
第3章工件定位与夹紧 一.简答题: 3-1.工件在夹具中定位、夹紧的任务是什么? 定位:把工件装好,就是在机床上使工件相对于刀具及机床有正确的位上加工置。工件只有在这个位置上接受加工,才能保证被加工表面达到所要求的各项技术教育要求。 夹紧:把工件夹牢,就是指定位好的工件,在加工过程中不会受切削力、离心力、冲击、振动等外力的影响而变动位置。 3-2.一批工件在夹具中定位的目的是什么?它与一个工件在加工时的定位有何不同? 3-3.何谓重得定位与欠定位?重复定位在哪些情况下不允许出现?欠定位产生的后果是什么? 欠定位:按照加工要求应该限制的自由度没有被限制的定位称为欠定位。欠定位是不允许的。因为欠定位保证不了加工要求。 重复定位:工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。当过定位导致工件或定位元件变形,影响加工精度时,应该严禁采用。但当过定位并不影响加工精度,反而对提高加工精度有利时,也可以采用。 3-4.辅助支承起什么作用?使用应注意什么问题? 生产中,由于工件形状以及夹紧力、切削力、工件重力等原因可能使工件在定位后还产生变形或定位不稳定。常需要设置辅助支承。辅助支承是用来提高工件的支承刚度和稳定性的,起辅助作用,决不允许破坏主要支承的主要定位作用。 各种辅助支承在每次卸下工件后,必须松开,装上工件后再调整和锁紧。 由于采用辅助支承会使夹具结构复杂,操作时间增加,因此当定位基准面精度较高,允许重复定位时,往往用增加固定支承的方法增加支承刚度 3-5.选择定位基准时,应遵循哪些原则? 定位时据以确定工件在夹具中位置的点、线、面称为定位基准。 定位基准有粗基准和精基准之分。零件开始加工时,所有的面均未加工,只能以毛坯面作定位基准,这种以毛坯面为定位基准的,称为粗基准,以后的加工,必须以加工过的表面做定位基准,以加工过表面为定位基准的称精基准。 在加工中,首先使用的是粗基准,但在选样定位基准时,为了保证零件的加工精度,首先考虑的是选择精基准,精基准选定以后,再考虑合理地选择粗基准。 3-6.夹紧装置设计的基本要求是什么?确定夹紧力的方向和作用点的原则有哪些? 夹紧机构应满足下面要求: 1. 夹紧过程中,必须保证定位准确可靠,而不破坏原有的定位。 2. 夹紧力的大小要可靠、适应,既要保证工件在整个加工过程中位置稳定不变、振动小,又要使工件不产生过大的夹紧变形。 3. 夹紧装置的自动化和复杂程度应与生产类型相适应,在保证生产效率的前提下,其结构要力求简单,工艺性好,便于制造和维修。 4. 夹紧装置应具有良好的自锁性能,以保证在源动力波动或消失后,仍能保持夹紧状态。 5. 夹紧装置的操作应当方便、安全、省力。 1. 夹紧力方向的确定原则 夹紧力的作用方向不仅影响加工精度,而且还影响夹紧的实际效果。具体应考虑如下几
但是,并非全部夹紧机构都具备上述三部分,有时可能缺少其中的某一部分,例如手动夹紧机构往往就很筒单。 组合机床夹具的夹紧机构,就其夹紧特性而言,可以分为直接夹紧机构和自锁夹紧机构两大类。如果按夹紧动力的来源区分,可以分为手动夹紧机构和自动夹紧机构,在自动夹紧机构中,又有气动夹紧、液压夹紧、自动扳手夹紧和弹簧夹紧等机构。 设计夹具时,工件夹紧方法的确定,是在工件定位基准、夹具定位机构和导向装置的结构确定之后进行的,但工件的夹紧同工件的定位和导向装置是密切联系着的,因此在设计夹具时,这几个方面应当同时考虑。 在进行夹紧机构的结构设计之前,必须首先确定夹紧机构的下列主要项目:夹紧力的作用点、方向和大小;夹紧动力的种类;最合理的夹紧结构示意图及传动方式等。其中夹紧力的作用点和方向,在制定机床方案进行工艺分析时就已经确定了,并且以特殊的符号表示在被加工零件工序图中,以作为夹具结构设计的依据。设计时要根据工件特点、工艺方法、加工情况(粗、精加工;单面、多面加工等)以及工件的定位安装形式等因素来选择夹紧机构的形式。 设计夹紧机构时,应注意满足以下基本要求: (1)保证加工精度夹紧机构应能保证工件可靠地接触相应的定位基面,夹紧后不许破坏工件的正确位置。 夹紧后,工件在加工过程中,不应由于切削力的作用而产生位移和晃动。为此,必须保证夹紧机构能产生定够的夹紧力,同时还要求具有较高的刚性。由于组合机床通常都是多面多刀同时进行加工,夹具往往在较大的切削力作用下工作,提高夹紧机构的刚性,是十分重要的,因此组合机床夹具的夹紧螺栓、压板和传动杠杆等通常都比较粗大,以保证其足够的刚性。 夹紧工件时,不应破坏的已加工表面,也不应引起工件过大的变形,夹紧机构应力求使工件夹紧稳定和变形较小。为此,应当正确地选择夹紧部位和设置辅助支承等。 当加工刚性很差的工件时,或在精加工机床夹具上,夹紧机构应能保证夹紧力有调节的可能性。 ⑵保证生产率夹紧机构应当具有适当的自动化程度。夹紧动作要力求迅速,多压板夹紧时要力求采用联动夹紧机构,以缩短辅助时间。 由于组合机床是适用于成批和大量生产的专用机床,因此有条件采用比较完善的夹紧机构和实现夹紧自动化。 ⑶保证工作可靠一具有自锁性能夹紧机构除了应当能产生足够的夹紧力外,通常还要求具有自锁性能以保证它的工作可靠性。 在自动夹紧或用自动扳手夹紧的夹紧机构中,通常使其中间传动机构具有自锁性,以保证在撤除夹紧动力后工件仍不致于松开。 气动夹紧通常也需要有自锁环节,以保证在压缩空气中断或失压时,工件在加工过程中不致松开。只有当切削过程比较稳定和切削力不大的情况下,例如在攻丝机床上,采用气动夹紧才可以不带自锁环节。 液压夹紧不—定需要有自锁环节,但有了自锁环节以后,不仅可以使油路卸荷,而且也是一种安全的保险措施。 组合机床夹具常用的自锁夹紧机构有:螺旋夹紧机构;楔铁夹紧机构和偏心轮夹紧机构。 (4)结构紧凑简单在保证加工精度、满足生产率要求和工作可靠性的原则下,夹紧力应越小越好,这样碎以避免使用庞大而复杂的夹紧机构和减小夹压变形。 (5)操作方便,使用安全由于组合机床生产率较高,操作比较频繁,因此夹紧机
