国际焊接(IWE)工程师、技术员(IWT)培训教程11
- 格式:pdf
- 大小:6.90 MB
- 文档页数:85
教育培训国际焊接技师(IWS)培训规程及实施何珊珊(机械工业哈尔滨焊接技术培训中心,黑龙江哈尔滨150046)摘要:针对国际焊接技师的培训规程及实施情况做了综合概述。
阐述了国际焊接技师在企业中的职责及国际焊接技师资格证书在企业中发挥的重要作用&重点介绍了国际焊接技师培训,从多的入学学条件,的培训内严密的设置;介绍了国际焊接技师培训认证工作在国内的实施情况。
关键词:国际焊接技师;培训规程;实施中图分类号:TG47International welding specialist(IWS)training guideline and implementationHa Shanshan(Harbic Welding Training Institute,Harbin150046,Heilongjiang,China)Abstract:A comprehensive overview was coryed out Us tha intemationai welding specialisS training guideline and implementcion.Responsibilities of intemtionai welding specialisS in entemv—and tha icportant via of inimationai welding specialisS qualiCcation ceViCcate in enimv—were expounded.It focusas on tha intema-tionai welding specialisS training guideline,from a vvvety of access and admission requirements ta tha intemationai welding spacimis-training content and sttet cuiriculum.Tha implementation of intemationai welding spa-cialis-training coVification in China was bvefy introduced.Key wond:internationai welding specialisS;training guideline;Cnplementation0前言中国焊接资格与认证委员会获得国际焊接学会(Intemationai institute of welding,IIW)授权,并在中国开展国际焊接资质人员培训认证工作,国际焊接技师(Intemationai welding specialist,IWS)是第一批获得授权培训发证的国际认证资质之一,于达5级&IWS是对练技能操作的焊接人员通过系统的理论培训,较高焊接操作技一定焊接专业知识的高技术人才&同时系统学掌握的国际&下就IWS资格证书在企业中的作用、IWS培训IWS培训认证工作在国内实施情况进&1IWS资格证书在企业中的作用IWS作为国际化焊接专业技术人员,可以协助焊接工程师处理焊接技术问题,可以参与焊接技术管理与解决处理焊接生产中出现的质量问题,可以参与产品焊接监督工作,任焊接工艺的制定工作,可以从事组织焊接生产、参与高、精、尖产品的实际焊接工作,在提高产品焊接质量和提高企业生产管理水平上都十分重要的作用&是企业国际化认证的重要技术人员[1]& IWS资证书为企业走向世界、进国际市场、与国际接轨发挥着重大作用&近年来,国内企业越来越多地参与国际招标、对外承揽工程、产品出口、来料加工,企业需要具有国际公认的资格认证&早期上振华港口机械302021年第1期机"#$%摘------册教育培训厂,在焊接人员取得国际资质后,为企业认证奠定了基础。

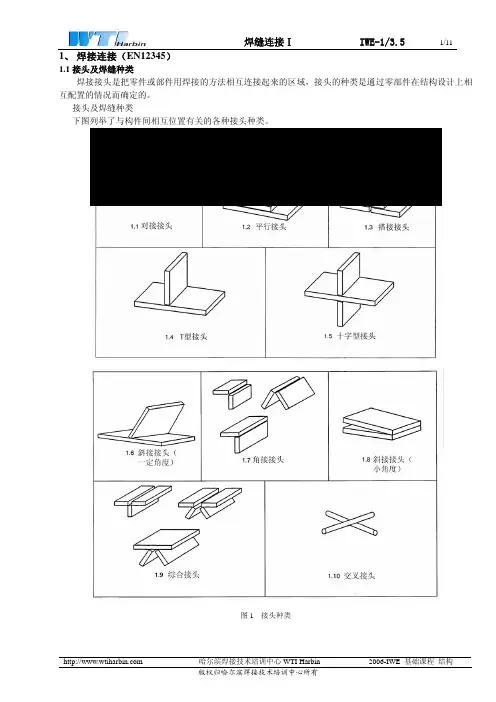
三维网1、 焊接连接(EN12345)1.1接头及焊缝种类焊接接头是把零件或部件用焊接的方法相互连接起来的区域,接头的种类是通过零部件在结构设计上相互配置的情况而确定的。
接头及焊缝种类下图列举了与构件间相互位置有关的各种接头种类。
