锌合金特点
一、锌合金的特点
1. 比重大。
2. 铸造性能好,可以压铸形状复杂、薄壁的精密件,铸件表面光滑。
3. 可进行表面处理:电镀、喷涂、喷漆。
4. 熔化与压铸时不吸铁,不腐蚀压型,不粘模。
5. 有很好的常温机械性能和耐磨性。
6. 熔点低,在385℃熔化,容易压铸成型。
使用过程中须注意的问题:
1. 抗蚀性差。当合金成分中杂质元素铅、镉、锡超过标准时,导致铸件老化而发生变形,表现为体积胀大,机械性能特别是塑性显著下降,时间长了甚至破裂。
铅、锡、镉在锌合金中溶解度很小,因而集中于晶粒边界而成为阴极,富铝的固溶体成为阳极,在水蒸气(电解质)存在的条件下,促成晶间电化学腐蚀。压铸件因晶间腐蚀而老化。
2. 时效作用
锌合金的组织主要由含Al和Cu的富锌固溶体和含Zn的富Al固溶体所组成,它们的溶解度随温度的下降而降低。但由于压铸件的凝固速度极快,因此到室温时,固溶体的溶解度是大大地饱和了。经过
一定时间之后,这种过饱和现象会逐渐解除,而使铸件地形状和尺寸略起变化。
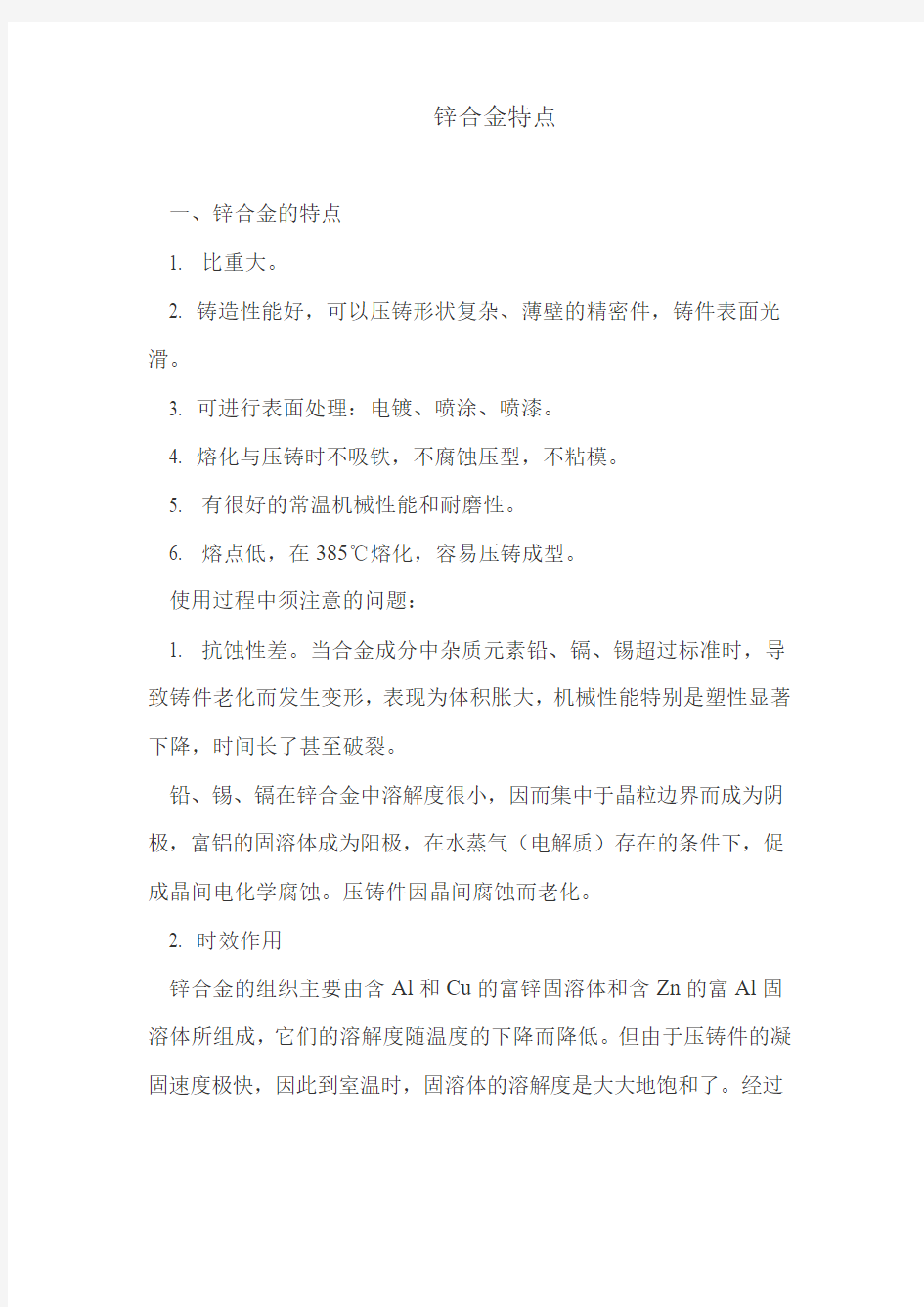
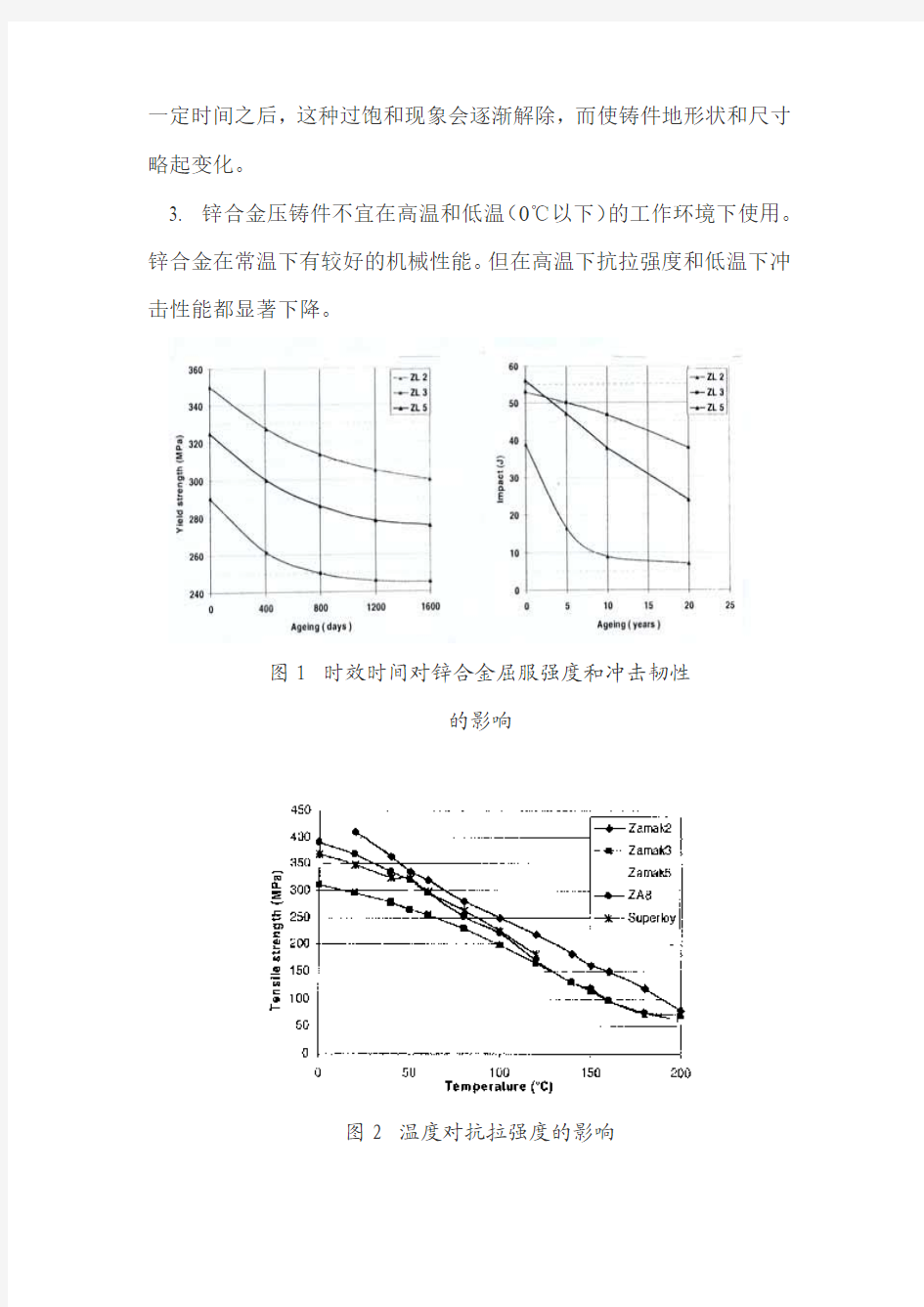
3. 锌合金压铸件不宜在高温和低温(0℃以下)的工作环境下使用。锌合金在常温下有较好的机械性能。但在高温下抗拉强度和低温下冲击性能都显著下降。
图1时效时间对锌合金屈服强度和冲击韧性
的影响
图2温度对抗拉强度的影响
二、锌合金种类
Zamak 3: 良好的流动性和机械性能。
应用于对机械强度要求不高的铸件,如玩具、灯具、装饰品、部分电器件。
Zamak 5: 良好的流动性和好的机械性能。
应用于对机械强度有一定要求的铸件,如汽车配件、机电配件、机械零件、电器元件。
Zamak 2: 用于对机械性能有特殊要求、对硬度要求高、尺寸精度要求一般的机械零件。
ZA8: 良好的流动性和尺寸稳定性,但流动性较差。
应用于压铸尺寸小、精度和机械强度要求很高的工件,如电器件。Superloy: 流动性最佳,应用于压铸薄壁、大尺寸、精度高、形状复杂的工件,如电器元件及其盒体。
不同的锌合金有不同的物理和机械特性,这样为压铸件设计提供了选择的空间。
三、锌合金的选择
选择哪一种锌合金,主要从三个方面来考虑
1. 压铸件本身的用途,需要满足的使用性能要求。包括:
(1)力学性能,抗拉强度,是材料断裂时的最大抗力;伸长率,是材料脆性和塑性的衡量指标;
硬度,是材料表面对硬物压入或摩擦所引起的塑性变形的抗力。
(2)工作环境状态:工作温度、湿度、工件接触的介质和气密性要求。
(3)精度要求:能够达到的精度及尺寸稳定性。
2. 工艺性能好:(1)铸造工艺;
(2)机械加工工艺性;
(3)表面处理工艺性。
3. 经济性好:原材料的成本与对生产装备的要求(包括熔炼设备、压铸机、模具等),以及生产成本。
四、锌合金成分控制
1. 标准合金成分
Zamak 2 Zamak 3 Zamak 5 ZA8 Superloy AcuZinc 5 铝3.8 ~ 4.3 3.8 ~ 4.3 3.8 ~ 4.3 8.2 ~ 8.8 6.6 ~ 7.2 2.8 ~ 3.3 铜2.7 ~ 3.3 <0.030 0.7 ~ 1.1 0.9 ~ 1.3 3.2 ~ 3.8 5.0 ~ 6.0
镁
0.035 ~
0.06 0.035 ~
0.06
0.035 ~
0.06
0.02 ~
0.035
<0.005
0.025 ~
0.05
铁<0.020 <0.020 <0.020 <0.035 <0.020 <0.075 铅<0.003 <0.003 <0.003 <0.005 <0.003 <0.005 镉<0.003 <0.003 <0.003 <0.005 <0.003 <0.004
锡<0.001 <0.001 <0.001 <0.001 <0.001 <0.003
锌余量余量余量余量余量余量
[本帖最后由 taoyi 于 2008-12-8 14:43 编辑]
2. 合金中个元素的作用
合金成分中,有效合金元素:铝、铜、镁;有害杂质元素:铅、镉、锡、铁。
(1)铝
作用:① 改善合金的铸造性能,增加合金的流动性,细化晶粒,引起固溶强化,提高机械性能。
② 降低锌对铁的反应能力,减少对铁质材料,如鹅颈、模具、坩埚的侵蚀。
铝含量控制在3.8 ~ 4.3%。主要考虑到所要求的强度及流动性,流动性好是获得一个完整、尺寸精确、表面光滑的铸件必需的条件。铝对流动性和机械性能的影响见图3。流动性在铝含量5 %时达到最大值;在3 %时降到最小值。铝对冲击强度的影响见图3中虚线。冲击强度在含铝量3.5 %达到最大值;6 %时降到最小值。含铝量超过4.3 %,合金变脆。含铝量低于规定范围,导致薄壁件充型困难,有
铸后冷却破裂的可能。铝在锌合金中不利的影响是产生Fe2Al3浮渣,造成其含量下降。
图3铝对合金流动性和机械性能的影响
(2)铜
作用:1. 增加合金的硬度和强度;
2. 改善合金的抗磨损性能;
3. 减少晶间腐蚀。
不利:1. 含铜量超过1.25%时,使压铸件尺寸和机械强度因时效而发生变化;
2. 降低合金的可延伸性。
作用:① 增加铜含量对合金强度的影响见图4。
(3)镁
作用:① 减少晶间腐蚀
② 细化合金组织,从而增加合金的强度
③ 改善合金的抗磨损性能
不利:① 含镁量 > 0.08%时,产生热脆、韧性下降、流动性下降。
② 易在合金熔融状态下氧化损耗。
镁对合金流动性的影响见图5。
图5镁对合金流动性的影响
(4)杂质元素:铅、镉、锡
使锌合金的晶间腐蚀变成十分敏感,在温、湿环境中加速了本身的晶间腐蚀,降低机械性能,并引起铸件尺寸变化。
当锌合金中杂质元素铅、镉含量过高,工件刚压铸成型时,表面质量一切正常,但在室温下存放一段时间后(八周至几个月),表面出现鼓泡。
图6铅、镉含量过高造成晶间腐蚀的显微照片
(5)杂质元素:铁
① 铁与铝发生反应形成Al5Fe2金属间化合物,造成铝元素的损耗并形成浮渣。
② 在压铸件中形成硬质点,影响后加工和抛光。
③ 增加合金的脆性。
铁元素在锌液中的溶解度是随温度增加而增加,每一次炉内锌液温度变化都将导致铁元素过饱和(当温度下降时),或不饱和(当温度上升时)。当铁元素过饱和时,处于过饱和的铁将与合金中铝发生反应,结果是造成浮渣量增加。当铁元素不饱和时,合金对锌锅和鹅颈材料的腐蚀将会增强,以回到饱和状态。两种温度变化的一个共同结果是最终造成对铝元素的消耗,形成更多的浮渣。