定位与夹紧 一、定位 (1)分类 l)完全定位 工件的六个自由度全部被夹具中的定位元件所限制,而在夹具中占有完全确定的惟一位置,称为完全定位。 2)不完全定位 根据工件加工表面的不同加工要求,定位支承点的数目可以少于六个。有些自由度对加工要求有影响,有些自由度对加工要求无影响,这种定位情况称为不完全定位。不完全定位是允许的, 3)欠定位 按照加工要求应该限制的自由度没有被限制的定位称为欠定位。欠定位是不允许的。因为欠定位保证不了加工要求。 4)过定位 工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。当过定位导致工件或定位元件变形,影响加工精度时,应该严禁采用。但当过定位并不影响加工精度,反而对提高加工精度有利时,也可以采用。各类钳加工和机加工都会用到。 (2)解释 工件定位的实质就是使工件在夹具中占据确定的位置,因此工件的定位问题可转化为在空间直角坐标系中决定刚体坐标位置的问题来讨论。在空间直角坐标系中,刚体具有六个自由度,即沿X、Y、Z轴移动的三个自由度和绕此三轴旋转的三个自由度。用六个合理分布的支承点限制工件的六个自由度,使工件在夹具中占据正确的位置,称为六点定位法则。人们在阐述六点定位法则时常以图1所示铣不通槽的例子来加以说明:a1、a2、a3三个点体现主定位面A,限制X、Y方向的旋转自由度和Z方向的移动自由度;a4、a5两个点体现侧面B,限制X 方向的移动自由度和Z方向的旋转自由度;a6点体现止推面C,限制Y方向的移动自由度。这样,工件的六个自由度全部被限制,称为完全定位。当然,定位只是保证工件在夹具中的位置确定,并不能保证在加工中工件不移动,故还需夹紧。定位和夹紧是两个不同的概念。 二、加紧
多工位自动夹紧装置的设 计 Prepared on 24 November 2020
无锡太湖学院 毕业设计(论文)题目:多工位自动夹紧装置的设计工学院机械工程及自动化专业 学号: 1223120 学生姓名:费佳伟 指导教师: XXX (职称:XXX) 2016年5月25日
摘要 在对多工位自动夹紧装置系统结构的设计工作,可以分为计划方案的定制、传动设备、夹紧构造的设计包括基本部件的设计,最后针对部分设计的效果进行检验。在对多功能自动夹紧装置的设计中设有两个夹具杆,节省了零件下料到夹紧以及放松的时间,减轻人工的负担,更加智能化、人性化,机体结构简单,可适应加工零件的不同厚度。拆卸和装配简单,节省资源。整体机构采用立式布置,结构紧凑,并使用电机作为动力来源,省时省力。在对能源设计方面,重新选择动力来源,改进切削方法,不仅增强了家用切片切丝机的加工能力,还提高了使用的安全性。 关键词:多工位;自动;PLC
ABSTRACT In the overall structure of the multi station automatic clamping device design process, including the principle of design, transmission mechanism, a clamping mechanism design of the main components and the structure design and on the part of the design results are checked. In the design of multi function automatic clamping device is provided with two jig rod, saving parts under the expected clamping and relax time, lighten the burden of artificial, more intelligent, humane and body structure simple, adapt to the different thickness of the parts processing. Disassembly and assembly is simple, save resources. The overall mechanism adopts the vertical layout, compact structure, and use the motor as a power source, saving time and effort. In design of energy, re select the source of power, to improve the cutting method, not only to enhance the household slicing and shredding machine processing capacity, but also improve the safety of use. Keywords: automatic cutting machine; PLC;