图1 接头种类三维网表1 接头种类接头种类 说明1.1对接接头 部件处于同一平面内,彼此对接 1.2平行接头 部件上下平行放置 1.3搭接接头 部件上下平行放置,并搭接 1.4T 型接头 部件相互成直角(T 型)联接1.5十字型接头两个位于同一平面的部件同在它们之间的第三个部件(双T 型)连接1.6 1.8斜接接头一个部件相对于另一个部件倾斜地连接 两个部件以任意角度相互连接 1.7综合接头 三个或多个部件以任意角度相互连接 1.10十字接头两个部件相互交叉连接1.2焊接接头准备的基本概念1.2.1熔化焊接头图2 I 型对接接头 图3 I 型对接接头(带垫板)表2 对接接头术语(图2、3、4)A B C D E F X 1 3 4 5 6板材表面板材背面板材边缘坡口面坡口加工面钝 边背 面 熔 池 保 护板 厚工件边缘根部间隙坡口边缘熔化面边缘7 9 11121415 16 17 18192021焊缝长度焊缝厚度根部间隙钝边高度钝边棱边坡 口 面 棱 边坡 口 宽 度单 面 坡 口 角 度坡口面高度坡口面宽度宽度坡口角度三维网I 1 4 7 21熔化面板 厚间 隙接 头 宽 度角度图5 T 型接头 表3 T 型接头术语(图5)D122 23 24 25 26熔化面板厚宽 度边 缘邻 接卷 边 高 度卷边半径图6 卷边接头 表4 卷边接头术语(图6)1.2.2压力焊接头1.3 熔化焊焊缝的基本概念1.2焊接接 头及图7 凸焊接头(凸点) 图8 凸焊接头(长型凸点)三维网表5 卷边接头术语(图7、8、10)1 2 2728293033363738 H 板 厚工 件 长 度凸点距离凸点高度凸点长度凸点宽度边距金属片长度金属片宽度金 属 片 厚 度工 件1.3熔化焊焊缝的基本概念 1.3.1基本熔化焊焊缝图11 V 型坡口对接焊缝 图12 角焊缝表6 熔化焊焊缝术语(图11、12) 1 2345 79102526母 材焊缝金属热影响区焊缝区熔合区宽度焊缝根部余高焊角宽度根部熔合熔合区三维网图15全熔透对接焊缝 图16 部分熔透对接焊缝表6 熔化焊焊缝术语(图13、14、15、16) 8 9 111213141516171827焊 缝 宽 度余 高根部余高最大焊缝厚度设计焊缝厚度实际焊缝厚度有效焊缝厚度焊趾角度焊缝长度焊缝表面波纹根 部 宽 度1.3.1多道焊焊缝图17对接焊缝(多道焊) 图18对接焊缝(多道焊、带封底焊道)表7 多道焊熔化焊焊缝术语(图17、18、19)5 10111921 22 23 25熔合区焊角宽度背面余高焊趾填 充 层盖 面 层封 底 焊 道根部熔合三维网1.3压力接接头的基本概念图20 压力接接头(对焊、闪光焊)图21 电阻焊(点焊、缝焊)表7 压力接接头术语(图20) 表8 电阻焊接头术语(图21)2、连接形式2.1、对接焊缝对接接头基本上满足焊缝中的力线分布不受干扰和应力分布均匀的要求。
国际焊接工程师(IWE)培训教程国际焊接技术员(IWT)培训教程2006-2007年版基础课部分主课程部分哈尔滨焊接技术培训中心2007年3月国际焊接工程师(IWE)国际焊接技术员(IWT)培训教程(2006-2007年版)编辑委员会主任:解应龙教授级高级工程师委员:王林教授级高级工程师钱强教授级高级工程师陈宇教授级高级工程师朴东光教授级高级工程师徐林刚高级工程师主编:钱强副主编:徐林刚常凤华编写人员(按姓氏笔画排序):邓义刚、王林、吕同辉、吕适强、陈宇、张宇光、张岩、林伯山、俞韶华、徐林刚、高欣、高洪明、钱强、常凤华、曹红梅、解应龙、潘孚、黎明、戴万福。
各专业课程责任编辑及责任审核:焊接方法及设备:责任编辑常凤华责任审核钱强材料及材料焊接:责任编辑张宇光责任审核徐林刚焊接结构与设计:责任编辑吕同辉责任审核俞韶华焊接生产及应用:责任编辑吕适强邓义刚责任审核王林前言随着国际经济贸易一体化的迅速发展,全球焊接领域越来越需要推广国际化的焊接培训与资格认证体系,包括中国在内的世界各国实现焊接人员按照统一标准进行培训、考试和资格认证,并颁发被各国认可的国际统一证书,必将促进世界各国经济、技术和贸易领域的国际合作。
我国加入这一体系,可以提高我国全行业焊接人员的水平,培养了一批了解、熟悉并掌握国际焊接标准和最新技术的人才,促进我国高校、职业技术学院等焊接人才的培养与国际接轨,为我国焊接企业开展国际企业认证提供人才保证,从而推进企业参与国际竞争,走向国际市场。
国际焊接学会(IIW)于1998年建立世界范围内国际统一的焊接人员培训与资格认证体系,截止到目前,已实现国际焊接工程师(IWE)、国际焊接技术员(IWT)、国际焊接技师(IWS)、国际焊接技士(IWP)、国际焊接质检人员(IWIP) 和国际焊工(IW)六类焊接人员的世界范围内的培训、考试及资格认证的统一。
以上几类人员中,IWE是ISO14731标准(等同于欧洲标准EN719)中所规定的最高层次焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一,可以负责结构设计、生产管理、质量保证、研究和开发等各个领域的焊接技术工作,在企业中起着极其重要的作用。
