
四川工程职业技术学院
课时授课教案
/ 学年第期课程名称:数控加工工艺
授课班级:(三专)数控01-1、2
授课时间:第周星期第节
课题:车刀的选择、进给路线选择
教学目的:掌握刀具的选择
了解进给路线选择
掌握切削用量的选择
重点、难点:
车刀的选择、进给路线选择
使用教具:课件
课后作业: 1
课后记录:
年月日
授课主要内容
一、刀具的选择
1.车刀和刀片的种类
由于工件材料、生产批量、加工精度以及机床类型、工艺方案的不同,车刀的种类也异常繁多。根据与刀体的联接固定方式的不同,车刀主要可分为焊接式与机械夹固式两大类。
l)焊接式车刀将硬质合金刀片用焊接的方法固定在刀体上称为焊接式车刀。这种车刀的优点是结构简单,制造方便,刚性较好。缺点是由于存在焊接应力,使刀具材料的使用性能受到影响,甚至出现裂纹。另外,刀杆不能重复使用,硬质合金刀片不能充分回收利用,造成刀具材料的浪费。根据工件加工表面以及用途不同,焊接式车刀又可分为切断刀、外圆车刀、端面车刀、内孔车刀、螺纹车刀以及成形车刀等。
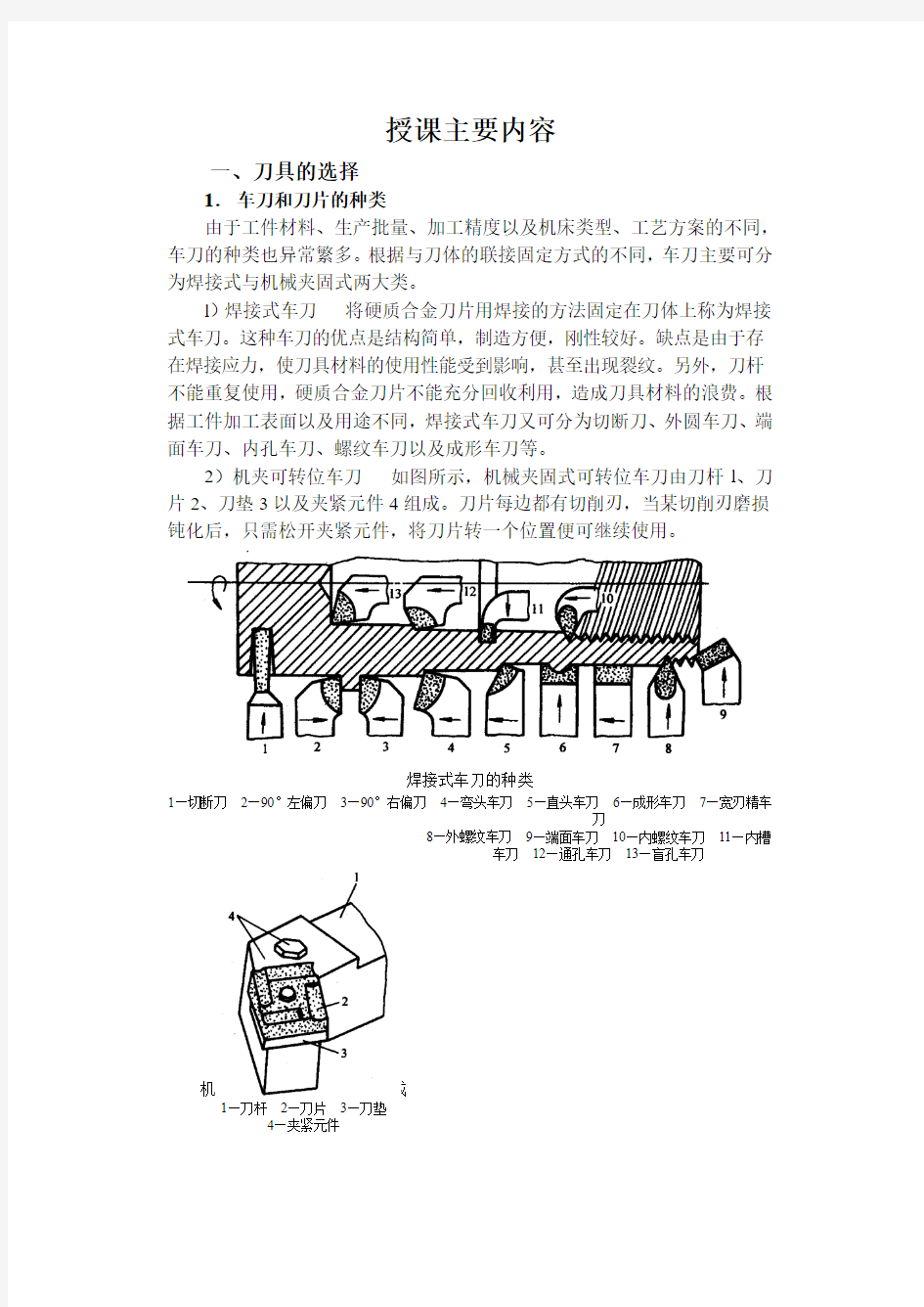
2)机夹可转位车刀如图所示,机械夹固式可转位车刀由刀杆l、刀片2、刀垫3以及夹紧元件4组成。刀片每边都有切削刃,当某切削刃磨损钝化后,只需松开夹紧元件,将刀片转一个位置便可继续使用。
焊接式车刀的种类
1—切断刀2—90°左偏刀3—90°右偏刀4—弯头车刀5—直头车刀6—成形车刀7—宽刃精车
刀
8—外螺纹车刀9—端面车刀10—内螺纹车刀11—内槽
车刀12—通孔车刀13—盲孔车刀
机械夹固式可转位车刀的组成
1—刀杆2—刀片3—刀垫
4—夹紧元件
刀片是机夹可转位车刀的一个最重要组成元件。按照国标GB2076-87,大致可分为带圆孔、带沉孔以及无孔三大类。形状有:三角形、正方形、五边形、六边形、圆形以及菱形等共17种。图示为常见的几种刀片形状及角
度。
2.车刀类型和刀片的选择
1)数控车削常用刀具的类型 数控车削用的车刀一般分为三类,即尖形车刀、圆弧形车刀和成型车刀。
(l )尖形车刀 以直线形切削刃为特征的车刀一
般称为尖形车刀。这类车刀的刀尖(同时也为其刀位
点)由直线形的主、副切削刃构成,如90°内、外圆
车刀,左、右端面车刀,切槽(断)车刀及刀尖倒棱
很小的各种外圆和内孔车刀。
用这类车刀加工零件时,其零件的轮廓形状主要
由一个独立的刀尖或一条直线形主切削刃位移后得
到,它与另两类车刀加工时所得到零件轮廓形状的原
理是截然不同的。
(2)圆弧形车刀 圆弧形车刀是较为特殊的数控加工用车刀。其特征
常见可转位车刀刀片
a )T 型
b )F 型
c )W 型
d )S 型
e )P 型
f )D 型
g )R 型
h )G 型
是,构成主切削刃的刀刃形状为一圆度误差或轮廓误差很小的圆弧;该圆弧上的每一点都是圆弧形车刀的刀尖,因此,刀位点不圆弧上,而在该圆弧的圆心上;车刀圆弧半径理论上与被加工零件的形状无关,并可按需要灵活确定或经测定后确认。
当某些尖形车刀或成型车刀(如螺纹车刀)的刀尖具有一定的圆弧形状时,也可作为这类车刀使用。
圆弧形车刀可以用于车削内、外表面,特别适宜于车削各种光滑连接(凹形)的成型面。
(3)成型车刀 成型车刀也叫样板车刀,其加工零件的轮廓形状完全由车刀刀刃的形状和尺寸决定。数控车削加工中,常见的成型车刀有小半径圆弧车刀、非矩形车槽刀和螺纹车刀等。在数控加工中,应尽量少用或不用成型车刀,当确有必要选用时,则应在工艺文件或加工程序单上进行详细说明。 2)机夹可转位车刀的选用 为了减少换刀时间和方便对刀,便于实现机械加工的标准化,数控车削加工时应尽量采用机夹刀和机夹本刀片。 (1)刀片材质的选择 车刀刀片的材料主要有高速钢、硬质合金、涂层硬质合金、陶瓷、立方氮化硼和金刚石等。其中应用最多的是硬质合金和涂层硬质合金刀片。选择刀片材
质,主要依据被加工工件的材料、被加工表面
的精度、表面质量要求、切削载荷的大小以及切削过程中有无冲击和振动等。
(2)刀片尺寸的选择 刀片尺寸的大小取决于必要的有效切削刃长度L ,有效切削刃长度与背吃刀量p a 和车刀的主偏角r k 有关,使用时可查阅有关刀具手册选取。
(3)刀片形状的选择 刀片形状主要依据被加工工件的表面形状、切削方法、刀具寿命和刀片的转位次数等因素选择。
选择刀具还要针对所用机床的刀架结构。图是一台数控车床的刀盘结构图,这种刀盘一共有6个刀位,每个刀位上可以在径向装刀,也可以在轴向装刀。外圆车刀通常安装在径向,内孔车刀通常安装在轴向。刀具以刀杆尾部和一个侧面定位。当采用标准尺寸的刀具时,只要定位、锁紧可靠,就能确定刀尖在刀盘上的相对位置。可见在这类刀盘结构中,车刀的柄部要选择合适的尺寸,刀刃部分要选择机夹不重磨刀具,而且刀具的长度不得超出其规定的范围,以免发生干涉现象。
切削刃长度、
背吃刀量与主偏角关系 l —切削刃长度 L —有效切削刃长度
2. 常用车刀的几何参数
刀具切削部分的几何参数对零件的表面质量及切削性能影响极大,应根据零件的形状、刀具的安装位置以及加工方法等,正确选择刀具的几何形状及有关参数。
1)尖形车刀的几何参数 尖形车刀的几何参数主要指车刀的几何角度。选择方法与使用普通车削时基本相同,但应结合数控加工的特点如走刀路线及加工干涉等进行全面考虑。
例如,在加工图示的零件时,要使其左右两个45°锥面由一把车刀加工出来,并使车刀的切削刃在车削圆锥面时不致发生加工干涉。
又如,车削图示大圆弧内表面零件时,所选择尖形内孔车刀的形状及主要几何角度如图所示(前角为0°),这样刀具可将其内圆弧面和右端端面一刀车出,而避免了用两把车刀进行加工。
可用作图或计算的方法,确定尖形车刀不发生干涉的几何。如副偏角不发生干涉的极限角度值为大于作图或计算所得角度的6~8°即可。当确定几何角度困难、甚至无法确定(如尖形车刀加工接近于半个凹圆弧的轮廓等)时,则应考虑选择其他类型车刀后,再确定其几何角度。
2)圆弧形车刀的几何参数
(1)圆弧形车刀的选用 对于某些精度要求较高的凹曲面车削或大外圆弧面的批量车削,以及尖形车刀所不能完成的加工,宜选用圆弧形车刀进行。圆弧形车刀具有宽刃切削(修光)性质;能使精车余量保持均匀而改善切削性能;还能一刀车出跨多个象限的圆弧面。
例如,当图示零件的曲面精度要求不高时,可以选择用尖形车刀进行加工;当曲面形状精度和表面粗糙度均有要求时,选择尖形车刀加工就不合适了,因为车刀主切削刃的实际切削深度在圆弧轮廓段总是不均匀的,如图所示。当车刀主切削刃靠近其圆弧终点时,该位置上的切削深度(a 1)将大大
示例件 大圆弧面零件
