机械制图标注常用符号
序号 符号名称 符号绘制标准 应用示例 1 GB/T 1182-2008 基准符号。 涂黑三角形及中轴线可任意变换位置,方框和字母只允许水平放置不允许歪斜;方框外边的连线也只允许在水平或铅垂两个方向画出。 2 GB/T 4458.4-2003; 标注正方形结构尺寸时在尺寸前面加注正方形符号。 高度h=3.5mm 3 GB/T 4458.4-2003; 标注弧长时在尺寸前面加注弧长符号。 高度h=R=3.5mm 4 GB/T 4458.4-2003;GB/T 16675.2-1996 尺寸注法; 沉孔或锪平符号。 高度h=3.5mm 5 GB/T 4458.4-2003; GB/T 16675.2-1996 尺寸注法; 沉孔或锪平深度符号。 高度h=3.5mm
GB/T 16675.2-1996 尺寸注法; 埋头孔符号。 高度h=3.5mm 机械制图尺寸标注常用标准符号 序号符号名称符号绘制标准应用示例7 GB/T 15754-1995 锥度符号或莫氏锥 度注法。 高度h=3.5mm 8 JB/T 5061-2006 定位支撑符号。 高度h=3.5mm 9 JB/T 5061-2006 辅助支撑符号。 高度h=3.5mm 10 JB/T 5061-2006 辅助支撑符号。 高度h=5mm
中心孔符号。 高度h=3.5mm; 高度H1=5mm。 12 JB/T 8555-2008 热 处理技术要求在零 件图样上的表示方 法。粗糙度符号的三 角形部分为测量点 符号。可随图形进行 缩放。 汇编人:质管办标准化管理员郑家贵2011年8月25日 机械制图基础知识 一、.图线GB/T 4457.4-2002 GB/T 17450-1998
粗基准平面通常 是指经过清理的锻、铸 毛坯工件的平面。其表 面较粗糙,且有较大的 平面度误差。粗基准平 面定位的特点如右图 所示。图a所示为粗基 准平面定位点的随机 性分布特点。一个较大的粗基准平面与定位支承平面接触时,必为随机分布的三个点,定位不稳定。为了控制这三个定位点的位置,通常要采用呈点接触的定位元件,如支承钉(见图b),以获得较满意的固定定位点。 粗基准平面定位常用的定位元件有支承钉、可调支承和浮动支承。 1)支承钉 a)B型(球头)支承钉 b)C型(齿纹)支承钉 c)A型(平头)支承钉 2)可换支承钉 a)具有两种定位面的可换支承钉 b)磨损后可更换支承钉
用于批量较大的生产中,可以降低夹具成本 3)可调支承可调支承的定位点是可调整的。 a)调节支承 (JB/T8026.4-1999 ) b) 圆柱头调节承 (JB/T8026.3-1999) c) 六角头支承 (JB/T8026.1-1999) 4)可调支承 浮动支承的特点是增加与定位工件的接触点,而不发生过定位。使用浮动支承可提高工件的定位刚度。 a)摆动式浮动支承 b)移动式浮动支承 c)球形浮动支承
3、工件以精基准平面定位 工件的基准平面经切削加工后,可直接放在平面上定位。经过刮削、精铣、磨削的平面具有较小的表面粗糙度值和平面度误差,可获得较精确的定位。常用的定位元件有支承板和平头支承钉等,这类是呈面接触的定位元件。 1)支承板 a)A型光面支承板:用于垂直布置的定位场合 b)B型带斜槽支承板:用于水平布置的定位场合 2)支承钉 图所示为平头(A型)支承钉,其定位面经过磨削。A型支承钉主要规格与B型、C型支承钉相同。
第3章工件定位与夹紧 一.简答题: 3-1.工件在夹具中定位、夹紧的任务是什么? 定位:把工件装好,就是在机床上使工件相对于刀具及机床有正确的位上加工置。工件只有在这个位置上接受加工,才能保证被加工表面达到所要求的各项技术教育要求。 夹紧:把工件夹牢,就是指定位好的工件,在加工过程中不会受切削力、离心力、冲击、振动等外力的影响而变动位置。 3-2.一批工件在夹具中定位的目的是什么?它与一个工件在加工时的定位有何不同? 3-3.何谓重得定位与欠定位?重复定位在哪些情况下不允许出现?欠定位产生的后果是什么? 欠定位:按照加工要求应该限制的自由度没有被限制的定位称为欠定位。欠定位是不允许的。因为欠定位保证不了加工要求。 重复定位:工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。当过定位导致工件或定位元件变形,影响加工精度时,应该严禁采用。但当过定位并不影响加工精度,反而对提高加工精度有利时,也可以采用。 3-4.辅助支承起什么作用?使用应注意什么问题? 生产中,由于工件形状以及夹紧力、切削力、工件重力等原因可能使工件在定位后还产生变形或定位不稳定。常需要设置辅助支承。辅助支承是用来提高工件的支承刚度和稳定性的,起辅助作用,决不允许破坏主要支承的主要定位作用。 各种辅助支承在每次卸下工件后,必须松开,装上工件后再调整和锁紧。 由于采用辅助支承会使夹具结构复杂,操作时间增加,因此当定位基准面精度较高,允许重复定位时,往往用增加固定支承的方法增加支承刚度 3-5.选择定位基准时,应遵循哪些原则? 定位时据以确定工件在夹具中位置的点、线、面称为定位基准。 定位基准有粗基准和精基准之分。