第4"卷第1期 2018年2月
光学仪器
O P T I C A L I N S T R U M E N T S
Vol. 40,N〇.1
February, 2018
文章编号:1005-5630(2018)01-0078-10
光学元件表面缺陷检测方法研究现状
向弋川,林有希,任志英
(福州大学机械工程及自动化学院,福建福州350108)
摘要:随着科学技术的发展,人们对光学元件的表面粗糙度和表面面形精度提出了越来越高的
要求,光学元件表面缺陷检测技术也受到了广泛重视。通过简述表面缺陷的类型,强调了缺陷
给光学系统带来的危害,由此分析和讨论了目前国内外对光学元件疵病的检测方法,并指出各
种方法的优缺点,同时对机器视觉技术在疵病检测方面的应用进行了介绍,还探讨了光学元件
表面缺陷检测技术未来发展需要注意解决的问题。
关键词:光学元件;表面缺陷;数字图像处理$机器视觉
中图分类号:T P391 文献标志码:A do# 10.3969%. issn.1005-5630. 2018. 01. 014
S t u d y o n surface defect detection m e t h o d of optical e l e m e n t
X I A N G Yichuan,LIN Youxi,R E N Zhiying
(College of Mechanical Engineering and Automation,Fuzhou University , Fuzhou 350108 , China)
Abstract:With the development of science and technology,the surface roughness and surface
shape accuracy of o ptical components has an highly increasing demand.The surface defect
detection technology of ptical components has also attracted great interests.By analyzing the
types of surface defects and emphasizing the harm caused by the defects to the optical sys this paper analyzes a nd discusses the detection methods of optical components at home and
abroad,and p oints out the advantages and disadvantages of various methods.At the same
time,technology in the defect detection research has been introduced to explore the problem in
the future development.
Keywords:optical components; surface defects; digital image processing; machine vision
引言
随着现代工业的快速发展,精密光学元件在各个工业领域有着广泛的应用,光学元件作为实现光学
功能的载体,为各类光学仪器的开发使用起到了至关重要的作用。所以,鉴于光学元件表面具有的散射
特性[1],如何更好地对元件表面缺陷进行检测也随之被提出来。
收稿日期:2017-06-20
基金项目:国家自然科学基金资助项目(51375094);清华大学摩擦学国家重点实验室开放基金资助项目(S K L T K F13B02);福建省自 然科学基金资助项目(2015J01195)
作者简介:向弋川(1994 ),男,硕士研究生,主要从事摩擦学、先进制造技术等方面的研究。E-mail842225584@https://www.doczj.com/doc/f212796259.html,
通信作者:林有希(1967 ),男,教授,主要从事摩擦学、先进制造技术等方面的研究。E-mail:youthlin@fzu. edu. cn
Optilia W30x-HD全高清1080p 照相显微镜 W30x-HD拥有功能强大的30倍光学变焦和超高的放大倍率。因此对于一些需要近距离监测的任务来说它大有益处。它也将自动把Optilia 带入新的应用领域。并且,Optilia 杰出的全高清图片质量以及其精准自动对焦,对于那些熟悉当前产品的操作者而言也是极其吸引人的通。过采用改进过的快速自动对焦技术Optilia 享有盛誉的光学元件,故与其他的是视频系统相比,它用于检测物件的时间将会大大减少。集成的激光指示器是定位监测区域的极佳指导器。通过全高清的视频输出组件,相机可以轻松连接到与Full-HD或者HD-ready 显示器或者是相应大小的电视机。设备可以自动设置图像属性,比如亮度,对比度,焦距,锐度,色彩以及其他参数,但同时操作者也可以通过软件进行手动控制。通过Optilia 的PIC高速图像采集卡和Optilia软件,可将系统连接至计算机,进行记录,测量和获取数字图像。W30x-HD 采用优质元件和防静电的保护外壳制造而成。仪器按照电子工业制造标准设计,图像质量高,设备灵活,效率高,成本低。 购买该产品 OP-209 003-E,包含以下组件: Full HD Camera, 1080P with 30x zoom, laser pointer, 245mm WD Camera Control Unit with Joystick Power Supply 5/12V, 30W with MiniDin connector User’s manual