1.下面图中,钻下方两个通孔,分析各个定位元件分别消除了哪些 自由度?属于何种定位情况(过定位、欠定位、完全定位或不完全定位)? 底面限制Y 向的移动和X 、Z 两方向的转动;长菱形销限制X 方向的移动和绕Y 轴的转动。【可以用X/Y/Z 符号表达】,属于不完全定位。 2、如下图所示连杆在夹具中定位,本工序钻、铰连杆小头孔,要求保证与大头孔轴线的距离及平行度,并与毛坯外圆同轴。试分析各定位元件限制的自由度,判断有无欠定位或过定位,如定位方案不合理,请提出改进意见。 ① 大平面限制Z 、X 、Y 3个自由度; 圆柱销限制X 、Y 2个自由度; V 形块限制X 、Z 2个自由度。 ② X 自由度被重复限制,属于过定位。 短圆柱销
③ 将V 形块改为在X 方向浮动的形式。(也可以提出其他改进意见,正确即可) 3、根据六点定位原理,分析下图定位方案中的各个定位元件所消除的自由度(按图中标出的坐标方向);并指出属于何种定位方式? 图a 中元件1平面限制了Z 、X 、Y 3个自由度,元件2短圆柱销限制了X 、Y 2个自 由度,属于不完全定位; 4.试分析下图中所示工件在加工时(图中粗实线表示为加工表面),工序要求限制哪几个自由度?应该选择哪些表面做定位基准?拟采用何种定位件?实际限制了几个自由度? 需要限制5自由度; 外圆表面作为定位基面(保证键槽对中)---可采用长V 型块 左端面(保证键槽长度)--- 挡块;
实际限制了5个自由度。 键槽宽由刀具保证,深度由对刀保证 5.分析下图所示定位、夹紧方案是否合理,如不合理,指出不合理之处,并提出改进意见。 定位:水平支承面限制Z方向的移动和X、Y两方向的转动,左边固定V形块限制X、Y 两方向的移动,右边固定V形块限制X方向移动和绕Z的转动,属于过定位。 夹紧力的作用点在工件刚性较差的部位,不合理。可以把右边的V形块改成可以移动V形块,把夹紧力的作用点选择在右边V形块的右边,方向为水平向左。 6、下图所示,活塞在平面支承2、短圆柱销1和短菱形销3上定位,试分析定位元件所限制的自由度。
文字符 仪表P 电流表 PA 电压表 PV 有功电度表 PJ 无功电度表 PJR 频率表 PF 相位表 PPA 最大需量表(负荷监控仪) PM 功率因数表 PPF 有功功率表 PW 无功功率表 PR 无功电流表PAR 信号灯H 声信号 HA 光信号 HS 指示灯 HL 红色灯 HR 绿色灯 HG 黄色灯 HY 蓝色灯 HB 白色灯 HW 连接X 连接片 XB 插头 XP 插座 XS 端子板 XT 母线W 电线,电缆,母线 W 直流母线 WB 插接式(馈电)母线 WIB 电力分支线 WP 照明分支线 WL 应急照明分支线 WE 电力干线 WPM 照明干线 WLM 应急照明干线 WEM 滑触线 WT 合闸小母线 WCL 控制小母线 WC 信号小母线 WS 闪光小母线 WF 事故音响小母线 WFS 预告音响小母线 WPS 电压小母线 WV 事故照明小母线 WELM 熔断F 避雷器 F 熔断器 FU 快速熔断器 FTF 跌落式熔断器 FF 限压保护器件 FV 电容C 电容器 C 电力电容器 CE 接触开关S 正转按钮 SBF 反转按钮 SBR 停止按钮 SBS 紧急按钮 SBE 试验按钮 SBT 复位按钮 SR 限位开关 SQ 接近开关 SQP 手动控制开关 SH 时间控制开关 SK 液位控制开关 SL 湿度控制开关 SM 压力控制开关 SP 速度控制开关 SS 温度控制开关,辅助开关 ST 电压表切换开关 SV 电流表切换开关 SA 整流U 整流器 U 可控硅整流器 UR 控制电路有电源的整流器 VC 变频器 UF 变流器 UC 逆变器 UI 电机M 电动机 M 异步电动机 MA 同步电动机 MS 直流电动机 MD 绕线转子感应电动机MW鼠笼型电动机 MC 执行器Y 电动阀 YM 电磁阀 YV 防火阀 YF 排烟阀 YS 电磁锁 YL 跳闸线圈 YT 合闸线圈 YC 气动执行器 YPA,YA 电动执行器 YE 电阻R 电阻器,变阻器 R 电位器 RP 热敏电阻 RT 光敏电阻 RL 压敏电阻 RPS 接地电阻 RG 放电电阻 RD 启动变阻器 RS 频敏变阻器 RF 限流电阻器 RC 电感L 感应线圈,电抗器 L 励磁线圈 LF 消弧线圈 LA 滤波电容器 LL 电热E
工件的装夹和夹紧装置
课题项目:工件的夹紧和夹紧装置 教学目标知识目标 1、掌握基本夹紧机构夹紧力的计算方法; 2、掌握基本夹紧机构自锁条件的确定方法;能力目标 1、掌握斜楔夹紧机构的原理及组成; 2、掌握螺旋夹紧机构的结构及原理; 3、掌握圆偏心夹紧机构的原理。 素质目标 1、培养学生语言表达能力; 2、培养学生自主学习的能力; 3、培养学生团队协作的能力; 4、增强学生的安全意识。 教学重点基本夹紧机构自锁条件的确定方法 教学难点螺旋夹紧机构的结构及原理 课型多媒体授课授课课时2课时 教学过程教学内容教学方 法、手段 师生 活动 时间 分配 导入 根据下图中斜楔夹紧机构的受力分析,来 确定基本夹紧机构夹紧力的计算、自锁条件及 几何特点,是我们本项目所要解决的问题。 情境教 学法 多媒体 1、教师 讲解; 2、学生 听课 5 分 钟 教 学实施告知 1.夹紧装置的组成 1)力源装置力源装置是产生夹紧原始作 用力的动力装置。通常使用的动力装置有气压 装置、液压装置、电动装置、磁力装置等; 2)夹紧机构夹紧机构一般由中间递力机 构和夹紧元件组成。它的作用是传递原始作用 力,改变其大小、方向,使之变为夹紧力,并 执行夹紧工件的任务。 2.夹紧装置的基本要求 1)在夹紧过程中应能保持工件定位时所获 得的正确位置; 2)夹紧应可靠和适当; 3)夹紧装置应操作方便,省力、安全; 4)夹紧装置的复杂程度与自动化程度应与 工件的生产批量和生产方式相适应。 3.夹紧力方向的确定原则 1)夹紧力作用方向应有利于工件的准确定 位,而不能破坏定位。为此一般要求夹紧力方 向朝向定位元件,且应垂直于主要定位基准。 2)夹紧力作用方向应使工件夹紧变形小。 为此一般要求夹紧力作用方向最好指向工件刚 讲授法; 讨论法; 多媒体; 1、教师 讲解; 2、学生 听课 10 分 钟
