化学反应工程第三章理想间歇反应器
- 格式:pptx
- 大小:795.17 KB
- 文档页数:52
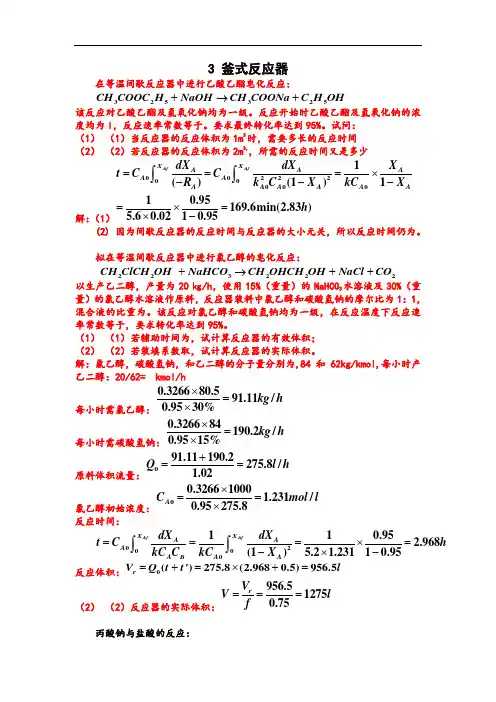
3 釜式反应器在等温间歇反应器中进行乙酸乙酯皂化反应:325325+→+CH COOC H NaOH CH COONa C H OH该反应对乙酸乙酯及氢氧化钠均为一级。
反应开始时乙酸乙酯及氢氧化钠的浓度均为l ,反应速率常数等于。
要求最终转化率达到95%。
试问: (1) (1)当反应器的反应体积为1m 3时,需要多长的反应时间 (2) (2)若反应器的反应体积为2m 3,,所需的反应时间又是多少解:(1)00222000001()(1)110.95169.6min(2.83)5.60.0210.95===⨯---=⨯=⨯-⎰⎰AfAf X X A A AA A A A A AA A dX dX X t C C R k C X kC X h(2) 因为间歇反应器的反应时间与反应器的大小无关,所以反应时间仍为。
拟在等温间歇反应器中进行氯乙醇的皂化反应:223222+→++CH ClCH OH NaHCO CH OHCH OH NaCl CO以生产乙二醇,产量为20㎏/h ,使用15%(重量)的NaHCO 3水溶液及30%(重量)的氯乙醇水溶液作原料,反应器装料中氯乙醇和碳酸氢钠的摩尔比为1:1,混合液的比重为。
该反应对氯乙醇和碳酸氢钠均为一级,在反应温度下反应速率常数等于,要求转化率达到95%。
(1) (1)若辅助时间为,试计算反应器的有效体积; (2) (2)若装填系数取,试计算反应器的实际体积。
解:氯乙醇,碳酸氢钠,和乙二醇的分子量分别为,84 和 62kg/kmol,每小时产乙二醇:20/62= kmol/h每小时需氯乙醇:0.326680.591.11/0.9530%⨯=⨯kg h每小时需碳酸氢钠:0.326684190.2/0.9515%⨯=⨯kg h原料体积流量:091.11190.2275.8/1.02+==Q l h氯乙醇初始浓度:00.32661000 1.231/0.95275.8⨯==⨯A C mol l反应时间:02000110.952.968(1) 5.2 1.23110.95===⨯=-⨯-⎰⎰AfAf X X A A A A B A A dX dX t C h kC C kC X 反应体积:0(')275.8(2.9680.5)956.5=+=⨯+=r V Q t t l(2) (2)反应器的实际体积:956.512750.75===r V V lf丙酸钠与盐酸的反应:2525+⇔+C H COONa HCl C H COOH NaCl为二级可逆反应(对丙酸钠和盐酸均为一级),在实验室中用间歇反应器于50℃等温下进行该反应的实验。
第三章均相理想反应器反应器的开发主要有两个任务:1.优化设计—反应器选型、定尺寸、确定操作条件。
2.优化操作—根据实际操作情况,修正反应器的数学模型参数,优化操作条件。
最根本任务—最高的经济和社会效益。
3.1 反应器设计基础3.1.1反应器中流体的流动与混合理想反应器的分类对理想反应器(ideal reactor),主要讨论三种类型:1.间歇反应器(Batch Reactor—BR);2.平推流反应器(Plug /Piston Flow Reactor—PFR);3.全混流反应器(Continuously Stirred Tank Reactor—CSTR)。
返混(back mixing)—不同停留时间的粒子之间的混合;混合(mixing)—不同空间位置的粒子之间的混合。
注意:返混≠混合!平推流—物料以均一流速向前推进。