零件开始加工时,所有的面均未加工,只能以毛坯面作定位基准,这种以毛坯面为定位基准的,称为粗基准,以后的加工,必须以加工过的表面做定位基准,以加工过表面为定位基准的称精基准。 在加工中,首先使用的是粗基准,但在选样定位基准时,为了保证零件的加工精度,首先考虑的是选择精基准,精基准选定以后,再考虑合理地选择粗基准。 3-6.夹紧装置设计的基本要求是什么?确定夹紧力的方向和作用点的原则有哪些? 夹紧机构应满足下面要求: 1. 夹紧过程中,必须保证定位准确可靠,而不破坏原有的定位。 2. 夹紧力的大小要可靠、适应,既要保证工件在整个加工过程中位置稳定不变、振动小,又要使工件不产生过大的夹紧变形。 3. 夹紧装置的自动化和复杂程度应与生产类型相适应,在保证生产效率的前提下,其结构要力求简单,工艺性好,便于制造和维修。 4. 夹紧装置应具有良好的自锁性能,以保证在源动力波动或消失后,仍能保持夹紧状态。 5. 夹紧装置的操作应当方便、安全、省力。 1. 夹紧力方向的确定原则 夹紧力的作用方向不仅影响加工精度,而且还影响夹紧的实际效果。具体应考虑如下几
但是,并非全部夹紧机构都具备上述三部分,有时可能缺少其中的某一部分,例如手动夹紧机构往往就很筒单。 组合机床夹具的夹紧机构,就其夹紧特性而言,可以分为直接夹紧机构和自锁夹紧机构两大类。如果按夹紧动力的来源区分,可以分为手动夹紧机构和自动夹紧机构,在自动夹紧机构中,又有气动夹紧、液压夹紧、自动扳手夹紧和弹簧夹紧等机构。 设计夹具时,工件夹紧方法的确定,是在工件定位基准、夹具定位机构和导向装置的结构确定之后进行的,但工件的夹紧同工件的定位和导向装置是密切联系着的,因此在设计夹具时,这几个方面应当同时考虑。 在进行夹紧机构的结构设计之前,必须首先确定夹紧机构的下列主要项目:夹紧力的作用点、方向和大小;夹紧动力的种类;最合理的夹紧结构示意图及传动方式等。其中夹紧力的作用点和方向,在制定机床方案进行工艺分析时就已经确定了,并且以特殊的符号表示在被加工零件工序图中,以作为夹具结构设计的依据。设计时要根据工件特点、工艺方法、加工情况(粗、精加工;单面、多面加工等)以及工件的定位安装形式等因素来选择夹紧机构的形式。 设计夹紧机构时,应注意满足以下基本要求: (1)保证加工精度夹紧机构应能保证工件可靠地接触相应的定位基面,夹紧后不许破坏工件的正确位置。 夹紧后,工件在加工过程中,不应由于切削力的作用而产生位移和晃动。为此,必须保证夹紧机构能产生定够的夹紧力,同时还要求具有较高的刚性。由于组合机床通常都是多面多刀同时进行加工,夹具往往在较大的切削力作用下工作,提高夹紧机构的刚性,是十分重要的,因此组合机床夹具的夹紧螺栓、压板和传动杠杆等通常都比较粗大,以保证其足够的刚性。 夹紧工件时,不应破坏的已加工表面,也不应引起工件过大的变形,夹紧机构应力求使工件夹紧稳定和变形较小。为此,应当正确地选择夹紧部位和设置辅助支承等。 当加工刚性很差的工件时,或在精加工机床夹具上,夹紧机构应能保证夹紧力有调节的可能性。 ⑵保证生产率夹紧机构应当具有适当的自动化程度。夹紧动作要力求迅速,多压板夹紧时要力求采用联动夹紧机构,以缩短辅助时间。 由于组合机床是适用于成批和大量生产的专用机床,因此有条件采用比较完善的夹紧机构和实现夹紧自动化。 ⑶保证工作可靠一具有自锁性能夹紧机构除了应当能产生足够的夹紧力外,通常还要求具有自锁性能以保证它的工作可靠性。 在自动夹紧或用自动扳手夹紧的夹紧机构中,通常使其中间传动机构具有自锁性,以保证在撤除夹紧动力后工件仍不致于松开。 气动夹紧通常也需要有自锁环节,以保证在压缩空气中断或失压时,工件在加工过程中不致松开。只有当切削过程比较稳定和切削力不大的情况下,例如在攻丝机床上,采用气动夹紧才可以不带自锁环节。 液压夹紧不—定需要有自锁环节,但有了自锁环节以后,不仅可以使油路卸荷,而且也是一种安全的保险措施。 组合机床夹具常用的自锁夹紧机构有:螺旋夹紧机构;楔铁夹紧机构和偏心轮夹紧机构。 (4)结构紧凑简单在保证加工精度、满足生产率要求和工作可靠性的原则下,夹紧力应越小越好,这样碎以避免使用庞大而复杂的夹紧机构和减小夹压变形。 (5)操作方便,使用安全由于组合机床生产率较高,操作比较频繁,因此夹紧机
如何简单快速绘制出应急消防疏散图 导读: 一份清晰明了的消防疏散示意图是遇到灾难、危险时生命安全的保障。因此,住宅、高楼大厦、工厂、学校、医院等建筑都必须要有与之相对应的详细的消防安全疏散图。我们在绘制消防疏散图时,可以用纸笔等简单的工具手绘,也可以用Excel、Word等平常的软件工具,当然也有专业的消防疏散图软件。手绘麻烦,且需要绘画功底,而用软件绘制的好处就在于,方便快捷、而且专业准确。亿图图示拥有丰富的模板和剪贴画,能够帮助我们快速绘制出疏散示意图。 消防疏散示意图的“警示”作用便是通过一系列清晰明显的符号来表现。亿图图示提供了一套颜色鲜明、准确全面的消防逃生示意图符号,所有符号均是以它相对应的颜色(如疏散途径类为绿色,报警类为红色,警示类为黄色等)预先设定好。用户直接从图库中拖出符号即可开始消防疏散图的绘制。当然,符号是基于矢量设计的,用户也可以对它再次进行大小调整、颜色修改等编辑。