超过其圆弧起点位置上的切削深度(a),致使切削阻力增大,则可能产生较大的线轮廓度误差,并增大其表面粗糙度数值。
对于加工图示同时跨四个象限的外圆弧轮廓,无论采用何种形状及角度的尖形车刀,也不可能由一条圆弧加工程序一刀车出,而采用圆弧形车刀就能十分简便地完成。
(2)圆弧形车刀的几何参数圆弧形车刀的几何参数除了前角及后角外,主要几何参数为车刀圆弧切削刃的形状及半径。
选择车刀圆弧半径的大小时,应考虑两点:第一,车刀切削刃的圆弧半径应当小于或等于零件凹形轮廓上的最小半径,以免发生加工干涉;第二,该半径不宜选择太小,否则既难于制造,还会因其刀头强度太弱或刀体散热能力差,使车刀容易受到损坏。
当车刀圆弧半径已经选定或通过测量并给予确认之后,应特别注意圆弧切削刃的形状误差对加工精度的影响。现通过图6-34对圆弧形车刀的加工原理分析如下:
在车削时,车刀的圆弧切削刃与被加工轮廓曲线作相对滚动运动。这时,车刀在不同的切削位置上,其“刀尖”在圆弧切削刃上也有不同位置(即切削刃圆弧与零件轮廓相切的切点),也就是说,切削刃对工件的切削,是以无数个连续变化位置的“刀尖”进行的。
为了使这些不断变化位置的“刀尖”能按加工原理所要求的规律(“刀尖”所在半径处处等距)运动,并便于编程,故规定圆弧形车刀的刀位点必须在该圆弧刃的圆心位置上。
要满足车刀圆弧刃的半径处处等距,则必须保证该圆弧刃具有很小的圆度误差,即近似为一条理想圆弧,因此需要通过特殊的制造工艺(如光学曲线磨削等),才能将其圆弧刃做得准确。
至于圆弧形车刀前、后角的选择,原则上与普通车刀相同,只不过形成其前角(大于0°时)的前刀面一般都为凹球面,形成其后角的后刀面一般为圆锥面。圆弧形车刀前、后刀面的特殊形状,是为满足在刀刃的每一个切削点上,都具有恒定的前角和后角,以保证切削过程的稳定性及加工精度。为了制造车刀的方便,在精车时,其前角多选择为0°。
4.车刀的预调
数控车床刀具预调的主要工作是:①按加工要求选择全部刀具,并对刀具外观,特别是刃口部位进行检查;②检查调整刀尖的高度,实现等高要求;
③刀尖圆弧半径应符合程序要求;④测量和调整刀具的轴向和径向尺寸。
二、切削用量的选择
数控车削加工中的切削用量包括:背吃刀量
a、主轴转速n或切削速
P
度v(用于恒线速度切削)、进给速度或进给量f。这些参数均应在机床给定的允许范围内选取。
1.切削用量的选用原则
车削用量(
a、f、v)选择是否合理,对于能否充分发挥机床潜力与刀
P
具切削性能,实现优质、高产、低成本和安全操作具有很重要的作用。车削用量的选择原则是粗车时,首先考虑选择尽可能大的背吃刀量
a,其次选
P
择较大的进给量f,最后确定一个合适的切削速度v。增大背吃刀量
a可使
P
走刀次数减少,增大进给量f有利于断屑。
精车时,加工精度和表面粗糙度要求较高,加工余量不大且较均匀,因此选择精车的切削用量时,应着重考虑如何保证加工质量,并在此基础上尽量提高生产率。因此,精车时应选用较小(但不能太小)的背吃刀量
a和
P
进给量f,并选用性能高的刀具材料和合理的几何参数,以尽可能提高切削速度v。表1是推荐的切削用量数据,供参考。
表1 数控车削用量推荐表
车刀几何角度的选择方法 车刀几何角度是指车刀切削部分各几何要素之间,或它们与参考平面之间构成的两面角或线、面之间的夹角。它们分别决定着车刀的切削刃和各刀面的空间位置。根据“一面二角”理论可知,车刀的独立标注角度有六个,它们分别是:确定车刀主切削刃位置的主偏角Kr和刃倾角λs;确定车刀前刀面Ar与后刀面Aa的前角ro和后角ao;确定副切削刃及副后刀面Aa′的副偏角Kr′和副后角ao′。 这些几何角度对车削过程影响很大,其中尤其以主偏角Kr、前角ro、后角ao和刃倾角λs的影响更为突出,科学合理地选择车刀的几何角度,对车削工艺的顺利实施起着决定性作用。下面就从车刀几何角度对切削力、切削热和刀具的耐用度的影响分析着手,本着使切削轻便、质量稳定,延长刀具使用寿命的宗旨,确定科学的车刀几何角度的一般性原则。 一、车刀几何角度对切削力的影响 在金属切削时,刀具切入工件,将多余材料从工件上切除会产生强烈的力的作用,这些力统称为切削力。切削力主要来源于被加工材料在发生弹性和塑性变形时的抗力和刀具与切屑及工件表面之间的摩擦作用。根据切削力产生的作用效果的不同,可将切削力分解成三个相互垂直方向的分力。它们分别是:主切削力Fz,进给抗力Fx和切深抗力Fy,其中Fz是切削总力Fr沿主运动切向分解而得,是计算车刀强度,设计机床零件,确定机床功率的主要依据;Fx也叫轴向力,它是Fr 沿工件轴向的分力,是设计进给机构,计算车刀进给功率所必需的;Fy也叫径向力,它是Fr沿着工件径向的分力,它不消耗机床功率,但是当机床或工艺系统刚度不
足时,易引起振动。 1、前角ro对切削力的影响 前角ro增大,剪切角Φ随着增大,金属塑性变形减小,变形系数ξ减小,沿前刀面的摩擦力减小,因此切削力减小。但对于脆性材料而言,前角ro的变化则不会对车削力产生较大的影响,这是因为脆性材料在车削时,切屑变形和加工硬化都很小,变形抗力自然会随之减小。同时,实验还证明,前角ro的增大,对切削分力Fx、Fy的影响程度也不一样,当主偏角Kr较大时,对Fx的影响较明显,而当主偏角Kr较小时,则对Fy的降低幅度更大些。 2、主偏角Kr对切削力的影响 主偏角Kr的改变,使得切削面积的形状和切削分力Fxy的作用方向改变,从而使切削力也随之变化。实验证明,主偏角Kr增大,切削厚度也随之增大,切削变厚,切削层的变形减小,因此主切削力也随之减小,如图3所示。但当Kr增大到60°-75°后,Fz又随着Kr的增大而有所回升,这是因为此时刀尖圆弧所占的切削工作比例增大,使切屑变形和排屑阻力增大,又使主切削力Fz增大。根据切削力分解公式:Fy=FxycosKr;Fx=FxysinKr可知,主偏角Kr增大,使Fy减小,Fx增大,这有利于减轻工件的变形和系统的振动。因此,在工程上我们往往采用较大主偏角的车刀切削细长轴类零件,来减小径向分力Fy。 3、刃倾角λs对切削力的影响 刃倾角λs对主切削力Fz影响很小,但对进给抗力Fx和切深抗力Fy的影响较大。当λs减小时,使刀具受到的正压力的方向发生了变化,从而改