特点是粒子在反应器中的停留时间相同,不存在返混。
T、P、C i随轴向位置变(齐头并进无返混,变化随轴不随径)。
全混流(理想混合)—物料进入反应器后能够达到瞬间的完全混合。
特点是反应器内各处的T、P、C i相同,物性不随反应器的位置变,返混达到最大。
3.1.2 反应器设计的基础方程反应器的工艺设计包括两方面的内容:1.由给定生产任务和原料条件设计反应器;2.对已有的反应器进行较核,看达到质量要求时,产量是否能保证,或达到产量时,质量能否保证。
反应器设计的基础方程主要是:1.动力学方程;2.物料衡算方程;3.热量衡算方程;4.动量衡算方程。
一、物料衡算方程对反应器内选取的一个微元,在单位时间内,对物质A有:进入量=排出量+反应消耗量+积累量(3.1-1)用符号表示:F in F out F r F b即:F in=F out+F r+F b(3.1-2) 1.对间操作,反应过程无进料和出料,即:F in=F out=0则:-F r=F b(3.1-4) 反应量等于负积累量。
2.对连续稳定操作,积累量为零,即:F b=0则F in=F out+F r(3.1-6)二、热量衡算方程对反应器内选定的微元,单位时间内的热量变化有:随物料流-随物料流+与边界交+反应热=积累热量入的热量出的热量换的热量符号:Q in Q out Q u Q r Q b入为正放热为正即:Q in-Q out+Q u+Q r=Q b(3.1-8) 1.对于稳定操作的反应器,热的积累为零,即:Q b=0Q in-Q out+Q u+Q r=0(3.1-9) 2.对稳态操作的绝热反应器,Q u=Q b=0,即:Q in-Q out+Q r=0(3.1-10) 反应热全部用来升高或降低物料的温度。
3釜式反应器在等温间歇反应器中进行乙酸乙酯皂化反应:该反应对乙酸乙酯及氢氧化钠均为一级。
反应开始时乙酸乙酯及氢氧化钠的浓度均为 l ,反应速率常数等于。
要求最终转化率达到 95%。
试问:3( 1)( 1)当反应器的反应体积为1m 时,需要多长的反应时间?3,( 2)( 2)若反应器的反应体积为2m ,所需的反应时间又是多少?解:( 1)(2)因为间歇反应器的反应时间与反应器的大小无关,所以反应时间仍为。
拟在等温间歇反应器中进行氯乙醇的皂化反应:以生产乙二醇,产量为20 ㎏/h ,使用 15%(重量)的 NaHCO3水溶液及 30%(重量)的氯乙醇水溶液作原料,反应器装料中氯乙醇和碳酸氢钠的摩尔比为 1:1,混合液的比重为。
该反应对氯乙醇和碳酸氢钠均为一级,在反应温度下反应速率常数等于,要求转化率达到 95%。
(1)( 1)若辅助时间为,试计算反应器的有效体积;(2)( 2)若装填系数取,试计算反应器的实际体积。
62kg/kmol,每小时产解:氯乙醇,碳酸氢钠,和乙二醇的分子量分别为,84和乙二醇: 20/62= kmol/h每小时需氯乙醇:每小时需碳酸氢钠:原料体积流量:氯乙醇初始浓度:反应时间:反应体积:(2)( 2)反应器的实际体积:丙酸钠与盐酸的反应:为二级可逆反应(对丙酸钠和盐酸均为一级),在实验室中用间歇反应器于 50℃等温下进行该反应的实验。
反应开始时两反应物的摩尔比为 1,为了确定反应进行的程度,在不同的反应时间下取出10ml 反应液用的NaOH溶液滴定,以确定未反应盐酸浓度。
不同反应时间下,NaOH溶液用量如下表所示:时间, min0 10 20 30 50∝NaOH用量, ml现拟用与实验室反应条件相同的间歇反应器生产丙酸,产量为500kg/h ,且丙酸钠的转化率要达到平衡转化率的 90%。
试计算反应器的反应体积。