可编辑的免费模板与实例 制作消防疏散示意图时,如果有模板或者例子作为参考,那将会事半功倍,节约很多时间与精力。在此款软件中,你能免费使用可编辑的消防逃生示意图模板,也有许多实际例子可供选择,如学校逃生示意图、医院消防疏散图、商场消防疏散图等等。
医院消防疏散示意图 学校消防疏散平面图
亿图图示绘制消防疏散图的4个步骤 1.启动亿图图示软件,点击新建,选择平面布置图中的消防疏散图,单击进入绘制页面。
2.绘制建筑平面图。利用右侧图库中的各种符号(墙、门窗等结构符号),直接从库中拖出,放置在绘图框内,按照制图要求进行布局,绘制出建筑平面图。 注意:多楼层的情况,每层都需要有平面图;所有门窗、楼梯都需标注在图上。
定位与夹紧 一、定位 (1)分类 l)完全定位 工件的六个自由度全部被夹具中的定位元件所限制,而在夹具中占有完全确定的惟一位置,称为完全定位。 2)不完全定位 根据工件加工表面的不同加工要求,定位支承点的数目可以少于六个。有些自由度对加工要求有影响,有些自由度对加工要求无影响,这种定位情况称为不完全定位。不完全定位是允许的, 3)欠定位 按照加工要求应该限制的自由度没有被限制的定位称为欠定位。欠定位是不允许的。因为欠定位保证不了加工要求。 4)过定位 工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。当过定位导致工件或定位元件变形,影响加工精度时,应该严禁采用。但当过定位并不影响加工精度,反而对提高加工精度有利时,也可以采用。各类钳加工和机加工都会用到。 (2)解释 工件定位的实质就是使工件在夹具中占据确定的位置,因此工件的定位问题可转化为在空间直角坐标系中决定刚体坐标位置的问题来讨论。在空间直角坐标系中,刚体具有六个自由度,即沿X、Y、Z轴移动的三个自由度和绕此三轴旋转的三个自由度。用六个合理分布的支承点限制工件的六个自由度,使工件在夹具中占据正确的位置,称为六点定位法则。人们在阐述六点定位法则时常以图1所示铣不通槽的例子来加以说明:a1、a2、a3三个点体现主定位面A,限制X、Y方向的旋转自由度和Z方向的移动自由度;a4、a5两个点体现侧面B,限制X 方向的移动自由度和Z方向的旋转自由度;a6点体现止推面C,限制Y方向的移动自由度。这样,工件的六个自由度全部被限制,称为完全定位。当然,定位只是保证工件在夹具中的位置确定,并不能保证在加工中工件不移动,故还需夹紧。定位和夹紧是两个不同的概念。 二、加紧
1.下面图中,钻下方两个通孔,分析各个定位元件分别消除了哪些 自由度?属于何种定位情况(过定位、欠定位、完全定位或不完全定位)? 底面限制Y 向的移动和X 、Z 两方向的转动;长菱形销限制X 方向的移动和绕Y 轴的转动。【可以用X/Y/Z 符号表达】,属于不完全定位。 2、如下图所示连杆在夹具中定位,本工序钻、铰连杆小头孔,要求保证与大头孔轴线的距离及平行度,并与毛坯外圆同轴。试分析各定位元件限制的自由度,判断有无欠定位或过定位,如定位方案不合理,请提出改进意见。 ① 大平面限制Z 、X 、Y 3个自由度; 圆柱销限制X 、Y 2个自由度; V 形块限制X 、Z 2个自由度。 ② X 自由度被重复限制,属于过定位。 短圆柱销
③ 将V 形块改为在X 方向浮动的形式。(也可以提出其他改进意见,正确即可) 3、根据六点定位原理,分析下图定位方案中的各个定位元件所消除的自由度(按图中标出的坐标方向);并指出属于何种定位方式? 图a 中元件1平面限制了Z 、X 、Y 3个自由度,元件2短圆柱销限制了X 、Y 2个自 由度,属于不完全定位; 4.试分析下图中所示工件在加工时(图中粗实线表示为加工表面),工序要求限制哪几个自由度?应该选择哪些表面做定位基准?拟采用何种定位件?实际限制了几个自由度? 需要限制5自由度; 外圆表面作为定位基面(保证键槽对中)---可采用长V 型块 左端面(保证键槽长度)--- 挡块;
实际限制了5个自由度。 键槽宽由刀具保证,深度由对刀保证 5.分析下图所示定位、夹紧方案是否合理,如不合理,指出不合理之处,并提出改进意见。 定位:水平支承面限制Z方向的移动和X、Y两方向的转动,左边固定V形块限制X、Y 两方向的移动,右边固定V形块限制X方向移动和绕Z的转动,属于过定位。 夹紧力的作用点在工件刚性较差的部位,不合理。可以把右边的V形块改成可以移动V形块,把夹紧力的作用点选择在右边V形块的右边,方向为水平向左。 6、下图所示,活塞在平面支承2、短圆柱销1和短菱形销3上定位,试分析定位元件所限制的自由度。
工件的装夹和夹紧装置