车刀种类和用途 序 一、车刀是应用最广的一种单刃刀具,也是学习、分析各类刀具的基础。车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。 二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。 三、机夹车刀机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。此类刀具有如下特点:(1)刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。(2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。(3)刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。(4)刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。(5)压紧刀片所用的压板端部,可以起断屑器作用。 四、可转位车刀可转位车刀是使用可转位刀片的机夹车刀。一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。 更换新刀片后,车刀又可继续工作。1.可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点:(1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。(2)生产效率高由于机床操作工人不再磨刀,可大大减少停机换刀等辅助时间。(3)有利于推广新技术、新工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。(4)有利于降低刀具成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降低了刀具成本。2.可转位车刀刀片的夹紧特点与要求(1)定位精度高刀片转位或更换新刀片
随着信息技术的发展,网络安全问题和网上支付问题已经得到了较好的解决,而物流问题依然是制约B2C 电子商务进一步发展的瓶颈。选择适合自己的配送模式,能有效降低成本、提高客户服务水平。本文将B2C 物流配送模式分为四类并给出了对这几种配送模式选择的依据和建议。 在B2C 电子商务形式中,除了少量无形的商品,如电子书籍、软件、音像等可以通过网络以“数据流”的形式传送给消费者外,大多数商品必须要以产品实物的形式由企业传送给消费者。 与发达国家的电子商务是建立在高效的现代物流的基础上不同,我国的电子商务是在传统物流向现代物流发展的道路上展开的。目前,由于我国物流配送体系的相对落后导致了电子商务高效快捷的优势不能很好的体现出来,在电子商务的几种模式当中,物流对B2C 电子商务模式的影响和制约最大,这是因为在B2C 模式下,由于客户端为最终用户,单一客户所需商品较少,且所购商品一般为低价小件商品,这样物流费用所占比例相对较大,这导致B2C 的配送相比B2B 更难做。本文针对电子商务环境中的B2C 物流配送模式进行研究。 1 电子商务对B2C 物流配送提出的新要求 电子商务促进了现代商务活动交易方式的变革,也对现代企业的物流业务管理产生了巨大的影响。传统的零售业都是顾客亲自到商店购买,然后顾客自己带回所购商品,企业不存在面对终端环节的物流配送问题。而在电子商务环境下,企业可以借助自己的商业网站直接把商品销售给终端用户,当消费者确定要购买的商品后,商流、信息流和资金流都可以直接通过网络解决,这就使得电子商务环境下的消费者对所购买商品的可得性心理预期变大,相应的对商家配送的速度要求也就越高了。因此,B2C 电子商务要取得长足的发展,必须要有灵活高效的物流配送体系与之相匹配。具体来说,B2C 物流配送体系必须做到以下几点: 物流配送信息化
石河子大学毕业论文 题目:节约里程法在新疆国美电器物流配 送路线优化中的应用研究 院(系):商学院商务管理系 年级: 2008级 专业:物流管理 班级:物流2008(1)班 学号: 姓名:张露露 指导教师:李霞 完成日期: 2012年03月10日 目录 引言 ................................................................................................................................... 1.物流配送概述 ................................................................................................................. 1.1物流配送的概念 ....................................................................................... 1.2物流配送的功能 (3) 1.3物流配送路线优化的意义 (3) 2.新疆国美电器物流配送中心基本概况 (3) 2.1新疆国美电器简介 (3) 2.2新疆国美电器配送中心运作现状及现有路线分析 (4) 2.2.1现有配送路线概况 (5)
2.2.2现有配送路线中存在的问题分析 (6) 3.节约里程法在新疆国美电器物流配送路线优化中的应用研究 (7) 3.1建立VRP模型 (7) 3.1.1物流配送模型 (7) 3.1.2节约里程法的基本理论 (7) 3.1.3新疆国美电器物流配送中心VRP模型的建立 (9) 3.2模型求解 (9) 3.3配送路线优化 (10) 3.4配送路线优化前后比较分析及思考 (16) 3.4.1优化前后比较分析 (16) 3.4.2节约里程法的思考 (16) 4.新疆国美电器物流配送中心配送路线优化对策分析 (18) 4.1完善物流配送体系,加强物流运作标准化 (18) 4.2构建物流信息系统平台,降低配送成本 (18) 4.3合理安排配送排程,减少不必要的配送路线 (18) 4.4优化配送资源,提高物流配送效率 (19) 结束语 (20) 致谢 (21) 参考文献 (22) 摘要 配送作为物流活动中直接与消费者相连的环节,在企业的物流成本中,配送成本占了相当高的比例。配送线路安排的合理与否对配送速度、成本、效益影响很大,特别是多用户配送线路的确定更为复杂。 正确合理地安排车辆的配送线路,实现合理的线路运输,可以有效地节约运输时间,
