铣加工固定循环指令共42页
- 格式:ppt
- 大小:582.50 KB
- 文档页数:42

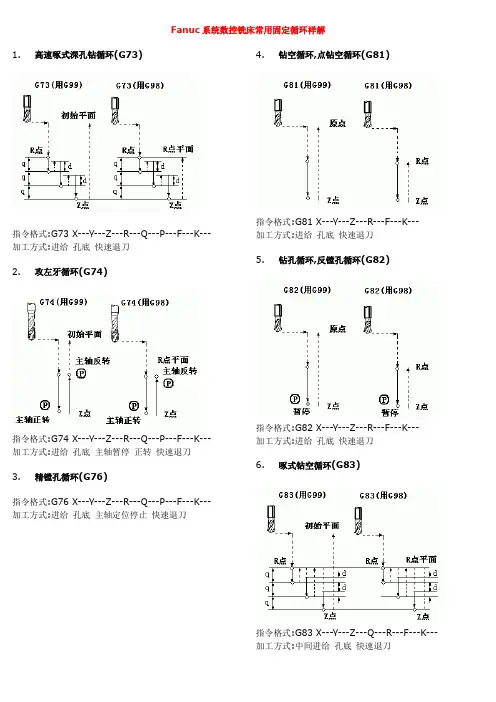
Fanuc系统数控铣床常用固定循环祥解1.高速啄式深孔钻循环(G73)指令格式:G73 X---Y---Z---R---Q---P---F---K--- 加工方式:进给孔底快速退刀2.攻左牙循环(G74)指令格式:G74 X---Y---Z---R---Q---P---F---K--- 加工方式:进给孔底主轴暂停正转快速退刀3.精镗孔循环(G76)指令格式:G76 X---Y---Z---R---Q---P---F---K--- 加工方式:进给孔底主轴定位停止快速退刀4.钻空循环,点钻空循环(G81)指令格式:G81 X---Y---Z---R---F---K---加工方式:进给孔底快速退刀5.钻孔循环,反镗孔循环(G82)指令格式:G82 X---Y---Z---R---F---K---加工方式:进给孔底快速退刀6.啄式钻空循环(G83)指令格式:G83 X---Y---Z---Q---R---F---K--- 加工方式:中间进给孔底快速退刀7.攻牙循环(G84)指令格式:G84 X---Y---Z---R---P---F---K--- 加工方式:进给孔底主轴反转快速退刀8.镗孔循环(G85)指令格式:G85 X---Y---Z---R---F---K---加工方式:中间进给孔底快速退刀9.镗孔循环(G86)指令格式:G86 X---Y---Z---R---F---K---加工方式:进给孔底主轴停止快速退刀10.反镗孔循环(G87)指令格式:G87 X---Y---Z---R---F---K---加工方式:进给孔底主轴正转快速退刀11.镗孔循环(G88)指令格式:G88 X---Y---Z---R---F---K---加工方式:进给孔底暂停, 主轴停止快速退刀12.镗孔循环(G89)指令格式:G89 X---Y---Z---R---F---K---加工方式:进给孔底暂停快速退刀。

25 数控铣削加工编程指令(固定循环)授课内容一、孔加工固定循环功能孔加工是最常见的零件结构加工之一,孔加工工艺内容广泛,包括钻削、扩孔、铰孔、锪孔、攻丝、镗孔等孔加工工艺方法。
数控铣床和加工中心通常都具有能完成钻孔、镗孔、铰孔和攻螺纹等加工的固定循环功能。
本节介绍的固定循环功能指令,即是针对各种孔的加工,用一个G代码即可完成。
该类指令为模态指令,使用它编程加工孔时,只须给出第一个孔加工的所有参数,接着加工孔凡与第一个孔有相同的参数均可省略,这样可极大提高编程效率,而且使程序变得简单易读。
表5-2 列出了这些指令的基本含义。
表5-2 固定循环功能指令一览表二、固定循环的基本动作如图5-44所示,对工件孔加工时,根据刀具的运动位置可以分为四个平面:初始平面、R平面、工件平面和孔底平面。
图5-44 固定循环的动作(1) 初始平面初始平面是为安全操作而设定的定位刀具的平面。
(2) R点平面R点平面又叫R参考平面。
这个平面表示刀具从快进转为工进的转折位置,R点平面距工件表面的距离主要考虑工件表面形状的变化,一般可取2-5mm。
(3) 孔底平面Z表示孔底平面的位置,加工通孔时刀具伸出工件孔底平面一段距离,保证通孔全部加工到位,钻削盲孔时应考虑钻头钻尖对孔深的影响。
