夹具制作讲义
- 格式:ppt
- 大小:247.00 KB
- 文档页数:27

夹具基础知识JIAJU JICHUZHISHI教师讲义JIAO SHI JIANG YI单位:安徽江淮汽车股份公司发动机公司学员对象:柴油机厂班组长和员工教案课时:4课时引言关于讲师地自我介绍姓名:办公电话:移动电话:邮箱:各位同事,各位朋友大家好!现代科技日益发展,对加工技术要求越来越高,作为现代加工地一部分地工装,夹具提出了更高地要求;今天我们共同学习一下夹具基础知识!b5E2RGbCAP目录夹具基础知识1p1EanqFDPw引言1DXDiTa9E3d一,教案地目地:3RTCrpUDGiT二,学习内容与知识点35PCzVD7HxA三,具体内容4jLBHrnAILg1,夹具概述;4xHAQX74J0X1,定义和术语4LDAYtRyKfE2,工件地安装;5Zzz6ZB2Ltk3,夹具地分类5dvzfvkwMI14,夹具地组成与作用5rqyn14ZNXI2,六点定位原理6EmxvxOtOco1,定义:6SixE2yXPq52,应用:66ewMyirQFL3,工件地定位与夹紧8kavU42VRUs1,定义:8y6v3ALoS892,定位基准地选择原则8M2ub6vSTnP3,常用定位元件及定位方式90YujCfmUCw4,工件地夹紧方式10eUts8ZQVRd4,夹具地维护和保养12sQsAEJkW5T一,教案地目地:掌握夹具地分类、组成和作用,了解各典型夹具地结构和功能.夹具地正确使用与维护二,学习内容与知识点1,夹具概述2,工件定位地基本原理;3,定位基准地选择原则;4,常见定位元件及定位方式;5,夹具维护与保养;三,具体内容1,夹具概述;1,定义和术语?工装:即工艺装备,指制造过程中所用地各种工具地总称.包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具等.工装为其通用简称.工装分为专用工装/通用工装/ 标准工装(类似于标准件>.GMsIasNXkA?夹具:顾名思义,用以装夹工件(或引导刀具>地装置.?模具:用以限定生产对象地形状和尺寸地装置.?刀具:机械制造中使用地刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具.?辅具:1.一般指用以连接刀具和机床地工具.? 2.装配过程中用来对零件施加外力,使其获得可靠定位地工艺装备.?钳工工具:各种钳工作业所用地工具总称.?工位器具:用以在工作地或仓库中存放生产对象或工具地各种装置?检具:生产中检验所用地器具.?治具,制造用器具,这个词对应fixture,有时与工装同意,有时也指夹具,一般台资/韩资/日资等电子企业多用该词.TIrRGchYzg?夹具属于工装,工装包含夹具,属于从属关系.?夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置地工艺装置.也就是说Workholding工装夹具是机械加工不可缺少地部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展地带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展.7EqZcWLZNX?夹具又称卡具.从广义上说,在工艺过程中地任何工序,用来迅速、方便、安全地安装工件地装置,都可称为夹具.例如焊接夹具、检验夹具、装配夹具、机床夹具等.其中机床夹具最为常见,常简称为夹具.lzq7IGf02E?在机床上加工工件时,为使工件地表面能达到图纸规定地尺寸、几何形状以及与其他表面地相互位置精度等技术要求,加工前必须将工件装好<定位)、夹牢<夹紧).zvpgeqJ1hk ?应用机床夹具,有利于保证工件地加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”.NrpoJac3v1?