§1-1连杆式夹具夹紧机构运动简图的绘制 一、小组汇报 初步展示普通雨伞机构运动简图 二、小组点评 主要是将普通雨伞机构运动简图 画成普通雨伞机构实物简 三、相关知识 平面机构运动简图的概念 机构运动简图的绘制(Drawing Kinematic Scheme of Mechanism) 机构是由若干构件通过若干运动副组合在一起的。在研究机构运动时,为了便于分析,常常瞥开它们因强度等原因形成的复杂外形及具体构造,仅用简单的符号和线条表示,并按一定的比例定出各运动副及构件的位置,这种简明表示机构各构件之间相对运动关系的图形称为机构运动简图。 1、运动副(Kinematic Pair)的概念 运动副由两个构件直接接触而组成的可动的连接称为运动副。两个构件上参与接触而构成运动副的点、线、面等元素被称为运动副元素。 2 、运动副的类型及其特点(Kinematic Pair Classification) 平面机构中,由于运动副将各构件的运动限制在同一平面或相互平行的平面内,故这种运动副也称为平面运动副。 根据构件间接触形式的不同,平面运动副可分为低副和高副。 (1)低副——两构件通过面接触组成的运动副。 根据两构件间相对运动形式的不同,常见的平面低副有转动副和移动副两种。 转动副——两构件间只能产生相对转动的运动副。又称回转副或铰链。 移动副——两构件间只能产生相对移动的运动副。 (2)高副 两构件通过点或线接触组成的运动副称为高副。 3、构件(Member):运动的单元 构件的分类 机构中的构件按其运动性质可分为三类: (a) 机架机架是机构中视作固定不动的构件,它用来支承其它可动构件。例如各种机床的床身是机架,它支承着轴、齿轮等活动构件。在机构简图中,将机架打上斜线表示。 (b) 原动件已给定运动规律的活动构件,即直接接受能源或最先接受能源作用有驱动力或力矩的构件。例如柴油机中的活塞。它的运动是外界输入的,因此又称为输入构件。在机构简图中,将原动件标上箭头表示。
摘要 活塞加工与检测、试验的文献较多,但目前还缺少对此类零部件的冷、热加工工艺及组装、检验进行系统研究的文献。本论文通过对国外和我国活塞组件制造工艺的的现状和发展趋势的介绍,对与活塞类似的零部件工艺开发和典型零部件工装、设备的选择提供参考,具有重要的技术进步意义和工程应用价值。 本文以180C型柴油机活塞为例,进行结构、技术条件等的分析研究,针对锻、铸件制造特点,分析铸造工艺方法、设计思路及铝合金活塞毛坯低压铸造技术。对相关机械加工工艺、装配检测、试验工艺及质量控制进行系统的研究和开发。 本文通过采用金属模低压铸造成型工艺及现代数控设备同时结合行之有效的检测、试验工艺完善了活塞组件冷、热工艺设计与工艺开发工作,提高了产品试制的成功率。大幅提高了零件的质量和生产效率。 关键词:组合活塞反靠工装设计加工工艺低压铸造组装
Abstract Nowadays articles on piston processing and testing are numerous but articles on the systematic research of such parts’ cold, thermal processing technology as well as assembly and testing is relatively insufficient. This thesis introduces the status quo and developing trend of the piston assembly and manufacturing process both at home and abroad to provide guidance for the process development of the similar piston parts to provide references for the choice of typical tooling and equipment,which has important significance in technological advance and application value in engineering. This thesis takes the 180C diesel engine piston as example to analyze the structure and technical conditions as well as the casting process, design concept and aluminum alloy piston low pressure casting technology according to the forging, casting manufacturing characteristics to conduct systemestic research and development on relevant machining processes, assembly testing, testing technique as well as quality control. This thesis adopts metal-mould low pressure casting process,modern