孔加工固定循环一般由下述六个动作组成(图中用虚线表示的是快速进给,用实线表示的是切削进给);动作1――x轴和y轴定位:使刀具快速定位到孔加工的位置。
动作2――快进到R点:刀具自初始点快速进给到R点(Referance point)。
动作3――孔加工:以切削进给的方式执行孔加工的动作。
动作4――孔底动作:包括暂停、主轴准停、刀具移位等动作。
动作5――返回到R点:继续加工其他孔且可以安全移动刀具时选择返回R点。
动作6――返回到起始点:孔加工完成后一般应选择返回起始点。
为了保证孔加工的加工质量,有的孔加工固定循环指令需要主轴准停、刀具移位。
说明:1)固定循环指令中地址R与地址Z的数据指定与G90或G91的方式选择有关。

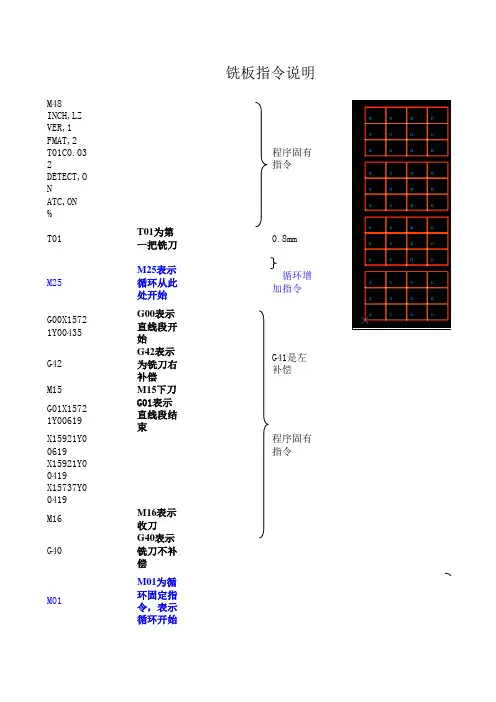
M48INCH,LZVER,1FMAT,2T01C0.032程序固有指令DETECT,ONATC,ON%T01T01为第一把铣刀0.8mmM25M25表示循环从此处开始循环增加指令G00X15721Y00435G00表示直线段开始G42G42表示为铣刀右补偿G 41是左补偿M15M15下刀G01X15721Y00619G01表示直线段结束X15921Y00619程序固有指令X15921Y00419X15737Y00419M16M16表示收刀G40G40表示铣刀不补偿M01M01为循环固定指令,表示循环开始M02R4X-02100Y0M01M02R3X0Y01600M01M02R2X-09000Y0M01M02R4X0Y05400M08T02T02为第二把铣刀 2.0mmM25G00X15315Y00053G42M15G01X17354Y00053X17354Y01553X15354Y01553X15354Y00014M16G40M01此命令Y 方向的循环指令此板为X 轴的大循环,此板为Y 轴的大循环,铣板指令说明M02为循环固定指令,R 后面必须接一数字,表示需重复的次数,X 表示为沿X 方向,后需接一数值,为两物体的间距,Y0表示沿Y 方向的距离为0M08表示循环结束M02R4X-02100Y0M01M02R3X0Y01600M01循环增加指令,说明同上M02R2X-09000Y0M01M02R4X0Y05400M08M30M30铣板程序结束M47暂停说明:以上蓝色字体行为需增加的指令,此循环总共有四个,大循环内套有小循环如下图,一SET 为小循环,一PANEL 为大循环所有铣刀相同的循环M48INCH,LZVER,1FMAT,2T01C0.032程序固有指令DETECT,ONATC,ON%M25M25表示循环从此处开始循环增加指令T01T01为第一把铣刀G00X15721Y00435 G00表示直线段开始G42G42表示为铣刀右补偿M15M15下刀G01X15721Y00619G01表示直线段结束X15921Y00619程序固有指令X15921Y00419X15737Y00419M16M16表示收刀G40G40表示铣刀不补偿T02T02为第二把铣刀G00X15315Y00053G42M15G01X17354Y00053X17354Y01553X15354Y01553X15354Y00014M16G40M01M01为循环固定指令,表示循环开始M02R4X-02100Y0M01M02R3X0Y01600M01M02R2X-09000Y0M01M02R4X0Y05400M08M30M30铣板程序结束说明:以上蓝色字体行为需增加的指令,此循环总共有四个,大循环内套有小循环如下图,一SET 