Boom stand Optilia W30x-HD FreeSight 照相显微镜 Freesight 版本拥有500mm 的超长工作距离,配有一个特殊设计的工作台和支架,您既可以在超高放大倍率下观测,也可以同时拥有一个整洁的工作空间。与其他视频系统相比,Optilia 配置了急速变焦系和优质的光学配件,大大缩短了您的检测时间。集成的激光指示器是定位监测区域的极佳指导器。通过全高清的视频输出组件,相机可以轻松连接到与Full-HD或者HD-ready 显示器或者是相应大小的电视机。设备可以自动设置图像属性,比如亮度,对比度,焦距,锐度,色彩以及其他参数,同时操作者也可以通过软件进行手动操控。通过Optilia 的PIC高速图像采集卡和Optilia软件,可将系统连接至计算机,进行记录,测量和获取数字图像。W30x-HD FreeSight 采用优质元件和防静电的保护外壳制造而成。与其他的生产线上使用的产品一样,其外壳同样可以适用于工厂和电子应用领域。且仪器按照电子工业制造标准设计,图像质量高,设备灵活,效率高,成本低。 当您购买该产品 OP-209 016,包含以下组件: Full HD Camera, 1080P with 30x zoom, laser pointer, 500mm WD Remote camera control PC software package for HD cameras Bench-top Single-rod Boom Stand (Table Clamp mount OP-006 662 on request)
工件表面缺陷检测系统方案 为了不断提高产品质量和生产效率,工件表面缺陷在线自动检测技术在生产过程中显得日益重要。传统的产品表面质量检测主要采用人工检测的方法。人工检测不仅工作量大,而且易受检测人员主观因素的影响,容易对产品表面缺陷造成漏检,尤其是变形较小、畸变不大的夹杂缺陷漏检,极大降低了产品的表面质量,从而不能够保证检测的效率与精度。近年来,迅速发展的以图像处理技术为基础的机器视觉技术恰恰可以解决这一问题。 针对工件表面的多种缺陷,维视图像今天为大家介绍一套基于机器视觉的对工件表面缺陷进行实时在线、无损伤的自动检测系统方案。 本系统是由CCD工业摄像头、高清镜头、照明系统及图像处理软件等部件组成。其工作过程是:首先将工件送到采集视场内;然后由成像系统将图像采集到计算机内部;运用图像处理软件对采集到的原始图像进行预处理以改善图像质量,从中提取感兴趣的特征量;最后运用模式识别技术对取到的特征量进行分类整理以完成系统的检测。 下面分别介绍系统的各部分的组成及特点。 一、CCD工业摄像头 为保证图像效果和检测精度,此系统可选用高分辨的工业CCD摄像头,针对不同的工件尺寸和要求,CCD分辨率也可稍作调整,MV-EM系列千兆网工业相机包含常用的多种分辨率,可供系统选择。其中,MV-EM510M是高精度检测系统最为青睐的产品之一。 二、高清镜头 为配合高分辨率CCD工业摄像头,我们选用百万像素级高清镜头。当然,与500万CCD 相机更为搭配的非500万像素高清镜头莫属了。 三、照明系统 工件材质一般比较多样化,如普通的无反光材质工件,我们通常可选用环形LED光源以节省成本。但是,对于金属等高反光材质的工件,我们就必须在光源的选择上下点功夫了,针对不同尺寸和外形,低角度环形光源、同轴光源和漫反射圆顶光源都可能是明智之选,这
带钢表面缺陷检测方法研究 学号:1110121096 班级:11材控2班姓名:倪明 摘要:表面质量的好坏是带钢的一项重要指标,随着科学技术的不断发展,后续加工工业对带钢的表面质量要求越来越高。如何检测出带钢表面缺陷并加以控制,引起带钢生产企业的高度关注。本文通过对带钢表面的缺陷检测的重要性分析,讲述了国内外带钢表面缺陷检测的发展现状,并比较分析了几种检测方法,最终得出本研究的意义。由于带钢表面缺陷种类繁多,建议下一步研究工作重点放在缺陷种类识别与分类部分,以满足带钢表面缺陷的无遗漏检测。 关键词: 带钢表面缺陷缺陷检测 1.1带钢表面缺陷检测的重要性 随着生活水平的提高和生产力的发展,人们对产品质量提出了更高的要求,带钢作为机械、航天、电子等行业的原材料,用户对其表面质量的要求更加严格。影响带钢表面质量的主要因素是带钢在制造过程中由于原材料、轧制设备和加工工艺等多方面的原因,导致其表面出现的擦伤、结疤、划痕、粘结、辊印、针眼、孔洞、表面分层、麻点等不同类型的缺陷。这些缺陷不仅影响产品的外观,更严重的是降低了产品的抗腐蚀性、耐磨性和疲劳强度等性能。原料钢卷的表面缺陷是造成深加工产品废次品的主要原因。由于部分质量缺陷在出厂前不能有效地被检测出来,而在用户使用过程中被发现,造成用户索赔,不仅给企业带来巨大的经济损失,还严重影响了产品的市场形象,降低了用户对产品的信任度。因此,必须加强对带钢表面缺陷的检测和控制,这对于剔除废品、减少原料浪费、提高成材率、改善工人劳动条件都有重要意义。而如何在生产过程中检测出带钢的表面缺陷,从而控制和提高带钢产品的质量,一直是钢铁生产企业非常关注的问题。 1.2 国内外带钢表面缺陷检测方法与装置研究现状 目前带钢表面缺陷检测装置主要分为采用传统检测方法的检测装置、采用自动检测方法的检测装置和采用计算机视觉检测方法的检测装置。 1.2.1传统检测方法 非自动化的传统表面缺陷检测方法可以分为人工目视检测方法和频闪光检测法两种。05年代至06年代,冷轧带钢表面缺陷检测主要采用人工目视检测,检测者凭借肉眼观察缺陷。由于带钢轧制速度很快,人眼无法可靠的捕获缺陷信息。同时,某些高质量的带钢要求其表面缺陷小于0.5mm×0.5mm,这种微小缺陷人的视觉很难发觉,从而产生大量的漏检和误检。人工检测需要在高温、噪音、粉尘、振动的恶劣环境下进行,对人的身体和心理造成极大伤