CNC equipment and combines the effective process in inspecting and testing to perfect the design and process development in the cooling,thermal process for the combined pistons to improve the success rate of the trial products and substantially increase the parts’ quality and production efficiency. Keywords:Combined-Piston Reverse Tooling Design Processing Technique Low Pressure Casting Assemble
电气元件符号大全 2009-08-14 22:53 序号元件名称新符号旧符号 1 继电器K J 2 电流继电器KA LJ 3 负序电流继电器KAN FLJ 4 零序电流继电器KAZ LLJ 5 电压继电器KV YJ 6 正序电压继电器KVP ZYJ 7 负序电压继电器KVN FYJ 8 零序电压继电器KVZ LYJ 9 时间继电器KT SJ 10 功率继电器KP GJ 11 差动继电器KD CJ 12 信号继电器KS XJ 13 信号冲击继电器KAI XMJ 14 继电器KC ZJ 15 热继电器KR RJ 16 阻抗继电器KI ZKJ 17 温度继电器KTP WJ 18 瓦斯继电器KG WSJ 19 合闸继电器KCR 或KON HJ 20 跳闸继电器KTR TJ 21 合闸继电器KCP HWJ 22 跳闸继电器KTP TWJ 23 电源监视继电器KVS JJ 24 压力监视继电器KVP YJJ 25 电压继电器KVM YZJ 26 事故信号继电器KCA SXJ 27 继电保护跳闸出口继电器KOU BCJ 28 手动合闸继电器KCRM SHJ 29 手动跳闸继电器KTPM STJ 30加速继电器KAC或KCL JSJ 31 复归继电器KPE FJ 32闭锁继电器KLA或KCB BSJ 33 同期检查继电器KSY TJJ 34 自动准同期装置ASA ZZQ 35 自动重合闸装置ARE ZCJ 36自动励磁调节装置AVR或AAVR ZTL 37备用电源自动投入装置AATS或RSAD BZT 38 按扭SB AN 39 合闸按扭SBC HA 40 跳闸按扭SBT TA 41 复归按扭SBre 或SBR FA
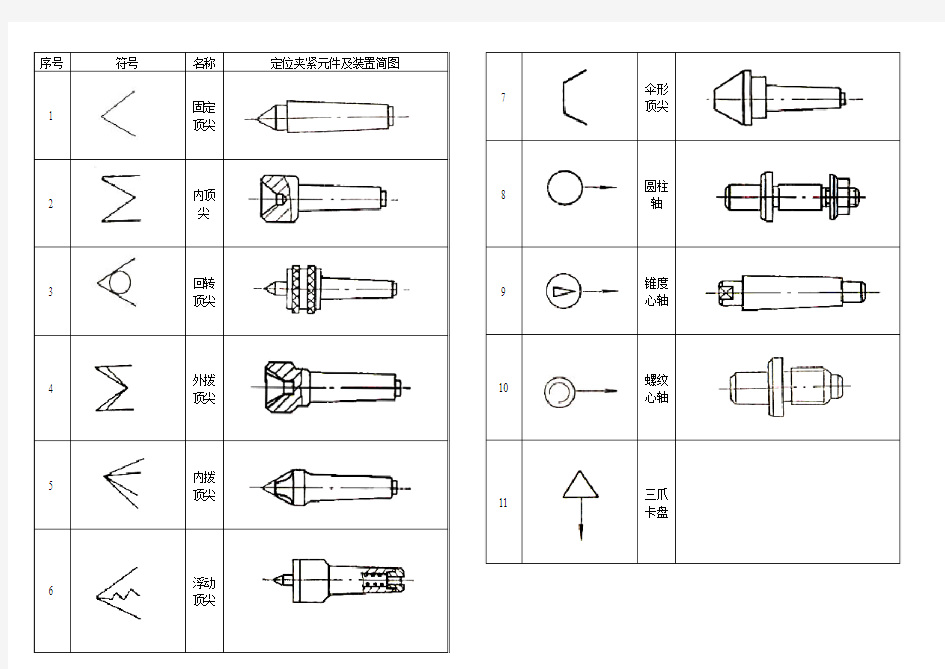
ICS 25-010 J04 机械加工定位、夹紧符号 Symbol of the mechenical manufacture orientation and clamping (报批稿) 200×-××-××发布 200×-××-××实施 中华人民共和国 中国发展与改革委员会 发布 JB
JB/T ××××—200× 目次 前言................................................................................. II 1 范围 (1) 2 规范性引用文件 (1) 3 术语和定义 (1) 4 符号 (1) 5各类符号画法 (5) 6 定位、夹紧符号及装置符号的使用 (5) 7各种符号应用标注示例 (5) 附录A(资料性附录)定位、夹紧符号与装置符号综合标注示例 (6) 附录B(资料性附录)定位、夹紧符号应用及相对应的夹具结构示例 (11) 表1 (1) 表2 (2) 表3 (2) 表4 (3) 表A1 (6) 表B1 (11) I
JB/T ××××—200× II 前言 本标准修订JB/T5061-1991,本标准与JB/T5061-1991相比主要变化如下:——按照GB/T1.1格式要求进行修改。 ——修改部分引用文件的标准名称及标准号。 本标准的附录A、附录B为资料性附录。 本标准主要起草单位:中机生产力促进中心 本标准主要起草人:杨东拜、丁红宇。
JB/T ××××—200× 机械加工定位、夹紧符号 1 范围 本标准规定了机械加工定位支承符号(简称定位符号)、辅助支承符号、夹紧符号和常用定位、夹紧装置符号(简称装置符号)的类型、画法和使用要求。 本标准适用于机械制造行业在设计产品零、部件机械加工工艺规程和编制工艺装备设计任务书时使用。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB 4457.4 机械制图图样画法图线 GB 4863 机械制造工艺基本术语 GB 1008 机械加工工艺装备基本术语 3 术语和定义 本标准所用术语按GB4863和GB1008的规定。 4 符号 4.1 定位支承符号 定位支承符号按表1的规定。 注:1)视图正面是指观察者面对的投影面。 4.2 辅助支承符号 辅助支承符号按表2的规定。 1
南充职业技术学院 (夹具精品课程习题集) 1. 工件在夹具中定位、夹紧的任务是什么? 2. 什么叫六点定则? 3. 什么是欠定位?为什么不能采用欠定位?试举例说明之. 4. 什么是不可用重复定位?试分析图中定位元件限制哪些自由度?是否合理?如何改进? 5. 什么是定位副?试以夹具图册中图1-2为例说明. 6. 根据六点定则,试分析图示各定位元件所限制的自由度。 题6图 7. 根据六点定位规则,试分析图示的各定位方案中定位元件所限制的自由度。有无重复定位现象?是否合理?如何改正?