课题项目:工件的夹紧和夹紧装置 教学目标知识目标 1、掌握基本夹紧机构夹紧力的计算方法; 2、掌握基本夹紧机构自锁条件的确定方法;能力目标 1、掌握斜楔夹紧机构的原理及组成; 2、掌握螺旋夹紧机构的结构及原理; 3、掌握圆偏心夹紧机构的原理。 素质目标 1、培养学生语言表达能力; 2、培养学生自主学习的能力; 3、培养学生团队协作的能力; 4、增强学生的安全意识。 教学重点基本夹紧机构自锁条件的确定方法 教学难点螺旋夹紧机构的结构及原理 课型多媒体授课授课课时2课时 教学过程教学内容教学方 法、手段 师生 活动 时间 分配 导入 根据下图中斜楔夹紧机构的受力分析,来 确定基本夹紧机构夹紧力的计算、自锁条件及 几何特点,是我们本项目所要解决的问题。 情境教 学法 多媒体 1、教师 讲解; 2、学生 听课 5 分 钟 教 学实施告知 1.夹紧装置的组成 1)力源装置力源装置是产生夹紧原始作 用力的动力装置。通常使用的动力装置有气压 装置、液压装置、电动装置、磁力装置等; 2)夹紧机构夹紧机构一般由中间递力机 构和夹紧元件组成。它的作用是传递原始作用 力,改变其大小、方向,使之变为夹紧力,并 执行夹紧工件的任务。 2.夹紧装置的基本要求 1)在夹紧过程中应能保持工件定位时所获 得的正确位置; 2)夹紧应可靠和适当; 3)夹紧装置应操作方便,省力、安全; 4)夹紧装置的复杂程度与自动化程度应与 工件的生产批量和生产方式相适应。 3.夹紧力方向的确定原则 1)夹紧力作用方向应有利于工件的准确定 位,而不能破坏定位。为此一般要求夹紧力方 向朝向定位元件,且应垂直于主要定位基准。 2)夹紧力作用方向应使工件夹紧变形小。 为此一般要求夹紧力作用方向最好指向工件刚 讲授法; 讨论法; 多媒体; 1、教师 讲解; 2、学生 听课 10 分 钟
§1-1连杆式夹具夹紧机构运动简图的绘制 一、小组汇报 初步展示普通雨伞机构运动简图 二、小组点评 主要是将普通雨伞机构运动简图 画成普通雨伞机构实物简 三、相关知识 平面机构运动简图的概念 机构运动简图的绘制(Drawing Kinematic Scheme of Mechanism) 机构是由若干构件通过若干运动副组合在一起的。在研究机构运动时,为了便于分析,常常瞥开它们因强度等原因形成的复杂外形及具体构造,仅用简单的符号和线条表示,并按一定的比例定出各运动副及构件的位置,这种简明表示机构各构件之间相对运动关系的图形称为机构运动简图。 1、运动副(Kinematic Pair)的概念 运动副由两个构件直接接触而组成的可动的连接称为运动副。两个构件上参与接触而构成运动副的点、线、面等元素被称为运动副元素。 2 、运动副的类型及其特点(Kinematic Pair Classification) 平面机构中,由于运动副将各构件的运动限制在同一平面或相互平行的平面内,故这种运动副也称为平面运动副。 根据构件间接触形式的不同,平面运动副可分为低副和高副。 (1)低副——两构件通过面接触组成的运动副。 根据两构件间相对运动形式的不同,常见的平面低副有转动副和移动副两种。 转动副——两构件间只能产生相对转动的运动副。又称回转副或铰链。 移动副——两构件间只能产生相对移动的运动副。 (2)高副 两构件通过点或线接触组成的运动副称为高副。 3、构件(Member):运动的单元 构件的分类 机构中的构件按其运动性质可分为三类: (a) 机架机架是机构中视作固定不动的构件,它用来支承其它可动构件。例如各种机床的床身是机架,它支承着轴、齿轮等活动构件。在机构简图中,将机架打上斜线表示。 (b) 原动件已给定运动规律的活动构件,即直接接受能源或最先接受能源作用有驱动力或力矩的构件。例如柴油机中的活塞。它的运动是外界输入的,因此又称为输入构件。在机构简图中,将原动件标上箭头表示。
摘要 活塞加工与检测、试验的文献较多,但目前还缺少对此类零部件的冷、热加工工艺及组装、检验进行系统研究的文献。本论文通过对国外和我国活塞组件制造工艺的的现状和发展趋势的介绍,对与活塞类似的零部件工艺开发和典型零部件工装、设备的选择提供参考,具有重要的技术进步意义和工程应用价值。 本文以180C型柴油机活塞为例,进行结构、技术条件等的分析研究,针对锻、铸件制造特点,分析铸造工艺方法、设计思路及铝合金活塞毛坯低压铸造技术。对相关机械加工工艺、装配检测、试验工艺及质量控制进行系统的研究和开发。 本文通过采用金属模低压铸造成型工艺及现代数控设备同时结合行之有效的检测、试验工艺完善了活塞组件冷、热工艺设计与工艺开发工作,提高了产品试制的成功率。大幅提高了零件的质量和生产效率。 关键词:组合活塞反靠工装设计加工工艺低压铸造组装
Abstract Nowadays articles on piston processing and testing are numerous but articles on the systematic research of such parts’ cold, thermal processing technology as well as assembly and testing is relatively insufficient. This thesis introduces the status quo and developing trend of the piston assembly and manufacturing process both at home and abroad to provide guidance