数控车床常用刀具及选择 1.数控刀具的结构数控车床刀具种类繁多,功能互不相同。根据不同的加工条件正确选择刀具是编制程序的重要环节,因此必须对车刀的种类及特点有一个基本的了解。在数控车床上使用的刀具有外圆车刀、钻头、镗刀、切断刀、螺纹加工刀具等,其中以外圆车刀、镗刀、钻头最为常用。 数控车床使用的车刀、镗刀、切断刀、螺纹加工刀具均有整体式和机夹式之分,除经济型数控车床 外,目前已广泛使用可转位机夹式车刀。 (1) 数控车床可转位刀具特点 数控车床所采用的可转位车刀,其几何参数是通过刀片结构形状和刀体上刀片槽座的方位安装组合形成的,与通用车床相比一般无本质的区别,其基本结构、功能特点是相同的。但数控车床的加工工序是自动完成的,因此对可转位车刀的要求又有别于通用车床所使用的刀具,具体要求和特点如下表所示。 表2-2 可转位车刀特点 (2) 可转位车刀的种类可转位车刀按其用途可分为外圆车刀、仿形车刀、端面车刀、内圆车刀、 切槽车刀、切断车刀和螺纹车刀等,见表2-3。 表2-3 可转位车刀的种类
端面车刀900、450、750 普通车床和数控车床 内圆车刀450、600、750、900、910、930、 950、107.50 普通车床和数控车床 切断车刀普通车床和数控车床 螺纹车刀普通车床和数控车床 切槽车刀普通车床和数控车床 (3) 可转位车刀的结构形式 ①杠杆式: 结构见图2-16,由杠杆、螺钉、刀垫、刀垫销、刀片所组成。这种方式依靠螺钉旋紧压靠杠杆,由杠杆的力压紧刀片达到夹固的目的。其特点适合各种正、负前角的刀片,有效的前角范围为-60°~ +180°;切屑可无阻碍地流过,切削热不影响螺孔和杠杆;两面槽壁给刀片有力的支撑,并确保转位精度。 ②楔块式: 其结构见图2-17,由紧定螺钉、刀垫、销、楔块、刀片所组成。这种方式依靠销与楔块的挤压力将刀片紧固。其特点适合各种负前角刀片,有效前角的变化范围为-60~+180。两面无槽壁,便于仿形切削 或倒转操作时留有间隙。 ③楔块夹紧式: 其结构见图2-18,由紧定螺钉、刀垫、销、压紧楔块、刀片所组成。这种方式依靠销与楔块的压下力将刀片夹紧。其特点同楔块式,但切屑流畅不如楔块式。 此外还有螺栓上压式、压孔式、上压式等形式。 2、刀片材料 刀具材料切削性能的优劣直接影响切削加工的生产率和加工表面的质量。刀具新材料的出现,往往
四种城市物流配送模式的比较 2014/10/29来源:作者: Loading... 有人把从实物配送开始,做到电子商务的过程称为“从地上到天上”,如梅林正广和、96128;而把从电子商务做到实物配送的称为“从天上到地上”,如8848、当当网等。只是这两者的重点和核心竞争力不同,从地上到天上,强调的是物流配送,并且在物流配送的基础上实现电子商务都是在企业内部实现;而到目前为止,从天上到地上的电子商务企业核心是商务,物流配送基本上都交给第三方去实现的。但具体采用那种城市物流配送模式,依据企业满足居民的要求的情况下,应尽量采用低成本的方式。 说明:(1)自建虚拟物流体系和实物配送体系;(2)自建实物配送体系,使用第三方虚拟物流体系;(3)自建虚拟物流体系,采用第三方实物配送体系;(4)全部采用第三方物流。 如果采用全部自己建立配送体系的方案,那么企业在前期就需要投入大量的资金去建立配送中心、仓库、电子商务系统等基础设施,这些投资在短期内是很难回收的,而且这些费用作为庞大的固定成本将使企业的单位配送成本很高,从长期来看,只有当企业的配送规模达到一定的水平后才能使单位配送成本逐渐降低。由于开始固定投入很大,所以即使配送量Q=0,配送成本也不为零;当配送规模较小时,单位配送成本(AC)较大,且随着配送规模Q 的增大缓慢的降低;当达到一定的配送规模后,随着配送规模Q的增大,AC迅速下降,这时候的配送规模达到了规模经济。如果采用第三方进行配送,企业的配送成本会随着配送量的增加而逐渐上升。在这种情况下,如果配送量Q=0,则配送成本也为零;随着配送量增加但是总的配送规模还比较小的时候,配送成本增加的还较为缓慢;当达到一定的配送规模以后,配送成本会迅速的增加。企业如果部分采用第三方物流系统的方案则在前期要投入一部分资金,这些费用虽然没有自建的费用高但也会使企业的单位配送成本较高,只有当企业配送规模达到一定的水平后才能使单位配送成本逐渐降低。从图1中可以看出,可以根据配送量的多少来决定采用那种配送模式。 当然,根据定性分析及所得出的结论是在只考虑配送规模影响的条件下得出的结果。影响配送方案选择的条件虽然不只配送规模一个,但是配送规模无疑是企业选择配送方案时极为重要的考虑因素。 电子商务城市物流配送是目前电子商务发展中的重要环节,企业要发展城市物流配送就要选择适合企业需求的配送模式。通过对城市物流配送系统框架的分析,对企业自建或者采用第三方虚拟物流系统、实物配送系统的四种物流配送模式的比较,可以得出:企业应依据自身的配送规模,进行成本分析,来选择适合的物流配送模式。
物流配送最优路径规划
关于交通运输企业物流配送最优路径规划的 研究现状、存在问题及前景展望 摘要:本文综述了在交通运输企业的物流配送领域最优路径规划的主要研究成果、研究存在问题及研究方向。主要研究成果包括运用各种数学模型和算法在运输网中选取最短或最优路径;从而达到路径、时间最优和费用最优;以及物流配送网络优化、车辆系统化统一调度的发展。今后研究的主要方向包括绿色物流,运输系统及时性和准确性研究等。 关键词:物流配送;最优路径;路径规划 Overview of scheme on Shortest Logistics Distribution Route in Transportation Industry Student: Wan Lu Tutor: Chen Qingchun Abstract: This paper reviewed of the optimal path planning about the main research results, problems and direction in the field of transportation enterprise logistics distribution. Main research results include using various mathematical model and algorithm selection or optimal shortest path in the network. So we can achieve the optimal path, the shortest time and minimum cost. At the same time, logistics distribution network optimization, the vehicle systematic development of unified scheduling are the research issues.The main direction of future research include green logistics, transportation system accurately and timely research and so on. Key words: Logics Distribution; Optimal Path; Path Planning 引言 物流业在我国的新兴经济产业中占据了重要了地位,称为促进经济快速增长的“加速器”。