题7图 8.试分析图示各工件需要限制的自由度、工序基准,选择定位基准(并用定位符号在图上表示)及各定位基准限制哪些自由度。
题8图 9.试分析“夹具图册”中图3—3的辅助支承起什么作用? 10. 磨削图示套筒的外圆柱面,以内孔定位,设计所需的小锥度心轴。工一n V形块的限位基准在哪里?V形块的定位高度怎样计算? 题10图 11. 造成定位误差的原因是什么? 12. 用图所示的定位方式铣削连杆的两个侧面,计算加工尺寸12’:.;nm的定位误差。
题l3图 14. 用图所示的定位方式在阶梯轴上铣槽,V形块的V形角=90°,试计算加工尺寸74士0.lmm的定位误差。 题14图 15. 计算。夹具图册”中图3—1所示夹具上工件对称度要求(0。2mm)的定位误差。 16. 图示的阶梯形工件,召面和C面已加工合格。今采用图工一86a、b两种定位方案加工/1面,要求保证/1面对召面的平行度误差不大于20’(用角度误差表示)。已知L_--100mm,B面与C面之间的高度h一151一:乙m。试分析这两种定位方案的定位误差,并比较它们的优劣。 题16图 17. 试设计夹具图册中图3—7中一面两销定位装置的尺寸。并计算尺寸15.5mm的定位误差. 18. 对夹紧装置的基本要求有哪些? 19. 试分析下图中夹紧力的作用点与方向是否合理,为什么?如何改进?
电气图形符号大全 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
×××电器符号大全××× 序 号 图形符号说明 1 开关(机械式)电气图形符号 2 多级开关一般符号单线表示 3 多级开关一般符号多线表示 4 KM 接触器(在非动作位置触点断开) 5 接触器(在非动作位置触点闭合) 6 负荷开关(负荷隔离开关)电气图用图形符号 7 具有自动释放功能的负荷开关 8 熔断器式断路器 9 QF 断路器 10 QS 隔离开关 11 FU 熔断器一般符号 12 FF 跌落式熔断器 13 熔断器式开关 14 熔断器式隔离开关 15 熔断器式负荷开关 16 当操作器件被吸合时延时闭合的动合触点 17 当操作器件被释放时延时闭合的动合触点 18 当操作器件被释放时延时闭合的动断触点电气图用图形符号 19 当操作器件被吸合时延时闭合的动断触点 20 当操作器件被吸合时延时闭合和释放时延时断开的动合触点
21 SB 按钮开关(不闭锁) 22 旋钮开关、旋转开关(闭锁) 23 位置开关,动合触点限制开关,动合触点 24 位置开关,动断触点限制开关,动断触点 25 热敏开关,动合触点注:θ可用动作温度代替 26 热敏自动开关,动断触点 注:注意区别此触点和下图所示热继电器的触点 27 具有热元件的气体放电管荧光灯起动器 28 动合(常开)触点 注:本符号也可用作开关一般符号 29 动断(常闭)触点 30 先断后合的转换触点 31 当操作器件被吸合或释放时,暂时闭合的过渡动合触点 32 座(内孔的)或插座的一个极 33 插头(凸头的)或插头的一个极 34 插头和插座(凸头的和内孔的) 35 接通的连接片 36 换接片 37 双绕组变压器
电气电子专业电器件符号大全常用电工与电子学图形符号 序号符号名称与说明 1 —直流 注:电压可标注在符号右边,系统类型可标注在左边 2 直流 注:若上述符号可能引起混乱,也可采用本符号 3 交流 频率或频率范围以及电压的数值应标注在符号的右 边,系统类型应标注在符号的左边 50Hz 示例1:交流50Hz 100~600Hz 示例2:交流频率范围100~600Hz 380/220V 3N 50Hz 示例3:交流,三相带中性线,50Hz,380V(中性 线与相线之间为220V)。3N可用3+ N代替 3N 50Hz/TN-S 示例4:交流,三相,50Hz,具有一个直接接地点且 中性线与保护导线全部分开的系统 4 低频(工频或亚音频) 5 中频(音频) 6 高频(超音频,载频或射频) 7 交直流 8 具有交流分量的整流电流 注:当需要与稳定直流相区别时使用 9 N 中性(中性线) 10 M 中间线 11 + 正极 12 - 负极 13 热效应
14 电磁效应 过电流保护的电磁操作 15 电磁执行器操作 16 热执行器操作(如热继电器、热过电流保护) 17 M 电动机操作 18 正脉冲 19 负脉冲 20 交流脉冲 21 正阶跃函数 22 负阶跃函数 23 锯齿波 24 接地一般符号 25 无噪声接地(抗干扰接地) 26 保护接地 27 接机壳或接底板 28 等电位 29 理想电流源 30 理想电压源 31 理想回转器 32 故障(用以表示假定故障位置) 33 闪绕、击穿 34 永久磁铁 35 动触点 注:如滑动触点 36 测试点指示 示例点,导线上的测试