一、光学元件检测系统描述 本系统用于光学元件外观缺陷识别以及产品位置获取,系统采用进口高分辨率工业相机,可 以快速获取产品图像,通过图像识别、分析和计算,给出产品外观缺陷,给出产品坐标,并 输出相应检测结果信号,以便于设备对不合格产品的处理。 二、光学元件检测系统设计方案 台州振皓自动化科技有限公司基于机器视觉图像处理技术研发的光学元件外观缺陷检测系统,具有高精度、高速、多样品化的特点。系统主要模块有:触发模块、图像处理模块。根据用 户需求,样品移动到检测位,触发相机并及时由视觉系统输出检测信号,从而完成检测功能。为了达到高精度的检测要求,首先要产品来料的位置一致,达到的效果是位置准、稳定。 三、系统主要功能 1.高速识别检测功能2/s; 2.检测精度±0.08mm; 3.自动完成被检产品与相机获取图像同步; 4.自动完成光学元件的外观缺陷检测; 5.还可根据需要对不同颜色产品类型学习并检测; 6.对产品图像进行自动存储,可进行历史查询; 7.自动统计(良品、不良品、总数等); 8.异常时可提供声、光报警、并可控制设备停机; 9.系统有自学习功能,且学习过程操作简单。 四、项目系统检测界面 五、系统主要技术特点 1.操作界面清晰明了,简单易行,只需简单设定即可自动执行检测; 2.检测软件及算法完全自主开发,系统针对性强; 3.可灵活设置检测模板、检测范围; 4.可选择局部检测功能,提高检测速度; 5.专业化光源设计,成像清晰均匀,确保测量任务完成; 6.支持多种型号产品的检测、具备产品在线自动检测等功能; 7.安装简单、结果紧凑,易于操作、维护和扩充; 8.可靠性高,运行稳定,适合各种现场运行条件。
编号 本科生毕业设计 基于机器视觉的表面缺陷检测系统设计 Surface defect detection system design based on machine vision 学生姓名 专业电子信息工程 学号 指导教师 学院电子信息工程学院 二〇一三年六月
毕业设计(论文)原创承诺书 1.本人承诺:所呈交的毕业设计(论文)《基于机器视觉的表面缺陷检测系统设计》,是认真学习理解学校的《长春理工大学本科毕业设计(论文)工作条例》后,在教师的指导下,保质保量独立地完成了任务书中规定容,不弄虚作假,不抄袭别人的工作内容。 2.本人在毕业设计(论文)中引用他人的观点和研究成果,均在文中加以注释或以参考文献形式列出,对本文的研究工作做出重要贡献的个人和集体均已在文中注明。 3.在毕业设计(论文)中对侵犯任何方面知识产权的行为,由本人承担相应的法律责任。 4.本人完全了解学校关于保存、使用毕业设计(论文)的规定,即:按照学校要求提交论文和相关材料的印刷本和电子版本;同意学校保留毕业设计(论文)的复印件和电子版本,允许被查阅和借阅;学校可以采用影印、缩印或其他复制手段保存毕业设计(论文),可以公布其中的全部或部分内容。 以上承诺的法律结果将完全由本人承担! 作者签名:年月日
中文摘要 为了不断提高产品质量和生产效率,金属工件表面缺陷在线自动检测技术在生产过程中显得日益重要。针对金属工件表面的多种缺陷,本文设计了一套基于机器视觉能够实现对金属工件表面缺陷进行实时在线、无损伤的自动检测系统。该系统采用面阵CCD和多通道图像采集卡作为图像采集部分,提高了检测系统的速度并降低了对CCD的性能要求,使系统在现有的条件下比较容易实现实时在线检测;采用自动选取图像分割阈值,根据实际应用的阈值把工件信息从图像中提取出来并扫描工件图像中的信息,实现了系统的自动测量;根据扫描得到的工件信息去除掉工件边缘的光圈,利用自动选取的阈值对金属工件表面的图像进行二值化分割,从而实现各种缺陷的自动提取及识别。 关键词:机器视觉表面缺陷CCD 图像处理缺陷检测
表面缺陷无损检测方法的比较方法 项目 磁粉检测(MT) 漏磁检测(MLF) 渗透检测(PT) 涡流检测(ET) 方法原理 磁力作用 磁力作用 毛细渗透作用 电磁感应作用 能检出的缺陷 表面和近表面缺陷 表面和近表面缺陷 表面开口缺陷 表面及表层缺陷 缺陷部位的显示形式 漏磁场吸附磁粉形成磁痕 漏磁场大小分布 渗透液的渗出
检测线圈输出电压和相位发生变化 显示信息的器材 磁粉 计算机显示屏 渗透液、显像剂 记录仪、示波器或电压表 适用的材料 铁磁性材料 铁磁性材料 非多孔性材料 导电材料 主要检测对象 铸钢件、锻钢件、压延件、管材、棒材、型材、焊接件、机加工件在役使用的上述工件检测铸钢件、锻钢件、压延件、管材、棒材、型材、焊接件、机加工件在役使用的上述工件检测任何非多孔性材料、工件及在役使用过的上述工件检测 管材、线材和工件检测;材料状态检验和分选;镀层、涂层厚度测量 主要检测缺陷 裂纹、发纹、白点、折叠、夹渣物、冷隔 裂纹、发纹、白点、折叠、夹渣物、冷隔 裂纹、白点、疏松、针孔、夹渣物
裂纹、材质变化、厚度变化缺陷显示 直观 直观 直观 不直观 缺陷性质判断 能大致确定 能大致确定 能基本确定 难以判断 灵敏度 高 高 高 较低 检测速度 较快 快 慢
很快 污染 较轻 无污染 较重 无污染 相对优点 可检测出铁磁性材料表面和近表面(开口和不开口)的缺陷。 能直接的观察出缺陷的位置、形状、大小和严重程度。 具有较高的检测灵敏度,可检测微米级宽度的缺陷。 单个工件的检测速度快、工艺简单,成本低、污染轻。 综合使用各种磁化方法,几乎不受工件大小和几何形状的影响。 检测缺陷重复性好。 可检测受腐蚀的在役情况。 a) 易于实现自动化 b) 较高的检测可靠性 c) 可以实现缺陷的初步量化 d) 在管道的检查中,在厚度高达30mm的壁厚范围內,可同时检测內外壁缺陷 e) 高效、无污染,可以获得很高的检测效率. 可检测出任何非松孔性材料表面开口性缺陷。 能直接的观察出缺陷的位置、形状、大小和严重程度。 具有较高的灵敏度。 着色检测时不用设备,可以不用水电,特别适用于现场检验。 检测不受工件几何形状和缺陷方向的影响。 对针孔和疏松缺陷的检测灵敏度较高。 非接触法检测,适用于对管件、棒材和丝材进行自动化检测,速度快。 可用检测材料导电率代替硬度检测。了解材料的热处理状态和进行材料分选。污染很小。 相对局限性