而物流配送作为物流系统的重要环节,影响着物流的整个运作过程以及运输企业的发展趋势和前景。采用科学、合理的方法来进行物流配送路径的优化,是物流配送领域的重要研究内容。近年,国内外均有大量的企业机构、学者对物流配送中最优路径选择的问题,进行了大量深入的研究,从早期车辆路径问题研究,到根据约束模型及条件不断变化的车辆最优路径研究,以及随着计算机学科的发展而推出的针对物流配送路径最优化的模型和算法等方面,都取得丰硕的学术成果。但是对于绿色物流配送的研究仍然不足。鉴于物流配送最优路径研究的重大理论意义和实践价值,为对我国物流配送的效率水平有一个系统的理解和把握,有必要对现有成果进行统计和归纳。本文尝试对我国运输企业物流配送最优路径规划进行探讨,以期为今后做更深人和全面的研究提供一定的线索和分析思路。 1 国内外研究现状 1.1 国内研究现状 1.1.1 主要研究的问题
各种车刀角度 一、常用车刀种类 二、车刀的用途 三、90度外圆车刀的角度 注:后角、副后角均为8-12度 a)90°偏刀、b)75°外圆车刀、c)45°外圆、端面车刀、 d)切断刀、e)内孔车刀、f)成形刀、g)螺纹车刀
四、端面车刀 五、切断刀
六、成形刀 七、内孔刀
八、螺纹车刀 1、角度样板 2、螺纹车刀种类:外螺纹车刀和内螺纹车刀 图一:60度外螺纹车刀图二:60度内螺纹车刀 3、对刀方法
外螺纹车刀的装夹 a)内螺纹车刀的装夹 4、螺纹的车削方法 a)左右进给法b)直进法
九、砂轮 1、砂轮的选用必须根据刀具材料来选用 1)氧化铝砂轮氧化铝砂轮多呈灰色或白色,其砂粒韧性好,比较锋利,但硬度稍低(指磨粒容易从砂轮上脱落),适于刃磨高速钢车刀和硬质合金车刀的刀柄部分。氧化铝砂轮也称为刚玉砂轮。 2)碳化硅砂轮碳化硅砂轮多呈绿色,其磨粒硬度高,切削性能好,但较脆,适于刃磨硬质合金车刀。 十、刻度盘的计算和应用 在车削工件时,为了正确和迅速的掌握进刀深度,通常利用中滑板或小滑板上刻度盘进行操作。 中滑板的刻度盘装在横向进给的丝杠上,当摇动横向进给丝杠转一圈时,刻度盘也转了一周,这时固定在中滑板上的螺母就带动中滑板车刀移动一个导程、如果横向进给丝杠导程为5mm,刻度盘分100格,当摇动进给丝杠转动一周时,中滑板就移动5mm,当刻度盘转过一格时,中滑板移动量为5÷100=0.05mm。使用刻度盘时,由于螺杆和螺母之间配合往往存在间隙,因此会产生空行程(即刻度盘转动而滑板未移动)。所以使用刻度盘进给过深时,必须向相反方向退回全部空行程,然后再转到需要的格数,而不能直接退回到需要的格数。但必须注意、中滑板刻度的刀量应是工件余量的二分之一。见下图。
单元二数控刀具与选用习题 一判断题 1.一般车削工件,欲得良好的精加工面,可选用正前角刀具。() 2.刀具前角越大,切屑越不易流出,切削力越大,但刀具的强度越高。() 3.粗车削应选用刀尖半径较小的车刀片。() 4.主偏角增大,刀具刀尖部分强度与散热条件变差。() 5.判断刀具磨损,可借助观察加工表面之粗糙度及切削的形状、颜色而定。() 6.精车削应选用刀尖半径较大的车刀片。( ) 7.高速钢车刀的韧性虽然比硬质合金高,但不能用于高速切削。( ) 8.硬质合金是一种耐磨性好,耐热性高,抗弯强度和冲击韧性多较高的一种刀具材料。() 9.在工具磨床上刃磨刀尖能保证切削部分具有正确的几何角度和尺寸精度及较小的表面粗糙度。( ) 10.YT类硬质合金中含钴量愈多,刀片硬度愈高,耐热性越好,但脆性越大。( ) 11.在切削过程中,刀具切削部分在高温时仍需保持其硬度,并能继续进行切削。这种具有高温硬度的性质称为红硬性。 ( ) 12.刀具的材料中,它们的耐热性由低到高次排列是碳素工具钢、合金工具钢,高速钢和硬质合金。() 13.数控机床对刀具材料的基本要求是高的硬度、高的耐磨性、高的红硬性和足够的强度和韧性。() 14.刀具规格化的优点之一为选用方便。() 二填空题 1.常用的刀具材料有高速钢、、陶瓷材料和超硬材料四类。 2.加工的圆弧半径较小时,刀具半径应选。 3.铣刀按切削部分材料分类,可分为铣刀和刀。 4.当金属切削刀具的刃倾角为负值时,刃尖位于主刀刃的最高点,切屑排出时流向工件表面。 5.工件材料的强度和硬度较低时,前角可以选得些;强度和硬度较高时,前角选得些。刀具切削部分的材料应具备如下性能;高的硬度、、、。 6.常用的刀具材料有碳素工具钢、合金工具钢、、四种。 7.影响刀具寿命的主要因素有;工件材料. 、、。 8.刀具磨钝标准有和两种料。
一、电子商务的具体实施有多种物流模式可以选择,主要有: 1、与传统商务共用一套物流系统 2、企业自营物流模式 3、第三方物流模式 4、物流联盟模式制造业、销售企业、物流企业基于正式的相互协议而建立的一种物流合作关系,参加联盟的企业汇集、交换或统一物流资源以谋取共同利益;同时,合作企业仍保持各自的独立性。 5、供应商配送模式供应商配送模式就是有生产企业直接将商业企业采购的商品,在指定的时间范围内送到各个商店,甚至是货架的物流活动。 二、主要三种模式优劣势分析 2、企业电子商务与传统商务共用物流体系的基本思路 企业建立电子商务网站或委托国内大型网络交易平台销售商品。信息流、资金流、商流均可在网上完成。物流采用以下办法解决:当企业收到网上订单和顾客已付款通知后,通知离顾客所在地最近的物流节点(即各地销售点,连锁店等)组织配送,客户收货后通过现场确认和网上确认,并通过网络对物流节点的服务评分。然后在每月末由企业与物流节点进行结算(即利润分成,实现双赢),最后物流节点再根据库存情况采用第三方物流或其它方式进行批量补货。图1和图2分别代表两种不同物流体系模式。
3、供应商配送模式 供应商配送模式就是有生产企业直接将商业企业采购的商品,在指定的时间范围内送到各个商店,甚至是货架的物流活动。我国的大大型企业如海尔、海信、康师傅、食品生产企业如康师傅,国外像宝洁等都有自己的分销体系,都能根据商品的属性、运输的距离、运输的能力等条件合理的安排物流活动。 这中模式对合作的双方信息的共享要求高、信息的保密性要好。沃尔玛和宝洁的合作,就是供应商配货的典型例子! 三、几种模式的发展探析 1、对于物流联盟模式有合资式战略联盟和契约式战略联盟 2、企业+第三方物流共建模式 由于配送的“最后一公里”覆盖广、配送繁琐,电商企业往往就可以交给第三方物流公司来做,。如当当网的配送,就是利用自己的仓库和物流团队和每个城市的快递公司合作来,