for the process development of the similar piston parts to provide references for the choice of typical tooling and equipment,which has important significance in technological advance and application value in engineering. This thesis takes the 180C diesel engine piston as example to analyze the structure and technical conditions as well as the casting process, design concept and aluminum alloy piston low pressure casting technology according to the forging, casting manufacturing characteristics to conduct systemestic research and development on relevant machining processes, assembly testing, testing technique as well as quality control. This thesis adopts metal-mould low pressure casting process,modern CNC equipment and combines the effective process in inspecting and testing to perfect the design and process development in the cooling,thermal process for the combined pistons to improve the success rate of the trial products and substantially increase the parts’ quality and production efficiency. Keywords:Combined-Piston Reverse Tooling Design Processing Technique Low Pressure Casting Assemble
ICS 25-010 J04 机械加工定位、夹紧符号 Symbol of the mechenical manufacture orientation and clamping (报批稿) 200×-××-××发布 200×-××-××实施 中华人民共和国 中国发展与改革委员会 发布 JB
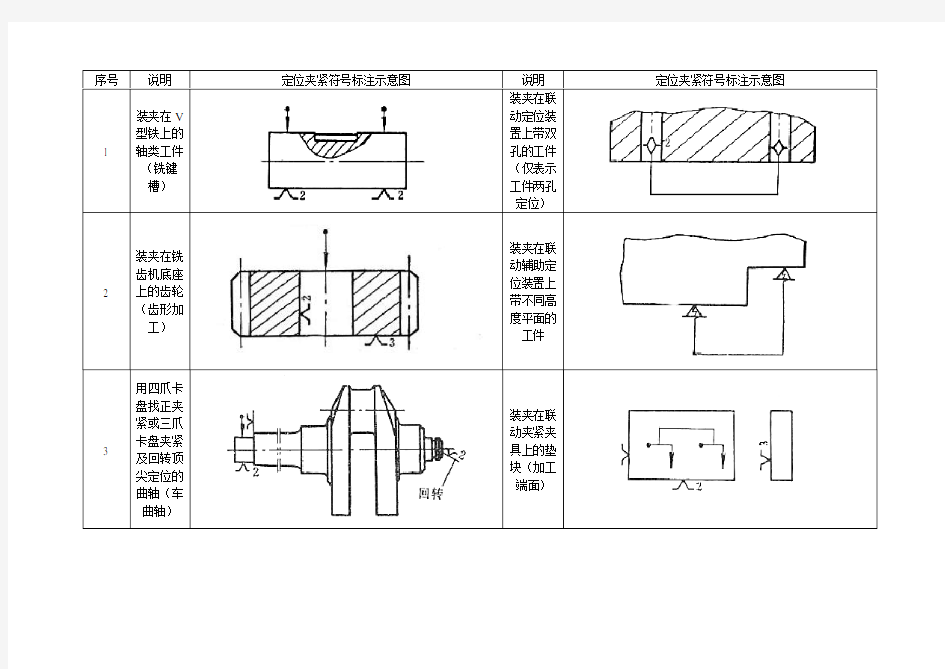
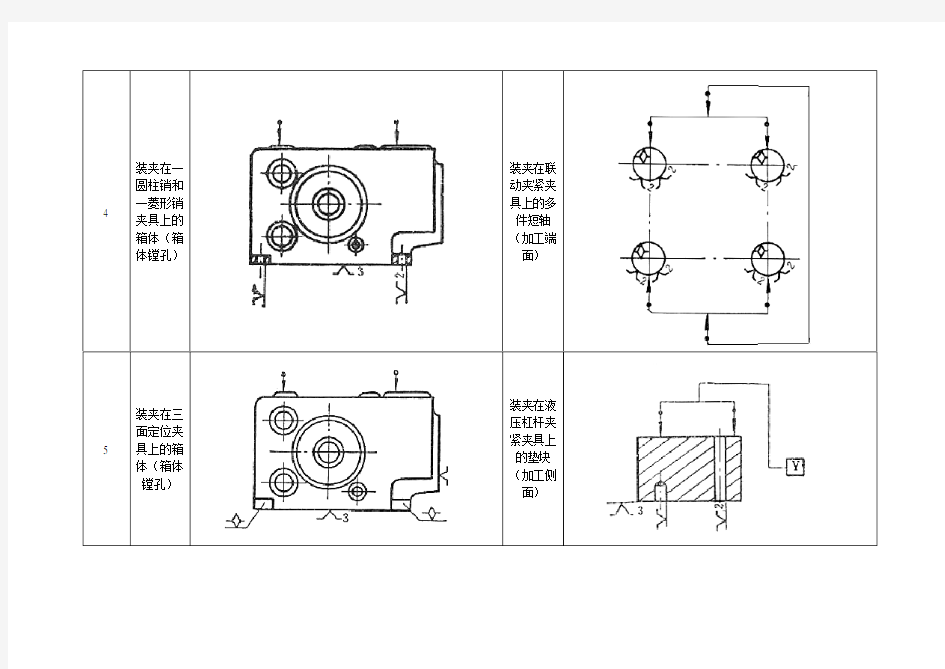
JB/T ××××—200× 目次 前言................................................................................. II 1 范围 (1) 2 规范性引用文件 (1) 3 术语和定义 (1) 4 符号 (1) 5各类符号画法 (5) 6 定位、夹紧符号及装置符号的使用 (5) 7各种符号应用标注示例 (5) 附录A(资料性附录)定位、夹紧符号与装置符号综合标注示例 (6) 附录B(资料性附录)定位、夹紧符号应用及相对应的夹具结构示例 (11) 表1 (1) 表2 (2) 表3 (2) 表4 (3) 表A1 (6) 表B1 (11) I
JB/T ××××—200× II 前言 本标准修订JB/T5061-1991,本标准与JB/T5061-1991相比主要变化如下:——按照GB/T1.1格式要求进行修改。 ——修改部分引用文件的标准名称及标准号。 本标准的附录A、附录B为资料性附录。 本标准主要起草单位:中机生产力促进中心 本标准主要起草人:杨东拜、丁红宇。
JB/T ××××—200× 机械加工定位、夹紧符号 1 范围 本标准规定了机械加工定位支承符号(简称定位符号)、辅助支承符号、夹紧符号和常用定位、夹紧装置符号(简称装置符号)的类型、画法和使用要求。 本标准适用于机械制造行业在设计产品零、部件机械加工工艺规程和编制工艺装备设计任务书时使用。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB 4457.4 机械制图图样画法图线 GB 4863 机械制造工艺基本术语 GB 1008 机械加工工艺装备基本术语 3 术语和定义 本标准所用术语按GB4863和GB1008的规定。 4 符号 4.1 定位支承符号 定位支承符号按表1的规定。 注:1)视图正面是指观察者面对的投影面。 4.2 辅助支承符号 辅助支承符号按表2的规定。 1