为小循环,一PANEL 为大循环M08表示循环结束此板为Y 轴的大循环,此命令Y 方向的循环指令此板为X 轴的大循环,M02为循环固定指令,R 后面必须接一数字,表示需重复的次数,X 表示为沿X 方向,后需接一数值,为两物体的间距,Y0表示沿Y 方向的距离为0循环增加指令循环循环增加指令循环。
Fanuc系统数控车床设置工件零点常用方法1.直接用刀具试切对刀1.用外园车刀先试车一外园,记住当前X坐标,测量外园直径后,用X坐标减外园直径,所的值输入offset界面的几何形状X值里。
2.用外园车刀先试车一外园端面,记住当前Z坐标,输入offset界面的几何形状Z值里。
2.用G50设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
2.选择MDI方式,输入G50 X0 Z0,启动START键,把当前点设为零点。
3.选择MDI方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
4.这时程序开头:G50 X150 Z150 …….。
5.注意:用G50 X150 Z150,你起点和终点必须一致即X150 Z150,这样才能保证重复加工不乱刀。
6.如用第二参考点G30,即能保证重复加工不乱刀,这时程序开头G30 U0 W0 G50 X150Z1507.在FANUC系统里,第二参考点的位置在参数里设置,在Yhcnc软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
3.用工件移设置工件零点1.在FANUC0-TD系统的Offset里,有一工件移界面,可输入零点偏移值。
2.用外园车刀先试切工件端面,这时Z坐标的位置如:Z200,直接输入到偏移值里。
3.选择“Ref”回参考点方式,按X、Z轴回参考点,这时工件零点坐标系即建立。
4.注意:这个零点一直保持,只有从新设置偏移值Z0,才清除。
4.用G54-G59设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
2.把当前的X和Z轴坐标直接输入到G54----G59里,程序直接调用如:G54X50Z50……。
3.注意:可用G53指令清除G54-----G59工件坐标系。
Fanuc系统数控车床常用固定循环G70-G80祥解1.外园粗车固定循环(G71)如果在下图用程序决定A至A’至B的精加工形状,用△d(切削深度)车掉指定的区域,留精加工预留量△u/2及△w。
加工中心固定循环指令常用加工指令中,每一个G指令一般都对应机床的一个动作,它需要用一个程序段来实现。
为了进一步提高编程工作效率, FANUC-Oi系统设计有固定循环功能,它规定对于一些典型孔加工中的固定、连续的动作,用一个G指令表达,即用固定循环指令来选择孔加工方式。
常用的固定循环指令能完成的工作有:钻孔、攻螺纹和镗孔等。
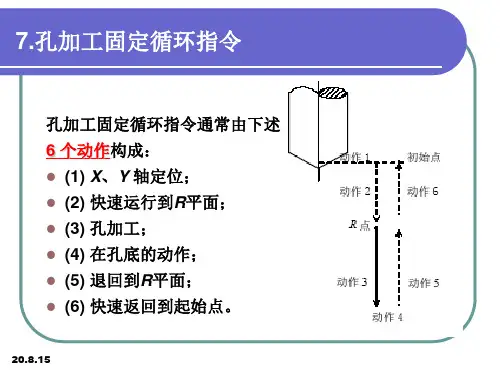
这些循环通常包括下列六个基本操作动作:1、在XY平面定位2、快速移动到R平面3、孔的切削加工4、孔底动作5、返回到R平面6、返回到起始点。