刀具几何角度的作用及选择原则 答: 1是前角; 2是后角; 3是副偏角; 4是刀尖角; 5是主偏角; 6是副后角; 7是副前角; 8是刃倾角 名称:前角 作用:加大前角,刀具锋利,切削层的变形及前面摩擦阻力小,切削力和切削温度可减低,可抑制或消除积屑瘤,但前角过大,刀尖强度降低; 选择原则:
(1)工件材料的强度、硬度低,塑性好时,应取较大的前角;反之应取较小的前角;加工特硬材料(如淬硬钢、冷硬铸铁等)甚至可取负的前角 (2)刀具材料的抗弯强度及韧性高时,可取较大的前角 (3)断续切削或精加工时,应取较小的前角,但如果此时有较大的副刃倾角配合,仍可取较大的前角,以减小径向切削力 (4)高速切削时,前角对切屑变形及切削力的影响较小,可取较小前角 (5)工艺系统钢性差时,应取较大的前角 名称:后角 作用:减少刀具后面与工件的切削表面和已加工表面之间的摩擦。前角一定时,后角愈锋利,但会减小楔角,影响刀具强度和散热面积。选择原则: (1)精加工时,切削厚度薄,磨损主要发生在后刀面,宜取较大后角;粗加工时,切削厚度大,负荷重,前、后面均要发生磨损、宜取较小后角 (2)多刃刀具切削厚度较薄,应取较大后角
(3)被加工工件和刀具钢性差时,应取较小后角,以增大后刀面与工件的接触面积,减少或消除振动 (4)工件材料的强度、硬度低、塑性好时,应取较大的后角,反之应取较小的后角;但对加工硬材料的负前角刀具,后角应稍大些,以便刀刃易于切入工件; (5)定尺寸刀具(如内拉刀、铰刀等)应取较小后角,以免重磨后刀具尺寸变化太大; (6)对进给运动速度较大的刀具(如螺纹车刀、铲齿车刀等),后角的选择应充分考虑到工作后角与标注后角之间的差异; (7)铲齿刀具(如成形铣刀、滚刀等)的后角要受到铲背量的限制,不能太大,但要保证侧刃后角不小于2°。 名称:主偏角 作用: (1)改变主偏角的大小可以调整径向切削分力和轴向切削分力之间的比例,主偏角增大时,径向切削分力减小,轴向切削分力增大;(2)减小主偏角可减小削厚度和切削刃单位长度上的负荷;同时主切削刃工作长度和刀尖角增大,刀具的散热得到改善,但主偏角过小会使径向切削分力增加,容易引起振动。 选择原则:
1.如何选取刀杆的压紧方式呢? 答:刀具的压紧方式有以下几种:P是用刀片的中心圆柱形销夹紧,而夹紧方式有杠杆式,偏心式等,而且,各刀具商所提供的产品并不一定包括了所有的夹紧方式,因此选用时要查阅产品样本。各夹紧方式适用不同形式的刀片,如无孔刀片常用上压式(C型),陶瓷、立方氮化硼等刀片常用此夹紧方式。D和M型夹紧可靠,适用于切削力较大的场合,如加工条件恶劣、钢的粗加工、铸铁等短屑的加工等。P型前刀面开放,有利于排屑,一般中、轻切削可选用。S型结构简单紧凑,无阻排屑,是沉孔刀片的夹紧方式,可用正前面刀片,适合于轻切削和小孔加工等。 2。那种压紧方式最合理? 答:其实没有说那种压紧方式最合理的,这要看加工材质与或场合,而且结合自己的公司的库存的,满足图纸要求和节省刀具成本才是最重要 3。怎样才能很快了解车刀?? 答:车刀是易学难精的,要了解车刀就是先要了解车床的加工性能(也就是说车主要车圆轴与盘类零件为主的)及其走刀路线(主要有外圆、内孔、外槽、内槽、端面槽、切断和螺纹加工),了解刀具资料对车刀的相关表示方式如:刀杆与刀片的表示方法,刀具的加工路线等。最好是能到工厂里看看,了解车刀的各角度的相应的关系。书中很多资料是用箭头或用粗实线表示的加工路线的。也就是后指的加工工艺了 4。刀具资料获取的途径是什么? 答:我们可以在网上找和借助各家的刀具生产商出的刀具目录,也可以到书店里去买相关的资料书, 5。如果要选取一个合适的车刀,首先应该向客户了解哪些信息? 答:一、首选要了解用在什么机床厂上,也就是了解其刀方和最高转速还就是机床的稳定性。 二、加工的零件图纸,那些是要加工?是粗还是精加工?有没有特殊要求?精度是多少?加工的是什么材质? 三、客户能接受到的是什么档次的刀具。 6.加工钛合金需注意哪些呢? 答;钛合金车削易获得较好的表面粗糙度,加工硬化不严重,但切削温度高,刀具磨损快。针对这些特点,主要在刀具、切削参数方面采取以下措施: 刀具几何参数:合适的刀具前后角、刀尖磨圆。较低的切削速度,适中的进给量,较深的切削深度,充分冷却。车外圆时刀尖不能高于工件中心,否则容易扎刀,精车及车削薄壁件时,刀具主偏角要大,一般为75~90°。钛合金应该考虑断削还是考虑刀片的耐磨。
运输工程课程设计 题目物流配送最优路线选择研究 院(部) 交通与物流工程学院 专业物流工程 班级 学生姓名 学号 指导教师 2014年12月11 日
摘要 物流配送是物流中的一个重要环节,为了提高配送效率,降低物流成本,提高服务质量,必然要悬着路线优化和合理的车辆调度来优化配送方案。文中介绍了物流配送在国内外的现状和发展前景,以及里程节约法在实际中的应用,得出了配送路线优化方案,节约了配送里程,减少了配送车辆,并通过一次实际配送验证了其可行性;文中节约里程法应用于配送中心和配送点所在的实际地理位置是特殊的,它验证了节约里程法同样适用于配送路线为非规则多变性问题。 关键词节约里程法,物流配送,路线优化
目录 1物流配送的含义 (1) 1.1配送概念 (1) 1.2配送的要素 (1) 1.3配送的作用 (1) 1.4配送的一般流程 (2) 2配送的现状 (2) 2.1国外物流配送现状 (2) 2.2国内物流配送现状 (4) 2.3我国配送发展趋势 (4) 3.里程节约法及其运用 (5) 3.1里程节约法概念及核心思想 (5) 3.2里程节约法在实例中应用 (5) 3.2.1设计原始资料 (5) 3.2.2里程节约法在实例中的运用 (5) 4结论 (8) 5参考文献 (9)