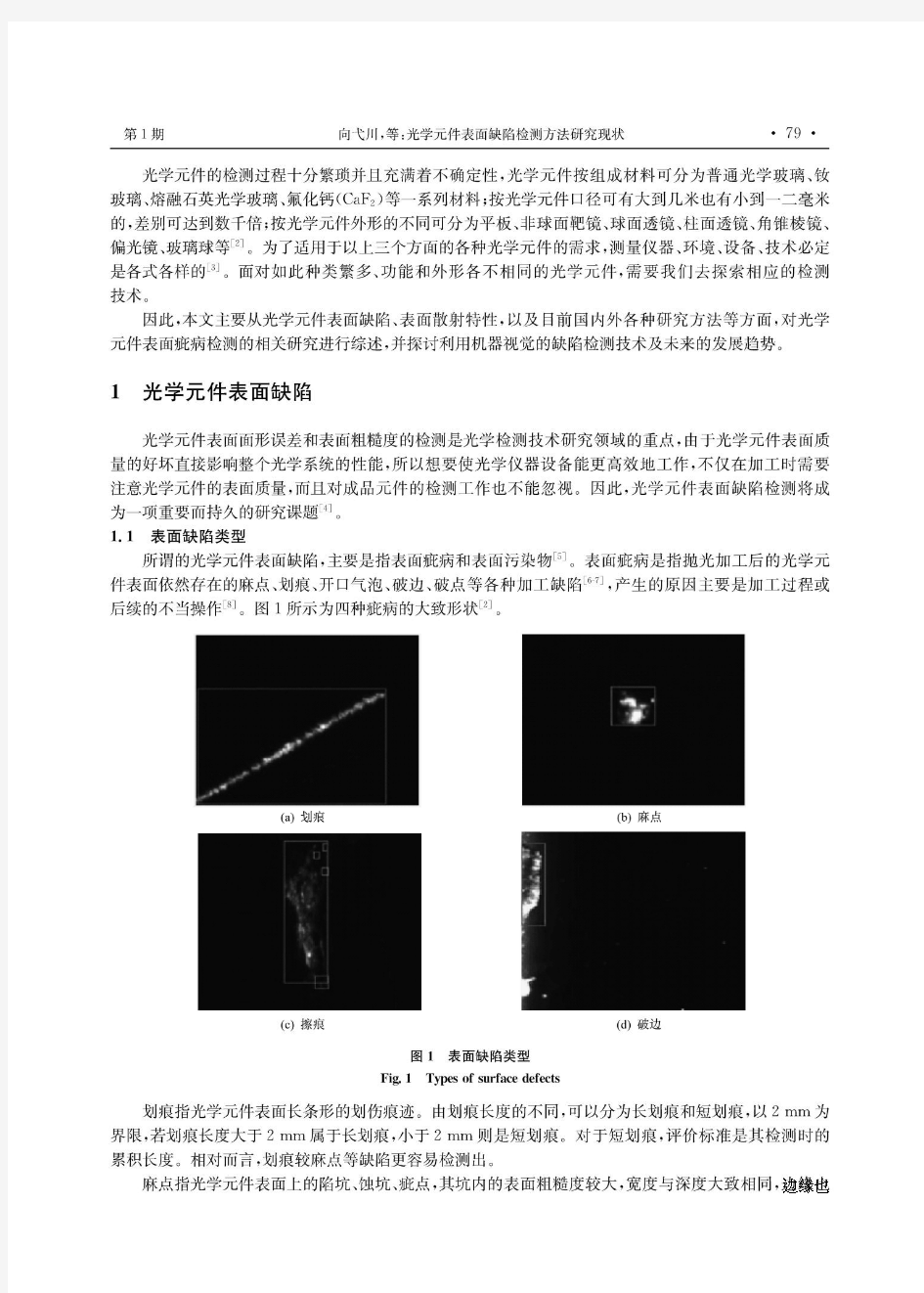
学零件表面疵病标准 擦痕、麻点说明 (美国军用标准:MIL-O-13830A/) 1.目的: 光学零件表面质量说明及可接受缺陷(defects)规定,陆军用擦痕、麻点说明,MIL-13830A为了在实际检验中领会,执行此标准,特做以下文字规定。 擦痕(scratch)和麻点(dig)用两个代表其限制尺寸的号数来标记。第二个号为麻点号。 擦痕指相对较长的缺陷,一般长比宽在20:1左右,如:擦痕、划丝、划伤等。 麻点指点状缺陷,一般为圆的如麻点、麻坑包含物等。 擦痕的判断可参考有关擦痕标准。 2.擦痕 擦痕号(第一个号)表示擦痕最大宽度。 球面光学零件:擦痕的宽度等于最大宽度时其长度不能大于零件直径或有效孔径的25%。每个零件不能多于两条擦痕。 柱面光学零件
在直径20mm的范围内。擦痕宽度等于最大宽度时,擦痕长度不大于5mm可以允许。允许擦痕的最多数目为该有效柱面上直径为20mm的区域的多少。 例如: πDH=柱面面积(有效面积) 其中:D=柱面镜的过光长度(高度) H=柱面镜的过光长度(高度) π= 有效柱面面积/π20mm2=允许擦痕最大数 当存在最宽擦痕,如果较小宽度的擦痕符合下面公式,可以接受。 ∑(N×(L/D))≤(Nmax)/2 其中:D=直径,N=测量的擦痕数,L=擦痕长度,Nmax=规定的擦痕号 光学零件中擦痕数乘以擦痕长度和零件直径之比的和不大于擦痕号(规定)的一般可以接受。 一个擦痕其宽度大于擦痕规定数的(英寸),则不能接收。 当无最宽擦痕时,擦痕不能超过以下公式: 光学零件中擦痕数乘以擦痕长度
和零件直径之比的和不大于擦痕号,则可以接受。 小于10(宽)可以忽略。 3.麻点 麻点号表示最大直径的麻点。麻点号是以最大麻点的直径给出,单位为1/100mm(一丝)。 直径为20mm 的范围内最大直径的麻点不能超过一个。 如果麻点的直径超过规定尺寸则不接受(不规则麻点的直径为长径和短径之和除2)。 当最大直径麻点存在时,麻点符合以下尺寸则认为合格: ∑D≤(Dmax) 其中:D=麻点直径 Dmax=规定允许的最大麻点直径。 如果没有最大直径的麻点,所有麻点直径之和不大于规定最大直径的2倍则为 合格,即: ∑D( 液晶显示屏背光源模组表面缺陷自动光学检测系统设计 发表时间:2019-06-17T08:46:59.063Z 来源:《建筑模拟》2019年第16期作者:范明生 [导读] 在当今的科学技术不断发展以及社会经济水平不断提升的时代之中,液晶显示器已经在电视、电脑以及手机等的众多电子产品之中得到了广泛的应用和全面的普及。所以,光学检测技术也得到了进一步的发展。 范明生 深圳秋田微电子股份有限公司深圳龙岗 518000 摘要:在当今的科学技术不断发展以及社会经济水平不断提升的时代之中,液晶显示器已经在电视、电脑以及手机等的众多电子产品之中得到了广泛的应用和全面的普及。所以,光学检测技术也得到了进一步的发展。本文研究了一种自动的光学检测系统的设计,这种光学系统可以对液晶显示品的背光源模组表面存在的缺陷进行自动的检测。 关键词:液晶显示屏;背光源模组;表面缺陷;自动光学检测 引言:在液晶显示屏的生产过程中,原料方面的原因或者是技术方面的原因都有可能导致其背光源模组的表面产生缺陷,由于这些缺陷的存在,液晶显示屏的使用性能将会受到十分严重的不利影响。因此,为了让生产的成本得到有效降低,让液晶显示屏的生产成品率得到有效的提升,就应该在生产的过程之中,从宏观方面以及微观方面对液晶显示屏的背光源模组之中的各个光学膜片进行自动的检测。因此,自动光学检测系统对于液晶显示屏质量的保障有着至关重要的作用。下图就是液晶显示屏背光源模组的自动光学检测系统的设计简图: 一、表面缺陷的自动光学检测技术简介 在对液晶显示屏背光源模组表面的缺陷进行检测之中,自动光学检测技术发挥着十分显著的作用,在这一技术之中,不仅将光学的传感技术加以合理应用,同时也将信号的处理技术以及运动的控制技术等实现了有效的集成与应用,在工业生产之中可以实现识别、检测、测量以及引导等的诸多任务。就当今的工业生产而言,光学自动检测技术已经得到了相当广泛的应用,通过分辨率很高、灵敏度很强的成相技术,对检测的目标图形进行有效获取,然后通过快速的图形识别以及图像处理等的算法,在图像之中实现对目标方向、位置、尺寸以及所存在的缺陷等这些信息的获取,这样就实现了对目标产品的有效检测,对装配线上的目标进行有效的识别以及两阿红的鉴定,对目标进行准确的定位,对装配机制起到良好的引导作用。 二、对自动上料机构的设计 1、将一个负责监视的相机放在传输带(1)工位上,在完成了对模组的组装之后,就会将已经组装好的模组传输到(1)工位上,然后,负责监视的相机就可以对这个有待检测的模组图片进行拾取,然后就可以对其在(1)工位上的位置及其姿态方面的信息来实现有效的计算,同时会给后续的上料以及检测的系统发送工作同步的指令。 2、当负责监视的相机将同步指令发给检测系统之后,这个用电动缸以及气动缸所组成的专门负责送料的系统就会把正处在(1)工位上的模组给吸起来,然后,气动滑台会带着模组向(2)工位进行运送。在这一动作发生以前,首先应该计算出负责监视的相机在(1)工位上面所获取到图片之中的位置信息以及姿态信息,用对角度的位置负责校正的气缸来初步校正模组的空间角度。当把模组送到了(2)工位以后,四个气动的滑缸将会在四个不同的方向一起移动到中间来,进而有效校正模组的位置,这时候,模组的下面也会有一个相机,对模组进行及时的成相,通过这种方法就可以识别出将要进行测量的模组的编码序号,以便进行返修信息的获取。 