假定( 1)原料装入以及加热至反应温度( 50℃)所需的时间为 20min,且在加热过程中不进行反应;(2)卸料及清洗时间为 10min;(3)反应过程中反应物密度恒定。
3 釜式反应器3.1在等温间歇反应器中进行乙酸乙酯皂化反应:325325+→+CH COOC H NaOH CH COONa C H OH该反应对乙酸乙酯及氢氧化钠均为一级。
反应开始时乙酸乙酯及氢氧化钠的浓度均为0.02mol/l ,反应速率常数等于5.6l/mol.min 。
要求最终转化率达到95%。
试问:(1) (1) 当反应器的反应体积为1m 3时,需要多长的反应时间? (2) (2) 若反应器的反应体积为2m 3,,所需的反应时间又是多少?解:(1)00222000001()(1)110.95169.6min(2.83)5.60.0210.95===⨯---=⨯=⨯-⎰⎰AfAf X X A A AA A A A A A A A dX dX X t C C R k C X kC X h(2) 因为间歇反应器的反应时间与反应器的大小无关,所以反应时间仍为2.83h 。
3.2拟在等温间歇反应器中进行氯乙醇的皂化反应:223222+→++CH ClCH OH NaHCO CH OHCH OH NaCl CO以生产乙二醇,产量为20㎏/h ,使用15%(重量)的NaHCO 3水溶液及30%(重量)的氯乙醇水溶液作原料,反应器装料中氯乙醇和碳酸氢钠的摩尔比为1:1,混合液的比重为1.02。
该反应对氯乙醇和碳酸氢钠均为一级,在反应温度下反应速率常数等于5.2l/mol.h ,要求转化率达到95%。
(1) (1) 若辅助时间为0.5h ,试计算反应器的有效体积; (2) (2) 若装填系数取0.75,试计算反应器的实际体积。
解:氯乙醇,碳酸氢钠,和乙二醇的分子量分别为80.5,84 和 62kg/kmol,每小时产乙二醇:20/62=0.3226 kmol/h每小时需氯乙醇:0.326680.591.11/0.9530%⨯=⨯kg h每小时需碳酸氢钠:0.326684190.2/0.9515%⨯=⨯kg h原料体积流量:091.11190.2275.8/1.02+==Q l h氯乙醇初始浓度:00.32661000 1.231/0.95275.8⨯==⨯A C mol l反应时间:02000110.952.968(1) 5.2 1.23110.95===⨯=-⨯-⎰⎰AfAf X X A A A A B A A dX dX t C h kC C kC X 反应体积:0(')275.8(2.9680.5)956.5=+=⨯+=r V Q t t l(2) (2) 反应器的实际体积:956.512750.75===r V V l f3.3丙酸钠与盐酸的反应:2525+⇔+C H COONa HCl C H COOH NaCl为二级可逆反应(对丙酸钠和盐酸均为一级),在实验室中用间歇反应器于50℃等温下进行该反应的实验。
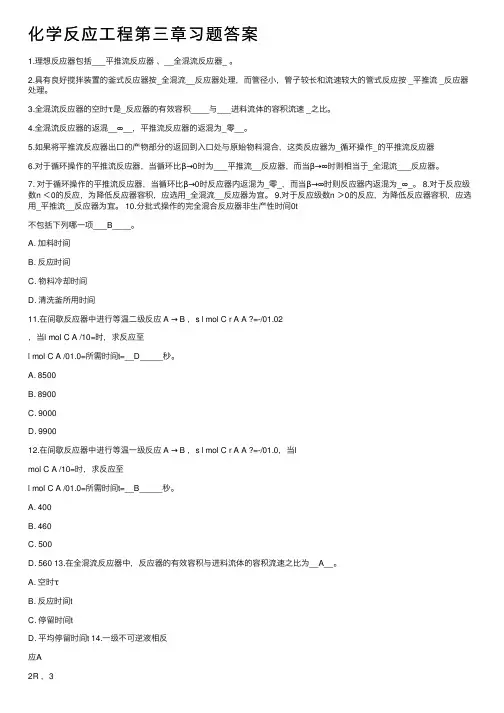
化学反应⼯程第三章习题答案1.理想反应器包括___平推流反应器、__全混流反应器_ 。
2.具有良好搅拌装置的釜式反应器按_全混流__反应器处理,⽽管径⼩,管⼦较长和流速较⼤的管式反应按 _平推流 _反应器处理。
3.全混流反应器的空时τ是_反应器的有效容积____与___进料流体的容积流速 _之⽐。
4.全混流反应器的返混__∞__,平推流反应器的返混为_零__。
5.如果将平推流反应器出⼝的产物部分的返回到⼊⼝处与原始物料混合,这类反应器为_循环操作_的平推流反应器6.对于循环操作的平推流反应器,当循环⽐β→0时为___平推流__反应器,⽽当β→∞时则相当于_全混流___反应器。