1物流配送的含义 1.1配送概念 配送是指在经济合理区域范围内,根据客户要求,对物品进行拣选、加工、包装、分割、组配等作业,并按时送达指定地点的物流活动。配送是物流中一种特殊的、综合的活动形式,是商流与物流紧密结合,包含了商流活动和物流活动,也包含了物流中若干功能要素的一种形式。 1.2配送的要素 (1)集货:集货,即将分散的或小批量的物品集中起来,以便进行运输,配送的作业。 (2)分拣:分拣是将物品按品种、出入库先后顺序进行分门别类堆放的作业。 (3)配货:配货是使用各种拣选取设备和传输装置,将存放的物品,按客户要求分拣出来,配备齐全,送入指定发货地点。 (4)配装:在单个客户配送数量不能达到车辆的有效运载负荷时,就存在如何集中不同客户的配送货物,进行搭配装载以充分利用运能、运力的问题,这就需要配装。 (5)运输:运输中的末端运输、支线运输和一般运输形态的主要区别在于;配送运输是较短距离、较小规模、额度较高的运输形式,一般使用汽车做运输工具。 (6)加工:配送加工是按照配送客户的要求所进行的流通加工。 1.3配送的作用 (1)推行配送有利于物流运动实现合理化。 (2)完善了运输和整个物流系统。 (3)提高了末端物流的效益。 (4)通过集中库存使企业实现低库存或零库存。 (5)简化事务,方便用户。 (6)提高供应保证程度。 (7)配送为电子商务的发展提供了基础和支持。
车刀的种类及用途 車刀的種類和用途 刀具材質的改良和發展是今日金屬加工發展的重要課題之一,因為良好的刀具材料能有效、迅速的完成切削工作,並保持良好的刀具壽命。一般常用車刀材質有下列幾種: 1 高碳鋼:高碳鋼車刀是由含碳量0.8%~1.5%之間的一種碳鋼,經過淬火硬化後使用,因切削中的摩擦四很容易回火軟化,被高速鋼等其他刀具所取代。一般僅適合於軟金屬材料之切削,常用者有SK1,SK2、、、、SK7等。 2 高速鋼:高速鋼為一種鋼基合金俗名白車刀,含碳量0.7~0.85%之碳鋼中加入W、Cr、V及Co等合金元素而成。例如18-4-4高速鋼材料中含有18%鎢、4%鉻以及4%釩的高速鋼。高速鋼車刀切削中產生的摩擦熱可高達至6000C,適合轉速1000rpm以下及螺紋之車削,一般常用高速鋼車刀如SKH2、SKH4A、SKH5、SKH6、SKH9等。 3 非鑄鐵合金刀具:此為鈷、鉻及鎢的合金,因切削加工很難,以鑄造成形製造,故又叫超硬鑄合金,最具代表者為stellite,其刀具韌性及耐磨性極佳,在8200C溫度下其硬度仍不受影響,抗熱程度遠超出高速鋼,適合高速及較深之切削工作。 4燒結碳化刀具:碳化刀具為粉未冶金的產品,碳化鎢刀具主要成分為50%~90%鎢,並加入鈦、鉬、鉭等以鈷粉作為結合劑,再經加熱燒結完成。碳化刀具的硬度較任何其他材料均高,有最硬高碳鋼的三倍,適用於切削較硬金屬或石材,因其材質脆硬,故只能製成片狀,再焊於較具靭性之刀柄上,如此刀刃鈍化或崩裂時,可以更換另一刀口或換新刀片,這種夠車刀稱為捨棄式車刀。 碳化刀具依國際標準(ISO)其切削性質的不同,分成P、M、K三類,並分別
1.车刀分:外圆车刀、端面车刀、切断刀、内孔车刀、螺纹车刀。 2.车刀的角度有:前角、后角、副后角、刃倾角、主偏角、副偏角。 (1)前角γ0:前刀面与基面的夹角,在主剖面中测量。前角的大小影响切削刃锋利程度及强度。增大前角可使刃口锋利,切削力减小,切削温度降低,但过大的前角,会使刃口强度降低,容易造成刃口损坏。取值范围为:-8°到+15°。选择前角的一般原则是:前角数值的大小与刀具切削部分材料、被加工材料、工作条件等都有关系。刀具切削部分材料性脆、强度低时,前角应取小值。工件材料强度和硬度低时,可选取较大前角。在重切削和有冲击的工作条件时,前角只能取较小值,有时甚至取负值。一般是在保证刀具刃口强度的条件下,尽量选用大前角。如硬质合金车刀加工钢材料时前角值可选5°-15°。 (2)主后角α0: 主后刀面与切削平面间的夹角,在主剖面中测量。其作用为减小后刀面与工件之间的摩擦。它也和前角一样影响刃口的强度和锋利程度。选择原则与前角相似,一般为0到8°。 (3)主偏角κr: 主切削刃与进给方向间的夹角,在基面中测量。其作用体现在影响切削刃工作长度、吃刀抗力、刀尖强度和散热条件。主偏角越小,吃刀抗力越大,切削刃工作长度越长,散热条件越好。 选择原则是:工件粗大刚性好时,可取小值;车细长轴时为了减少径向切削抗力,以免工件弯曲,宜选取较大的值。常用在15°到90°之间。 (4)副偏角κ'r: 副切削刃与进给反方向间的夹角,在基面中测量。其作用是影响已加工表面的粗糙度,减小副偏角可使被加工表面光洁。选择原则是:精加工时,为提高已加工表面的质量,应选取较小的值,一般为5到10°。 (5)刃倾角λs :主切削刃与基面间的夹角,在主切削平面中测量。主要作用是影响切屑流动方向和刀尖的强度。以刀柄底面为基准,主切削刃与刀柄底面平行时,λs =0,切屑沿垂直于主切削刃的方向流出。当刀尖为切削刃最低点时,λs为负值,切屑流向已加工表面。当刀尖为主切削刃最高点时,λs为正值,切屑流向待加工表面。 一般刃倾角λs取-5°到+10°。精加工时,为避免切屑划伤已加工表面,应取正值或零。粗加工或切削较硬的材料时,为提高刀头强度可取负值。
组合刀具的使用和选择 迄今为止,组合刀具有多种形式。常见的阶梯钻就是一种简单的组合刀具,其特点是在一次走刀中完成几把刀同一种工艺的加工。较复杂的组合刀具常常集成可完成不同工艺的几把刀,如能钻孔又能铣削的钻铣刀等组合刀具,通常要分几次走刀或在不同工位上依次完成几把刀的切削。这是一种最典型的组合刀具,可覆盖很大的加工范围,既有简单的钻孔—倒角组合刀,也有集成5~10把刀的专用组合刀具。还有一种更为复杂的组合刀具:内部集成有产生辅助切削运动的传动机构或旋转轴,有机械式和机械电子式两种,可以满足加工零件特殊部位的要求,这样的刀具对机床结构或机床的控制系统往往有特殊的要求,以实现对刀具运动部分的控制。 组合刀具的主要优点是提高了生产效率。如使用有4个阶梯的钻头,加工一个活塞孔的时间大约缩短70%。除了节省换刀时间外,用户还可从空出的机床刀库位置和减少的刀具夹头中获益,空出的刀库位置可使备用刀具在机床工作的同时予以更换。由于刀具数量减少,所以可简化刀具的管理,节省费用。 从各种组合刀具可以看出,多数组合刀具是针对一个特定的应用场合而开发的专用刀具,因此供货时间长。目前越来越复杂的组合刀具结构被用户所认可。为推动组合刀具的发展和扩大使用范围,刀具制造商在开发这些刀具的同时,必须考虑到用户可能遇到的种种问题,寻求解决办法,采取种种措施,包括开发有一定柔性的可控的刀具、开发新的涂层技术、刀具材料和几何形状,为降低刀具成本,甚至可把刀具的生产基地转移到制造成本低的地区去生产。 但是有柔性的组合刀具只有在不需改造机床或与控制系统能顺利连接时才得以推广;新的组合刀具将把与加工效率有关的每个因素,如基体材料、涂层材料、几何形状等因素,都应针对具体的加工对象予以最佳化,形成综合优势。与此同时,由于辅助时间的节省而提高了这些优势的利用程度,取得提高生产率的效果。这种把提高切削效率和减少辅助时间综合应用的趋势,将推动组合刀具更广泛的应用。