3、当(1)工位上的吸盘对模组进行抓取的时候,右面吸盘就会在(2)工位上吸起校正完的模组,经过气滑台的作用,把模组送到(3)工位进行检测。 在这三步完成之后,一道上料的工序就已经完成。 三、对检测机构的设计 在这一系统的检测机构之中,主要的工位有探测上料位置的工位、检测模组画面的工位、进行间隙性转动的转盘、检测模组异常情况的工位以及检测模组外观情况的工位。以下是其工作的原理: 自动送料的机构会将模组传到转轮的(3)工位上,然后,转盘会受到系统的控制,并且把模组传送到转轮的(4)工位上。在转轮的(4)工位上也进行了相机的设置,通过这个相机可以确定模组的位置,还可以检测LED等的工作状况,同时负责向主控计算机传递检测的信息。如果检测发现所有元件都是正常的,就会按照之前预定的检测方案对进行后续的检测,如果检测过程中发现存在异常,那么在后续的检测过程中,就不要再花费时间来检测这个模组,可以直接把这个模组传输给(9)工位,这时候,分选机构就会按照不良品来抓取这个模组,把这个模组传送到不良品的传输带上。 2、在被检测的模组传送到了转轮的(5)到(8)工位之后,缺陷扫描以及成相系统就会扫描和检测缺陷的画面。在对模组的缺陷进行 对于生产物件的检测,由于科学技术的限制,起初只能采用人工进行检测,这样的方式不仅消耗大量人力,而且浪费时间,效率低下。于是,基于机器视觉技术的表面缺陷检测技术应运而生,我们有必要关注关注,并了解相关注意事项。 当今社会,随着计算机技术,人工智能等科学技术的出现和发展,以及研究的深入,出现了基于机器视觉技术的表面缺陷检测技术。这种技术的出现,大大提高了生产作业的效率,避免了因作业条件、主观判断等影响检测结果的准确性,实现能更好更准确地进行表面缺陷检测,更加快速的识别产品表面瑕疵缺陷。 产品表面缺陷检测属于机器视觉技术的一种,就是利用计算机视觉模拟人类视觉的功能,从具体的实物进行图象的采集处理、计算、进行实际检测、控制和应用。产品的表面缺陷检测是机器视觉检测的一个重要部分,其检测的准确程度直接会影响产品的质量优劣。由于使用人工检测的方法早已不能满足生产和现代工艺生产制造的需求,而利用机器视觉检测很好地克服了这一点,表面缺陷检测系统的广泛应用促进了企业工厂产品高质量的生产与制造业智能自动化的发展。 在进行产品表面检测之前,有几个步骤需要注意。 首先,要利用图像采集系统对图像表面的纹理图像进行采集分析; 其次,对采集过来的图像进行一步步分割处理,使得产品表面缺陷能像能够按照其区域特征进行分类; 再者,在以上分类区域中进一步分析划痕的目标区域,使得范围更加的准确。 通过以上的三步处理之后,产品表面缺陷区域和特征能够进一步确认,这样表面缺陷检测的基本步骤就完成了。 利用机器视觉技术提高了用户生产效率,使得生产更加细致化,分工更加明确,同时,减少了公司的人工成本支出,节省了财力,实现机器智能一体化发展。 南京博克纳自动化系统有限公司总部位于美丽的中国古都南京,是国内专业研制无损检测仪器及设备的高科技企业。公司致力于涡流、漏磁和超声波仪器及各种非标设备的研制,已拥有自主研发的多项国家专利。产品被广泛应用于航天航空、军工、汽车、电力、铁路、冶金机械等行业。产品出口:美国、 第32卷第6期2012年06月 西安工业大学学报 JournalofXi’anTechnologicalUniversity V01.32No.6 Jun.2012 文章编号:1673—9965(2012)06—447—04 光学元件表面划痕的可视化检测+ 潘永强,刘鹏 (西安工业大学光电工程学院,西安710032) 摘要:光学元件表面缺陷的存在会影响元件的功能和美观.应用显微成像法完成对缺陷图像的采集,运用Matlab图像处理工具对缺陷图像进行图像处理,提取出划痕缺陷的灰度值特征和几何像素数尺寸特征.根据CCD传感器的像素尺寸和显微物镜的放大倍数从而近似得出划痕的实际尺寸.实验中所测得的划痕最长有104.33肛m,最短为5.57肛m;最宽为2.37弘m,最窄为1.30/.Lm;灰度均值最大为175,最小为97. 关键词:划痕;显微成像法;CCD;Matlab;灰度值;几何尺寸 中图号:TP751.2文献标志码:A 光学元件的质量好坏对光学仪器的性能有着直接的影响.因此,光学元件质量的改善对光学仪器的整体质量的提高有着极其重要的意义.现代光学元件的检测比现代光学元件的制造难度更高.光学元件的检测的任务十分繁多而重要[1]. 在生产过程中,光学元件经过切割铣磨成型、粗磨细磨、抛光等过程后,元件表面整体上虽然光滑和平整,但难免会产生瑕疵和缺陷问题,如麻点和划痕等.缺陷的存在不只是影响了元件的美观,更是影响了元件及其所在的系统的功能.主要表现为散射、衍射花纹、膜层破坏、激光损伤等.划痕缺陷往往在长度方向上具有几何尺寸较大的特点,所以其对元件表面质量的影响更大.当光束入射到元件表面时,划痕会对光束强度产生调制作用,从而使划痕长度方向上的两侧形成一系列对称分布的光强增强区域,这种光强度分布不均匀现象会使元件局部温度急剧升高而导致严重损伤[2]. 以前对于光学元件损伤的检测,主要采用目测法.虽然人眼识别简单易行,没有仪器设备等方面的限制,但其最大缺点是不能进行精密度量,检测周期长且误差较大.目前,光学元件缺陷检测的方法较多,国内外大都根据缺陷对光的散射[3]、衍射特性来检测精密光学表面的缺陷,按检测方法主要分为成像法和能量法‘4。.文中的检测对象是小口径光学元件,采用的检测方法是显微成像法嘲. 1显微成像法 1.1显微成像法的基本原理 当入射平行光束以一定角度斜入射到光滑表面上时[6],若光束入射的光斑范围内没有缺陷,光束将遵循反射或折射规律传播(如图1(a)),若入射的光斑范围内有缺陷(如图1(b)),入射光束将被缺陷无规则地反射即散射. 