7. 对于循环操作的平推流反应器,当循环⽐β→0时反应器内返混为_零_,⽽当β→∞时则反应器内返混为_∞_。
8.对于反应级数n <0的反应,为降低反应器容积,应选⽤_全混流__反应器为宜。
9.对于反应级数n >0的反应,为降低反应器容积,应选⽤_平推流__反应器为宜。
10.分批式操作的完全混合反应器⾮⽣产性时间0t不包括下列哪⼀项___B____。
A. 加料时间B. 反应时间C. 物料冷却时间D. 清洗釜所⽤时间11.在间歇反应器中进⾏等温⼆级反应 A → B ,s l mol C r A A ?=-/01.02,当l mol C A /10=时,求反应⾄l mol C A /01.0=所需时间t=__D_____秒。
A. 8500B. 8900C. 9000D. 990012.在间歇反应器中进⾏等温⼀级反应 A → B ,s l mol C r A A ?=-/01.0,当lmol C A /10=时,求反应⾄l mol C A /01.0=所需时间t=__B_____秒。
A. 400B. 460C. 500D. 560 13.在全混流反应器中,反应器的有效容积与进料流体的容积流速之⽐为__A__。
A. 空时τB. 反应时间tC. 停留时间tD. 平均停留时间t 14.⼀级不可逆液相反/30.2mkmol CA =,出⼝转化率7.0=A x ,每批操作时间ht t 06.20=+,装置的⽣产能⼒为50000 kg 产物R/天,R M =60,则反应器的体积V 为__C__3m 。

第三章 理想流动反应器概述按照操作方式,可以分为间歇过程和连续过程,相应的反应器为间歇反应器和流动反应器。
对于间歇反应器,物料一次性加入,反应一定时间后把产物一次性取出,反应是分批进行的。
物料在反应器内的流动状况是相同的,经历的反应时间也是相同的。
对于流动反应器,物料不断地加入反应器,又不断地离开反应器。
考察物料在反应器内的流动状况。
有的物料正常的通过反应器,有的物料进入反应器的死角,有的物料短路(即近路)通过反应器,有的物料在反应器内回流。
在流动反应器中物料的流动状况不相同,造成物料浓度不均匀,经历的反应时间不相同,直接影响反应结果。
物料在反应器内的流动状况看不见摸不着。
人们采用流动模型来描述物料在反应器内的流动状况。
流动模型分类如下:理想流动模型 流动模型非理想流动模型特别强调的是,对于流动反应器,必须考虑物料在反应器内的流动状况;流动模型是专指反应器而言的。
第一节 流动模型概述3-1 反应器中流体的流动模型平推流模型全混流模型一、物料质点、年龄、奉命及其返混1.物料质点物料质点是指代表物料特性的微元或微团。
物料由无数个质点组成。
2.物料质点的年龄和寿命年龄是对反应器内质点而言,指从进入反应器开始到某一时刻,称为年龄。
寿命是对离开反应器的质点而言,指从进入反应器开始到离开反应器的时间。
3.返混(1)返混指流动反应器内不同年龄质点间的混合。
在间歇反应器中,物料同时进入反应器,质点的年龄都相同,所以没有返混。
在流动反应器中,存在死角、短路和回流等工程因素,不同年具的质点混合在一起,所以有返混。
(2)返混的原因a.机械搅拌引起物料质点的运动方向和主体流动方向相反,不同年龄的质点混合在一起;b.反应器结构造成物料流速不均匀,例如死角、分布器等。
造成返混的各种因素统称为工程因素。
在流动反应器中,不可避免的存在工程因素,而且带有随机性,所以在流动反应器中都存在着返混,只是返混程度有所不同而已。
二、理想流动模型1.平推流模型(活塞流模型、理想置换模型、理想排挤模型)平推流模型认为物料进入反应器后沿着流动方向象气缸里的活塞一样向前移动,彼此不相混合。