图5.8中实线表示切削进给,虚线表示快速运动。
R平面为在孔口时,快速运动与进给运动的转换位置。
常用的固定循环有高速深孔钻循环、螺纹切削循环、精镗循环等。
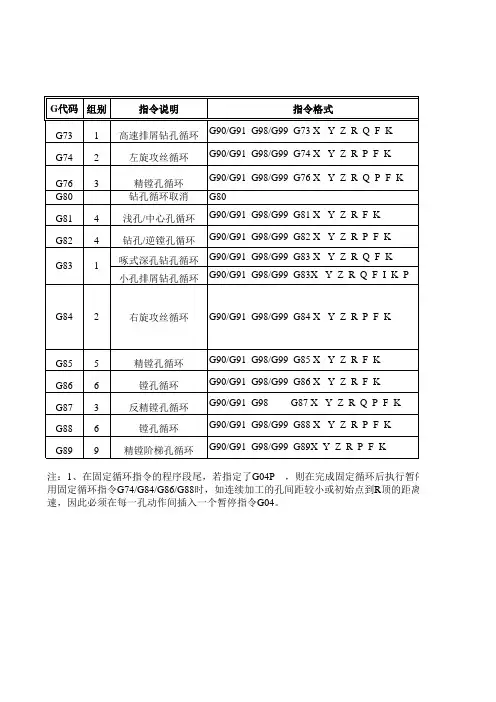
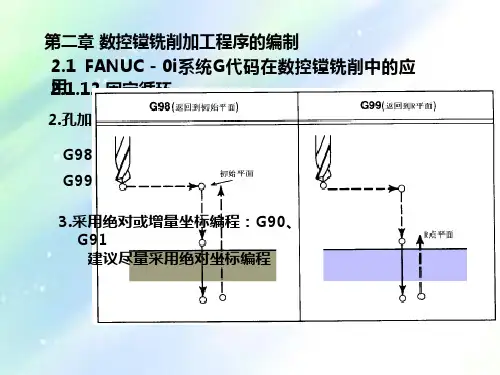
编程格式 G90 /G91 G98/G99 G73~G89 X~ Y~ Z~ R~ Q~ P~F~ K ~式中: G90 /G91--绝对坐标编程或增量坐标编程;G98--返回起始点;G99--返回R平面。
G73~G89--孔加工方式,如钻孔加工、高速深孔钻加工、镗孔加工等;X、Y--孔的位置坐标;Z--孔底坐标;R--安全面(R面)的坐标。
增量方式时,为起始点到R面的增量距离;在绝对方式时,为R面的绝对坐标;Q--每次切削深度;P--孔底的暂停时间;F--切削进给速度;K--规定重复加工次数。
固定循环由G 80或01组G代码撤消。
FANUC Oi B数控系统操作面板说明阅读:4698一、机床操作面板结构及功能说机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
二、操作面板说明1.CYCLE START 程序执行启动按钮(带灯)自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指示灯点亮。
2.FEED HOLD进给保持按钮(带灯)自动执行程序期间,按下此按钮,机床运动轴即减速停止。
铣循环指令1.循环取消G80;2.钻孔循环(1)浅孔钻孔循环——一钻到底方式①G81 X____Y____Z____R____F ____ ;R——R平面坐标(孔底无暂停,用于钻通孔)②G82 X____Y____Z____R____P____F ____ ;R——R平面坐标P——孔底暂停时间(孔底暂停,用于钻阶台孔、盲孔)(2) 深孔钻孔循环——间歇退刀方式○1G83 X____Y____Z____R____Q____P____F ____;单间歇退刀方式每间隔Q退至R平面○2G83 X____Y____Z____R____I____J_____P____F ____;双重间歇退刀方式每间隔I退d每间隔J退至R平面R——R平面坐标P——孔底暂时间I——每间隔I退d断屑J——每间隔J退至R平面排屑(3) 快速钻孔循环——断续进钻方式(啄式钻孔)G73 X____Y____Z____R____ P ____Q____ F____;R——R平面坐标P——孔底暂停时间Q——每间隔Q退d断屑3.镗孔循环(1)粗镗孔循环——快退方式;G86 X____Y____Z____R____F; (孔底无暂停、快退方式、用于粗镗孔)R——R平面坐标(2)精镗孔循环,①G85 X___Y___Z___R___F___ F A___;(孔底无暂停、镗退方式用于半精镗、精镗通孔)R——R平面坐标②G89 X___Y___Z___R___P___F ___ F A___;(孔底暂停、镗退方式用于半精镗、精镗阶台孔、盲孔)R——R平面坐标P——孔底暂停时间③G76 X____Y____Z____R____ I ____J____P____F____;(孔底暂停,三向退刀方式用于精镗阶台孔、盲孔)R——R平面坐标P——孔底暂停时间; 孔底自动Z向退dI——X向退刀量J——Y向退刀量(3)背镗孔循环——反进刀方式G87 X____Y____Z____R____I____J____P____F____;R——R平面坐标P——孔底暂停时间; 孔底自动Z向退d4.