图7铁在锌合金中的溶解度随温度的变化
五、生产中注意的问题
1. 控制合金成分从采购合金锭开始,合金锭必须是以特高纯度锌为基础,加上特高纯度铝、镁、铜配制成的合金锭,供应厂有严格的成分标准。优质的锌合金料是生产优质铸件的保证。
2. 采购回来合金锭要保证有清洁、干燥的堆放区,以避免长时间暴露在潮湿中而出现白锈,或被工厂脏物污染而增加渣的产生,也增加金属损耗。清洁的工厂环境对合金成分的有效控制是很有作用的。
3. 新料与水口等回炉料配比,回炉料不要超过50%,一般新料:旧料 = 70:30。连续的重熔合金中铝和镁逐渐减少。
4. 水口料重熔时,一定要严格控制重熔温度不要超过430℃,以避免铝和镁的损耗。
5. 有条件的压铸厂最好采用集中熔炉熔化锌合金,使合金锭与回炉料均匀配比,熔剂可更有效使用,使合金成分及温度保持均匀稳定。电镀废品、细屑应单独熔炉。
锌合金基本常识 2009-10-14 14:04:51 什么是锌合金 锌合金,英文名称为zinc alloy,是以锌为基体加入铝、铜、镁等其他元素而构成的有色合金。锌合金常温下呈蓝白色,有光泽,质硬脆。锌合金的熔点约为380℃,浇铸温度为440~460℃之间。 锌合金分类 铸造用锌合金按铸造方法分,可分为压铸合金和重力铸造合金两大类;目前国际上用作铸件的标准系列有两大类: 1、ZA系列锌合金,一般用于重力铸件。 2、ZAMAK合金,发展要先于ZA系列合金、主要用于压力铸造。 ZAMAK合金分:ZAMAK 2、ZAMAK 3、ZAMAK5、ZAMAK 7型号,其中ZAMAK 3型号锌合金比较适合工艺品、饰品铸造。 ZAMAK 3锌合金元素含量参考:锌96%以上,铝,镁,铜≤%,铁≤%,锡≤%,铅≤%,镉≤%。 锌合金成分 一、有效合金元素 铝Al 1、改善合金的铸造性能,增加合金流动性,细化晶粒,引起固溶强化,提高机械性能。 2、降低锌对铁的反应能力,减少对铁质材料,如模具的侵蚀。铝含量控制在~ %。主要考虑到所要求的强度及流动性,流动性好是获得一个完整、尺寸准确、表面光滑的铸件必需的条件。 铜Cu 1、增加合金的硬度和强度; 2、改善合金的抗磨损性能; 3、减少晶间腐蚀。 不利:
1、含铜量超过%时,使压铸件尺寸和机械强度因时效而发生变化; 2、降低合金的可延伸性。 镁Mg 1、减少晶间腐蚀 2、细化合金组织,从而增加合金的强度 3、改善合金的抗磨损性能 不利: 1、含镁量> %时,产生热脆、韧性下降、流动性下降。 2、易在合金熔融状态下氧化损耗。 二、有害杂质元素 铅Pb、镉Cd、锡Sn 它们在合金中固熔度极微,吸附于晶介,构成众多的电极电位差,形成较大的微腐蚀电池,能使合金晶介结合松弛、粗化(老化),令锌合金的晶间腐蚀变成十分敏感,在温、湿环境中加速了本身的晶间腐蚀,降低机械性能,并引起铸件尺寸变化。当锌合金中杂质元素铅、镉含量过高,工件刚压铸成型时,表面质量一切正常,但在室温下存放一段时间后(八周至几个月),表面出现鼓泡。 铁Fe 1、铁与铝发生反应形成Al5Fe2金属间化合物,造成铝元素的损耗并形成浮渣。 2、在压铸件中形成硬质点,影响后加工和抛光。 3、增加合金的脆性。 铁元素在锌液中的溶解度是随温度增加而增加,每一次炉内锌液温度变化都将导致铁元素过饱和(当温度下降时),或不饱和(当温度上升时)。当铁元素过饱和时,处于过饱和的铁将与合金中铝发生反应,结果是造成浮渣量增加。当铁元素不饱和时,合金对锌锅的腐蚀将会增强,以回到饱和状态。两种温度变化的一个共同结果是最终造成对铝元素的消耗,形成更多的浮渣。
钛钢复合板应用介绍 钛因其优良的耐腐蚀性而被大量用作各种化学反应容器、热交换器材料,但缺点是成本较高。特别是作为结构部件使用时这个问题尤为突出,有效的解决方法就是使用钛钢复合板。钛与普通钢的复合材称之为钛钢复合材,既有钛的耐蚀性,又有普通钢板作为结构物的强度,重要的是成本也大幅度下降了。 近年来,钛钢复合板又增添了新用途,即在海洋土木领域开始适用于钢构造物的防蚀材。这不仅是因其成本较低,作为主体的钢构造物的焊接安装来看,也必须采用钛钢复合板。 钛钢复合板的概述 何谓钛钢复合板? 钛钢复合板是指将在一般普通钢板的表面用耐蚀性好的金属钛包覆,普通钢板的耐蚀性自然就提高了。 在JIS标准中,该板主要用于压力容器、锅炉、核反应堆、贮存器等,采用的均是厚度达8mm以上的复合钢,其规格号为G3603。 钛钢复合板的历史 日本钛加工材的生产始于1954年,钛钢复合板则始于1962年。那时的生产方法称之为「爆炸复合法」,凭借炸药的爆发能而接合的一种方法。1986年开发了热轧法,厚板轧制法。1990年又开发了连续热轧带卷的生产法,主要是指薄板的生产。 钛钢复合板的应用领域 爆炸法、厚板轧制法制造的钛钢复合板为厚板,其用途主要用作耐蚀性构造材料。高纯度对酞酸设备等的化工设备、冷凝器的管板用在发电设备上。 连续热轧制造的钛钢复合板为薄板,主要用在海洋钢构造物的衬里,应用领域为海洋土木。 钛钢复合板的制造方法 一般复合钢板的制造方法有:填充金属钢锭轧制法、爆炸复合法、轧制压接法、堆焊法等。钛钢复合板的场合,考虑到钛的特性,工业上常采用爆炸复合法或轧制压接法,而实际的生产方法则包括①爆炸复合法,轧制压接法又包括②厚板轧制法③与连续热轧法。爆炸复合法通常是在常温下进行的,轧制压接法是将板组装、加热轧制。 爆炸复合法 爆炸复合法的要点:首先将欲压接的2张金属板之间保持一定间隔放置,在其上面再放上适量炸药。由炸药的一端起爆,爆炸速度每秒数千米,凭借该爆发能钛板从基材钢板的角度碰撞。在该碰撞点基材钢板与钛板因非常大的变形速度与超高压下显示出流体行为,两金属表面的氧化膜、气体吸附层作为金属喷流而排除掉,干净的面与面之间的接合就在瞬间完成,称之为冷接合。