求形位公差的全部符号和机械制图的常用符号 一直线度—无 二平行度‖ 有 三垂直度⊥ 有 四圆度○ 无倾斜度∠ 有 五线轮廓度⌒ 有或无同轴度◎ 有 0.02 ⊥0.05 B / / 0.05 B ⊥0.1 A B // 0.03 六圆跳动↗ 有 一,1) 直线度 表2-2为几种直线度公差在图样上标注的方式.形位公差在图样上用框格注出,并用带箭头的指引线将框格与被测要素相连,箭头指在有公差要求的被测要素上.一般来说,箭头所指的方向就是被测要素对理想要素允许变动的方向.通常形状公差的框格有两格,第一格中注上某项形状公差要求的符号,第二格注明形状公差的数值. 2) 平面度 表2-3为平面度公差要求的标注方式.平面度公差带只有一种,即由两个平行平面组成的区域,该区域的宽度即为要求的公差值. 3) 圆度 表2-4表示圆度公差在图样上的标注方式. 在圆度公差的标注中,箭头方向应垂直于轴线或指向圆心. 4) 圆柱度 如表2-5所示,由于圆柱度误差包含了轴剖面和横剖面两个方面的误差,所以它在数值上要比圆度公差为大.圆柱度的公差带是两同轴圆柱面间的区域,该两同轴圆柱面间的径向距离即为公差值. 3,定向公差有哪些,各自的含义是什么,如何标注 答:定向公差有平行度,垂直度和倾斜度.其含义和标注如下: 二,1) 平行度 对平行度误差而言,被测要素可以是直线或平面,基准要素也可以是直线或平面,所以实际组成平行度的类型较多.表2-7中表示出一些标注平行度公差要求的示
例.其中,基准符号是用一粗短划线和带圆圈的字母标注,字母方向始终是正位, 基准是中心要素时,粗短划线的引出线必须和有关尺寸线对齐. 三,2) 垂直度 垂直度和平行度一样,也属定向公差,所以在分析上这两种情况十分相似.垂直度 的被测和基准要素也有直线和平面两种.表2-8是几种垂直度标注的示例. 3) 倾斜度 倾斜度也是定向公差.由于倾斜的角度是随具体零件而定的,所以在倾斜度的标 注中,总需用将要求倾斜的角度作为理论正确角度标注出,这是它的特点.表2-9 举出了一些零件标注倾斜度公差的示例. 4,定位公差有哪些,各自的含义是什么,如何标注 答:定位公差有同轴度,对称度,位置度,圆跳动和全跳动.其含义和标注如下: 四,1) 同轴度 同轴度是定位公差,理论正确位置即为基准轴线.由于被测轴线对基准轴线的不 同点可能在空间各个方向上出现,故其公差带为一以基准轴线为轴线的圆柱体, 公差值为该圆柱体的直径,在公差值前总加注符号"φ".表2-10为同轴度公差标 注的示例. 2) 对称度 对称度和同轴度相似,也是定位公差.但对称度的被测要素和基准要素可以是一 直线或一平面,所以形式比同轴度要多.表2-11举出了对称度公差标注的示例. 3) 位置度 位置度误差是被测实际要素偏离其理论位置的结果.理论位置由理论正确尺寸决定,所以标注位置度公差要求时,总要标出带框的理论正确尺寸.另外,有位置度 要求的要素除线和面以外,还有点的位置.表2-12举出了位置度公差标注的示例. 4) 圆跳动 圆跳动分径向,端面和斜向三种.跳动的名称是和测量相联系的.测量时零件绕基 准轴线回转.测量用指示表的测头接触被测要素.回转时指示表指针的跳动量就 是圆跳动的数值.指示表测头指在圆柱面上为径向圆跳动,指在端面为端面圆跳动,垂直指向圆锥素线上为斜向圆跳动.表2-13举出了标注圆跳动的一些示例. 5) 全跳动 全跳动公差是关联实际被测要素对其理想要素的允许变动量.当理想要素是以基 准轴线为轴线的圆柱面时,称为径向全跳动;当理想要素是与基准轴线垂直的平 面时,称为端面(轴向)全跳动.表2-13和表2-14中(a),(b),(c)的零件是相同的, 但全跳动和圆跳动不同.径向圆跳动只是在某一横剖面测量的跳动量,端面圆跳 动只是在端面某一半径上测量的跳动量.径向全跳动在用指示表和被测圆柱面接 触测量时,除工件要围绕基准轴线转动外,指示表还得相对于工件作轴向移动,以 便在整个圆柱面上测出跳动量.端面全跳动在测量时,工件除要围绕基准轴线转 动外,指示表还得相对于工件作垂直回转轴线的运动,以便在整个端面上测得跳 动量.对同一零件,全跳动误差值总大于圆跳动误差值. 五,5,轮廓公差有哪些,各自的含义是什么,如何标注 答:形状公差有线轮廓度和面轮廓度度.其含义和标注如下: 线轮廓度和面轮廓度根据有无基准要求可分属于形状和位置公差两种,无基准要 求的属形状公差,有基准要求的属位置公差.表2-6中表示线,面轮廓度公差标注 的几种形式. 6,形位公差的标注应注意哪些问题
南充职业技术学院 (夹具精品课程习题集) 1. 工件在夹具中定位、夹紧的任务是什么? 2. 什么叫六点定则? 3. 什么是欠定位?为什么不能采用欠定位?试举例说明之. 4. 什么是不可用重复定位?试分析图中定位元件限制哪些自由度?是否合理?如何改进? 5. 什么是定位副?试以夹具图册中图1-2为例说明. 6. 根据六点定则,试分析图示各定位元件所限制的自由度。 题6图 7. 根据六点定位规则,试分析图示的各定位方案中定位元件所限制的自由度。有无重复定位现象?是否合理?如何改正?