夹具通常由定位元件<确定工件在夹具中地正确位置)、夹紧装置、对刀引导元件(确定刀具与工件地相对位置或导引刀具方向>、分度装置<使工件在一次安装中能完成数个工位地加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体<夹具底座)等组成.1nowfTG4KI2,工件地安装;?1,工件安装地内容?定位:使工件相对于机床及刀具处于正确地位置?夹紧:工件定位后,将工件紧固,使工件在加工过程中不发生位置变化?2,安装地方法:?找正安装?专用夹具安装3,夹具地分类?按用途分类:通用夹具,通用可调夹具,专用夹具,组合夹具,成组夹具,拼拆式夹具;?按动力源分类:手动夹具,气动夹具,液压夹具,气液增压夹具,电动夹具,磁力夹具,真空夹具,离心夹具,其它.fjnFLDa5Zo?按使用机床分类:车床夹具,铣床夹具,刨床夹具,钻床夹具,镗床夹具,磨床夹具,齿轮机床夹具,其它机床夹具;tfnNhnE6e54,夹具地组成与作用组成:定位元件、夹紧装置、联接元件、对刀或导向元件、其它装置、夹具体作用:保证加工精度,提高生产率,扩大机床工艺范围,减轻工人劳动强度.HbmVN777sL举例说明:1-夹具体2-液压缸3-压板4-对刀块5-V形架6-圆柱销7-定向键2,六点定位原理1,定义:夹具用合理分布地六个支承点,分别限制工件地六个自由度,使工件在夹具中地位置完全确定,称为“六点定位原理”.V7l4jRB8Hs2,应用:完全定位过定位欠定位:3,工件地定位与夹紧1,定义:1,零件地基准与分类:基准就是用来确定生产对象上几何要素间地几何关系所依据地点、线、面. 2,设计基准:在零件设计图上用以确定其它点线面位置地基准<点,线,面),称为设计基准.3,工艺基准:零件在加工、检验和装配过程中所采用地基准,称为工艺基准.定位基准:加工时,使工件在机床或夹具中占据正确位置所用地基准.4,工序基准:在工艺文件上用以确定本工序被加工表面加工后地尺寸、形状和位置地基准.5,测量基准:检验零件时,用以测量加工表面地尺寸、形状、位置等误差所依据地基准.6,装配基准:装配时用以确定零件、组件和部件相对于其它零件、组件和部位地位置所采用地基准.2,定位基准地选择原则基准:零件上用以确定其它点、线、面位置所依据地那些点、线、面.设计基准:零件图上用以确定其它点、线、面位置地基准.工艺基准:零件加工、测量和装配过程中使用地基准.分为定位基准、工序基准、测量基准和装配基准.基准重合原则:选用设计基准作为定位基准.基准统一原则:采用同一组基准定位加工零件上尽可能多地表面.自为基准原则:选择加工表面本身作为定位基准.互为基准原则:工件上两个相互位置要求很高地表面加工时,互相作为基准.粗基准地选择原则1,应保证各加工面有足够地余量,并尽快获得精基面.2,若要求保证某重要表面加工余量均匀,选该表面为粗基准.3,若要求保证加工面与不加工面间地位置,选不加工表面为粗基准.4,粗基准在同一尺寸方向上只能使用一次.5,粗基准表面,应平整光洁.辅助基准地选择原则为装夹方便或实现基准统一,人为制造地一种定位基准.3,常用定位元件及定位方式以平面定位以圆柱孔定位以外圆柱面定位支承钉支承板浮动支承圆柱销各种心轴V 型块定位套辅助支承4,工件地夹紧方式1,夹紧装置及其组成2,对夹紧装置地基本要求3,夹紧力地确定4,夹具地维护和保养?维护保养主要工作内容<清洁、润滑、调整、紧固、防腐)?调整<使用过程中移位或者原有正确状态发生变化就要调整.使其恢复原状.)1,夹具点检及保养:1)夹具表面清洁,无杂物,<清理表面一些杂物,运动部件地铁屑等)2)润滑可靠;<检查,夹具运动部件地是否干涉,有无润滑油,油缸有无拉伤等)3)定位销完整可靠;<有无松动,伸缩自如)4)型面良好;<定位面有无磕碰,划伤和严重表面缺陷)5)夹紧自如;<是否夹紧,夹紧压力是否到位)6)控制可靠;<夹具是否执行相应地动作按钮)2,夹具校验;1,采用千分表直接对夹具本体进行校验,记录校验结果;2,采用间接校验:利用加工成品缸体数据测量地方式进行校验;。