攻丝循环(1)攻左螺纹循环——逆时针进锥G74 X____Y____Z____R____ P ____Q ____F____;R——R平面坐标P——孔底主轴停转时间Q ____R平面主轴停转时间F——螺距(2)攻右螺纹循环——顺时针进锥G84 X____Y____Z____R____ P ____Q ____ F____;R——R平面坐标P——孔底主轴停转时间Q ____R平面主轴停转时间F——螺距。
4、固定循环数控加工中,某些加工动作循环已经典型化。
例如,钻孔、镗孔的动作是孔位平面定位、快速引进、工作进给、快速退回等,这样一系列典型的加工动作已经预先编好程序,存储在内存中,可用包含G代码的一个程序段调用,从而简化编程工作。
这种包含了典型动作循环的G代码称为循环指令。
1 钻、镗固定循环的实现1.固定循环的动作组成如图1所示,以立式数控机床加工为例,钻、镗固定循环动作顺序可分解为:(1) X和Y轴快速定位到孔中心的位置上。
(2) 快速运行到靠近孔上方的安全高度平面(R平面)。
(3) 钻、镗孔(工进)。
(4) 在孔底做需要的动作。
(5) 退回到安全平面高度或初始平面高度。
(6) 快速退回到初始点的位置。
图1 固定循环动作分解A快速定位到孔上方BG99初始高度平面12快速下移到R 平面E4R 安全高度平面工进退回快速退回53工进钻,镗孔孔底动作孔底平面AB 初始高度平面1G9825快速退回安全高度平面R3E4孔底平面动作1动作2初始点R 点动作3动作5动作4动作6R 点Z 点RZ Z =0 R 点RZZ 点图2 固定循环动作实线—切削进给 虚线—快速进给图3固定循环的数据形式G90编程(a)G91编程(b)2.固定循环指令格式G90(G91)G99(G98)G73(~G89)X... Y... Z... R... Q... P... F... S...L...其中,G98、G99为孔加工完后的回退方式指令。
G98指令是返回初始平面高度处,G99则是返回安全平面高度处。
当某孔加工完后还有其他同类孔需要接续加工时,一般使用G99指令;只有当全部同类孔都加工完成后,或孔间有比较高的障碍需跳跃的时候,才使用G98指令,这样可节省抬刀时间。
G73~G89为孔加工方式指令,对应的固定循环功能见表1。
表1 固定循环功能表G指令加工动作-Z向在孔底部的动作回退动作-Z向用途G73 间歇进给快速进给高速钻深孔G74 切削进给(主轴反转) 主轴正转切削进给反转攻螺纹G76 切削进给主轴定向停止快速进给精镗循环G80 取消固定循环G81 切削进给快速进给定点钻循环G82 切削进给暂停快速进给锪孔G83 间歇进给快速进给钻深孔G84 切削进给(主轴正转) 主轴反转切削进给攻螺纹G85 切削进给切削进给镗循环G86 切削进给主轴停止切削进给镗循环G87 切削进给主轴停止手动或快速反镗循环G88 切削进给暂停、主轴停止手动或快速镗循环G89 切削进给暂停切削进给镗循环X、Y为孔位中心的坐标;Z为孔底的Z坐标(G90时为孔底的绝对Z值,G91时为R平面到孔底平面的Z坐标增量)。