题7图 8.试分析图示各工件需要限制的自由度、工序基准,选择定位基准(并用定位符号在图上表示)及各定位基准限制哪些自由度。
题8图 9.试分析“夹具图册”中图3—3的辅助支承起什么作用? 10. 磨削图示套筒的外圆柱面,以内孔定位,设计所需的小锥度心轴。工一n V形块的限位基准在哪里?V形块的定位高度怎样计算? 题10图 11. 造成定位误差的原因是什么? 12. 用图所示的定位方式铣削连杆的两个侧面,计算加工尺寸12’:.;nm的定位误差。
题l3图 14. 用图所示的定位方式在阶梯轴上铣槽,V形块的V形角=90°,试计算加工尺寸74士0.lmm的定位误差。 题14图 15. 计算。夹具图册”中图3—1所示夹具上工件对称度要求(0。2mm)的定位误差。 16. 图示的阶梯形工件,召面和C面已加工合格。今采用图工一86a、b两种定位方案加工/1面,要求保证/1面对召面的平行度误差不大于20’(用角度误差表示)。已知L_--100mm,B面与C面之间的高度h一151一:乙m。试分析这两种定位方案的定位误差,并比较它们的优劣。 题16图 17. 试设计夹具图册中图3—7中一面两销定位装置的尺寸。并计算尺寸15.5mm的定位误差. 18. 对夹紧装置的基本要求有哪些? 19. 试分析下图中夹紧力的作用点与方向是否合理,为什么?如何改进?
机械制图符号及表示含义 Solid 二维实体2D 实面 2D Wireframe 二维线框 3D Array 三维阵列3D 阵列 3D Dynamic View 三维动态观察3D 动态检视 3d objects 三维物体3D 物件 3D Orbit 三维轨道3D 动态 3D Orbit 三维动态观察3D 动态 3D Studio 3D Studio 3D Studio 3D Viewpoint 三维视点3D 检视点 3dpoly 三维多段线3D 聚合线 3dsin 3DS 输入3D 实体汇入 3DSolid 三维实体3D 实体 3dsout 3DS 输出3D 实体汇出 abort 放弃中断 abort 中断中断 absolute coordinates 绝对坐标绝对座标 abut 邻接相邻 accelerator key 加速键快速键 access 获取存取 acisin ACIS 输入ACIS 汇入 acisout ACIS 输出ACIS 汇出 action 操作动作 active 活动(的)作用中 adaptive sampling 自适应采样最适取样 add 添加加入 Add a Printer 添加打印机新增印表机 Add mode 添加模式 Add Plot Style Table 添加打印样式表 Add Plot Style Table 添加打印样式表 Add Plotter 添加打印机 Add Plotter 添加打印机 Add to Favorites 添加到收藏夹加入我的最爱 ADI ADI(Autodesk 设备接口) ADI (Autodesk 设备介面) adjacent 相邻相邻 Adjust 调整调整 Adjust Area fill 调整区域填充调整区域填满 AdLM (Autodesk License Manager) AdLM(Autodesk 许可管理器)Administration dialog box 管理对话框管理对话方块 Advanced Setup Wizard 高级设置向导进阶安装精灵 Aerial View 鸟瞰视图鸟瞰视景 affine calibration 仿射校准关系校正
机械制图常用形位公差符号表示方法
一、形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、形位公差符号 标注符号 直线度(-)——是限制实际直线对理想直线直与不直的一项指标。 平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 圆度(○)——是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形状精度要求。 面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。它是对曲面的形状精度要求。
定向公差——关联实际要素对基准在方向上允许的变动全量。 定向公差包括平行度、垂直度、倾斜度。 平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。 垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。 倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。 定位公差——关联实际要素对基准在位置上允许的变动全量。 定位公差包括同轴度、对称度和位置度。 同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。对称度——符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。 位置度——符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。 跳动公差——关联实际要素绕基准轴线回转一周或连续回转时所允许的最大跳动量。 跳动公差包括圆跳动和全跳动。 圆跳动——符号为一带箭头的斜线,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置固定的指示器在给定方向上测得的最大与最小读数之差。 全跳动——符号为两带箭头的斜线,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差