迸∑烂 图1斜入射的光学特性 Fig.1Opticalpropertyofgrazingincidence 如果在被检表面上方放置成像物镜,对于图1(a)所示情况,物镜的成像平面一片黑,对于图1(b)所示情况,将有光束进入成像物镜并被物镜成像,表面缺陷成了“第二光源”.而且无论是划痕还是麻点都会产生漫反射光,尽管对于不同的缺陷类型或不同的深层构造其散射光的强度和频谱分布不同,我们关心的不是“第二光源”的发光强度和散 *收稿日期:2012—01—16 作者简介:潘永强(1974一),男,西安工业大学副教授,主要研究方向为光学薄膜及检测技术.E—mail:pyq_867@163.com.万方数据 光学自动检测系统在PCB板缺陷检测中的应用 1 引言 自动光学检测是印刷电路板生产线上的一种基于机器视觉的缺陷检测方式。由于印刷电路板生产过程中会产生很多的缺陷,为保证生产的质量,印刷电路板的多个生产步骤中必须加入质量检测。光学自动检测系统就是其中一种优秀的质量检测方法。 本文针对PCB制造过程中的缺陷,论述了一种自动光学检测系统。第一部分描述了检测系统的背景,第二部分阐述了该系统的优缺点,第三部分介绍了该系统的各个组成部分,包括光学采集模块、运动控制模块、图像处理模块和数据处理模块,第四部分叙述了检测系统的算法。第五部分对检测系统进行了总结。 2 检测系统的优缺点 2.1 优点 (1)提高了焊接点缺陷检测效率、缺陷定位效率。 (2)代替部分人工作业,降低成本。 (3)检测记录可自动存储、查看。 (4)自动筛选不合格品,提高准确率。 2.2 缺点 (1)存在一定比例的漏测或误报警,还需要在后续的工序中增加功能检测。 (2)只能检测外观缺陷。 (3)无法对BGA等不可见焊点进行检测。 3 检测系统的组成部分 系统硬件如图1所示: 图1 AOI实物图 3.1 光学采集模块 主要由光源和相机组成,将PCB板焊接转换成图像进行处理。 3.2 运动控制模块 主要由电机和控制部分组成,主要负责PCB板的入检、定位、出检等运动控制。 3.3 图像处理模块 主要负责将收集的PCB板元件、焊点的图像通过识别算法,判断焊接质量。 3.4 数据处理模块 对检测的数据进行保存存储,以便随时调阅、分析。 4 算法 4.1 色彩数量化算法 彩色PCB图像包含了丰富的信息。若直接进行二值化,由于铜板上的不少 自动光学检测系统(AOI)的原理及应用 摘要:主要介绍AOI的工作原理、技术模块以及其在PCB检测上的应用。 关键词:AOI,PCB,检测作用. 随着集成电路的迅猛发展及特殊电子元器件的不断出新,从而促使PCB技术发生相应的转变。由于PCB产品也向着高密度、超薄型、细间距,小元件的方向发展,这样导致线路板上的元器件组装密度要求提高,PCB板上的线宽、间距、焊盘越来越细,现已经达到微米级,相应板的层数也越来越多。因而传统的人工目视检测和在线飞针检测(ICT),已经不能适用当今制造技术发展的需要,自动光学检测系统(AOI)就迅速发展起来,并已经逐步替代传统的人工检测和在线飞针检测(ICT)。由于AOI在线检测的检测效率和准确率及检测精度远高于人工检测,现在许多大型的PCB生产厂家都使用AOI设备进行PCB在线检测,用于监视和保证生产过程的品质。现代AOI不仅用于PCB制造行业中,并扩展到SMT封装线、MCM基片组装线、玻璃模板、胶片模板的制造,多层陶瓷的封装,Wafer封装等半导体行业等领域。现在国际上比较有名的AOI生产厂家有以色列的Orbotech、Camtek,日本的Sony等. 1. PCB中常见缺陷及AOI的检测作用 PCB的制造过程中,内外层主要缺陷有短路、断路、缺口、突起、针孔、残铜、线宽不足、间距不足、图形丢失、漏钻孔、孔尺寸不符、孔破等。AOI 系统的作用就是检测PCB在生产过程中有可能出现的上述不良缺陷,通过控制并及时调整工艺,从而提高产品的品质与生产产能。通常AOI 系统检测系统用在内外层生产的关键工序控制点上,防止大批批量的报废。 AOI的系统通常有运动工作平台、电气控制、CCD成像系统、图像软件处理系统等四大模块组成。 3. AOI的系统工作原理 AOI的工作原理简单的说,就是标准图像与实际板层图像进行比较对比。核心就是CCD摄像系统抓取图片,然而通过图像处理卡与计算机处理软件系统等系列的算法处理后,与标准图像进行对比,发现缺陷,并生产文件,等待操作者确认或送检修站检修。工作原理如下图一 4. AOI的系统技术模块 AOI系统是集精密机械、自动控制、光学图像处理、软件系统等多学科的自动化设备。具体分为四大精密机械驱动模块、电气控制模块、图像处理模块(CCD、Len.及光源)、软件系统. 表面缺陷无损检测方法的比较 方法 项目 磁粉检测(MT)漏磁检测(MLF)渗透检测(PT)涡流检测(ET)方法原理磁力作用磁力作用毛细渗透作用电磁感应作用 能检出的缺陷表面和近表面缺陷表面和近表面缺陷表面开口缺陷表面及表层缺陷 缺陷部位的显示形式漏磁场吸附磁粉形成 磁痕 漏磁场大小分布渗透液的渗出 检测线圈输出电压和 相位发生变化 显示信息的器材磁粉计算机显示屏渗透液、显像剂 记录仪、示波器或电 压表 适用的材料铁磁性材料铁磁性材料非多孔性材料导电材料 主要检测对象铸钢件、锻钢件、压 延件、管材、棒材、 型材、焊接件、机加 工件在役使用的上述 工件检测 铸钢件、锻钢件、压 延件、管材、棒材、 型材、焊接件、机加 工件在役使用的上述 工件检测 任何非多孔性材 料、工件及在役使 用过的上述工件检 测 管材、线材和工件检 测;材料状态检验和 分选;镀层、涂层厚 度测量 主要检测缺陷裂纹、发纹、白点、 折叠、夹渣物、冷隔 裂纹、发纹、白点、 折叠、夹渣物、冷隔 裂纹、白点、疏松、 针孔、夹渣物 裂纹、材质变化、厚 度变化 缺陷显示直观直观直观不直观缺陷性质判断能大致确定能大致确定能基本确定难以判断灵敏度高高高较低 检测速度较快快慢很快 污染较轻无污染较重无污染 相对优点可检测出铁磁性材料 表面和近表面(开口 和不开口)的缺陷。 