《现代物流与供应链管理》 课程论文 论文题目:超市物流配送中心模式的合理选择 学生姓名:龙泉学号:20083045 学院:商学院 专业年级班级: 08级市场营销专业班 指导老师: 物流学院吴迎学教授 2010年 12 月 内容摘要:近年来,我国国民经济一直持续稳定增长,居民消费需求发生了深刻变化,这种经济环境形成了连锁超市发展的温床,使得我国的连锁超市迅速而且蓬勃的发展起来。连锁超市是否能够成功经营,在很大程度上取决于与之相适应的配送中心的建设。本文将就我国连锁超市配送中心的建设这一问题进行研究,在深入分析配送中心建设进程中存在的问题的基础上,提出适宜我国连锁超市的配送中心模式和今后的发展趋势。 关键词:连锁超市配送中心共同配送
Abstract: in recent years, China's national economy has been steady growth, the resident's consumption demand had the profound change, this kind of economic environment formed a hotbed of supermarket chain development, which the country's supermarket chain of quick and developing vigorously up. Supermarket chain business, whether can succeed depends largely on conesponding distribution center construction. This paper will China chain supermarket distribution center construction of this problem is studied, in the thorough analysis distribution center construction process based on existing problems, and puts forward appropriate our supermarket chain distribution center mode and the future developing trend. Keywords: chain supermarket distribution center joint distribution 1.配送中心对连锁超市的意义 连锁超市是20世纪50年代兴起的一种零售业态,近几年来在中国迅速发展。连锁超市以连锁体制为轴心,以广泛的店面网络为市场依托,以中央采购制形成批量采购利润,以现代化的物流方式——配送中心获取物流利润,将市场信息向加工制造业渗透,发展定牌商品,甚至形成供应链,开发生产利润。它是“资金流、物流、信息流”高度集中、相辅相成的最佳形式。 连锁超市之所以成为一种比较流行的商业业态,是因为它实现了统一进货,统一配送和分散销售,因而能发挥规模经济效益,具有价格、质量、管理、品牌效应等方面的优势。而统购分销这一系列活动正是通过配送中心这一环节来实现的,配送中心的工作效率和运行状况直接决定和影响连锁超市的生存和发展。所以说配送中心是连锁超市实现规模化经营的基础。 2.连锁超市配送中心的作用 配送中心的根本作用在于通过高度集中的采购与配送,使连锁超市实现理想的
普通车床车刀的种类和型号 车刀种类和用途 车刀是应用最广的一种单刃刀具。也是学习、分析各类刀具的基础。车刀用于各种 车床上,加工外圆、内孔、端面、螺纹、车槽等。车刀按结构可分为整体车刀、焊 接车刀、机夹车刀、可转位车刀和成型车刀。其中可转位车刀的应用日益广泛,在车刀中 所占比例逐渐增加。二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢 刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选 择的几何参数刃磨后使用的车刀。三、机夹车刀机夹车刀是采用普通刀片,用机 械夹固的方法将刀片夹持在刀杆上使用的车刀。此类刀具有如下特点:(1)刀片不经过高 温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。 (2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。(3) 刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高 了经济效益,降低了刀具成本。(4)刀片重磨后,尺寸会逐渐变小,为了恢复刀 片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。(5) 压紧刀片所用的压板端部,可以起断屑器作用。四、可转位车刀可转位车 刀是使用可转位刀片的机夹车刀。一条切削刃用钝后可迅速转位换成相邻的新切削刃,即 可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。更换新刀片后,车刀又 可继续工作。 1.可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点: (1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片 和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。(2)生产效率高由于机床 操作工人不再磨刀,可大大减少停机换刀等辅助时间。(3)有利于推广新技术、新 工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。(4)有利于降低刀具 成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降 低了刀具成本。 2.可转位车刀刀片的夹紧特点与要求(1)定位精度高刀片转位 或更换新刀片后,刀尖位置的变化应在工件精度允许的范围内。(2)刀片夹紧可靠 应保证刀片、刀垫、刀杆接触面紧密贴合,经得起冲击和振动,但夹紧力也不宜过大,应 力分布应均匀,以免压碎刀片。(3)排屑流畅刀片前面上最好无障碍,保证切屑 排出流畅,并容易观察。(4)使用方便转换刀刃和更换新刀片方便、迅速。对小 尺寸刀具结构要紧凑。在满足以上要求时,尽可能使结构简单,制造和使用方便。五、 成形车刀成形车刀是加工回转体成形表面的专用刀具,其刃形是根据工件廓形设