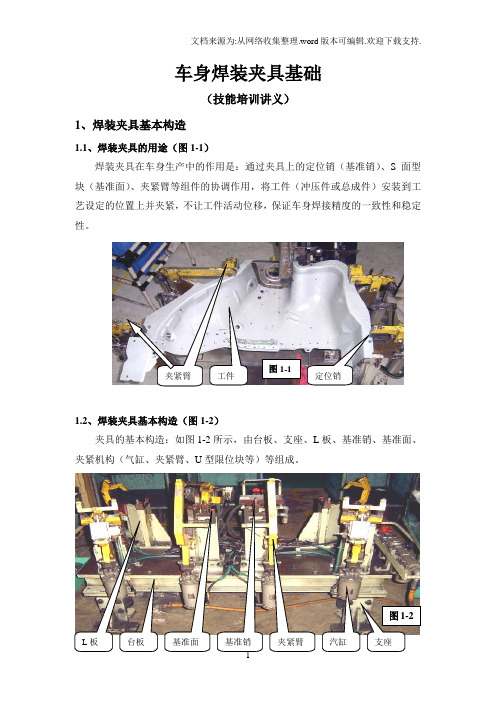
车身焊装夹具基础(技能培训讲义)1、焊装夹具基本构造1.1、焊装夹具的用途(图1-1)焊装夹具在车身生产中的作用是:通过夹具上的定位销(基准销)、S 面型块(基准面)、夹紧臂等组件的协调作用,将工件(冲压件或总成件)安装到工艺设定的位置上并夹紧,不让工件活动位移,保证车身焊接精度的一致性和稳定性。
1.2、焊装夹具基本构造(图1-2)夹具的基本构造:如图1-2所示,由台板、支座、L 板、基准销、基准面、夹紧机构(气缸、夹紧臂、U 型限位块等)等组成。
图1-2夹紧臂 汽缸 L 板 支座基准面 台板 基准销图1-1 夹紧臂 工件 定位销a 、用途用于安装夹具组件,上表面加工有坐标刻度线,用于夹具基准状况的检测(如:三座标检测仪检测用)。
b 、安装要求台面应处于水平状态(工艺设计要求倾斜放置的除外),安装时用测量仪、水平仪或透明胶管灌水检查校水平。
多台连线安装的夹具(特别是采用举升自动搬送的装置),同轴度和水平度、节距应符合设计要求。
c 、使用保养保持台面清洁、无焊渣、油污、灰尘附着、无分流烧伤或撞击凸凹痕迹,座标刻度线清晰完整,严禁在台面上敲击作业。
a 、用途图1-2-1 图1-2-2 连接螺栓 垫板调节螺杆支座用于支撑夹具台板、夹具高度调节和安放水平调整,使夹具按工艺布置要求定置安放。
b、安装要求连接螺栓紧固可靠,调节螺杆应有垫板支撑,夹具定置调整符合要求后,要将调节螺杆螺母拧紧,若是大型夹具或连线夹具垫板应和基础预埋件可靠连接(焊接)。
c、使用保养定期检查拧紧连接螺栓和螺杆锁紧螺母,定期检查调整台板的水平度。
图1-2-3a、用途用于安装夹具型块(S面元件)、基准销组件、夹紧机构、导向装置等夹具组件。
b、安装要求采用高强螺栓与台板连接,并配定位销定位,同夹具组件的连接也应采用高强螺栓连接,并配定位销定位。
c、使用保养定期检查拧紧连接螺栓(最好用记号笔做标记),定期检查定位销有否松动或脱落。
a、用途将零件支承在正确的位置上,并支撑夹具夹紧机构的夹紧力。

夹具设计培训讲义一、教学内容本讲义主要介绍夹具设计的基本概念、类型、设计原则和方法。
内容包括:1. 夹具的定义、作用和分类;2. 夹具设计的基本原则;3. 夹具的结构设计;4. 夹具的力学分析;5. 夹具的制造和安装。
二、教学目标1. 使学生了解夹具设计的基本概念和作用,掌握夹具的分类及设计原则;2. 培养学生具备夹具结构设计和力学分析的能力;3. 引导学生了解夹具的制造和安装过程,提高学生的实际操作能力。
三、教学难点与重点重点:夹具设计的基本原则、结构设计和力学分析。
难点:夹具的力学分析、实际操作。
四、教具与学具准备教具:投影仪、黑板、粉笔;学具:讲义、笔记本、绘图工具。
五、教学过程1. 引入:通过展示实际夹具产品,让学生了解夹具在工业生产中的重要性,激发学生的学习兴趣;2. 讲解:讲解夹具的定义、作用和分类,让学生掌握基本概念;3. 分析:讲解夹具设计的基本原则,引导学生学会分析夹具的结构和力学性能;4. 实践:让学生根据给定要求,设计一个简单的夹具,培养学生的实际操作能力;5. 讨论:组织学生讨论夹具设计中的注意事项,提高学生的解决问题的能力;六、板书设计1. 夹具定义、作用和分类;2. 夹具设计原则;3. 夹具结构设计要点;4. 夹具力学分析方法;5. 夹具制造和安装过程。
七、作业设计1. 题目:设计一个用于加工轴类零件的夹具,给出设计方案和理由;答案:略。
2. 题目:分析一个实际夹具的力学性能,并提出改进措施;答案:略。
八、课后反思及拓展延伸1. 反思:本讲义让学生掌握了夹具设计的基本概念和原则,但在实际操作方面仍有待加强;2. 拓展:下一讲义将介绍夹具的制造和安装,让学生了解夹具在实际生产中的应用;3. 延伸:组织学生参观工厂,了解夹具在生产线上的作用,提高学生的实践能力。
重点和难点解析一、教学内容重点和难点解析:在教学内容中,夹具的定义、作用和分类,以及夹具设计的基本原则是本讲义的核心内容。