37 交换器一般符号/转换器一般符号 注:①若变换方向不明显,可用箭头表示在符号轮廓上 38 电机一般符号,符号内的星号必须用下述字母代替C同步交流机G 发电机 G8同步发电机M电动机 MG拟作为发电机或电动机使用的电机 MS同步电动机注:可以加上符号—或∽ SM伺服电机TG测速发电机 TM力矩电动机IS感应同步器 39 M 3~ 三相笼式异步电动机 40 M 3~ 三相线绕转子异步电动机 41 C 3~ 并励三相同步变速机 42 TM M 直流力矩电动机步进电机一般符号 43 G 电机示例: 短分路复励直流发电机示出接线端子和电刷 44 M 串励直流电动机 45 M 并励直流电动机 46 M 1~ 单相笼式有分相扇子的异步电动机 47 M 1~ 单相交流串励电动机
机械加工中工件的一般定位方法及定位 元件 收藏此信息打印该信息添加:佚名来源:未知 工件上的定位基准面与相应的定位元件合称为定位副。定位副的选择及其制造精度直接影响工件的定位精度和夹具的工作效率以及制造使用性能等。下面按不同的定位基准面分别介绍其所用定位元件的结构形式。 1.工件以平面定位 (1) 支承钉 如图3-12所示。当工件以粗糙不平的毛坯面定位时,采用球头支承钉(B型),使其与毛坯良好接触。齿纹头支承钉(C型)用在工件的侧面,能增大摩擦系数,防止工件滑动。当工件以加工过的平面定位时,可采用平头支承钉(A型)。 在支承钉的高度需要调整时,应采用可调支承。可调支承主要用于工件以粗基准面定位,或定位基面的形状复杂,以及各批毛坯的尺寸、形状变化较大时。如图3-13是在规格化的销轴端部铣槽,用可调支承3轴向定位,达到了使用同一夹具加工不同尺寸的相似件的目的。 可调支承在一批工件加工前调整一次,调整后需要锁紧,其作用与固定支承相同。
在工件定位过程中能自动调整位置的支承称为自位支承。其作用相当于1个固定支承,只限制1个自由度。由于增加了接触点数,可提高工件的装夹刚度和稳定性,但夹具结构稍复杂,自位支承一般适用于毛面定位或刚性不足的场合。如图3-10(a)中的球面支承。 工件因尺寸形状或局部刚度较差,使其定位不稳或受力变形等原因,需增设辅助支承,用以承受工件重力、夹紧力或切削力。辅助支承的工作特点是:待工件定位夹紧后,再调整辅助支承,使其与工件的有关表面接触并锁紧。而且辅助支承是每安装一个工件就调整一次。但此支承不限制工件的自由度,也不允许破坏原有定位。 (2) 支承板 工件以精基准面定位时,除采用上述平头支承钉外,还常用图3-14所示的支承板作定位元件。A型支承板结构简单,便于制造,但不利于清除切屑,故适用于顶面和侧面定位;B型支承板则易保证工作表面清洁,故适用于底面定位。 夹具装配时,为使几个支承钉或支承板严格共面,装配后,需将其工作表面一次磨平,从而保证各定位表面的等高性。 2.工件以圆柱孔定位 各类套筒、盘类、杠杆、拨叉等零件, 常以圆柱孔定位。所采用的定位元件有圆柱销和各种心轴。这种定位方式的基本特点是:定位孔与定位元件之间处于配合状态,并要求确保孔中心线与夹具规定的轴线相重合。孔定位还经常与平面定位联合使用。 (1) 圆柱销
第二章工件的定位 第一节六点定则 一、不定度概念 不定度——用来描述工件在某一预先设定的空间直角坐标系中定位时,其空间位置不确定程度的六个位置参量。 名称符号含义图例 移动不定度X 工件沿X轴方向移动位置的不确定性 Y 工件沿Y轴方向移动位置的不确定性 Z 工件沿Z轴方向移动位置的不确定性 名称符号含义图例 转动不定度X 工件绕X轴方向转动位置的不确定性
Y 工件绕Y轴方向转动位置的不确定性 Z 工件绕Z轴方向转动位置的不确 定性 六点定则——在工件的定位中,我们用在空间合理分布的最多六个定位点(由定位元件抽象而来),来限制工件使其获得一个完全确定的位置的方法。三、六点定则的应用 1.箱类工件 平行六面体不定度消除 2.盘类工件 盘类工件的六点定位
3.轴类工件 轴类工件的六点定位 第二节工件的定位 一、加工要求与不定度消除 显然,铣不通槽时,必须消除六个不定度,方能满足加工要求。 铣通槽,则只需消除五个不定度即可满足加工要求。几种常见加工方式所需消除的不定度情况。 通孔 盲孔
通孔 盲孔 二、完全定位 完全定位——工件在夹具中,六个不定度全部被消除的定位。 三、不完全定位 不完全定位——六个不定度不需要完全消除的定位。 四、欠定位和重复定位 欠定位——工件实际定位所消除的不定度数目少于按其加工要求所必须消除的不定度数目。 夹具上的定位支承点多于六个或少于六个,但由于布局不合理,将造成重复消除工件的一个或几个不定度的现象,这种重复消除工件不定度的定位称为重复定位。 第三节工件的定位元件 工件上常被选作定位基准的表面形式包括平面、圆柱面、圆锥面和其他成形面及其组合。 一、对定位元件的要求 1. 高精度 2. 高耐磨性 3. 足够的刚度和强度 4. 良好的工艺性 二、常用定位元件的选择 1.平面定位基准面
机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号10 零件名称推动架零件号 零件重量0.56kg 同时加工零件数 材料毛坯 牌号硬度型号重量 HT200170~220铸铁件0.72kg 设备夹具 名称辅助工具 名称型号 卧式铣床XA6132专用铣夹具 安装工 步 安装及工步说明刀具量具 走刀 长度 走刀 次数 切削 深度 进给量 主轴 转速 切削 速度 基 本 工 时 11铣φ32孔的端面圆柱 铣刀游标 卡尺 60mm1 2.5mm0.16mm/z 300r/mi n 56.52m /min 4.6 min 设计者朱记指导教师程雪利共 10 页第 1 页