能直接的观察出缺陷 的位置、形状、大小 和严重程度。 具有较高的检测灵敏 度,可检测微米级宽 度的缺陷。 单个工件的检测速度 快、工艺简单,成本 低、污染轻。 综合使用各种磁化方 法,几乎不受工件大 a) 易于实现自动化 b) 较高的检测可靠 性 c) 可以实现缺陷的 初步量化 d) 在管道的检查中, 在厚度高达30mm的 壁厚范围內,可同时 检测內外壁缺陷 e) 高效、无污染,可以 获得很高的检测效率. 可检测出任何非松 孔性材料表面开口 性缺陷。 能直接的观察出缺 陷的位置、形状、 大小和严重程度。 具有较高的灵敏 度。 着色检测时不用设 备,可以不用水电, 特别适用于现场检 验。 检测不受工件几何 形状和缺陷方向的 非接触法检测,适用 于对管件、棒材和丝 材进行自动化检测, 速度快。 可用检测材料导电率 代替硬度检测。了解 材料的热处理状态和 进行材料分选。 污染很小。 第4"卷第1期 2018年2月 光学仪器 O P T I C A L I N S T R U M E N T S Vol. 40,N〇.1 February, 2018 文章编号:1005-5630(2018)01-0078-10 光学元件表面缺陷检测方法研究现状 向弋川,林有希,任志英 (福州大学机械工程及自动化学院,福建福州350108) 摘要:随着科学技术的发展,人们对光学元件的表面粗糙度和表面面形精度提出了越来越高的 要求,光学元件表面缺陷检测技术也受到了广泛重视。通过简述表面缺陷的类型,强调了缺陷 给光学系统带来的危害,由此分析和讨论了目前国内外对光学元件疵病的检测方法,并指出各 种方法的优缺点,同时对机器视觉技术在疵病检测方面的应用进行了介绍,还探讨了光学元件 表面缺陷检测技术未来发展需要注意解决的问题。 关键词:光学元件;表面缺陷;数字图像处理$机器视觉 中图分类号:T P391 文献标志码:A do# 10.3969%. issn.1005-5630. 2018. 01. 014 S t u d y o n surface defect detection m e t h o d of optical e l e m e n t X I A N G Yichuan,LIN Youxi,R E N Zhiying (College of Mechanical Engineering and Automation,Fuzhou University , Fuzhou 350108 , China) Abstract:With the development of science and technology,the surface roughness and surface shape accuracy of o ptical components has an highly increasing demand.The surface defect detection technology of ptical components has also attracted great interests.By analyzing the types of surface defects and emphasizing the harm caused by the defects to the optical sys this paper analyzes a nd discusses the detection methods of optical components at home and abroad,and p oints out the advantages and disadvantages of various methods.At the same time,technology in the defect detection research has been introduced to explore the problem in the future development. Keywords:optical components; surface defects; digital image processing; machine vision 引言 随着现代工业的快速发展,精密光学元件在各个工业领域有着广泛的应用,光学元件作为实现光学 功能的载体,为各类光学仪器的开发使用起到了至关重要的作用。所以,鉴于光学元件表面具有的散射 特性[1],如何更好地对元件表面缺陷进行检测也随之被提出来。 收稿日期:2017-06-20 基金项目:国家自然科学基金资助项目(51375094);清华大学摩擦学国家重点实验室开放基金资助项目(S K L T K F13B02);福建省自 然科学基金资助项目(2015J01195) 作者简介:向弋川(1994 ),男,硕士研究生,主要从事摩擦学、先进制造技术等方面的研究。E-mail842225584@https://www.doczj.com/doc/f212796259.html, 通信作者:林有希(1967 ),男,教授,主要从事摩擦学、先进制造技术等方面的研究。E-mail:youthlin@fzu. edu. cn 收稿日期:2014-02-11 基金项目:甘肃省教育厅研究生导师科技计划项目(1014B-02)作者简介:卢霞(1966),女,河北涿州人,教授,1989年毕业于郑州轻工业学院信息与控制工程系计算机应用专业,现主要从事计算机与自动化技术等方面的教学与科研开发工作。 一种SMT生产缺陷自动检测系统的设计与实现 卢 霞 (兰州工业学院软件工程学院,兰州730050) 摘要:为了控制PCB成品质量,设计和实现了对SMT生产缺陷的自动检测。