锌合金的主要成份是锌, 还有铝。它们都是两性金属, 化学稳定性差, 在空气中容易氧化、变色.腐蚀. 所以我们首先必须了解电镀或涂装锌合金压铸件表面状态的质量控制 1.1工件的几何形状设计 锌合金铸件在设计其几何形状时, 尽量避免盲孔深的凹部等结构, 因此, 要求在零件设计时,在不影响外观和使用的部位, 留出便于溶液、气体流动的排泄工艺孔。这样不仅能很好地实施镀覆, 而且减轻了镀液被污染的程度。 1.2 压铸件的模具设计和压铸工艺 锌合金压铸件表面是致密层, 厚度约0.1 mm, 内部则是疏松多孔结构。在模具设计和采用压铸工艺时, 尽量使工件表面光滑, 减少裂纹、气孔、冷隔缝隙、飞边及毛刺等铸造缺陷。为此, 必须进行机械清理, 这时应避免损伤表面致密层, 以免露出多孔的基体造成电镀困难,并影响电镀质量。锌合金压铸时常常使用脱模剂, 对脱模剂的使用和去除应给予一定的重视, 它是影响镀层结合力的因素之一。 1.3 工件的材质选择 常用的锌合金材料中用于电镀的有2ZnAl 4-3、2ZnA1 4-1、2ZnAl 4-0.5、2ZnA14 使用最多的牌号为ZnAl-925, ZnAl-903, 但ZnAl-903 比ZnAl-925 更好。 另外, 在压铸时常用一部分回料, 其比例应控制在15%, 最好不要超过20%。因回料中容易掺杂其他(如硅)成分, 影响镀层的结合力。若使用回料多的铸件, 电镀时最好用氢氟酸活化。 2、镀前处理 2.1 毛坯检验 (1) 外观: 查看毛坯表面是否存在裂纹、凸泡、划伤、松孔等严重弊病。判断这些弊病的程度, 若可以使用机械手段(磨光、抛光等)除去, 可以增加打磨工序。 (2) 材质检验: 查阅锌合金的牌号, 了解使用回料的比例, 测试压铸件的质量, 把工件放置在100-110℃烘箱中保温30min, 查看外表有否凸泡。 2.2 表面的机械清理 锌合金压铸件表面存在着铸造缺陷, 必须进行机械清理、磨光和抛光。 (1) 较大工件须采用磨光及抛光除去表面缺陷。例如, 除去毛刺、飞边、模痕等。磨光的砂轮使用的砂粒一般应大于220目, 采用红色抛光膏; 新砂头应适当倒角, 布轮的直径50-4 00 mm, 圆周速度视工件大小而定, 通常为1100-2200 m/min。锌合金磨光时不要过度
锌合金材料,国内外牌号对照表 锌合金压铸件主要做:家具配件;手袋配件;皮带扣;扳手;首饰盒与相框; 奖章与LOGO牌; 钥匙扣与开瓶器; 圣诞礼品;手机饰物; 烟灰缸; 金属玩具,平衡块,偏心轮等机械零件。 1,国产锌合金产品系列参数 成分包装物理性质 铝:4% 抗拉强度:3P(牛顿/ mm2) 镁:0.038% 伸长率:5.1% 铜:0.70% 铁:0.02% 铅:0.003% 镉:0.001% 锡:0.001% 重量(平均):10.3kg 尺寸(mm):480×95×45 整件重量(平均):980kg 整件数量(块):95 整件尺寸(mm):960×480 ×510 密度g/cm3:6.7 熔点℃:386.1 热膨胀系数K-1:27.4×10-6 热导度w/mk:108.8 热容量J/(kg·k):418.4 电导度S/m(20℃):15.08×10-6(2 6%IACS) 组别牌号 机械性能 抗拉强度牛/毫米 2 伸长率 % 布氏硬度H B 压铸ZZnAL4 245 5.0 65 ZZnAL4-0.5 275 5.0 75 ZZnAL4-1 275 5.0 80 Y41(ZZnAL4C ul) 275 2.0 90 砂型铸 造ZZnAL10-5 275 0.5 80 ZZnAL9-1.5 275 0.7 90 金属铸 造ZZnAL10-5 294 1.0 100 ZZnAL9-1.5 314 1.5 105 ZZnAL4-1 177 0.5 80 1.7锌合金: 1.7.1锌合金的压铸性能:机械性能、电镀性能都非常好,是目前本厂所生产的铝、镁、锌中压铸性能最好一种压铸合金。压铸件的表面粗糙度、强度、延伸性都很好。由于锌的流动性很好所以可以做较薄的产品(壁厚可做到0.5),锌最大的缺陷是比重太大,故产品的重量及成本较高,较适合做小件产品。同时,锌合金尺寸稳定性较差。 1.7.2比重:纯锌:6.6g/cm3;压铸锌合金:6.7-6.9g/cm3; 1.7.3熔点:纯锌:419℃;锌合金:387-390℃;压铸温度:390-410℃ 1.7.4锌合金的种类: 通常锌合金可分为三类: 1.7.4.1纯锌:纯度99.9%以上,用于电镀 1.7.4.3加工锌:纯度、98%以上,用于照相制版、胶印制版、电镀等
中华人民共和国第一机械工业部 部标准 锌合金、铝合金、铜合金压铸件 技术条件 JB 2702—80 北京 1981
中华人民共和国第一机械工业部 部标准 JB 2702—80 锌合金、铝合金、铜合金压铸件 技术条件 本标准适用于机电、仪表、汽车、拖拉机等机械工业产品的锌合金、铝合金、铜合金压铸件(以下简称铸件)。对有特殊要求的铸件,经商议后应在图样中注明。 一、铸件分类及级别 1.铸件按使用要求分为两类,见表1。 2.铸件表面质量按使用范围分为三级,见表2。 3.铸件的类别和表面质量的级别应在图样中注明,表示方法如下: Ⅱ-∽ 铸件表面质量级别 铸件分类类别 铸件标准代号 如有更高要求的部位应在图样中有关面处分别注明。 4.未注明铸件类别、级别和尺寸精度者,均按本标准相关的最低级别处理。 二、尺寸精度 5.铸件线性尺寸公差才选用 中华人民共和国第一机械工业部发布 1 9 8 1 年 1 月 1 日实施一机部沈阳铸造研究所提出上海电器压铸三、上海电表厂等起草共11页第2页 JB 2702—80
⑴铸件的基本尺寸公差按表3选用。铸件受分型面或模具活动部位影响的尺寸应按表 4、表5规定,在基本尺寸公差上再加附加公差。 铸件基本尺寸公差表3 线性尺寸受分型面影响时的附加公差表4 线性尺寸受模具活动部位影响时的附加公差表5 注:一模多铸时,铸件分型面上的投影面积为各铸件投影面积之和 附加公差应用示例: JB 2702—80 共11页第3页
1 铝合金压铸件的尺寸A为3+0.12mm(基本公差按7级精度),模具活动部位由成形滑块构成,其投影面积为34cm2,由表5查得其附加公差为0.20mm,则A的尺寸公差应为0.12+0.20=0.32(mm) 。 2 在同一铸件上尺寸B为2.5+0.12mm(基本公差按7级精度),模具活动部位由滑块型芯构成,型芯直径为20mm,则其投影面积为3.14cm2,由表5查得其附加公差为0.15mm,则B处的尺寸公并为+0.12/-0.15。 ⑵尺寸公差带的位置 a.不加工的配合尺寸,孔取正(+),轴取负(-)。 b.待加工的尺寸,孔取负(-),轴取正(+);或孔和轴均取双向偏差(±),但其偏差值为八级精度公差值的二分之一。 c.非配合尺寸根据铸件结构的需要,确定公差带位置取单向或双向,必要时调整其公称尺寸。 ⑶孔中心距尺寸公差按表6规定选用。 加公差。 6.铸件转接圆弧半径尺寸的公差,按表7规定。凸圆弧半径R1的尺寸偏差取“+”,凹圆弧半径R尺寸偏差取“-”。铸件的铸造圆角,其半径不小于0.5mm。 7.铸件角度和锥度公差按表8规定。锥度公差按锥体母线长度决定,角度公差按角度短边长度决定。 共11页第4页 JB2702—80