第二章工件的定位 第一节六点定则 一、不定度概念 不定度——用来描述工件在某一预先设定的空间直角坐标系中定位时,其空间位置不确定程度的六个位置参量。 名称符号含义图例 移动不定度X 工件沿X轴方向移动位置的不确定性 Y 工件沿Y轴方向移动位置的不确定性 Z 工件沿Z轴方向移动位置的不确定性 名称符号含义图例 转动不定度X 工件绕X轴方向转动位置的不确定性
Y 工件绕Y轴方向转动位置的不确定性 Z 工件绕Z轴方向转动位置的不确 定性 六点定则——在工件的定位中,我们用在空间合理分布的最多六个定位点(由定位元件抽象而来),来限制工件使其获得一个完全确定的位置的方法。三、六点定则的应用 1.箱类工件 平行六面体不定度消除 2.盘类工件 盘类工件的六点定位
3.轴类工件 轴类工件的六点定位 第二节工件的定位 一、加工要求与不定度消除 显然,铣不通槽时,必须消除六个不定度,方能满足加工要求。 铣通槽,则只需消除五个不定度即可满足加工要求。几种常见加工方式所需消除的不定度情况。 通孔 盲孔
通孔 盲孔 二、完全定位 完全定位——工件在夹具中,六个不定度全部被消除的定位。 三、不完全定位 不完全定位——六个不定度不需要完全消除的定位。 四、欠定位和重复定位 欠定位——工件实际定位所消除的不定度数目少于按其加工要求所必须消除的不定度数目。 夹具上的定位支承点多于六个或少于六个,但由于布局不合理,将造成重复消除工件的一个或几个不定度的现象,这种重复消除工件不定度的定位称为重复定位。 第三节工件的定位元件 工件上常被选作定位基准的表面形式包括平面、圆柱面、圆锥面和其他成形面及其组合。 一、对定位元件的要求 1. 高精度 2. 高耐磨性 3. 足够的刚度和强度 4. 良好的工艺性 二、常用定位元件的选择 1.平面定位基准面
酒店客房安全之消防疏散图(2009-05-12 18:16:17) 标签:杂谈 酒店安全对于酒店来说,可谓是酒店整体运作与系统运转中的“重中之重”。很多酒店把“安全”放在自己的经营方针的首位,可见消防及治安在酒店人眼中的重视程度。在国外,国际酒店管理集团林林种种的酒店管理课程或运作程序中,有专门针对酒店安全的部分,有的编写了相应的处理程序,有的编撰了安全手册(如华美达酒店集团)、危机处理手册(如香格里拉集团),有的将本酒店、本集团发生的案例进行了汇编(如开元旅业的《饭店安全管理案例汇编》。在国际性酒店,负责安全事务的负责人往往级别可以达到总监(DIRECTOR)级(一般涵盖工程、保安),而一般的部门负责人只能是经理(MANAGER);美国饭店协会教育学院组织编辑并引入中国的系列教材中,也专门设置了一门《安全与损失预防管理》(SECURITY & LOST PREVENTION)的课程。可惜的是进入国外酒店管理近三十年的中国酒店业,很多内资酒店虽在国家宏观调控下对酒店及客人安全有了一定的重视,但是仍没有有效的针对性的措施和手段去预防和应对,关键还是认识不够。 酒店保安部是由英文SECURITY翻译来的,在国内保安部一般负责酒店的消防安全和治安安全两大块,大型酒店则有可能设立安全部,安全部总监下辖保安部经理和总工(工程部负责人),这样就将单纯的保安工作和工程例行巡检工作有机地结合起来,治安员的巡检和工程万能工的巡检计划进行统筹计划,有效了解决了人员编制不足、巡检力度不够和巡检缺乏监督的一系列问题。 安全管理是一个大课题,在国内少有人研究,也很难研究透;相当于中国酒店业至今没有酒店法、旅游法是一个道理。笔者将从酒店安全的一些细节着手,谈谈酒店安全,将一些心得和少许的经验和业内同仁分享。 这次我们的话题将围绕酒店客房安全开展,首先谈谈现代酒店的消防疏散图设计及制作。大家可先看看我实地考察过的如下几家由国际或国内酒店管理公司管理的酒店的消防疏散图样式。 消防疏散图样式
机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号10 零件名称推动架零件号 零件重量0.56kg 同时加工零件数 材料毛坯 牌号硬度型号重量 HT200170~220铸铁件0.72kg 设备夹具 名称辅助工具 名称型号 卧式铣床XA6132专用铣夹具 安装工 步 安装及工步说明刀具量具 走刀 长度 走刀 次数 切削 深度 进给量 主轴 转速 切削 速度 基 本 工 时 11铣φ32孔的端面圆柱 铣刀游标 卡尺 60mm1 2.5mm0.16mm/z 300r/mi n 56.52m /min 4.6 min 设计者朱记指导教师程雪利共 10 页第 1 页
机械制造与自动化专 业 机械加工工序卡片工序名称铣端面工序号20 零件名称推动架零件号 零件重量0.56kg 同时加工零件数 材料毛坯 牌号硬度型号重量 铸铁件0.72kg 设备夹具 名称辅助工具 名称型号 卧式铣床XA6132专用铣夹具 安装工 步 安装及工步说明刀具量具 走刀 长度 走刀 次数 切削 深度 进给量 主轴 转速 切削 速度 基 本 工 时 11铣φ16孔的端面圆柱 铣刀游标卡尺 30mm1 2.5mm0.23mm/z 150r/mi n 23.55m/mi n 设计者朱记指导教师程雪利共 10 页第 2 页
机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号30 零件名称推动架零件号 零件重量0.56kg 同时加工零件数 材料毛坯 牌号硬度型号重量 HT200170~220铸铁件0.72kg 设备夹具 名称辅助工具 名称型号 卧式铣床XA6132专用铣夹具 安装工 步 安装及工步说明刀具量具 走刀 长度 走刀 次数 切削 深度 进给量 主轴 转速 切削 速度 基 本 工 时 11 铣φ32mm孔和φ16mm孔在同一基 准上的两个端面圆柱 铣刀 游标卡尺 90mm1 2.5mm0.2mm/z 250r/mi n 47.1m/min 设计者朱记指导教师程雪利共 10 页第 3 页