采用定位、摄像和图像处理等技术,精确检测和标识PCB产品的缺陷。系统运行可靠,降低了SMT生产成本。 关键词:SMT;生产缺陷;检测;图像处理 中图分类号:TP29 文献标志码:A 文章编号:1000-0682(2014)05-0055-04 Designandimplementationofanautomaticdetectionsystem forSMTmanufacturingdefects LUXia (SoftwareEngineeringSchool,LanzhouInstituteofTechnology,Lanzhou730050,China) Abstract:ThequalityofPCBproductsiscontrolledbydesigningandimplementingautomaticdetec-tionofSMTmanufacturingdefects.DefectsofPCBproductsarepreciselydetectedandidentifiedbya-doptinglocation,photographandimageprocessingtechnology.Thewholesystemisstableandlow-costinrun. Keywords:SMT;manufacturingdefects;detection;imageprocessing 0 引言 在微电子组装和制造业,元器件不断的向微型化和密集化方向发展。SMT(SurfaceMountedTech- nology,表面贴装技术)是应用最为广泛的新一代的电子组装技术,它直接将元件无导线的贴装在PCB(Printedcircuitboard,印刷电路板)基板上,取代了传统的插孔元件安装、导线连接,最小的线条宽度和间距已经从0.3~0.2mm提高到了0.15~0.1mm,随着这些产品组件之间的间隔越来越小,SMT生产过程中由回流焊、峰波焊、自动贴片和点胶等工艺导致的产品缺陷也就越来越多,传统的MVI(ManualVisionInspection,人工目检)或人工光学检测的方式已经落后,检测精度低,人为因素影响大,工人的劳动强度大,生产效率低下,为此笔者研发了这款适合科研单位、小型OEM厂、多品种小批量产品生产企业的SMT生产缺陷自动检测系统,实现对光板、焊膏印刷质量、贴片质量和焊接质量的高速检测及缺 陷的高速捕捉。 1 系统构成 SMT生产缺陷自动检测系统由硬件和软件两 大部分组成,其中硬件由工作台、扫描光源系统、 CCD图像采集系统、机电伺服定位系统和工控计算机5部分组成;软件包括基于Windows2003操作系统的图像识别处理用户程序、图像采集卡驱动程序、机电伺服控制程序和远程通信控制程序,如图1 所示。 图1 SMT生产缺陷自动检测系统硬件结构图 2 工作原理 SMT生产缺陷自动检测系统的工作流程可以分成建模和检测两个过程,如图2所示。 检测时,首先将被检的PCB产品置于工作台上,经定位后调用被检产品的用户检测程序,X/Y二维工作台根据命令将线路板送到镜头下面,在特殊 ? 55?2014年第5期 工业仪表与自动化装置 带钢表面缺陷检测方法研究 学号:班级:姓名: 摘要:表面质量的好坏是带钢的一项重要指标,随着科学技术的不断发展,后续加工工业对带钢的表面质量要求越来越高。如何检测出带钢表面缺陷并加以控制,引起带钢生产企业的高度关注。本文通过对带钢表面的缺陷检测的重要性分析,讲述了国内外带钢表面缺陷检测的发展现状,并比较分析了几种检测方法,最终得出本研究的意义。由于带钢表面缺陷种类繁多,建议下一步研究工作重点放在缺陷种类识别与分类部分,以满足带钢表面缺陷的无遗漏检测。 关键词: 带钢表面缺陷缺陷检测 1.1带钢表面缺陷检测的重要性 随着生活水平的提高和生产力的发展,人们对产品质量提出了更高的要求,带钢作为机械、航天、电子等行业的原材料,用户对其表面质量的要求更加严格。影响带钢表面质量的主要因素是带钢在制造过程中由于原材料、轧制设备和加工工艺等多方面的原因,导致其表面出现的擦伤、结疤、划痕、粘结、辊印、针眼、孔洞、表面分层、麻点等不同类型的缺陷。这些缺陷不仅影响产品的外观,更严重的是降低了产品的抗腐蚀性、耐磨性和疲劳强度等性能。原料钢卷的表面缺陷是造成深加工产品废次品的主要原因。由于部分质量缺陷在出厂前不能有效地被检测出来,而在用户使用过程中被发现,造成用户索赔,不仅给企业带来巨大的经济损失,还严重影响了产品的市场形象,降低了用户对产品的信任度。因此,必须加强对带钢表面缺陷的检测和控制,这对于剔除废品、减少原料浪费、提高成材率、改善工人劳动条件都有重要意义。而如何在生产过程中检测出带钢的表面缺陷,从而控制和提高带钢产品的质量,一直是钢铁生产企业非常关注的问题。 1.2 国内外带钢表面缺陷检测方法与装置研究现状 目前带钢表面缺陷检测装置主要分为采用传统检测方法的检测装置、采用自动检测方法的检测装置和采用计算机视觉检测方法的检测装置。 1.2.1传统检测方法 非自动化的传统表面缺陷检测方法可以分为人工目视检测方法和频闪光检测法两种。05年代至06年代,冷轧带钢表面缺陷检测主要采用人工目视检测,检测者凭借肉眼观察缺陷。由于带钢轧制速度很快,人眼无法可靠的捕获缺陷信息。同时,某些高质量的带钢要求其表面缺陷小于0.5mm×0.5mm,这种微小缺陷人的视觉很难发觉,从而产生大量的漏检和误检。人工检测需要在高温、噪音、粉尘、振动的恶劣环境下进行,对人的身体和心理造成极大伤液晶显示屏背光源模组表面缺陷自动光学检测系统设计
表面缺陷检测
光学元件表面划痕的可视化检测
光学自动检测系统在PCB板缺陷检测中的应用
自动光学检测系统(AOI)的原理及应用
表面缺陷无损检测方法的比较
光学元件表面缺陷检测方法研究现状
一种SMT生产缺陷自动检测系统的设计与实现
带钢表面缺陷检测方法研究
相关主题
文本预览