铸造锌合金材料
第二篇铸造锌合金材料 2.1 概述 2.1.1 锌的存在形式及基本属性 自然界中未曾发现过自然锌,锌往往是以硫化矿物和氧化矿物的形式存在。在硫化矿物中,锌主要是以闪锌矿形式存在,而在氧化矿中主要以菱锌矿和异极矿的形式存在。在现代炼锌工业所采用的原料,绝大部分是硫化矿物。同时,自然界中很少存在单一的锌矿床,一半多与其他金属伴生,如铅锌矿、铜锌矿及铜铅锌矿等。 锌是一种具有金属光泽的银白色金属。其熔点为419.5℃,沸点为907℃。在未合金化时,它是一种较软的金属,其强度和硬度值要比锡和铅大,但比铝和铜要小。锌是同素异晶型金属,在低于170℃时,主要以μ形式存在,在170~330℃范围以β形式存在,在330~419℃范围以α形式存在。μ相具有密排六方结构,因此室温下锌通常形成六面体晶体,在断裂面出现结晶状。一般讲,锌的晶格常数a及c分别为0.2665nm和0.4947nm,c/a的理论值为1.856。每个锌原子周围有12个临位原子,其中6个原子的间距为0.2665nm,另外6个为0.2907nm。在六方基面中,原子之间的结合力要比层间强。这就是锌各向异性的根源所在。锌晶体学的另一个很重要的方面是高温条件下原子在晶格中的易动性及纯锌在室温条件下变形后的在结晶。假如某些合
金元素如镉、铜等会形成锌固溶体,锌金属的再结晶温度则会提高。对纯锌而言,几乎不发生加工硬化,因为在结晶会使加工造成的应力得到松弛。由于锌的恢复特性及加工硬化程度很小,因此其蠕变抗力或在长期作用下承受变形的能力较小。这就是锌不能用作工程材料的原因,但是如果加入某些合金元素如Ti及Cu等,蠕变抗力会增加许多倍。 2.1.2 铸造锌合金的优缺点 铸造锌合金的生产历史较长,主要适用于压力铸造或重力铸造,用来浇注汽车、拖拉机等机电部门的各种仪表壳体类铸件或浇注各种起重设备、机床、水泵等的轴承,并且近些年来又发展了高铝的高强度高耐磨性的铸造锌合金。纯金属在铸造后,如在水中淬火,可变得相当硬。商品锌因含有杂质,因而性脆而硬度高。但在大于100℃温度下可以变形,能被压成薄板或拉制成金属丝。加热到250℃后,这种锌又会变脆,在钵中能研成粉末。所以锌的延性与杂质和温度是有关系的。锌与其他金属一样有加工硬化的特点,在机械加工硬化后可在低温状态焖火以恢复其延展性。实验表明,1.5mm厚的纯锌片,在125℃保温半小时后,基本可以软化。由于其蠕变抗力低,因而不能直接用于承载。锌的延性比通宵,但是比锡大。含有细晶粒的锌容易被辊轧。金属中晶粒大小视冷却条件不同而定,若熔
本文摘自再生资源回收-变宝网(https://www.doczj.com/doc/cf11145000.html,)锌合金生产的注意事项及缺陷原因分析 锌合金是以锌为基础加入其他元素组成的合金。常加的合金元素有铝、铜、镁、镉、铅、钛等低温锌合金。锌合金熔点低,流动性好,易熔焊,钎焊和塑性加工,在大气中耐腐蚀,残废料便于回收和重熔;但蠕变强度低,易发生自然时效引起尺寸变化。熔融法制备,压铸或压力加工成材。按制造工艺可分为铸造锌合金和变形锌合金。 在生产锌合金的过程中应注意以下五方面的事项: 1、控制合金成分从采购合金锭开始,合金锭必须是以特高纯度锌为基础,加上特高纯度铝、镁、铜配制成的合金锭,供应厂有严格的成分标准。优质的锌合金料是生产优质铸件的保证。 2、采购回来合金锭要保证有清洁、干燥的堆放区,以避免长时间暴露在潮湿中而出现白锈,或被工厂脏物污染而增加渣的产生,也增加金属损耗。清洁的工厂环境对合金成分的有效控制是很有作用的。 3、新料与水口等回炉料配比,回炉料不要超过50%,一般新料:旧料=70:30。连续的重熔合金中铝和镁逐渐减少。 4、水口料重熔时,一定要严格控制重熔温度不要超过420℃,以避免铝和镁的损耗。 5、有条件的压铸厂最好采用集中熔炉熔化锌合金,使合金锭与回炉料均匀配比,熔剂可更有效使用,使合金成分及温度保持均匀稳定。电镀废品、细屑应单独熔炉。
锌合金常应用于各种装饰方面,如家具配件、建筑装饰、浴室配件、灯饰零件、玩具、领带夹、皮带扣、各种金属饰扣等都广泛用到锌合金压铸件,这也就要求其铸件表面的质量要高,并需具有良好的表面处理性能。而锌合金压铸件最常见的缺陷是表面起泡。 缺陷表征:压铸件表面有突起小泡。主要表现为:压铸出来就发现,抛光或加工后显露出来,还有喷油或电镀后会出现。 产生原因: 1、孔洞引起:主要是气孔和收缩机制,气孔往往是圆形,而收缩多数是不规则形。 (1)气孔产生原因: ①金属液在充型、凝固过程中,由于气体侵入,导致铸件表面或内部产生孔洞。 ②涂料挥发出来的气体侵入。 ③合金液含气量过高,凝固时析出。当型腔中的气体、涂料挥发出的气体、合金凝固析出的气体,在模具排气不良时,最终留在铸件中形成的气孔。 (2)缩孔产生原因: ①金属液凝固过程中,由于体积缩小或最后凝固部位得不到金属液补缩,而产生缩孔。 ②厚薄不均的铸件或铸件局部过热,造成某一部位凝固慢,体积收缩时表面形成凹位。由于气孔和缩孔的存在,使压铸件在进行表面处理时,孔洞可能会进入水,当喷漆和电镀后进行烘烤时,孔洞内气体受热膨胀;或孔洞内水会变蒸气,体积膨胀,因而导致铸件表面起泡。
附录C 常用铝合金、不锈钢、铜、锌合金板的化学成分与力学性能C.0.1热镀锌、镀铝锌钢板基板的化学成分(熔炼分析)应符合表C.0.1的规定。 表C.0.1 热镀锌、镀铝锌钢板基板的化学成分 C.0.2 热镀锌、镀铝锌钢板基板的力学性能应符合表C.0.2的规定。 表C.0.2 热镀锌、镀铝锌钢板基板的力学性能 注:1 拉伸试验的方向为纵向(沿轧制方向); 2 屈服现象不明显时采用R p0.2,否则采用R eH; 3 结构钢强度级别300 MPa仅限于热镀铝锌钢板。 C.0.3 常用铝合金板化学成分应符合表C.0.3的规定。 表C.0.3 常用铝合金板化学成分表
C.0.4常用铝合金板力学性能应符合表C.0.4的规定。 表C.0.4常用铝合金板力学性能表 注:1 本表铝合金板厚为0.6mm~1.5mm; 2 3105板、带材弯曲180°,其他板、带材弯曲90°。t为板或带材的厚度。 C.0.5常用不锈钢板化学成分应符合表C.0.5的规定。 表C.0.5 常用不锈钢板化学成分表