机械制造与自动化专 业 机械加工工序卡片工序名称铣端面工序号20 零件名称推动架零件号 零件重量0.56kg 同时加工零件数 材料毛坯 牌号硬度型号重量 铸铁件0.72kg 设备夹具 名称辅助工具 名称型号 卧式铣床XA6132专用铣夹具 安装工 步 安装及工步说明刀具量具 走刀 长度 走刀 次数 切削 深度 进给量 主轴 转速 切削 速度 基 本 工 时 11铣φ16孔的端面圆柱 铣刀游标卡尺 30mm1 2.5mm0.23mm/z 150r/mi n 23.55m/mi n 设计者朱记指导教师程雪利共 10 页第 2 页
机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号30 零件名称推动架零件号 零件重量0.56kg 同时加工零件数 材料毛坯 牌号硬度型号重量 HT200170~220铸铁件0.72kg 设备夹具 名称辅助工具 名称型号 卧式铣床XA6132专用铣夹具 安装工 步 安装及工步说明刀具量具 走刀 长度 走刀 次数 切削 深度 进给量 主轴 转速 切削 速度 基 本 工 时 11 铣φ32mm孔和φ16mm孔在同一基 准上的两个端面圆柱 铣刀 游标卡尺 90mm1 2.5mm0.2mm/z 250r/mi n 47.1m/min 设计者朱记指导教师程雪利共 10 页第 3 页
附录一常见元件图形符号、文字符号一览表 类别名称图形符号文字符号类别名称图形符号文字符号 开关单极控制 开关 SA 位 置 开 关 常开触 头 SQ 手动开关 一般符号 SA 常闭触 头 SQ 三极控制 开关 QS 复合触 头 SQ 三极隔离 开关 QS 按 钮 常开按 钮 SB 三极负荷 开关 QS 常闭按 钮 SB 组合旋钮 开关 QS 复合按 钮 SB 低压断路 器 QF 急停按 钮 SB 控制器或 操作开关 SA 钥匙操 作式按 钮 SB 接触器线圈操作 器件 KM 热 继 电 器 热元件FR 常开主触 头 KM 常闭触 头 FR 常开辅助 触头 KM 中 间 继 电 器 线圈KA 常闭辅助 触头 KM 常开触 头 KA 时间继 通电延时 (缓吸)线 圈 KT 常闭触 头 KA
电器 断电延时 (缓放)线 圈 KT 电 流 继 电 器 过电流 线圈 KA 瞬时闭合 的常开触 头 KT 欠电流 线圈 KA 瞬时断开 的常闭触 头 KT 常开触 头 KA 延时闭合 的常开触 头 KT 常闭触 头 KA 延时断开 的常闭触 头 KT 电 压 继 电 器 过电压 线圈 KV 延时闭合 的常闭触 头 KT 欠电压 线圈 KV 延时断开 的常开触 头 KT 常开触 头 KV 电磁操作器电磁铁的 一般符号 YA 常闭触 头 KV 电磁吸盘YH 电 动 机 三相笼 型异步 电动机 M 电磁离合 器 YC 三相绕 线转子 异步电 动机 M 电磁制动 器 YB 他励直 流电动 机 M 电磁阀YV 并励直 流电动 机 M 非电量控制的继电器速度继电 器常开触 头 KS 串励直 流电动 机 M 压力继电 器常开触 头 KP 熔 断 器 熔断器FU
常用电气元件图形符号_电气元件图形符号大全 电气图形符号是指用于各种设备上,作为操作指示或用来显示设备的功能或工作状态的图形符号,例如:电气设备用图形符号、纺织设备用图形符号等。网站数据库中收录现行的含有设备用图形符号的国家标准共26项,所含设备用图形符号共2902个。 图形符号的种类和组成: 图表符号一般分为:限定符号、一般符号、方框符号、以及标记或字符。 限定符号不能单独使用,必须同其他符号组合使用,构成完整的图形符号。 如交流电动机的图表符号,由文字符号、交流的限定符号以及轮廓要素组成。 延时过流继电器图形符号,由测量继电器方框符号要素,特性量值大于整定值时动作和延时动作的限定符号以及电流符号组成。 方框符号一般用在使用单线表示法的图中,如系统图和框图中,由方框符号内带有限定符号以表示对象的功能和系统的组成,如整流器图表符号,由方框符号内带有交流和直流的限定符号以及可变性限定符号组成。 常用电气元件图形符号: 1、基本文字符号 符号描述符号描述符号描述符号描述符号描述 C 电容器EH 发热器件EL 多级开关一般符号单线表示 多级开关一般符号多线表示 具有自动释放功能的负荷开关 原电池组或蓄电池组84 带抽头的原电池组或蓄电池组85 接地一般符号86 接机壳或接底板87 无噪声接地88 保护接地89 等电位90 电缆终端头91 电力电缆直通接线盒92 电力电缆连接盒,电力电缆分线盒
93 控制和指示设备94 报警启动装置(点式-手动或自动) 95 线型探测器96 火灾报警装置97 热98 烟99 易爆气体100 手动启动 电气图形符号大全比较详细的介绍电气符号,图标符号以及作用说明,电气符号在电气管理和应用中起到非常重要的作用。