护、升级及分发等工作。
***零件供应商负责本技术要求在检具(测量支架)规划、设计、制造、验收和使用过程中的贯彻和执行。
4. 规定4.1 检具(测量支架)的概述4.1.1检具(测量支架)的定义检具是一种用来测量和评价零件尺寸质量的专用检验设备。
在零件生产现场, 通过检具实现对零件的在线检测,为此需要将零件准确地安装于检具上, 然后通过目测,或测量表,或卡尺对零件型面,周边进行检查,也可以借助检验销或目测对零件上不同性质的孔及零件与零件之间的联接位置进行目检,从而保证在试生产及起步生产时实现零件质量状态的快速判断。
在此情况下,通过目检或测量可以判断: 零件轮廓周边大小和形状区域以及相对位置与通过CAD/CAM直接加工的检具理论值之间的偏差。
对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。
目录1. 目的……………………………………………………2. 适用范围术语……………………………………………………2.1. 检具……………………………………………………2.2. 测量支架……………………………………………………3. 技术要求……………………………………………………3.1. 总则……………………………………………………3.2. 制造精度……………………………………………………3.3. 结构与材质……………………………………………………3.3.1. 底板及框架……………………………………………………3.3.2. 测量基准……………………………………………………3.3.3. 定位基准……………………………………………………3.3.4. 夹紧机构……………………………………………………3.3.5. 检测部件……………………………………………………3.4. 搬运与起吊装置……………………………………………………3.5. 铭牌与标识……………………………………………………4. 验收要求……………………………………………………4.1. 设计确认……………………………………………………4.2. 制造预验收……………………………………………………4.3. 最终认可……………………………………………………4.4. 重复性和再现性评价要求……………………………………………5. 文档要求……………………………………………………6. 包装要求……………………………………………………7. 交付条件……………………………………………………8. 质保期……………………………………………………9. 备注……………………………………………………10. 附件……………………………………………………1. 目的本规范旨在为延锋伟世通汽车模具有限公司(以下简称“模具公司”)开发的各类检具和测量支架(以下简称“检具”)提供统一的设计、制造、验收标准。
为保证测试架出厂规范,在测试架完成后需检查以下条例
1,绑线要紧促,
2,严格按照针型插针
3,注意清理板灰,未撕掉的贴纸及其他杂物
4,用双面胶固定海绵时双面胶不能贴到小孔
5,检查针盘每层的胶圈大小是否一致
6,销钉敲对角,检查销钉高度是否合适,要能良好固定3块护板
7,在不影响正常情况下要加上0.5mm厚度的B5,若板翘严重,可用双面胶固定
8,盖护板前要仔细保证弹簧露出正常
9,检查测试针高度是否合适:
a,若测试针过高,可在护板边框贴胶纸,大概6,7层厚度,视情况而定
b,若测试针太矮,可临时舍弃0.5厚度的B5
c,若以上无效,要求钻孔人员重新挑选板材
10,用力按压测试针,检查是否有卡针,若出现卡针
a,更换2块B5的位置
b,调整销钉高度,固定好B5
c,用双面胶贴紧翘凸的地方
d,若以上无效,要求钻孔人员重钻
11,检查型号,并在底板上注明,以便查找小节
12,检查小节是否与型号对应,注意合拼测试架是否有漏贴,错贴小节
13,检查牛角是否有破损,固定牛角的螺丝是否拧紧
14,检查定位针,对位针是否安放正确
15,检查菲林是否安放,开单是否准确无误
总结:忙而不乱事半功倍。