注:表中所列成分除表明范围,其余均为最大值。 C.0.6常用不锈钢板力学性能应符合表C.0.6的规定。 表C.0.6 常用不锈钢板力学性能表 注:本表参考牌号参考美国《不锈钢和耐热铬钢板,薄板及带材规范》ANSI/ASTM A176及日本《不锈钢棒》JIS G4303、《耐热钢棒》JIS G4311、《冷轧不锈钢板材、薄板和带材》 JIS G4305等标准。 C.0.7常用锌合金板化学成分应符合表C.0.7的规定。 表C.0.7 常用锌合金板化学成分表 其中锌的纯度应为99.995%。 C.0.8常用锌合金板力学性能应符合表C.0.8的规定。 表C.0.8 常用锌合金板力学性能表 C.0.9常用铜合金板化学成分应符合表C.0.9的规定。 表C.0.9 常用铜合金板化学成分表
锌合金 锌合金坚硬牢固,是理想的机械加工,压模,打印花,制造装配材料的替换品。 该文本详尽地介绍了锌合金的所有性质和功用。 表格中显示的是锌合金的性质,其他有关文章可在我们的English language web page(英文网页),和相关的PDF(便携文件格式)中查询,每一种锌合金产品都有其独到的特性,而我们不断创新的Material Selector(材料选择)将帮你选择最适合你需求的产品。 锌合金特性: ? 坚硬牢固 ? 导电性高 ? 传热性高 ? 低成本原材料 ? 精确稳定的立体性 ? 良好的薄壁性能 ? 冷却性能好,易于连接 ? 高品质成品 ? 超强防腐蚀 ? 环保型,可循环使用 锌模铸合金 特性 Zamak 锌模铸合金 ZA 2357ZA-8ZA-12ZA-27 抗高温分裂A 1 1 2 1 2 3 4 压力密度 3 1 2 1 3 3 4 铸造难易度 1 1 1 1 2 3 3 铸造难易度 1 1 1 1 2 3 3 立体准确度 1 1 1 1 2 2 3 立体稳固性 4 2 2 1 2 3 4 防腐蚀 2 3 3 2 2 2 1 抗冷段裂,变形B 2 2 2 1 2 3 4 机械加工与质量C 1 1 1 1 2 3 4 抛光加工与质量 2 1 1 1 2 3 4 电镀加工与质量D 1 1 1 1 1 2 2 阳化(保护) 1 1 1 1 1 2 2 化学外层(保护) 1 1 1 1 2 3 3 参照指数: 1=最高指数, 5=最低指数 A抗高温分裂。合金抵抗温度变化、热胀冷缩时产生的压力的能力 B抗冷段裂,变形。合金在低温环境中,抵抗变形,断裂,弯曲的能力 C机械加工与质量.切割,切割片特质,成品质量和工具寿命的综合评定 D电镀加工与质量.在正常操作下,模铸接受和保持电镀的能力 锌模铸合金 零件结构设计者应把下文中提到的锌合金的蠕变性考虑在内。 这类合金的防潮和防震的性能比铝合金模铸的更强。 2号锌合金 2号锌合金也被称为Kirksite。它是这一族中最坚固的合金。但是由于铜含量较高,随着时间的推移,将伴有老化特性。这一变化包括了,20年后轻微的体积增长(0.0014mm/[inin]),伸展性和填充衔接能力有所降低。 虽然2号锌合金是很好的模具材料,但是很少被压模生产者采用。它的蠕变表现比其他锌合金高,而且在发生老化之后,它仍保持了较高的坚硬和牢固度。 3号锌合金 3号锌合金是锌压模的首选材料,在北美是最受欢迎的锌合金。它平衡的物理和化学特性是最合乎需要的,尤其适合压模铸具,立体形体稳定,抗老化,这就是为什么大部份的模具都采用它为原材料。3号锌合金的成品质量很好,适合电镀,油漆和铬盐酸应用。是标准平均水平的压铸材料。如果要求更高坚硬度的材料,应考虑其他类型的锌合金。
锌合金材料,国内外牌号对照表
锌合金的压铸性能:机械性能、电镀性能都非常好,是目前本厂所生产的铝、镁、锌中压铸性能最好一种压铸合金。压铸件的表面粗糙度、强度、延伸性都很好。由于锌的流动性很好所以可以做较薄的产品(壁厚可做到),锌最大的缺陷是比重太大,故产品的重量及成本较高,较适合做小件产品。同时,锌合金尺寸稳定性较差。 比重:纯锌:cm3;压铸锌合金:; 熔点:纯锌:419℃;锌合金:387-390℃;压铸温度:390-410℃ 锌合金的种类: 通常锌合金可分为三类: 纯锌:纯度%以上,用于电镀 加工锌:纯度、98%以上,用于照相制版、胶印制版、电镀等 铸造锌合金:合金锌通常有两种; 翻砂锌合金:含有的锌合金,用于砂型铸造。 压铸锌合金:目前用于压铸的锌合金型号比较少,最常用的是3#锌合金(ZAMAK 3)。 压铸锌合金型号: ZAMAK 3对应的各国标准及型号如下: 英国BS:1004-1972 Alloy A 美国ASTM:B240-74Alloy AG40A;SAE:903 日本JIS:H2201 Na 2(ZDC2)
德国DIN 1743:1978 GB ZN A14 澳洲AS 1881-1977 Zn A14 台湾CNS:ZAC1 中国GB:Z ZnAl4 压铸锌合金成分: 常用的几种锌合金的化学成份如下: ZAMAK 2 ZAMAK 3 ZAMAK 5 铝Al 铜Cu ≤ 镁Mg 铅Pb ≤ ≤≤ 铁Fe ≤ ≤≤ 镉Cd ≤ ≤≤ 锡Sn ≤ ≤≤ 硅Si ≤ ≤≤
镍Ni ≤ ≤≤ 锌合金的尺寸稳定性 锌合金产品在成型后将会持续的收缩,在6个月后,将基本稳定。锌压铸件之收缩量如下: 铸件处理时间合金3号 mm/m 合金5号mm/m 正常时效变化5周后6月后5年后8年后 经过稳定化处理5周后3月后2年后 由于锌合金有明显的持续收缩现象,对尺寸要求较严格的产品,建议做稳定后处理,100-120℃、2-4H 锌合金中化学成份的作用: 铝(Al) 压铸用锌合金中,通常含有的铝。铝能改善铸件的强度,但只有在%及%两个点时铸件的强度最好,同时,铝的加入会影响锌合金的流动性。锌合金中铝的含量在0%及5%时流动性最好。由于铝的含量对锌合金铸件的影响有相对的矛盾性,所以锌合金中铝的含量控制较严格,通过以下两个图表可以明显的看出:
2号锌合金是各种锌合金中,硬度及强度最高的。它的含铜量(3%)有效好的抗蠕变(高温受力时变形)及抗磨损特性,2号锌合金用于重力铸造,如制造金属模或注塑工具。 3号锌合金铸造性和尺寸持久稳定,使超过70%锌合金压铸产品都是用3号锌合金。3号锌合金电镀、喷漆及铬化等表面处理。产品广泛应用于汽车、摩托车、电子通讯、仪表等机械零件;以及玩具、饰物、餐具,锁类等高级五金器件。 4号锌合金始于亚洲,铜含量介乎3号锌与5号锌之间。4号锌合金比3号更有效减少某些铸件的粘模现象,而4号锌合金仍保持与3号相当的柔软性。主要用于浴室配件、厨具及拉链头等。5号锌合金比3号锌合金的硬度和强度高。5号锌合金的特性转变是由于加入了1%的铜,此合金铸造性优异,对抗蠕变(高温受热时变形)较3号锌合金好,可做电镀,切削加工及一般表面处理,适合运动器材和工业配件。 8号锌合金普遍用于高压铸造。它比3号锌合金和5号锌合金有较高的硬度、强度及抗蠕变度(高温受力时变形)。8号亦适合电镀及其他表面处理,工序与5号锌合金相同。主要用于装饰材料。 环保低温锌合金 我们是生产离心铸造特殊环保低温锌合金的企业,我公司的产品特点是: ● 符合欧美环保ROHS和卫生标准(真正的无铅无镉环保产品)。
●流动性能非常好,光面好,适于制作各类复杂或异型曲面以及 薄壁工作件等。 ●晶体结构致密,从原料方面来确保饰品等产品尺寸变形小,表 面精美,后处理瑕疵少。 ●熔点较低,适应硅胶模,故模具消耗成本低,特别适于制作交 货快、批量少、急交样的铸件。●电镀效果好。 锌合金压铸件电镀工艺流程 1 热浸除蜡SF-6203 2% 60-70 3-5 /超声波除蜡SF-6203 2% 60-70 3-5 /水洗/水洗/超声波除油SF-6302 2% 50-60 3-5 水洗/电解除油SF-6305A 5% 50-60 15-30S /水洗/水洗/ 活化硫酸2% 室温 5-10S 氢氟酸1% /水洗/水洗/预浸氰化钠5g/L 室温5-10S /氰化预镀铜氰化亚铜50-60g/L 40-50 小于11.5 4-5 5-6 氰化钠15-20g/L 酒石酸钾钠15-20g/l /回收/水洗/水洗/活化/水洗/水洗/镀焦磷酸铜焦磷酸铜70g/L 50-55 8.6-8.9 3-5 5-8 焦磷酸钾250g/l 氨水 3ml/L 焦磷酸根/铜(P比) =7 SF-629开缸剂3ml/L SF-629光亮剂 0.2ml/L /回收/水洗/水洗/活化硫酸5% /水洗/水洗/酸性镀铜 硫酸铜200 g/L 25-28 15 硫酸60g/L 氯离子80mg/L SF-610A 0.5ml/L SF-610B 0.5ml/L SF-610MU 5ml/L /水洗/水洗/水洗/活化硫酸2-5% /水洗/半光镍硫酸镍:250-260g/L 55-60 3.8-4.2 3-4 16 氯化镍:45-55g/L 硼酸:45-55g/L SF-380A填平剂0.4ml/L SF-380B 电位差剂0.5ml/L SF-380C柔软剂5ml/L SF-380D润湿剂2ml/L /光
2003年第1期铸造设备研究 2003年 2月 R ESEA RCH ST U DIES ON FO UN DRY EQ U IPM ENT F eb.2003 l 1 收稿日期:2002-11-13 作者简介:侯平均(1974-),男,硕士研究生。基金项目:河南省自然科学基金项目(974040100) #研究生论文# 高铝锌合金的钛和锆变质机理研究 侯平均1 ,倪 锋1 ,龙 锐1 武红利 2 (11河南科技大学材料科学与工程学院,洛阳471003;21一拖(洛阳)工程机械有限公司,洛阳471004) 摘 要:用钛、锆变质处理能提高高铝锌合金的铸态塑韧性,但人们对其变质机理的看法还存在一些分岐。采用定向凝固-液淬技术、扫描电镜以及能谱分析等手段,作者观察到变质处理后生成的化合物相都在A 相边缘或外部,所以钛、锆变质机理不是由于它们能提供大量有效的异质晶核,而是因为加入变质剂后合金液与化合物相在较高温度发生包晶反应生成了A 相。 关键词:高铝锌合金;变质机理 中图分类号: T G292 文献标识码:A 文章编号:1004-6178(2003)01-0012-04 Study on Mechanism of Ti and Zr Modification of High Aluminum ZA alloy Hou Ping -j un 1,Ni Feng 1,Long R ui 1,Wu Hong -li 2 (1.M ater ial Science and Engineer ing Dep ar tment of L uoyang I ns titute of T echnology ,L uoyang 471003,China; 2.Y i T uo(Luoy ang )Construction M achinery Co.Ltd.,L uoyang 4710004,China) Abstract :T he ductility o f hig h -aluminum ZA alloys can be increased by means of T i and Zr modification,how ever there is dis -agreement in their modification mechanism.With unidirectional solidification and quenching,SEM and energy spectrometry,compound phases forming after modification w ere seen ex isting on border or out of A phase.So the author regards that mechani sm of T i and Zr modification do es not lie in quantity efficient crystal core pro vided by them,but occurr ence of peritectic r eaction at condition of high t emperatur e leading the production o f A phase Key words :hig h aluminum ZA alloy;mechanism of modification 高铝锌合金是近20多年得到迅速发展的一种 新型铸造有色合金[1,2]。为改善其铸态塑韧性,人们常采用硼、钛、锆和稀土等微量元素进行变质处理[3-7]。它们都是高铝锌合金有效的变质元素,可以细化晶粒并大幅度提高其塑韧性。有关这些元素细化共晶富铝相晶粒的机理,尚未形成一致的看法。流行的有两种说法:一种是/异质核心说0,认为Al 3T i 、Al 3Zr 、Al 5T i 2Zn 、TiB 2、TiB 等金属间化合物与A (Al)相有良好的晶格匹配关系,可以作为形核衬底,促进A 相形核[6]。另一种是/包晶反应说0,认为Al-T i 和Al-Zr 二元系中存在的包晶反应L +Al 3T i y A (Al)或L+Al 3Zr y A (Al)是T i 、Zr 促进A 相形核的原因[8]。本文采用定向凝固-液淬技术以及微区成分能谱分析等手段,探讨了单一钛盐和锆 盐的变质作用机理。1 试验方法 试验采用含铝2814%的Zn-Al 二元合金。用石墨粘土坩埚在电阻加热炉中以1号纯锌和0号纯铝为原料进行熔配。熔化好的合金液均分入三个小石墨粘土坩埚中。其中两个分别加入2%的K 2ZrF 6、3%的K 2TiF 6进行变质处理,处理温度为700e ~760e 。将上述未变质处理和变质处理的合金液在砂型中浇注成<10mm 的预制圆棒料,供定向凝固-液淬试验用。111 定向凝固-液淬试验 定向凝固-液淬试验在自制Bridgman 定向凝固装置[9]上进行。将未变质的或变质处理过的预
锌及锌合金电镀综述 (江苏理工学院 12110101) 摘要:本文综述了锌及锌合金电镀的国内外研究现状。首先介绍了锌电镀的应用及其工艺影响因素;再对几种常用的锌合金电镀作了简要介绍,其中重点介绍了应用最广泛的Zn-Al合金,Zn-Ni合金的国内外现状及电镀原理;最后对锌及锌合金电镀的应用提出了展望。 关键词:锌电镀;锌合金;工艺影响因素;国内外现状 Zinc and Zinc alloy plating review Ding Lihong (Jiangsu Institute of Technology 12110101) Abstract: This paper reviews the research status of zinc and zinc alloy electroplating at home and abroad. First introduces the influence factors and application technology of zinc plating of zinc alloy plating; several are briefly introduced in this paper, which focuses on the Zn-Al alloy widely used at home and abroad, the status and principles of electroplating Zn-Ni alloy; finally on zinc and zinc alloy plating should be looking for presents. Keywords: zinc plating; zinc alloy; effect factors; the status quo at home and abroad
锌合金中合金成分的控制及各元素的作用 合金成分中,有效合金元素:铝、铜、镁;有害杂质元素:铅、镉、锡、铁。 (1)铝 作用:1.改善合金的铸造性能,增加合金的流动性,细化晶粒,引起固溶强化,提高机械性能。 2.降低锌对铁的反应能力,减少对铁质材料,如鹅颈、模具、坩埚的侵蚀。铝含量控制在 3.8 ~ 4.3%。主要考虑到所要求的强度及流动性,流动性好是获得一个完整、尺寸精确、表面光滑的铸件必需的条件。 (2)铜 作用:1.增加合金的硬度和强度; 2.改善合金的抗磨损性能; 3.减少晶间腐蚀。 不利:1. 含铜量超过1.25%时,使压铸件尺寸和机械强度因时效而发生变化; 2. 降低合金的可延伸性。 (3)镁 作用:1.减少晶间腐蚀 2.细化合金组织,从而增加合金的强度 3.改善合金的抗磨损性能 不利:1.含镁量 > 0.08%时,产生热脆、韧性下降、流动性下降。 2.易在合金熔融状态下氧化损耗。 (4)杂质元素:铅、镉、锡 使锌合金的晶间腐蚀变成十分敏感,在温、湿环境中加速了本身的晶间腐蚀,降低机械性能,并引起铸件尺寸变化。当锌合金中杂质元素铅、镉含量过高,工件刚压铸成型时,表面质量一切正常,但在室温下存放一段时间后(八周至几个月),表面出现鼓泡。(5)杂质元素:铁 1.铁与铝发生反应形成Al5Fe2金属间化合物,造成铝元素的损耗并形成浮渣。 2.在压铸件中形成硬质点,影响后加工和抛光。 3.增加合金的脆性。 铁元素在锌液中的溶解度是随温度增加而增加,每一次炉内锌液温度变化都将导致铁元素过饱和(当温度下降时),或不饱和(当温度上升时)。当铁元素过饱和时,处于过饱和的铁将与合金中铝发生反应,结果是造成浮渣量增加。当铁元素不饱和时,合金对锌锅和鹅颈材料的腐蚀将会增强,以回到饱和状态。两种温度变化的一个共同结果是最终造成对铝元素的消耗,形成更多的渣。 生产中应注意:
1、纯锌锭与锌合金有何区别? 2、锌合金当中各主要元素及微量元素对产品的铸造性能和铸件性能有何影响? 3、锌合金铸造过程中的各种缺陷的产生及成因? 4、纯铝锭与铝合金锭不何不同? 5、铝合金中各种元素及微量元素对铸件的铸造性能和铸件性能有何影响? 6、压铸铝合金铸件的一些常见缺陷和产生成因? (1)纯锌锭与锌合金有何区别? A:锌是地球上一种非常丰富的矿产资源。经过开采、浮选、锻烧、电解后,能提炼出高纯度(99.995以上)的锌。是为纯锌锭。也有用火湿法提炼纯锌。杂质多,损耗大,不环保。现如今一般不采用。纯锌锭由于导热快,柔软。强度低,热稳定性差,受热易变形。很少能直接用来加工各铸件。 B:锌合金锭:是以高纯锌为基体材料。依照各国标准及产品性能特征。人为添加各有用元素如铝、镁、铜等用以改善纯锌的锻造性能及机械性能、物理性能和化学性能。使锻件能满足于产品的需要。(2):锌合金当中各主要元素及微量元素对产品的锻造性能和铸件性能有何影响? A:1;铝是锌合金中的主要元素,它能较大程度地提高锌液的流动性,从而能改善其铸造性能。强化了合金,有效地细化了晶粒提高了强度。
降低铁溶性能。使锌合金可以在热室压铸机生产。 2:镁:锌合金的流动性随镁的含量增加而降低,但镁能有效减轻晶间腐蚀,提高强度,硬度,使压铸产品更光亮。当含量超过0.08%时会产生热脆、热裂现象。 3:铜:能提高锌合金的强度、硬度、耐磨性和耐蚀浴5z嗟低了合金的流垛浴?br>4:铅:呈细小球形粒子或表面膜分布于晶界和枝晶间,引起晶间府蚀。使产品容易电镀起泡。缩短产品的使用寿命,产生安全隐患。 5;锡:与锌形成低熔点(1980C)共晶体,引起晶间腐蚀降低韧性,引起热脆。 6:镉:存在于固溶体中。引起热脆性。并降低耐蚀性和流动性。及产生晶间腐蚀。 7:铁:与锌形成FeZn7化合物。在锌铝中形成FeAl3,降低流动性并形成硬点。影响加工和电镀抛光。 (3):锌合金铸造过程中主要缺陷的产生和成因? A;气孔:是在金属液凝固过程中由于气体串入而导致铸件的表面或内部产生的孔洞,这类气泡大多是圆形的。细少的气孔不影响铸件的机械性能,但大颗粒的气泡会大大地降低铸件的抗冲性能,铸件表面气孔在表面处理时会装入水分,喷漆或电镀之后,因孔内的水气澎胀至气泡。 B:收缩孔:是液体在凝固过程中由于体积的缩小而导致在铸件表面
第一章锌合金概述 1.1锌的基本性能和用途 锌属于重有色金属,密度7.14g/cm3,熔点419.5℃,沸点906℃。锌为六方晶格,无同素异构转变。纯锌具有一定的强度(σb150MPa)、硬度高、塑性低。 锌是一种用途十分广泛的有色金属。多年来,广泛用于钢材镀锌防腐、电池锌皮、印刷制板。另外,还是黄铜、某些锡青铜、铝-锌合金等的主要合金化元素之一。 1.2锌合金及分类 纯锌由于性能差,作为工程结构材料使用受到限制。在锌中加入其它合金化元素可改善和提高锌的性能。 锌基合金按主要添加元素可分为Zn-Al系合金、Zn-Cu-Ti系合金[1-6]。另外还有其他类型的锌基合金,但使用不广泛。Zn-Al系合金中一般加入Cu、Mg、Cr、Si等形成多元合金化的锌合金。根据铝含量的不同,Zn-Al系合金可分为亚共晶(<5.1%Al)、共晶(5.1%Al)和过共晶(〉5.1%Al)。根据加工方法和用途可分为,传统的亚共晶Zn-Al系压铸锌合金,重力铸造合金和共析基(22%Al)超塑性变形锌合金、防震用锌合金、模具用锌合金和高强度抗蠕变性能的锌合金。 1.3铸造锌合金的发展历史
自从人们发现锌以来[6],直到二十世纪初期锌合金才首次得到发展。研制的锌合金用于印刷活字、压铸以代替锡和铅合金,因为锡合金较昂贵,而后者又缺乏强度。在这方面,应用最早的合金之一其成分6%Sn、5%Cu、0.5% Al,其余为Zn。 早期的锌合金性能较差,在潮湿的环境中,易开裂瓦解,发现这些早期的锌合金易产生晶间腐蚀和老化,致使机械性能降低,产生剥落、膨胀、变形,引起尺寸不稳定,1922年新泽西锌业公司(New Jersey Zinc Company)的研究表明,晶间腐蚀是由于杂质Pb、Sn、Cd等引起的,而老化是由于较高的Cu含量造成的。由于这些早期的不良特性,许多冶金学家没有认识到锌及其合金由于极好的性能而成为富有生命力的工程材料。 自从发现锌的晶间腐蚀的原因之后,发现利用高纯锌添加镁可中和杂质的影响。因此随着高纯锌的发展,1929年在欧洲开始了锌合金压铸件的生产[6],在这之前,由于锌的纯度低,压铸未能成功。在1930~1940年间,先后研制和推广了压铸合金Zamak3和Zamak5(通常称为No.3和No.5,Zamak为注册商标)[6],并且在汽车工业中应用成功,从而使锌合金得到进一步发展。在1942年,英国将压铸锌合金列入BS1004标准[7,8]。至今所用的传统的压铸锌合金与Zamak 合金大致相同。
锌合金熔炼 一、熔炼过程的物理、化学现象 合金熔炼是压铸过程的一个重要环节,熔炼过程不仅是为了获得熔融的金属液,更重要的是得到化学成分符合规定,能使压铸件得到良好的结晶组织以及气体、夹杂物都很小的金属液。 在熔炼过程中,金属与气体的相互作用和金属液与坩埚的相互作用使组分发生变化,产生夹杂物和吸气。所以制订正确的熔化工艺规程,并严格执行,是获得高质量铸件的重要保证。 1. 金属与气体的相互作用 在熔炼过程中,遇到的气体有氢(H2)、氧(O2)、水汽(H2O)、氮(N2)、CO2、CO等,这些气体或是溶于金属液中,或是与其发生化学作用。 2. 气体的来源 气体可以从炉气、炉衬、原材料、熔剂、工具等途径进入合金液中。 3. 金属与坩埚的相互作用 当熔炼温度过高时,铁质坩埚与锌液反应加快,坩埚表面发生铁的氧化反应生成Fe2O3等氧化物;此外铁元素还会与锌液反应生成FeZn13化合物(锌渣),溶解在锌液中。铁坩埚壁厚不断减薄直到报废。 二、熔炼温度控制 1. 压铸温度 压铸用的锌合金熔点为382 ~ 386℃,合适的温度控制是锌合金成分控制的一个重要因素。为保证合金液良好的流动性充填型腔,压铸机锌锅内金属液温度为415 ~ 430℃,薄壁件、复杂件压铸温度可取上限;厚壁件、简单件可取下限。中央熔炼炉内金属液温度为430 ~ 450℃。进入鹅颈管的金属液温度与锌锅内的温度基本一样。通过控制锌锅金属液温度就能对浇注温度进行准确的控制。并做到:①金属液为不含氧化物的干净液体;②浇注温度不波动。 温度过高的害处: ①铝、镁元素烧损。 ②金属氧化速度加快,烧损量增加,锌渣增加。
③热膨胀作用会发生卡死锤头现象。 ④铸铁坩埚中铁元素熔入合金更多,高温下锌与铁反应加快。会形成铁-铝金属间化合物的硬颗粒,使锤头、鹅颈过度磨损。 ⑤燃料消耗相应增加。 温度过低:合金流动性差,不利于成形,影响压铸件表面质量。 图4-1示意温度对流动性的影响。 图4-2示意温度对力学性能的影响,温度越高,铸件结晶粗大而使力学性能降低。 图4-1 温度对流动性的影响 图4-2 3# 锌合金浇注温度对力学性能的影响 现在的压铸机熔锅或熔炉都配备温度测控系统,日常工作中主要是定时检查以保证测温仪器的准确性,定期用便携式测温器(温度表)实测熔炉实际温度,予以校正。 有经验的压铸工会用肉眼观察熔液,若刮渣后觉得熔液不太粘稠,也较清亮,起渣不是很快,说明温度合适;熔液过于粘稠,则说明温度偏低;刮渣后液面很快泛出一层白霜,起渣过快,说明温度偏高,应及时调整。 2. 如何保持温度的稳定 ①最佳方法之一:采用中央熔炼炉(图4-3),压铸机熔炉作保温炉,从而避免在锌锅中直接加锌锭熔化时造成大幅度温度变化。集中熔炼能保证合金成分稳定。 ②最佳方法之二:采用先进的金属液自动送料系统(图4-4),能够保持稳定的供料速度、合金液的温度及锌锅液面高度。 图4-3 运豪机铸有限公司中央熔炼炉